EP0507704B2 - Boîtier distributeur métallique à coupelle de valve sertie extérieurement - Google Patents
Boîtier distributeur métallique à coupelle de valve sertie extérieurement Download PDFInfo
- Publication number
- EP0507704B2 EP0507704B2 EP92420099A EP92420099A EP0507704B2 EP 0507704 B2 EP0507704 B2 EP 0507704B2 EP 92420099 A EP92420099 A EP 92420099A EP 92420099 A EP92420099 A EP 92420099A EP 0507704 B2 EP0507704 B2 EP 0507704B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- neck
- cup
- valve
- boxes
- diameter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D83/00—Containers or packages with special means for dispensing contents
- B65D83/14—Containers for dispensing liquid or semi-liquid contents by internal gaseous pressure, i.e. aerosol containers comprising propellant
- B65D83/38—Details of the container body
Definitions
- the present invention relates to a metal dispenser housing according to the preamble of claim 1, as well as its manufacturing process.
- An aerosol type dispenser box whatever its size and nature (metal, glass, plastic, etc.) comprises the box itself which ends at its upper part with a neck and a dispensing valve.
- the dispensing valve must be fixed on the neck of the box in such a way that the seal is ensured with respect to the product contained. It is also necessary that the method of fixing the valve does not cause on the external part thereof visible defects by the consumer.
- the valve itself is in the center of a cup which fits into the neck of the case. This cup has an annular outer rim which overlaps the rim of the neck of the case.
- the method usually used to fix the valve is another method called expansion.
- the valve cup has a particular shape which is substantially different from the cups of the crimp valves. This method is shown on board 2.
- the expansion operation consists of deforming the valve cup 5 from the inside outwards until it is in contact with the inside of the neck 6. At the end the seal 4 is thus compressed.
- the present invention firstly relates to a metal dispenser box, the neck of which has a diameter greater than 22 mm, characterized in that the dispensing valve cup is crimped onto the box and that there is between the inside of the neck and the part of the valve cup which penetrates into this neck a clearance greater than 1 mm and less than 3 mm in diameter.
- the second object of the invention is also a method of manufacturing this dispenser box.
- valve cups were expanded on 20 conventional aluminum boxes with an inner diameter of the neck of 25.4 mm.
- the valve cups were of the "swelling" type.
- the 20 distributor boxes thus obtained were subjected to the tightness test.
- the average leak rate for the 20 dispenser boxes was 30 mg / day.
- Valve crimps were externally crimped onto 20 conventional aluminum enclosures whose inner diameter of the neck was 25.4 mm. The outside diameter of the cup portion entering the neck was 25.2 mm. The average leak rate measured for the 20 dispenser boxes was 32 mg / day.
- Valve crimps were externally crimped onto 20 aluminum cases with an internal diameter of the neck was 26.9 mm.
- the outside diameter of the part of the cups to be introduced into the neck was 25.2 mm, identical to that of the cups of Example No. 2.
- the average leakage rate measured for the 20 dispenser boxes was 10 mg / day only.
Landscapes
- Chemical & Material Sciences (AREA)
- Dispersion Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Containers And Packaging Bodies Having A Special Means To Remove Contents (AREA)
- Packages (AREA)
- Filling Or Discharging Of Gas Storage Vessels (AREA)
- Lift Valve (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
- Tubes (AREA)
- Food-Manufacturing Devices (AREA)
- Medicines Containing Antibodies Or Antigens For Use As Internal Diagnostic Agents (AREA)
- Organic Low-Molecular-Weight Compounds And Preparation Thereof (AREA)
- Valve Housings (AREA)
Description
- La présente invention concerne un boîtier distributeur métallique selon le préambule de la revendication 1, ainsi que son procédé de fabrication.
- Un boïtier distributeur du type aérosol quelles que soient sa taille et sa nature (métal, verre, plastique, etc...) comporte le botier lui-même qui se termine à sa partie supérieure par un col et une valve de distribution. La valve de distribution doit être fixée sur le col du boïtier d'une manière telle que l'étanchéité soit assurée vis à vis du produit contenu. Il est également nécessaire que le mode de fixation de la valve ne provoque pas sur la partie externe de celle-ci des défauts visibles par le consommateur. La valve proprement dite se trouve au centre d'une coupelle qui s'insère dans le col du boïtier. Cette coupelle comporte un rebord externe annulaire qui chevauche le rebord du col du boïtier.
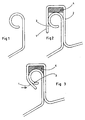
- Il est connu de procéder à la fixation de la coupelle de valve par un sertissage externe sur le boïtier avec une pince. C'est la méthode représentée sur la planche 1. Elle est très couramment utilisée pour les boîtiers en plastique de toutes dimensions et pour les boîtiers métalliques de taille moyenne typiquement les boîtiers métalliques dont le col a un diamètre de l'ordre de 20 mm. L'opération de sertissage consiste à replier la jupe externe 1 de la coupelle 2 sur le rebord 3 du col. Pendant l'opération la coupelle 2 est maintenue sur le col par une force exercée de haut en bas. En fin d'opération, le joint d'étanchéité 4 se trouve ainsi comprimé.
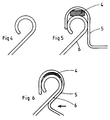
- Pour les boîtiers métalliques de plus grande taille, typiquement ceux dont le col a un diamètre de l'ordre de 25 mm, le procédé habituellement utilisé pour fixer la valve est un autre procédé appelé le dudgeonnage. Dans ce cas la coupelle de valve a une forme particulière sensiblement différente des coupelles des valves à sertir. Cette méthode est représentée sur la planche 2. L'opération de dudgeonnage consiste à déformer de l'intérieur vers l'extérieur la coupelle 5 de valve jusqu'à ce qu'elle soit en contact avec l'intérieur du col 6. En fin d'opération le joint d'étanchéité 4 se trouve ainsi comprimé.
- La fabrication et l'utilisation des boîtiers distributeurs métalliques à valve dudgeonnée présentent des inconvénients.
- D'une part, au cours de la fabrication, il est nécessaire de changer de pince, éventuellement de machine, et de changer de type de coupelle pour produire successivement des boîtiers distributeurs en plastique et des boîtiers distributeurs métalliques. Ceci entraîne des interruptions dans la chaîne de fabrication et un double stock de matériel de sertissage et de valves.
- D'autre part, le dudgeonnage est une opération délicate plus difficile que le sertissage externe.
- Enfin, les boîtiers distributeurs à coupelle de valve sertie par un sertissage externe présentent en général une meilleure étanchéité que les boîtiers distributeurs à coupelle de valve dudgeonnée.
- Pour pallier à ces inconvénients, la demanderesse a naturellement essayé de procéder au sertissage externe des coupelles de valve sur des boîtiers métalliques de grande taille suivant le procédé conventionnellement utilisé pour les boîtiers métalliques de taille moyenne et les boîtiers en plastique.
- Ce procédé consiste à :
- * choisir une coupelle de valve dont la partie rentrant dans le col a un diamètre externe sensiblement égal au diamètre interne du col, le diamètre externe de la coupelle de la valve étant cependant légèrement inférieur au diamètre interne du col, typiquement de 0,2 mm, pour faciliter l'introduction, comme décrit dans le document FR-A-1 591 362
- * déposer sur le rebord du col un joint d'étanchéité annulaire
- * introduire la coupelle de valve dans le boîtier
- * réaliser avec une pince à sertir le repliement de la jupe externe de la coupelle sous le rebord du col provoquant ainsi un serrage de la coupelle et du joint d'étanchéité.
- En utilisant cette méthode connue, la demanderesse a effectivement obtenu des boîtiers distributeurs métalliques de grande taille à coupelle de valve sertie. Cependant, d'une manière surprenante, les tests réalisés sur les échantillons ainsi obtenus ont montré que le niveau d'étanchéité habituellement constaté sur des boîtiers distributeurs métalliques de taille moyenne à coupelle de valve sertie n'était pas atteint. Ces mêmes tests ont montré que les échantillons obtenus de boîtiers distributeurs métalliques de grande taille à coupelle de valve sertie ne présentaient pas une étanchéité supérieure aux boîtiers distributeurs de même taille à coupelle de valve dudgeonnée.
- Le problème posé était donc d'améliorer l'étanchéité pour des boîtiers distributeurs métalliques de grande taille à coupelle de valve sertie extérieurement.
- Pour résoudre ce problème, la demanderesse a cherché à modifier l'assemblage boîtier-coupelle de valve.
- La présente invention a pour premier objet un boîtier distributeur métallique dont le col a un diamètre supérieur à 22 mm caractérisé en ce que la coupelle de valve de distribution est sertie sur le boîtier et qu'il existe entre l'intérieur du col et la partie de la coupelle de valve qui pénètre dans ce col un jeu supérieur à 1 mm et inférieur à 3 mm au diamètre. L'invention a également pour deuxième objet un procédé de fabrication de ce boîtier distributeur.
- Dans une première série d'essais, la demanderesse a tenté de modifier le profil du rebord du col du boîtier sur lequel vient se replier la jupe externe de la coupelle de valve au cours du sertissage externe. On en attendait un sertissage plus efficace donc une meilleure étanchéité. Ces modifications se sont en fait avérées inopérantes.
- Dans une deuxième série d'essais, la demanderesse a été conduite d'une manière fortuite à essayer de sertir des coupelles de valve sur un boîtier dont le diamètre intérieur du col était sensiblement supérieur à celui du diamètre extérieur de la partie de la coupelle rentrant dans le col, laissant ainsi un jeu relativement important entre col et coupelle. Malgré la présence de ce jeu, a priori nuisible à l'étanchéité, les boîtiers distributeurs ainsi obtenus ont d'une manière surprenante donné des résultats améliorés au test d'étanchéité.
- Une hypothèse a été élaborée a posteriori pour tenter d'expliquer un si surprenant résultat. Elle est la suivante : au cours de l'opération de sertissage on maintient la coupelle sur le rebord du col avec une force verticale de haut en bas. Cette force et le sertissage lui-même provoquent un aplatissement du joint d'étanchéité. Lorsqu'il n'y a pas de jeu entre coupelle et col, le joint n'a aucun espace pour se déformer. Dans le cas où un jeu sépare coupelle et col, le joint peut se déformer plus facilement et être plus efficace.
- A La suite de ce bon résultat, la demanderesse a procédé à de nombreux essais complémentaires pour le confirmer. Elle a ainsi déterminé que la plage la plus avantageuse était un jeu au diamètre compris entre 1 et 3 mm. Au-delà de 3 mm, les résultats d'étanchéité restent satisfaisants mais commencent à se détériorer. Elle a également constaté que l'invention était particulièrement intéressante pour les boîtiers distributeurs dont le diamètre du col est compris entre 25 et 28 mm.
-
- Les figures 1, 2 et 3 de la planche 1 représentent les étapes successives d'un sertissage externe de la coupelle de valve, conventionnel pour des boîtiers distributeurs en plastique ou des boîtiers distributeurs métallique de taille moyenne.
La figure 1 représente le boîtier seul.
La figure 2 représente l'ensemble boîtier-valve avant sertissage
La figure 3 représente l'ensemble boîtier-valve après sertissage. - Les figures 4, 5 et 6 de la planche 2 représentent les étapes successives d'un dudgeonnage conventionnel pour des boîtiers distributeurs métalliques de grande taille.
La figure 4 représente le boîtier seul.
La figure 5 représente l'ensemble boîtier-valve avant dudgeonnage.
La figure 6 représente l'ensemble boîtier-valve après dudgeonnage. - Les figures 7, 8 et 9 de la planche 3 représentent les étapes successives d'un sertissage de coupelle de valve suivant l'invention pour des boîtiers distributeurs métalliques de grande taille.
La figure 7 représente le boîtier seul.
La figure 8 représente l'ensemble boîtier-valve avant sertissage.
La figure 9 représente l'ensemble boîtier-valve suivant l'invention. - Pour l'ensemble des essais réalisés, les boîtiers distributeurs ont été soumis au test d'étanchéité suivant :
- on conditionne les boîtiers avec 20 grammes environ de gaz butane
- on pèse les boîtiers ainsi conditionnés après les avoir stockés 12 h à température ambiante
- on stocke les boîtiers pendant 30 jours dans une étuve ventilée à une température de 50°
- on sort les boîtiers de l'étuve et on les stocke 24 heures à température ambiante
- on repèse tous les boîtiers et on mesure la différence de poids par rapport à la première pesée
- on exprime la perte en milligrammes par jour de stockage à 50°.
- On a procédé au dudgeonnage de coupelles de valves sur 20 boîtiers conventionnels en aluminium dont le diamètre intérieur du col était de 25,4 mm. Les coupelles de valve étaient du type "à dudgeonner". On a soumis les 20 boîtiers distributeurs ainsi obtenus au test d'étanchéité. Le taux de fuite moyen pour les 20 boîtiers distributeurs a été de 30 mg/jour.
- On a procédé au sertissage externe de coupelles de valve sur 20 boîtiers conventionnels en aluminium dont le diamètre intérieur du col était de 25,4 mm. Le diamètre extérieur de la partie de coupelles pénétrant dans le col était de 25,2 mm. Le taux de fuite moyen mesuré pour les 20 boîtiers distributeurs a été de 32 mg/jour.
- On a procédé au sertissage externe de coupelles de valve sur 20 boîtiers en aluminium dont le diamètre intérieur du col était de 26,9 mm. Le diamètre extérieur de la partie des coupelles à introduire dans le col était de 25,2 mm, identique à celui des coupelles de l'exemple n° 2. Le taux de fuite moyen mesuré pour les 20 boîtiers distributeurs a été de 10 mg/jour seulement.
Claims (3)
- Boîtier distributeur métallique comportant un boîtier métallique ayant un col de diamètre intérieur supérieur à 22 mm et une coupelle de fixation de la valve rentrant dans ledit col et le chevauchant, un joint annulaire d'étanchéité étant interposé entre le col du boîtier et une gorge annulaire de la coupelle, caractérisé en ce que ladite coupelle est sertie sur ledit boîtier par sertissage externe et qu'il existe entre l'intérieur dudit col et la partie de ladite coupelle qui pénètre dans ledit col un jeu supérieur à 1 mm et inférieur à 3 mm au diamètre.
- Boîtier distributeur suivant la revendication 1 caractérisé en ce que le diamètre dudit col est compris entre 25 et 28 mm.
- Procédé de fabrication d'un boîtier distributeur métallique comportant un boîtier métallique ayant un col de diamètre intérieur supérieur à 22 mm et une coupelle de fixation de la valve rentrant dans ledit col et le chevauchant caractérisé en ce que :a) on réalise ledit boîtier métallique avec un col de diamètre intérieur supérieur d'au moins 1 mm et d'au plus 3 mm au diamètre extérieur de la partie de ladite coupelle rentrant dans ledit col;b) on dépose sur le rebord dudit col un joint d'étanchéité annulaire;c) on introduit ladite coupelle dans ledit cold) on procède au sertissage de ladite coupelle en provoquant avec une pince le repliement de sa jupe externe au-dessous du rebord dudit col.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT92420099T ATE103878T1 (de) | 1991-04-03 | 1992-04-01 | Metallischer ausgabebehaelter mit ausserhalb aufgeboerdeltem ventiltraegerteller. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9104265 | 1991-04-03 | ||
| FR9104265A FR2674829B1 (fr) | 1991-04-03 | 1991-04-03 | Boitier distributeur metallique a coupelle de valve sertie exterieurement. |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0507704A1 EP0507704A1 (fr) | 1992-10-07 |
| EP0507704B1 EP0507704B1 (fr) | 1994-04-06 |
| EP0507704B2 true EP0507704B2 (fr) | 1996-08-28 |
Family
ID=9411600
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP92420099A Expired - Lifetime EP0507704B2 (fr) | 1991-04-03 | 1992-04-01 | Boîtier distributeur métallique à coupelle de valve sertie extérieurement |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US5226573A (fr) |
| EP (1) | EP0507704B2 (fr) |
| AT (1) | ATE103878T1 (fr) |
| CA (1) | CA2064948A1 (fr) |
| CS (1) | CS97192A3 (fr) |
| DE (1) | DE69200093T3 (fr) |
| DK (1) | DK0507704T4 (fr) |
| ES (1) | ES2051146T5 (fr) |
| FI (1) | FI921453A7 (fr) |
| FR (1) | FR2674829B1 (fr) |
| GR (1) | GR3021617T3 (fr) |
| HU (1) | HUT62527A (fr) |
| IE (1) | IE921043A1 (fr) |
| NO (1) | NO921265L (fr) |
| RO (1) | RO108948B1 (fr) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6431412B1 (en) * | 1995-08-08 | 2002-08-13 | Robert Henry Abplanalp | Gasketed aerosol mounting cup |
| IN191688B (fr) * | 1995-08-08 | 2003-12-13 | Abplanalp Robert H | |
| AU2996099A (en) * | 1998-03-10 | 1999-09-27 | Precision Valve Corporation | Gasketed aerosol mounting cup |
| AU4456000A (en) * | 1999-04-12 | 2000-11-14 | Dispensing Containers Corporation | One-piece steel aerosol can and method of manufacture |
| FR2899210A1 (fr) * | 2006-03-30 | 2007-10-05 | Ad Venta Sarl | Composant pneumatique pour la micro-diffusion controlee de gaz |
| JP5219131B2 (ja) | 2008-04-25 | 2013-06-26 | 東洋製罐株式会社 | マウンティングカップのクリンチ部の構造 |
| US8631632B2 (en) * | 2011-05-16 | 2014-01-21 | The Gillette Company | Container pressurizing and sealing apparatus and methods of pressurizing containers |
| USD751908S1 (en) | 2013-07-31 | 2016-03-22 | Msd Consumer Care, Inc. | Dispensing container |
| FR3020114B1 (fr) * | 2014-04-16 | 2016-04-29 | Franck Flecheux | Valve de distribution pour dispositif de distribution de produit pressurise et procede d’assemblage d’une telle valve |
| US11180308B2 (en) * | 2018-03-01 | 2021-11-23 | Swimc Llc | Paint dispensing method and apparatus |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2995270A (en) * | 1958-08-13 | 1961-08-08 | Continental Can Co | Pressure spray dispensing container and method of closing same |
| US3443006A (en) * | 1966-03-09 | 1969-05-06 | Grace W R & Co | Method of making gasketed mounting cups for pressurized aerosol containers |
| US3342381A (en) * | 1966-12-20 | 1967-09-19 | Grace W R & Co | Aerosol container closures with plastisol sealing gaskets |
| GB1196126A (en) * | 1968-02-09 | 1970-06-24 | Grace W R & Co | Forming Gaskets in Container Closures |
| GB2145775B (en) * | 1983-08-31 | 1987-08-05 | Metal Box Plc | Pressurisable containers |
| GB2205614B (en) * | 1987-06-11 | 1991-03-27 | Fibrenyle Ltd | Dispenser with pressure release mechanism. |
-
1991
- 1991-04-03 FR FR9104265A patent/FR2674829B1/fr not_active Expired - Fee Related
-
1992
- 1992-04-01 ES ES92420099T patent/ES2051146T5/es not_active Expired - Lifetime
- 1992-04-01 DK DK92420099.1T patent/DK0507704T4/da active
- 1992-04-01 NO NO92921265A patent/NO921265L/no unknown
- 1992-04-01 US US07/861,546 patent/US5226573A/en not_active Expired - Fee Related
- 1992-04-01 CS CS92971A patent/CS97192A3/cs unknown
- 1992-04-01 DE DE69200093T patent/DE69200093T3/de not_active Expired - Fee Related
- 1992-04-01 AT AT92420099T patent/ATE103878T1/de active
- 1992-04-01 EP EP92420099A patent/EP0507704B2/fr not_active Expired - Lifetime
- 1992-04-02 CA CA002064948A patent/CA2064948A1/fr not_active Abandoned
- 1992-04-02 HU HU9201119A patent/HUT62527A/hu unknown
- 1992-04-02 IE IE104392A patent/IE921043A1/en not_active Application Discontinuation
- 1992-04-02 RO RO92-200448A patent/RO108948B1/ro unknown
- 1992-04-02 FI FI921453A patent/FI921453A7/fi unknown
-
1996
- 1996-11-14 GR GR960402987T patent/GR3021617T3/el unknown
Also Published As
| Publication number | Publication date |
|---|---|
| RO108948B1 (ro) | 1994-10-31 |
| IE921043A1 (en) | 1992-10-07 |
| FI921453A0 (fi) | 1992-04-02 |
| HU9201119D0 (en) | 1992-06-29 |
| DE69200093T3 (de) | 1997-04-10 |
| NO921265D0 (no) | 1992-04-01 |
| FI921453L (fi) | 1992-10-04 |
| FR2674829A1 (fr) | 1992-10-09 |
| ES2051146T3 (es) | 1994-06-01 |
| ATE103878T1 (de) | 1994-04-15 |
| CS97192A3 (en) | 1992-10-14 |
| ES2051146T5 (es) | 1996-12-16 |
| EP0507704B1 (fr) | 1994-04-06 |
| EP0507704A1 (fr) | 1992-10-07 |
| DK0507704T4 (da) | 1996-11-11 |
| CA2064948A1 (fr) | 1992-10-04 |
| US5226573A (en) | 1993-07-13 |
| FI921453A7 (fi) | 1992-10-04 |
| GR3021617T3 (en) | 1997-02-28 |
| NO921265L (no) | 1992-10-05 |
| FR2674829B1 (fr) | 1994-09-23 |
| HUT62527A (en) | 1993-05-28 |
| DE69200093T2 (de) | 1994-07-21 |
| DE69200093D1 (de) | 1994-05-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0507704B2 (fr) | Boîtier distributeur métallique à coupelle de valve sertie extérieurement | |
| FR2720977A1 (fr) | Procédé de montage d'un ensemble formé d'un pneumatique et d'un appui de soutien de bande de roulement. | |
| EP0259292B1 (fr) | Fermeture à couvercle d'une boîte métallique | |
| US5069369A (en) | Method and assembly for retaining a mounting cup with a sealing collar | |
| CA1235101A (fr) | Procede et dispositif de sertissage d'un couvercle metallique | |
| FR2823187A1 (fr) | Dispositif de fixation pour fixer un organe de distribution sur un col de recipient | |
| EP1441955B1 (fr) | Fixation indemontable d'un dispositif de distribution | |
| EP0547982B1 (fr) | Procédé de fabrication d'un corps de distributeur à poche en métal, corps de distributeur et distributeur correspondant | |
| EP0852973B1 (fr) | Procédé de fabrication d'une boite métallique de forme et boite métallique alimentaire obtenue par ce procédé | |
| CN1133569C (zh) | 用于烟雾剂容器的改善的安装盖 | |
| FR2691439A1 (fr) | Insert pour conteneurs de produits chimiques à ouverture partielle, en particulier pour bidons ou touries. | |
| FR2604976A1 (fr) | Emballage metallique, notamment pour produit en poudre et procede de fabrication d'un tel emballage | |
| EP0453429B1 (fr) | Fût expansé | |
| EP0461017B1 (fr) | Procédé et dispositif de fabrication d'un fût et fût obtenu selon ce procédé | |
| EP0448436A1 (fr) | Procédé de fabrication d'élément creux et de rÀ©cipient métalliques de forme troncopyramidale et élément creux et récipient métalliques de forme troncopyramidale | |
| FR2740062A1 (fr) | Procede de fabrication d'une boite-boisson et boite-boisson obtenue par ce procede | |
| EP0669177A1 (fr) | Boîte métallique pour contenu démoulable constituée d'un corps et d'un couvercle métallique refermable aprés ouverture et procédé de fabrication d'une telle boîte | |
| FR2692827A1 (fr) | Procédé de fabrication d'une boîte constituée d'un corps et d'un couvercle métallique. | |
| EP0490735B1 (fr) | Couvercle métallique à haute résistance mécanique | |
| BE563810A (fr) | ||
| FR2516058A1 (fr) | Dispositif d'obturation de goulot de recipient pour produits sous pression | |
| EP1216196B1 (fr) | Dispositif de distribution a bague de fixation emmanchee | |
| BE550713A (fr) | ||
| WO2004033112A1 (fr) | Distributeur de produit fluide | |
| FR2810014A1 (fr) | Perfectionnement aux procedes et dispositifs depose des opercules sur les recipients |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T4 |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU MC NL PT SE |
|
| 17P | Request for examination filed |
Effective date: 19921021 |
|
| 17Q | First examination report despatched |
Effective date: 19930910 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU MC NL PT SE |
|
| REF | Corresponds to: |
Ref document number: 103878 Country of ref document: AT Date of ref document: 19940415 Kind code of ref document: T |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 69200093 Country of ref document: DE Date of ref document: 19940511 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19940418 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2051146 Country of ref document: ES Kind code of ref document: T5 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: FG4A Free format text: 3011351 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| EAL | Se: european patent in force in sweden |
Ref document number: 92420099.1 |
|
| 26 | Opposition filed |
Opponent name: ALUSUISSE-LONZA SERVICES AG Effective date: 19941208 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: ALUSUISSE-LONZA SERVICES AG |
|
| PLAW | Interlocutory decision in opposition |
Free format text: ORIGINAL CODE: EPIDOS IDOP |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: MC Payment date: 19960307 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 19960312 Year of fee payment: 5 Ref country code: GR Payment date: 19960312 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19960319 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19960320 Year of fee payment: 5 Ref country code: DK Payment date: 19960320 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19960321 Year of fee payment: 5 Ref country code: AT Payment date: 19960321 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19960328 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19960401 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19960404 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19960410 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19960430 Year of fee payment: 5 Ref country code: ES Payment date: 19960430 Year of fee payment: 5 |
|
| PLAW | Interlocutory decision in opposition |
Free format text: ORIGINAL CODE: EPIDOS IDOP |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| 27A | Patent maintained in amended form |
Effective date: 19960828 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU MC NL PT SE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: AEN Free format text: MAINTIEN DU BREVET DONT L'ETENDUE A ETE MODIFIEE |
|
| NLR2 | Nl: decision of opposition | ||
| ITF | It: translation for a ep patent filed | ||
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T4 |
|
| GBTA | Gb: translation of amended ep patent filed (gb section 77(6)(b)/1977) |
Effective date: 19891224 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: DC2A Kind code of ref document: T5 Effective date: 19961120 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: FG4A Free format text: 3021617 |
|
| NLR3 | Nl: receipt of modified translations in the netherlands language after an opposition procedure | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Effective date: 19970331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970401 Ref country code: GB Effective date: 19970401 Ref country code: DK Effective date: 19970401 Ref country code: AT Effective date: 19970401 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19970402 Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970402 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970430 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970430 Ref country code: BE Effective date: 19970430 |
|
| BERE | Be: lapsed |
Owner name: S.A. CEBAL Effective date: 19970430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Effective date: 19971031 Ref country code: GR Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19971031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19971101 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19970401 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: MM2A Free format text: 3021617 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19971231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980101 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19971101 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 92420099.1 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 19990201 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050401 |