EP0482283B1 - Tige de filtre à cigarettes, procédé et appareil pour leur production - Google Patents
Tige de filtre à cigarettes, procédé et appareil pour leur production Download PDFInfo
- Publication number
- EP0482283B1 EP0482283B1 EP91104438A EP91104438A EP0482283B1 EP 0482283 B1 EP0482283 B1 EP 0482283B1 EP 91104438 A EP91104438 A EP 91104438A EP 91104438 A EP91104438 A EP 91104438A EP 0482283 B1 EP0482283 B1 EP 0482283B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- filter material
- particles
- rod
- paper
- dispersible
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0204—Preliminary operations before the filter rod forming process, e.g. crimping, blooming
- A24D3/0212—Applying additives to filter materials
- A24D3/0225—Applying additives to filter materials with solid additives, e.g. incorporation of a granular product
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
Definitions
- the present invention relates to a cigarette filter rod for a paper filter attached to a tip end of a cigarette, and its producing method and apparatus. (see GB-A-1 250 170).
- the filters to be attached to ends of cigarettes are catergorized into a paper filter type using paper (i.e., pure pulp) as a filter material and an acetate filter type using acetate fiber as a filter material.
- the means i) is used for the acetate filter material but is not applicable to the paper filter material.
- the filter material is throttled into a thin rod shape and then the subsequent step of lapping the filter material with the paper.
- the active charcoal particles would be dispersed away from the filter material.
- the feeding rate of the filter material would be increased, the active charcoal particles would be dispersed due to the feeding operation of the filter material. In other words, if the feeding rate would be increased, the dispersion of the acrive charcoal particles would be further accelerated.
- the binders applied to the paper filter material would be attached to the surfaces of the active charcoal particles to considerably reduce the deodorising effect of the active charcoal particles.
- a primary object of the invention is to overcome the above-noted difficulties inherent in the prior art.
- Another object of the invention is to provide a cigarette filter producing technique that does not reduce the deodorant effect of the active charcoal particles and the flavor effect of the flavor particles and which prevents the dispersion of the active charcoal particles and/or flavor granular particles.
- a method for producing a cigarette filter rod comprising the following steps of: dispersing active charcoal particles to a paper filter material continuously fed; subsequently folding said filter material with its edge portions being overlapped with each other; gathering, into a thin rod shape, the filter material that laps therein the active charcoal particles with its folded edge portions; and subsequently coating the thin rod-shaped filter material with a coating material to thereby produce a paper filter rod with active charcoal particles.
- an apparatus for producing a cigarette filter rod comprising: a paper filter material feeding means for continuously feeding a paper filter material; an active charcoal particles dispersion section for dispersively applying active charcoal particles to the paper filter material; a filter material folding means for folding both edge portions of the paper filter material inwardly so as to lap the active charcoal particles dispersively applied onto the paper filter material; a forming means for gathering, into a thin rod shape, the filter material that laps therein the active charcoal particles; and a winding means for winding the filter material, gathered into the thin rod-shaped paper filter material, with a lapping paper.
- a paper cigarette filter rod for being continuously connected to an end of a cigarette, characterized in that creases for absorbing nicotine and tar are formed in an interior of the filter rod, and that active charcoal particles for deodorising odors of tobacco leaves are held in the creases only by a resiliency of a filter material and by the creases.
- a method for producing a cigarette filter rod comprising the following steps of: dispersing granular material, which stimulates human taste, to a paper filter material continuously fed; subsequently folding the filter material with its edge portions being overlapped with each other; gathering, into a thin rod shape, the filter material that laps therein the granular material with its folded edge portions; and subsequently coating the thin rod-shaped filter material with a coating material to thereby produce a paper filter rod with granular material.
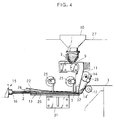
- Figs. 1 through 9 show one example for producing cigarette filter rod with active charcoal particles 3 diffused or dispersed into a filter material 1.
- the paper filter material 1 is wound in an original roll 5 from which the paper filter material 1 is continuously drawn.
- a craping station 6 serves to continuously form longitudinal thin creases in the paper filter material 1.
- a pair of craping rolls 7 each having a number of circumferential grooves and projections on their outer periphery are rotatably mounted in a suitable position.
- the longitudinal thin creases 2 are formed in the filter material 1 by means of the craping section 6 so that an air ventilation resistance thereof is increased when the filter material 1 is formed into a rod and therefore, a filtration efficiency of the filter for the nicotine and tar is also increased.
- An active charcoal particle dispersing section serves to disperse active charcoal particles.
- a hopper 10 is provided above the rotary dispersion roller 9.
- a guide case 11 is provided in front of the rotary dispersion roller 9. The active charcoal particles 3 fed in the hopper 10 is uniformly applied to the paper filter material continuously fed below the rotary dispersion roller 9.
- Fig. 9 shows another embodiment of the active charcoal particle dispersing section 8 in which the guide case 11 is obliquely provided at a predetermined angle.
- active charcoal particle dispersing section 8 is not limited to those shown in the drawings but any structure may be used as the dispersing section as far as it is possible to disperse the active charcoal particles 3 immediately before the commencement of the folding operation of the paper filter material 1.
- a filter material folding section 12 serves to fold the paper filter material 1.
- a retainer plate 13 adjustably suspended from a support rod 25 projecting from a machine body 27 is provided horizontally through a gap corresponding to a thickness of the paper filter material 1 above an upper surface of a receiving plate 26 projecting from the machine body 27.
- a pair of curved rods 14 which are obliquely close to each other on the front side of the retainer plate 13 are provided on a mount rod 28 projecting from the machine body 27 as best shown in Fig. 3.
- a curved portion 14' of each curved rod 14 is obliquely provided so as to depress downwardly both edge portions of the paper filter material 1 which has been subjected to the creases or steps by the roller 17.
- a pair of clamping thin plates 22 are provided on both sides on the upper surface of the retainer plate 13 for clamping, inwardly gathering and folding the edge portions 1' depressed downwardly and pressed inwardly by the curved portions 14' of the curved rods 14.
- the pair of clamping thin plate 22 cause both the edge portions 1' of the paper filter material 1 raised inwardly by the curved portions 14' of the curved rods 14 to be well drawn inwardly to thereby continuously form overlapping portions along the edge portions of the filter material 1.
- the clamping thin plates 22 are arranged so as to intersect with each other from the front side (upstream side) to the rear side (downstream side) of the retainer plate 13 (as best shown in Fig. 2) and so as to increase a distance between the clamping plates 22 and the retainer plate 13 toward the rear side (downstream side) for retaining the overlapping portion 24 in cooperation with the retainer plate 13.
- Reference numeral 31 denotes a mount support portion and numeral 32 denotes an introduction window for the active charcoal particles 3.
- Reference numeral 15 denotes a forming section for forming into a thin rod-shaped bundle the paper filter material 1 which has been dispersively coated with the active charcoal particles 3 and which lapps the active charcoal particles 3 by the curved rods 14 and the clamping thin plates 22.
- the filter material 1 is passed through a sleeve portion 16 which is gradually tapered forwardly, so that the filter material 1 is continuously throttled to form a thin rod-shaped bundle.
- Reference numeral 18 denotes a lapping section for continuously coating the thin rod-shaped filter material 1 with a lapping paper 19.
- Reference numeral 20 denotes a wind roll of the lapping paper 19
- numeral 21 denotes a pressure indicator of filter feeding air
- numeral 29 denotes a cutter section
- numeral 30 denotes a filter rod.
- Longitudinal thin creases 2 are formed in the paper filter material 1 continuously drawn from the original roll 5 through the craping section 6 and are fed into the filter folding section 12.
- the longitudinal thin creases 2 serve as final creases formed in the interior of the filter rod.
- the opposite edge portions of the filter material 1 are inwardly raised by the curved portions 14' of the curved rods 14. Subsequently, the active charcoal particles 3 are dispersed through the guide case 11 from the rotary dispersion roller 9 located in the upper portion. Since the rear surfaces of the opposite edge portions 1' raised by the curved portions 14' are in contact with the inner edges of the clamping thin plates 22, the clamping thin plates 22 are arranged so as to intersect with each other, and the distance between the clamping plates 22 and the retainer plate 13 is increased toward the rear side (i.e., the downstream side), the opposite edge portions 1' are drawn inwardly to each other by the feed of the filter material 1.
- the edge portions 1' are overlapped to form the overlapping portion 24 which is fed in this state. Accordingly, the opposite edge portions 1' of the paper filter material 1 lap the active charcoal particles 3 (see Fig. 2) and are led to the sleeve portion 16 of the forming section 15. Thus, it is possible to overcome the problem that the active charcoal particles are dispersed outwardly when the feed rate of the filter material 1 is increased.
- the lapping paper 19 laps the thin rod-shaped bundle of paper filter material 1 to form a continuous filter material containing the active charcoal. Thereafter, the filter is cut into a predetermined length in the cutter section 29 to complete the formation of the filter rod 30 containing the active charcoal.
- the paper filter rod 30 is a filter in which the active charcoal particles 3 are held only by the resiliency of the paper due to the provision of the internal creases (longitudinal creases or crapes 2) and the throddle effect imparted in the forming section 15, and it is unnecessary to use the binders or the like.
- the filter rod 30 is further cut and attached to the end of the cigarette for use as the cigarette filter.
- flavor particles such as lemon flavor and peppermint flavor or powders such as dry fine granular powders of fruit juice which stimulate the human taste such palate or odor taste are used, the particles are not dispersed outside, and the flavor effect is not reduced in the filter rod with powders.
- the step of applying binders to the paper filter material may be dispensed with. Accordingly, it is unnecessary to effect the binder drying step. Also, since the granular material such as active charcoal particles and flavor particles are delivered under the condition that the particles are lapped by the folded paper filter material even if the paper filter material is delivered at a high feed rate, there is no fear that the charcoal particles, flavor particles or the like would be dispersed to the outside. It is therefore possible to produce filter rods at a high speed production rate. Since no binders are attached to the surfaces of the active charcoal particles, the deodorant effect would not degraded and the flavor effect of the flavor material or the like would not deteriorate.
Landscapes
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
- Filtering Materials (AREA)
Claims (21)
- Procédé de production d'une tige (30) de filtre à cigarettes, qui comprend les étapes à :a) disperser des particules dispersibles (3) dans un matériau (1) de filtre en papier (1) avançant en continu,b) transformer ledit matériau (1) de filtre en papier recouvert desdites particules dispersibles (3) en un faisceau en forme de mince tige etc) recouvrir ensuite le matériau de filtre en forme de mince tige d'un matériau de revêtement (19) pour produire ainsi ladite tige (30) de filtre à cigarettes avec lesdites particules dispersibles,
caractérisé par le fait qu'il comprend en outre l'étape consistant à :d) replier ledit matériau (1) de filtre en papier en faisant se chevaucher ses parties marginales (1') afin de recouvrir lesdites particules dispersibles (3) dispersées dans ledit matériau (1) de filtre en papier avant ladite étape de transformation dudit matériau (1) de filtre en papier recouvert desdites particules dispersibles (3) en un faisceau en forme de mince tige. - Procédé selon la revendication 1, dans lequel lesdites particules dispersibles (3) contiennent des particules de charbon actif.
- Procédé selon la revendication 1 ou 2, dans lequel lesdites particules dispersibles (3) contiennent des particules granulaires aromatisantes et stimulantes.
- Procédé selon la revendication 1 ou 2, dans lequel aucune étape d'application de liant n'est effectuée entre ladite étape de dispersion (a) et ladite étape de pliage (d).
- Procédé selon la revendication 1 ou 2, dans lequel aucune étape d'application de liant n'est effectuée entre ladite étape de dispersion (a) et ladite étape de transformation (b).
- Procédé selon la revendication 1 ou 2, dans lequel aucune étape d'application de liant n'est effectuée pendant la durée de toutes les étapes.
- Appareil de production d'une tige (30) de filtre à cigarettes, qui comprend :- un moyen d'amenée d'un matériau de filtre en papier, destiné à amener en continu un matériau (1) de filtre en papier,- un moyen (8) de dispersion de particules dispersibles, destiné à appliquer de manière dispersée des particules dispersibles (3) sur ledit matériau (1) de filtre en papier,- un moyen de transformation (15) destiné à transformer en une tige mince ledit matériau (1) de filtre en papier recouvert desdites particules dispersibles (3), et- un moyen de recouvrement (18) destiné à recouvrir le matériau de filtre en forme de tige mince par un papier de recouvrement (19),
caractérisé par un moyen (12) de pliage du matériau de filtre, destiné à replier les deux parties marginales (1') dudit matériau (1) de filtre en papier vers l'intérieur pour recouvrir les particules dispersibles (3) appliquées de manière dispersée sur ledit matériau (1) de filtre en papier. - Appareil selon la revendication 7, caractérisé en ce que ledit moyen (8) de dispersion de particules dispersibles est capable de disperser des particules de charbon actif.
- Appareil selon la revendication 7 ou 8, caractérisé en ce que ledit moyen (8) de dispersion de particules dispersibles est capable de disperser des particules granulaires aromatisantes et stimulantes.
- Appareil selon la revendication 7 ou 8, dans lequel aucun moyen d'application de liant n'est prévu entre ledit moyen de dispersion (8) et ledit moyen de pliage (12).
- Appareil selon la revendication 7 ou 8, dans lequel aucun moyen d'application de liant n'est prévu entre ledit moyen de dispersion (8) et ledit moyen de transformation (15).
- Appareil selon la revendication 7 ou 8, dans lequel aucun moyen d'application de liant n'est prévu dans les moyens généraux dudit appareil.
- Appareil selon la revendication 7, dans lequel ledit moyen de dispersion (8) comprend une trémie (10) destinée aux particules dispersibles (3) et un capot de guidage (11) pour guider lesdites particules dispersibles (3) vers ledit matériau de filtre (1).
- Appareil selon la revendication 13, dans lequel ledit capot de guidage (11) est placé obliquement pour appliquer uniformément lesdites particules dispersibles (3) sur ledit matériau de filtre (1).
- Appareil selon la revendication 7, comprenant en outre un moyen de plissage (6, 7) pour réaliser des plis (2) dans ledit matériau de filtre (1), ledit moyen de plissage (6, 7) étant situé en amont du moyen de pliage (12).
- Appareil selon la revendication 7, dans lequel ledit moyen de pliage (12) comprend une paire de barres coudées (14), une paire de minces plaques de serrage (22) qui coopèrent avec lesdites barres coudées (14) et une plaque de retenue (13).
- Appareil selon la revendication 16, dans lequel la distance entre lesdites plaques de serrage (22) et ladite plaque de retenue (13) augmente en direction du côté aval dudit matériau de filtre (1).
- Appareil selon la revendication 7, dans lequel ledit moyen (8) de dispersion de particules est placé sensiblement au-dessus dudit moyen de pliage (12) du matériau de filtre.
- Tige (30) de filtre à cigarettes en papier devant être raccordée en continu à une extrémité d'une cigarette, ladite tige (30) de filtre à cigarettes étant faite de matériau (1) de filtre en papier sur lequel sont dispersées des particules dispersibles (3) avant que ledit matériau (1) de filtre en papier ne soit transformé en forme de tige, caractérisée en ce que :
ledit matériau (1) de filtre en papier comporte des plis (2) qui y sont formés avant la dispersion desdites particules dispersibles (3), et
lesdites particules dispersibles (3) ne sont retenues que par l'élasticité dudit matériau (1) de filtre en papier due à la présence des plis (2) et par le fait que ledit matériau (1) de filtre en papier est transformé en une tige. - Tige de filtre selon la revendication 19, dans laquelle lesdites particules dispersibles (3) contiennent des particules de charbon actif.
- Tige de filtre selon la revendication 19 ou 20, dans laquelle lesdites particules dispersibles (3) contiennent des particules aromatisantes et stimulantes.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2286506A JP2946236B2 (ja) | 1990-10-24 | 1990-10-24 | タバコフィルターロッドの製造法及びその製造装置 |
| JP286506/90 | 1990-10-24 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0482283A1 EP0482283A1 (fr) | 1992-04-29 |
| EP0482283B1 true EP0482283B1 (fr) | 1995-06-07 |
Family
ID=17705294
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP91104438A Expired - Lifetime EP0482283B1 (fr) | 1990-10-24 | 1991-03-21 | Tige de filtre à cigarettes, procédé et appareil pour leur production |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0482283B1 (fr) |
| JP (1) | JP2946236B2 (fr) |
| KR (1) | KR930009497B1 (fr) |
| CN (1) | CN1028595C (fr) |
| DE (1) | DE69110240T2 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3473111A1 (fr) | 2017-10-18 | 2019-04-24 | G.D. S.p.A | Unité de sertissage |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19748072A1 (de) * | 1997-10-30 | 1999-05-12 | Bat Cigarettenfab Gmbh | Verfahren und Vorrichtung zum Aufbringen von Substanzen auf ein Filtermaterial |
| US7074170B2 (en) * | 2002-03-29 | 2006-07-11 | Philip Morris Usa Inc. | Method and apparatus for making cigarette filters with a centrally located flavored element |
| US8291916B2 (en) * | 2004-12-30 | 2012-10-23 | Philip Morris Usa Inc. | Parallel cigarette filter combining techniques with particle filling of cavities |
| ITBO20060751A1 (it) * | 2006-10-31 | 2007-01-30 | Gd Spa | Macchina confezionatrice di filtri per articoli da fumo |
| MY160632A (en) * | 2006-11-29 | 2017-03-15 | Imp Tobacco Canada Ltd | Cigarette filter with flavored particles |
| GB0910373D0 (en) * | 2009-06-16 | 2009-07-29 | Filtrona Int Ltd | Tabacco smoke filter |
| DE102009022790A1 (de) * | 2009-05-27 | 2010-12-02 | Hauni Maschinenbau Aktiengesellschaft | Vorrichtung zur Bearbeitung mindestens eines Filtertowstranges |
| KR101450419B1 (ko) * | 2010-03-26 | 2014-10-14 | 니뽄 다바코 산교 가부시키가이샤 | 챠콜 필터 및 궐련 |
| RU2616577C2 (ru) * | 2011-12-30 | 2017-04-17 | Филип Моррис Продактс С.А. | Установка и способ подачи непрерывного полотна гофрированного листового материала |
| CN102733265A (zh) * | 2012-05-21 | 2012-10-17 | 杭州科百特过滤器材有限公司 | 一种1300-1800g/m2高定量活性炭过滤纸板的生产方法 |
| EP3624616B1 (fr) * | 2017-05-18 | 2021-05-05 | Philip Morris Products S.A. | Procédé et appareil pour former une tige pour un article de génération d'aérosol à partir d'une feuille de matériau |
| WO2019158313A1 (fr) * | 2018-02-15 | 2019-08-22 | Philip Morris Products S.A. | Procédé et appareil de pliage d'une feuille de matériau |
| KR102126971B1 (ko) | 2018-10-23 | 2020-06-25 | 주식회사 포스코 | 절삭성 및 연자성이 우수한 흑연강 및 그 제조방법 |
| EA202193133A1 (ru) * | 2019-05-29 | 2022-02-22 | ДжейТи ИНТЕРНЕШНЛ СА | Способ и установка для изготовления капсулы, генерирующей аэрозоль |
| CN111296888A (zh) * | 2020-03-13 | 2020-06-19 | 福建中烟工业有限责任公司 | 一种膜状物聚拢棒及烟草制品 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB394340A (en) * | 1931-12-21 | 1933-06-21 | Abraham Wix | Improvements in or relating to the manufacture of cigarettes |
| US3128680A (en) * | 1960-03-15 | 1964-04-14 | Philip Morris Inc | Method of forming cigarette filter |
| GB1250170A (fr) * | 1968-05-31 | 1971-10-20 | ||
| BE788318A (fr) * | 1972-09-01 | 1973-01-02 | British American Tobacco Co | Filtre pour cigarette, procede de fabrication de ce filtre et dispositif pour la mise en oeuvre de ce procede. |
| US3844200A (en) * | 1973-05-07 | 1974-10-29 | Brown & Williamson Tobacco | Continuous manufacture of a multiple filter rod having spaced pockets containing particulate material |
| US3943832A (en) * | 1974-03-13 | 1976-03-16 | Brown & Williamson Tobacco Corporation | Method and apparatus for the handling of tow in the manufacture of tobacco smoke filters containing particulate material |
| AU5528180A (en) * | 1979-02-12 | 1980-08-21 | Philip Morris Incorporated | Charcoal cigarette filter |
-
1990
- 1990-10-24 JP JP2286506A patent/JP2946236B2/ja not_active Expired - Lifetime
-
1991
- 1991-03-07 KR KR1019910003692A patent/KR930009497B1/ko not_active IP Right Cessation
- 1991-03-21 EP EP91104438A patent/EP0482283B1/fr not_active Expired - Lifetime
- 1991-03-21 DE DE69110240T patent/DE69110240T2/de not_active Expired - Lifetime
- 1991-07-16 CN CN91104914A patent/CN1028595C/zh not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3473111A1 (fr) | 2017-10-18 | 2019-04-24 | G.D. S.p.A | Unité de sertissage |
| EP3473111B1 (fr) | 2017-10-18 | 2022-12-07 | G.D S.p.A. | Unité de sertissage |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1028595C (zh) | 1995-05-31 |
| KR930009497B1 (ko) | 1993-10-06 |
| CN1060774A (zh) | 1992-05-06 |
| DE69110240D1 (de) | 1995-07-13 |
| JP2946236B2 (ja) | 1999-09-06 |
| KR920007579A (ko) | 1992-05-27 |
| EP0482283A1 (fr) | 1992-04-29 |
| DE69110240T2 (de) | 1995-12-21 |
| JPH04158776A (ja) | 1992-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0482283B1 (fr) | Tige de filtre à cigarettes, procédé et appareil pour leur production | |
| CA1059401A (fr) | Filtre de cigarette et procede de fabrication connexe | |
| US4889143A (en) | Cigarette rods and filters containing strands provided from sheet-like materials | |
| US3860011A (en) | Hollow filter | |
| EP1208756B1 (fr) | Tabac en feuille et procede et systeme de production | |
| US3518921A (en) | Method and apparatus for producing a tobacco filter rod or cord from a web of fibrous material | |
| US5025814A (en) | Cigarette filters containing strands of tobacco-containing materials | |
| US5115823A (en) | Flavor-enhancing smoking filter | |
| US3943832A (en) | Method and apparatus for the handling of tow in the manufacture of tobacco smoke filters containing particulate material | |
| DE1532046A1 (de) | Verfahren und Vorrichtung zur Herstellung von Staeben aus fadenfoermigem Material,insbesondere fuer Tabakrauchfilter | |
| DE2440821B2 (de) | Zigarettenfilter und Verfahren und Vorrichtung zu seiner Herstellung | |
| DE19531061A1 (de) | Rauchgegenstand, Packung, die einen oder mehrere der Rauchgegenstände enthält, und System zur Eigenherstellung von Zigaretten | |
| US2916039A (en) | Filter for tobacco smoke | |
| DE1094176B (de) | Verfahren und Vorrichtung zum Herstellen von Filterkernen | |
| EP0716816A2 (fr) | Cigarette à filtre segmentée | |
| US3413698A (en) | Filter tow treatment | |
| US3646855A (en) | Method and apparatus for producing a tobacco filter rod or cord from a web of fibrous material | |
| GB2058542A (en) | Method and apparatus for the manufacture of cigarette filters containing particulate material | |
| DE1178342B (de) | Zigarre mit Umblatt und Deckblatt und verstaerktem Mundende | |
| CH630786A5 (en) | Cigarette filter and use thereof, method for its production and machine for carrying out the method | |
| DE102021116209A1 (de) | Vorrichtung und Verfahren zum Herstellen eines Strangs der Tabak verarbeitenden Industrie, stabförmiger Artikel und Verwendung der Vorrichtung | |
| DE2336005A1 (de) | Verfahren und vorrichtung zum herstellen von filterstaeben | |
| EP0490098A1 (fr) | Produit à base de tabac pour l'autofabrication d'une cigarette, notamment une cigarette à filtre | |
| JPH06169744A (ja) | 二重同心円複合構造タバコフィルターおよびその製法 | |
| JP2923741B2 (ja) | デュアル構造フィルター付きたばこ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19910430 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE FR |
|
| 17Q | First examination report despatched |
Effective date: 19931104 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR |
|
| ET | Fr: translation filed | ||
| REF | Corresponds to: |
Ref document number: 69110240 Country of ref document: DE Date of ref document: 19950713 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20100324 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20100422 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 69110240 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20110321 |