EP0489987B1 - Isolierband zum Wickeln von Spulen - Google Patents
Isolierband zum Wickeln von Spulen Download PDFInfo
- Publication number
- EP0489987B1 EP0489987B1 EP90312424A EP90312424A EP0489987B1 EP 0489987 B1 EP0489987 B1 EP 0489987B1 EP 90312424 A EP90312424 A EP 90312424A EP 90312424 A EP90312424 A EP 90312424A EP 0489987 B1 EP0489987 B1 EP 0489987B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- strips
- bobbin
- tape
- insulating
- guide sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
- H01F41/12—Insulating of windings
- H01F41/122—Insulating between turns or between winding layers
Definitions
- This invention relates to an insulating tape used for producing winding coils which are usually used in electric apparatus such as home electric appliances or in electronic devices used in telecommunication systems or the like.
- the winding coils used as the switching transformers or the like usually have the construction as shown in Fig. 3, with wirings 21 and insulated tape 22 alternately wound on a bobbin 10.
- the bobbin 10 has rim portions 12 and 13 provided on both ends of a body portion 11 thereof, as shown in Fig. 4.
- One of the rim portions for example, the rim portion 12, has a plurality of terminal portions 14 projected from a side surface.
- These bobbins 10 usually are given a common configuration instead of preparing several kinds of bobbins with different configurations for each winding coil.
- An insulating layer is usually formed on the body portion 11 of the bobbin 10 by winding narrow, insulating strips on the two side edge portions or one of the side edge portions, depending on the amount of wiring to be wound on the bobbin or the width of the winding in each winding layer.
- each bobbin 10 is shown schematically. One of the rim portions 12 thereof is omitted from each drawing to make them more understandable.
- narrow insulating strips 23 having a predetermined width are wound on both side edge portions of the body portion 11 to form ridged portions 23A and 23B, respectively (as shown in Fig. 5-A).
- the wiring material 21 is folded on the surface of the insulating tape 22 toward the terminal 14 (as shown in Fig. 5-D).
- two further narrow insulating strips 23 having a predetermined width are wound on the two end portions of the insulating tape 22 to form two further ridged portions 23A and 23B (as shown in Fig. 5-F).
- a wiring coil is produced provided with a plurality of wiring layers, as shown in Fig. 3.
- the wiring coil thus produced includes the narrow insulating strips 23 which form the ridged portions 23A and 23B as insulated layers.
- the narrow insulating strips have extremely small stiffness and strength since they are 0.05 to 1.0mm in thickness and 2 to 10mm in width.
- the insulating strips 23 are wound on the bobbin 10 or on a surface of the wiring material 21, the insulating strips 23 are twisted even with a slight tension applied thereto. This makes it difficult for the insulating strips 23 to be wound precisely on a predetermined place.
- tension when tension is applied to the insulating strips 23, they are deformed, for example, are reduced in the thickness or the width, or are broken, to make it difficult to form a predetermined insulating layer.
- insulating strips having relatively high stiffness and strength should be used. Further, the operator should wind the insulating strips on the bobbin with a great care so as not to apply unnecessary tension thereto.
- JP-A-1-71112 discloses the alternate application, around a bobbin of, firstly an insulation tape to which is permanently attached a pair of spaced apart narrow corrugated insulation strips which, on application, project radially outwardly of the bobbin, then an array winding of copper wire disposed on the insulation tape and between the corrugated insulation strips and then another insulation tape of the same construction as the first tape, and so on.
- the present invention seeks to provide an insulating tape for winding coils which facilitates accurate winding of insulated strips on a bobbin or the like in a wiring coil producing method and further enables the winding operation to be carried out automatically.
- the present invention provides a tape comprising a backing sheet having a predetermined width and, removably secured thereto, a strip of material provided on both surfaces of the material with adhesive, characterized in that the backing sheet has secured thereto a plurality of strips in a predetermined spaced relationship with one another, which strips are narrow strips of insulating material, two said strips being arranged at opposite longitudinal edges of the backing sheet, whereby the strips may be applied to a winding coil, the backing sheet being capable of serving as a guide sheet during the said application and thereafter being capable of removal from the strips.
- the invention provides a method of applying narrow strips of insulating material to a bobbin during production of a winding coil, which method comprises rotating the bobbin and supplying thereto a tape comprising a guide sheet having a predetermined width and to which the strips are secured in a predetermined spaced relationship with one another, the strips facing the bobbin during the supply thereto of the tape so as to provide on the bobbin a channel between respective strips spaced longitudinally apart from one another on the bobbin, which channel is thereby arranged to accommodate a coil of wire wound around the bobbin, characterized in that the strips have adhesive on both surfaces thereof and are releasably secured to the guide sheet, the method additionally including the steps of pressing the tape into contact with the bobbin so that the strips adhere thereto and removing the guide sheet from the tapes.
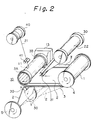
- the insulating tape 1 for winding coils of the present invention includes guide sheet 2 having a predetermined width and a plurality of narrow insulating strips 3 provided with adhesive on both surfaces thereof and removably connected to the guide sheet at predetermined spaces.
- the guide (release) sheet 2 is made of a nonadhesive sheet-like material, such as paper or plastic film.
- the insulating strips 3 are preferably made of an epoxy resin impregnated fabric tape. In the illustrated case they are provided along the edge margins of the sheet 2.
- the insulating tape for winding coils 1 of the present invention is wound on a reel 4 or the like made of paper or plastic. At one end, there is a portion on which the narrow insulating strips 3 are not provided, to form a portion 2a to be wound on a winding reel 5.
- the reel 4 on which the insulating tape is wound is mounted on a chuck (not shown) rotatably supported on a machine frame (not shown) or a movable arm (not shown) moving in both vertical and horizontal directions, then the end of the guide sheet 2 is withdrawn from the reel 4 and wound on a reel 5.
- the narrow insulating strips 3 are wound on a bobbin 10 while moving a pressing means 30 or a movable arm to a surface of the bobbin 10 or a surface of wound insulated tape 22 to make the insulating strips 3 contact the surface while the bobbin is rotated.
- the insulating strips 3 are adhered to the end surfaces of the bobbin in predetermined lengths by the rotation of the bobbin 10 to form the ridge portions 3A and 3B, respectively.
- the rotation of the bobbin is stopped.
- the pressing means 30 is removed from a contact position X at which the insulating strips 3 contact the surface of the bobbin and is moved to a position Y at which the insulating strips 3 do not contact the surface of the bobbin.
- the insulating strips 3 are cut with a suitable cutter (not shown).
- the bobbin 10 is started rotating to wind the wiring material 21 delivered from a reel 40 through a suitable guide member 41 onto the surface of the bobbin 10 and between the ridge portions 3A and 3B.
- insulating tape 22 delivered from a reel 30 through a suitable guide member 31 is wound on the bobbin 10 to cover the wiring material 21 and the ridge portions 3A and 3B.
- a portion of the wiring material 21 is folded on the surface of the insulating tape 22 and covered with the tape 22 during the sheet winding operation as shown in Figs. 5-D and 5-E.
- the pressing means 30 is again moved to the position X to bring the insulating strips 3 into contact with the surface of the insulating sheet previously wound thereto and covering a portion of the wiring material 21 to form stacked ridge portions.
- the guide sheet 2 provided with the insulating strips 3 is guided by the rim portions 12 and 13 of the bobbin.
- the insulating tape 1 of the present invention includes a guide sheet 2 having a wide width and a plurality of narrow insulating strips provided with adhesive on both surfaces thereof and since the guide sheet 2 has relatively high stiffness and high strength, there is no deformation or twisting due to tension or other external force applied thereto.
- the narrow insulating strips can be accurately wound on the surface portion of the bobbin alongside the rim portions 12 and 13.
- the guide sheet 2 is wound on the reel 5 after the narrow insulating strips 3 are removed therefrom and wound on the surface of the bobbin 10.
- the narrow insulating strips can be precisely wound at predetermined defined positions of the bobbin just by arranging an end of the guide sheet at a predetermined winding position with respect to the bobbin.
- an insulating layer having predetermined dimensions can be formed without deformation or twisting of the narrow insulating strips caused by tension or the like in the winding operation, since the narrow insulating strips are placed on the guide sheet.
- the operation for winding the narrow insulating strips on the surface of the bobbin can be carried out utilizing an automatic apparatus, resulting in improved production efficiency in the wiring coil production.
Claims (5)
- Band, das eine Versteifungslage mit einer bestimmten Breite und einen abnehmbar daran angebrachten Streifen (3) eines Materials umfaßt, der auf beiden Oberflächen des Materials mit Klebstoff versehen ist, dadurch gekennzeichnet, daß an die Versteifungslage eine Anzahl von Streifen (3) in einem bestimmten räumlich getrennten Verhältnis zueinander angebracht ist, wobei diese Streifen (3) schmale Streifen eines isolierenden Materials sind, zwei dieser Streifen an den entgegengesetzten Längskanten der Versteifungslage angeordnet sind, wodurch die Streifen (3) auf eine gewickelte Spule aufgebracht werden können, und die Versteifungslage während des Aufbringens als Führungslage (2) dienen und danach von den Streifen (3) entfernt werden kann.
- Band nach Anspruch 1, wobei jeder Streifen (3) aus einem mit Epoxyharz imprägnierten Gewebe besteht.
- Verfahren zum Aufbringen schmaler Streifen (3) eines isolierenden Materials auf eine Spule (10) beim Verfahren zum Wickeln einer Spule, wobei dieses Verfahren das Drehen der Spule (10) und die Zufuhr eines Bandes zu dieser Spule umfaßt, das eine Führungslage (2) mit einer bestimmten Breite umfaßt und an die Streifen (3) in einem bestimmten räumlich getrennten Verhältnis zueinander angebracht sind, wobei diese Streifen (3) während der Zufuhr des Bandes zur Spule (10) zeigen, so daß auf der Spule (10) ein Kanal zwischen den entsprechenden Streifen (3) gebildet wird, die auf der Spule in Längsrichtung räumlich voneinander getrennt sind, wobei dieser Kanal dadurch so angeordnet wird, daß er eine Schleife des Drahtes (21) aufnimmt, der um die Spule gewikkelt ist, dadurch gekennzeichnet, daß die Streifen (3) auf beiden Oberflächen Klebstoff aufweisen und lösbar an der Führungslage (2) angebracht sind, wobei dieses Verfahren außerdem die Schritte des Pressens des Bandes in einen Kontakt mit der Spule (10), so daß die Streifen (3) daran haften, und der Entfernung der Führungslage (2) von den Bändern umfaßt.
- Verfahren nach Anspruch 3, wobei die schmalen Streifen (3) des isolierenden Materials an den entsprechenden entgegengesetzten Längskanten der Führungslage (2) angeordnet sind.
- Verfahren nach Anspruch 3 oder 4, wobei jeder Streifen (3) aus einem mit Epoxyharz imprägnierten Gewebe besteht.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP90312424A EP0489987B1 (de) | 1990-11-14 | 1990-11-14 | Isolierband zum Wickeln von Spulen |
| DE1990616444 DE69016444T2 (de) | 1990-11-14 | 1990-11-14 | Isolierband zum Wickeln von Spulen. |
| US07/839,688 US5284541A (en) | 1990-11-13 | 1992-02-24 | Insulating tape for winding coils |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP90312424A EP0489987B1 (de) | 1990-11-14 | 1990-11-14 | Isolierband zum Wickeln von Spulen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0489987A1 EP0489987A1 (de) | 1992-06-17 |
| EP0489987B1 true EP0489987B1 (de) | 1995-01-25 |
Family
ID=8205610
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90312424A Expired - Lifetime EP0489987B1 (de) | 1990-11-13 | 1990-11-14 | Isolierband zum Wickeln von Spulen |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0489987B1 (de) |
| DE (1) | DE69016444T2 (de) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102623170B (zh) * | 2012-04-16 | 2013-08-07 | 珠海市艾森科技有限公司 | 安装于自动绕线机的自动包胶装置 |
| CN103258637B (zh) * | 2013-05-07 | 2015-04-22 | 深圳市泰顺友电机电有限公司 | 一种多头自动绕线包胶一体机 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54136653A (en) * | 1978-04-14 | 1979-10-23 | Tokyo Shibaura Electric Co | Winding apparatus |
-
1990
- 1990-11-14 EP EP90312424A patent/EP0489987B1/de not_active Expired - Lifetime
- 1990-11-14 DE DE1990616444 patent/DE69016444T2/de not_active Expired - Fee Related
Non-Patent Citations (1)
| Title |
|---|
| & JP-A-59 2307 (MEIJI NATIONAL KOGYO K.K.) 07-01-1984 * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0489987A1 (de) | 1992-06-17 |
| DE69016444D1 (de) | 1995-03-09 |
| DE69016444T2 (de) | 1995-05-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0003647B1 (de) | Spulenkörper und Verfahren zur Befestigung von elektrischen Anschlüssen an Spulen | |
| JPS60151908A (ja) | 導電体用テープパツケージおよびテープパツケージの巻取り方法 | |
| EP1852958A2 (de) | Verfahren zum Formen von Einschichtspulen | |
| GB2062363A (en) | Coils for electric motors | |
| EP0486202B1 (de) | Basislage für eine optische Faserspule | |
| US4658090A (en) | Ribbon cable, a transposed ribbon cable, and a method and apparatus for manufacturing transposed ribbon cable | |
| EP0489987B1 (de) | Isolierband zum Wickeln von Spulen | |
| JP7217495B2 (ja) | セパレータを用いない電極材の巻回装置 | |
| JPH05298939A (ja) | フラットケーブル及びその製造方法 | |
| US5284541A (en) | Insulating tape for winding coils | |
| US4572450A (en) | Method and apparatus for simultaneously loading a plurality of tape cassettes | |
| CN115516745A (zh) | 用于形成功率转换系统的载流部件的多相电磁垫的生产方法和装置 | |
| JP2002246278A (ja) | 積層体、その製造装置及び製造方法、並びに、電気二重層コンデンサ | |
| US4979292A (en) | Method of forming filament harness | |
| US4501929A (en) | Multiconductor flat cable | |
| US4888071A (en) | Method for manufacturing ribbon cable and transposed cable | |
| GB1579901A (en) | Method of and a device for making armature windings | |
| US4548661A (en) | Method for assembling a multiconductor flat cable | |
| JP4402757B2 (ja) | 平形導線の巻線コイルの製造方法及び装置 | |
| JPH0749692Y2 (ja) | 巻線コイル用絶縁テープ | |
| US2941129A (en) | Electrical coil | |
| US3215965A (en) | Layer wound inductance coil | |
| EP0274173A1 (de) | Bandkabel, transponiertes Bandkabel sowie Verfahren und Apparat für seine Herstellung und elektromagnetische Vorrichtung | |
| JPH0541539Y2 (de) | ||
| JPH08279311A (ja) | フオーマ及び電磁装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19910923 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE GB |
|
| 17Q | First examination report despatched |
Effective date: 19930308 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE GB |
|
| REF | Corresponds to: |
Ref document number: 69016444 Country of ref document: DE Date of ref document: 19950309 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19981104 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19981228 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19991114 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19991114 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000901 |