EP0458774B2 - Lopin de métal dur ou céramique et méthode et outil pour la manufacture de ceux-ci - Google Patents
Lopin de métal dur ou céramique et méthode et outil pour la manufacture de ceux-ci Download PDFInfo
- Publication number
- EP0458774B2 EP0458774B2 EP91890093A EP91890093A EP0458774B2 EP 0458774 B2 EP0458774 B2 EP 0458774B2 EP 91890093 A EP91890093 A EP 91890093A EP 91890093 A EP91890093 A EP 91890093A EP 0458774 B2 EP0458774 B2 EP 0458774B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- nozzle
- blank
- extrusion
- twisted
- tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims abstract description 16
- 229910052751 metal Inorganic materials 0.000 title claims abstract description 10
- 239000002184 metal Substances 0.000 title claims abstract description 10
- 239000000919 ceramic Substances 0.000 title claims abstract description 6
- 238000004519 manufacturing process Methods 0.000 title abstract description 9
- 238000001125 extrusion Methods 0.000 claims abstract description 39
- 230000000295 complement effect Effects 0.000 claims abstract 3
- 239000000463 material Substances 0.000 claims description 27
- 238000011010 flushing procedure Methods 0.000 claims description 9
- 238000005553 drilling Methods 0.000 claims description 4
- 238000003801 milling Methods 0.000 claims description 4
- 229910010293 ceramic material Inorganic materials 0.000 claims description 3
- 238000005245 sintering Methods 0.000 description 11
- 239000003921 oil Substances 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 230000008602 contraction Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000012188 paraffin wax Substances 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 229910001315 Tool steel Inorganic materials 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 238000005056 compaction Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000000265 homogenisation Methods 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- UNASZPQZIFZUSI-UHFFFAOYSA-N methylidyneniobium Chemical compound [Nb]#C UNASZPQZIFZUSI-UHFFFAOYSA-N 0.000 description 1
- NFFIWVVINABMKP-UHFFFAOYSA-N methylidynetantalum Chemical compound [Ta]#C NFFIWVVINABMKP-UHFFFAOYSA-N 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 229910003468 tantalcarbide Inorganic materials 0.000 description 1
- MTPVUVINMAGMJL-UHFFFAOYSA-N trimethyl(1,1,2,2,2-pentafluoroethyl)silane Chemical compound C[Si](C)(C)C(F)(F)C(F)(F)F MTPVUVINMAGMJL-UHFFFAOYSA-N 0.000 description 1
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C23/00—Extruding metal; Impact extrusion
- B21C23/02—Making uncoated products
- B21C23/04—Making uncoated products by direct extrusion
- B21C23/14—Making other products
- B21C23/147—Making drill blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C25/00—Profiling tools for metal extruding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F5/10—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product of articles with cavities or holes, not otherwise provided for in the preceding subgroups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B3/00—Producing shaped articles from the material by using presses; Presses specially adapted therefor
- B28B3/20—Producing shaped articles from the material by using presses; Presses specially adapted therefor wherein the material is extruded
- B28B3/26—Extrusion dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F2005/001—Cutting tools, earth boring or grinding tool other than table ware
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F2005/004—Article comprising helical form elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
Definitions
- the invention relates to a hard metal or ceramic blank for Drilling, milling or reaming tools with at least one internal helical rinsing channel running in the longitudinal direction.
- the invention further relates to a method for producing a such a blank, the hard metal or ceramic material extruded through a die of an extrusion die while doing so is turned helically and with each flushing channel in the blank a pin protruding into the nozzle is formed.
- the invention relates to an extrusion tool for Production of such a blank or for carrying out the mentioned procedure.
- a blank, a method and an extrusion die of specified type are from European patent application 223 909 known.
- the blank is in the nozzle twisted by helical grooves or ridges, whereby considerable shear forces, especially in the area of the groove or Bridge base, occur as well as cracks and loosening in the extruded Material can arise. Due to uneven compression at Sintering occurs at different local shrinkages, causing dimensional inaccuracies and the risk of breakage are increased. About that In addition, the grooves and webs provided only offer a bad one Dimensional accuracy or an inaccurate further movement or Twisting of the primary material, which reduces the effort involved in reworking or the committee is enlarged.
- a process for the production of drill end mills and other cutting tools has become known, which comprises the following steps: Heating with cooling of the iron powder layer in such a way that cavities occur in the iron powder layer or in the shank of the tool and tensions are dissipated.
- An extrusion tool for producing a drill blank with a helical flushing hole is known from DE-A1-38 14 687, the inner wall of the nozzle having a helical device and the raw material passing through the nozzle being twisted.
- the nozzle consists of several adjacent disks, which are designed so as to be rotatable relative to one another in order to change the helix pitch.
- the object of the invention is now to produce an extruded green or Manufacture blank, the high accuracy of dimensions after sintering possesses a homogeneous and high density, which creates the risk of breakage is reduced and which can usually be produced even with room temperature.
- the blank should have uniform shrinkage during sintering in order to to ensure dimensional accuracy.
- this task through a blank with the characteristics of Claim 1 solved Such a blank can be manufactured true to size and has the Sintering process an even shrinkage as a Material irregularity in the blank mass due to its almost entire circumferential surface acting rotational forces is prevented. Through the Forces acting on all sides result in a homogeneous compression.
- the Further processing of the blank is carried out in a simple manner, but only relatively Few protrusions can be removed because the edges of one regular convex polygons, only slightly the inscribed circle tower over the polygon.
- a procedure for the production of a blank according to claim 1 is in Claim 2 defined. It turned out that because of the achieved better rotatability of the extrusion processing Extrusion materials can usually be done at room temperature and in one Many cases, no elevated temperature can be provided for extrusion got to.
- the procedure according to the invention enables the introduction of pressure via the entire scope of the - seen in cross section advantageously rectilinear edges or the surfaces inside the extruded material, whereby high tightness is achieved and loosening or local Leaks can be avoided.
- An extrusion tool according to the invention has the features according to claim 5.
- the sliding surfaces of the nozzle have a straight, twisted, regular prism, a straight, regular, twisted parallelepiped or a straight twisted, regular, possibly tapering towards the nozzle outlet Form the truncated pyramid.
- At least one of the extrusion material Guide vane imparting rotational movement preferably a guide vane ring and / or guide wing is arranged. It turned out that with such a Training of the tool an equalization of the material distribution or homogenization occurs and cracks and voids are largely formed is avoided.
- the pins can be used to form the rinsing channels Guide vanes or guide vanes, in particular then, if you dispense with a nozzle core, which is the case with the invention Case is easily possible because of the by the Guide vanes supported the presence of a rotational movement Nozzle core is not absolutely necessary.
- FIGS. 7 to 11 different Embodiments of press nozzles and Fig. 12 with a nozzle entered dimensions.
- Fig. 6 shows a longitudinal section through a designed according to the invention Extrusion tool, which has a nozzle inlet 13, a compacting part 9 and has a nozzle 1.
- the nozzle inlet 13 tapers in the direction of the nozzle just like the compacting part 9.
- the nozzle itself can also taper by a few minutes.
- the extrusion die may comprise a core 7, the preferred one conical tapering in the area near the nozzle and in the area away from the nozzle into the nozzle inlet 13 or in the Compaction part 9 extend.
- the area 10 of the nozzle core 7 near the nozzle carries elastically rotatable pins 11 with which rinsing channels 12 in the Blank are formed when it extrudes from the nozzle 1 becomes.
- the cross section of the nozzle 1 is polygonal or its shape Inner surface forms the body of a twisted prism or one twisted parallelepipeds.
- the central region of the nozzle core 7 carries guide vanes 8 to the Extruded material already pressed in the direction of arrow 14 in front of the nozzle 1 in order to rotate the material transport to even out through the nozzle 1.
- Fig. 6a shows a section along the line A-A 'in Fig. 6 and shows guide vanes 8, which are from the nozzle core 7 to Extend inner wall of the nozzle inlet 13 and with which the Nozzle core 7 is held in position.
- Fig. 6b shows a section along the line B-B 'in Fig. 6 by the nozzle 1 with an extruded body 16, in which the rinsing channels 12 are formed with the pins 11.
- the distance a between that of the edges of the Hexagon formed corners 6 will be made according to the dimensions of the Blanks selected.
- the edges 5 of the polygon are horizontal Lines on the sliding surfaces 3 represent which sliding surfaces 3 the extrusion material a rotational movement about the longitudinal axis of the Issue nozzle 1 without loosening the material disadvantageously locally.
- Fig. 7 shows an embodiment of an extrusion tool, at which the sliding surfaces 3 into the compacting part 9 pass.
- guide vanes 8 which are from Core 7 or from the inner wall of the nozzle inlet 13 or both from Nozzle core 7 and the nozzle inlet 13 are worn.
- Fig. 8 shows an embodiment in which sliding surfaces 3 also from area 10 of the nozzle core 7 are worn. It is also possible, the features of those shown in Figs. 7 and 8 To combine embodiments.
- Fig. 8a shows a section along the line A-A 'in Fig. 8 and man recognizes the cross section of the pentagon area 10 of the nozzle core 7 near the nozzle.
- FIGS 9 and 10 each show views of an embodiment rotated by 90 °, in which the guide vanes 8 'from the compacting part 9 are worn.
- the pins 11 consist of elastic metallic material or of elastic Plastic and are in a suitable manner on the guide surfaces the guide wing 8 'or attached to the nozzle core 7.
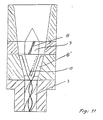
- Fig. 12 shows an embodiment of an inventive Extrusion tool with entered parameters.
- the angle ⁇ ranges from 20 ° to a maximum of 60 °.
- the angle is advantageously located ⁇ , which indicates the tapering of the compacting area 9, between 30 ° to 50 °, especially at about 40 °.
- the angle ⁇ reflects the taper of the nozzle inlet 13 and is advantageously between 15 ° and 50 °, advantageously between 20 ° and 40 °, especially around 30 °.
- ⁇ denotes the cone angle of the nozzle cone 7 remote from the nozzle, what angle between 20 ° and 60 °, preferably between 30 ° and 50 °, in particular at about 40 °.
- ⁇ is the cone angle of the region 10 near the nozzle Nozzle cone 7 denotes which angle advantageously up to Is 10 ° greater than the taper angle ⁇ of the nozzle inlet 13.
- the length L of the nozzle 1 is at least twice the diameter D of the nozzle, advantageously as the diameter of the nozzle the diameter of the incircle is used, which the Nozzle polygon can be inscribed or an average distance the edges of the twisted nozzle prism from the longitudinal axis of the nozzle is taken.
- the nozzle length is advantageously at least that Three times, especially four times, the nozzle diameter.
- the shape angle ⁇ gives the taper of the nozzle 1 in the direction of it Outlet end and is a few minutes, preferably 2 to 8, in particular 3 to 6, advantageously about 4 minutes of angle.
- Fig. 1 shows the cross section through a nozzle 1 of an inventive Tool, the nozzle 1 in cross section the shape of a regular hexagon.
- 2 shows a nozzle cross section, in which the nozzle 1 has the shape of a dodecagon and the outer shape of the blank produced is almost circular having.
- Fig. 3 shows a cross section through a nozzle, the form of an obtuse angle.
- the extrusion tool or the press nozzle shown is advantageously made of hard metal or steel, in particular wear-resistant tool steel.
- the nozzle is made by creating a negative shape which is the Shrinkage is taken into account in the event of sintering of the press nozzle.
- the mass for the press nozzle is introduced into this mold and advantageously isostatically pressed. After dewaxing and Pre-sintering and any processing takes place Press nozzle and finally its finishing.
- the blanks according to the invention can be equipped with one or more rinsing holes, preferably two to three rinsing holes, each with with a diameter of 1 to 4 mm.
- the blank advantageously has an outer diameter D. after its completion of a maximum of about 20 mm.
- This powder-oil mass is in one Press cylinder evacuated and pre-pressed. This is advantageously done pressing this mass at room temperature by the extrusion tool according to the invention.
- the extrusion tool removed green compacts are in the temperature range of 100 ° dewaxed up to 500 ° C, and presintered at about 900 ° C.
- the sintering process takes place at around 1350 ° to 1450 ° C depending on the material in a vacuum, with a volume contraction of about 40 to 60% or a linear contraction of about 20 to 25% occurs.
- the Sintering process creates a dense, large homogeneity Sintered part that is crack-free and unbreakable.
- the finishing this part e.g. The chip edges or the like are ground with appropriate tools after sintering.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Press-Shaping Or Shaping Using Conveyers (AREA)
- Powder Metallurgy (AREA)
- Ceramic Products (AREA)
- Compositions Of Oxide Ceramics (AREA)
- Extrusion Of Metal (AREA)
Claims (16)
- Ebauche en métal dur ou en céramique pour outils de perçage, de fraisage ou de rodage, comportant au moins un canal de rinçage (12) intérieur s'étendant en spirale dans le sens longitudinal, caractérisée en ce que l'ébauche, vue en coupe transversale, a la forme d'un polygone régulier convexe, en particulier avec au moins cinq angles (6) ou d'un polygone obtus à 2 angles, les côtés (5) des angles (6) étant droits ou au moins partiellement droits et partiellement courbes, la position angulaire dudit polygone régulier ou dudit polygone à 2 angles autour de l'axe de l'ébauche variant, en particulier de façon continue, sur toute la longueur de l'ébauche, les surfaces délimitées par les arêtes longitudinales de l'ébauche étant vrillées, en particulier de façon continue.
- Procédé de fabrication d'une ébauche en métal dur ou en céramique pour outils de perçage, de fraisage ou de rodage selon la revendication 1, avec au moins un canal de rinçage (12) intérieur s'étendant en spirale dans le sens longitudinal, le matériau constituant le métal dur ou la céramique étant extrudé par la filière (1) d'un outil d'extrusion, tout en étant vrillé en forme de spirale, chaque canal de rinçage (12) de l'ébauche étant formé par une tige (11) pénétrant dans la filière (1), caractérisé en ce que le matériau d'extrusion est mis en rotation par le glissement de la matière à extruder sur des surfaces de glissement (3) s'étendant sur une spirale, formées à l'intérieur de la filière (1) et constituant, vues en coupe transversale, un polygone régulier convexe ou un polygone obtus à deux angles dont les côtés (5) des angles (6) sont droits ou partiellement droits et partiellement courbes, lesdites surfaces de glissement (3) tournant autour de l'axe central longitudinal de l'ébauche ou de la filière (1) et ledit matériau d'extrusion étant extrudé par la filière (1) de préférence à température ambiante et avec des surfaces externes vrillées, par exemple sous forme d'un prisme ou d'un parallélépipède vrillé.
- Procédé selon la revendication 2, caractérisé en ce qu'une compression postérieure du matériau d'extrusion est effectuée immédiatement avant l'extrusion dans la filière (1) par un rétrécissement de la section transversale de la filière (1).
- Procédé selon la revendication 2 ou 3, caractérisé en ce que la matière à extruder est déjà mise en rotation avant son introduction dans la filière (1), en particulier pendant la compression, par exemple par des aubes de guidage (8) et/ou des pales de guidage (8').
- Outil d'extrusion pour la fabrication d'une ébauche en métal dur ou en céramique pour les outils de perçage, de fraisage ou de rodage, comportant au moins un canal de rinçage (12) intérieur s'étendant en spirale, dans le sens longitudinal, selon la revendication 1, et pour la mise en oeuvre du procédé selon l'une quelconque des revendications 2 à 4, le matériau constituant le métal dur ou la céramique étant extrudé par une filière (1), le cas échéant pourvue d'un noyau de filière (7), de l'outil d'extrusion, tout en étant vrillé en forme de spirale et au moins une tige (11) pénétrant dans la filière (1) étant prévue pour former chacun des canaux de rinçage (12), caractérisé en ce que la paroi interne (2) de la filière (1) comporte un certain nombre de surfaces de glissement (3) qui, vues en coupe transversale, forment un polygone (4) régulier convexe ou un polygone obtus à 2 angles dont les côtés (5) des angles (6) sont droits ou au moins partiellement droits et partiellement courbes, lesdites surfaces de glissement (3) décrivant une trajectoire en spirale en suivant la longueur de la filière.
- Outil selon la revendication 5, caractérisé en ce que les surfaces de glissement (3) constituent un prisme droit vrillé régulier, un parallélépipède droit vrillé régulier, ou un tronc de pyramide droit vrillé régulier se réduisant, le cas échéant, du côté de la sortie de la filière.
- Outil selon la revendication 5 ou 6, caractérisé en ce qu'il est prévu, sur le noyau de la filière (7) et/ou dans l'outil d'extrusion, au niveau de la zone de l'outil d'extrusion située avant la filière (1), de préférence dans la zone de compression (9) de l'outil d'extrusion, au moins une aube de guidage (8), de préférence une couronne d'aubes de guidage et/ou une pale de guidage (8'), de préférence une couronne de pales de guidage, pour imprimer un mouvement de rotation à la matière à extruder.
- Outil selon l'une quelconque des revendications 5 à 7, caractérisé en ce que le profilage de la paroi interne de la filière (1) comportant des surfaces de glissement (3) ou la forme polygonale de la section transversale de la filière (1) s'étend dans la zone de compression (9) de l'outil d'extrusion et en particulier au moins jusqu'au niveau de la partie (10) du noyau (7), côté filière.
- Outil selon l'une quelconque des revendications 5 à 8, caractérisé en ce que le noyau (7) de l'outil d'extrusion, au moins du côté (10) proche de la filière, est en forme de spirale ou présente une section transversale polygonale, pour favoriser la rotation de la matière à extruder.
- Outil selon l'une quelconque des revendications 5 à 9, caractérisé en ce que les tiges (11) servant à former le canal ou les canaux de rinçage (12) sont fixées aux pales de guidage (8').
- Outil selon l'une quelconque des revendications 5 à 10, caractérisé en ce que les aubes de guidage et/ou les pales de guidage (8, 8') ont la même trajectoire, de préférence la même inclinaison que les côtés du prisme ou parallélépipède formés entre les surfaces de glissement (3) dans la filière (1) ou dans la zone de compression (9) ou au niveau du noyau de la filière (1).
- Outil selon l'une quelconque des revendications 5 à 11, caractérisé en ce que la longueur (L) des surfaces de glissement (3) est au moins égale au double, de préférence au moins au triple, en particulier au moins au quadruple, du diamètre (D) de la filière.
- Outil selon l'une quelconque des revendications 5 à 12, caractérisé en ce que la filière (1) est pourvue d'un angle de forme (ε) ou d'un rétrécissement de 2 à 8 minutes d'angle, de préférence de 3 à 6 minutes d'angle, de préférence de 4 minutes d'angle environ.
- Outil selon l'une quelconque des revendications 5 à 13, caractérisé en ce que la conicité (δ) de la partie (10), côté filière, du noyau de filière (7) est supérieure de 10% maximum à l'angle (α) de la zone de compression (9), l'angle (α) de la zone de compression (9) étant inférieure à 60° et compris de préférence entre 20° et 59°, en particulier entre 30° et 50°, avantageusement de 40° environ.
- Outil selon l'une quelconque des revendications 5 à 14, caractérisé en ce que l'entrée de filière (13) est conique, l'angle de rétrécissement (β) étant compris entre 15° et 50°, de préférence entre 20° et 40°, en particulier de 39° environ.
- Outil selon l'une quelconque des revendications 5 à 15, caractérisé en ce que la conicité (γ) du noyau de filière (7), côté opposé à la filière, est de 20° à 60°, de préférence de 30 à 50°, en particulier de 40° environ.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT113290 | 1990-05-22 | ||
| AT0113290A AT398286B (de) | 1990-05-22 | 1990-05-22 | Hartmetall- oder keramikrohling sowie verfahren und werkzeug zur herstellung desselben |
| AT1132/90 | 1990-05-22 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0458774A1 EP0458774A1 (fr) | 1991-11-27 |
| EP0458774B1 EP0458774B1 (fr) | 1995-08-02 |
| EP0458774B2 true EP0458774B2 (fr) | 1999-12-15 |
Family
ID=3507287
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP91890093A Expired - Lifetime EP0458774B2 (fr) | 1990-05-22 | 1991-05-02 | Lopin de métal dur ou céramique et méthode et outil pour la manufacture de ceux-ci |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0458774B2 (fr) |
| AT (2) | AT398286B (fr) |
| DE (1) | DE59106114D1 (fr) |
| ES (1) | ES2077838T5 (fr) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202014000866U1 (de) * | 2014-02-03 | 2015-05-06 | Johne & Co. Präzisionswerkzeuge GmbH | Werkzeugkopfelement zum Fertigen eines Werkzeugkopfes, Werkzeugkopf und Werkzeugaufnahmemittel |
| US9205578B2 (en) | 2005-09-26 | 2015-12-08 | Aeroprobe Corporation | Fabrication tools for exerting normal forces on feedstock |
| US9266191B2 (en) | 2013-12-18 | 2016-02-23 | Aeroprobe Corporation | Fabrication of monolithic stiffening ribs on metallic sheets |
| US9511446B2 (en) | 2014-12-17 | 2016-12-06 | Aeroprobe Corporation | In-situ interlocking of metals using additive friction stir processing |
| US9511445B2 (en) | 2014-12-17 | 2016-12-06 | Aeroprobe Corporation | Solid state joining using additive friction stir processing |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4244861C2 (de) * | 1992-04-08 | 1997-11-13 | Guehring Joerg Dr | Zylindrischer, aus einer plastischen Masse bestehender und extrudierter Rohling mit zumindest einem innenliegenden, wendelförmigen Kanal sowie Verfahren und Vorrichtung zu dessen Herstellung |
| DE19644447C2 (de) * | 1996-10-25 | 2001-10-18 | Friedrichs Konrad Kg | Verfahren und Vorrichtung zur kontinuierlichen Extrusion von mit einem wendelförmigen Innenkanal ausgestatteten Stäben aus plastischem Rohmaterial |
| SE516268C2 (sv) | 1999-06-03 | 2001-12-10 | Seco Tools Ab | Metod och anordning med radiellt rörliga backar för strängpressning av roterande verktyg |
| SI21266A (sl) * | 2002-07-24 | 2004-02-29 | Institut "Jo�Ef Stefan" | Suspenzije prahov za plastično oblikovanje pri sobni temperaturi in postopki oblikovanja te suspenzije |
| US8875976B2 (en) | 2005-09-26 | 2014-11-04 | Aeroprobe Corporation | System for continuous feeding of filler material for friction stir welding, processing and fabrication |
| US20080041921A1 (en) | 2005-09-26 | 2008-02-21 | Kevin Creehan | Friction stir fabrication |
| DE102010019599A1 (de) | 2010-05-05 | 2011-11-10 | Gühring Ohg | Pulvermetallurgischer Stahl |
| WO2013002869A2 (fr) * | 2011-04-07 | 2013-01-03 | Schultz-Creehan Holdings, Inc. | Système d'alimentation continue en un matériau d'apport destiné à une fabrication par soudage par friction-malaxage et outil à double épaulement de soudage par friction-malaxage |
| EP3703888A4 (fr) | 2017-10-31 | 2021-08-18 | Meld Manufacturing Corporation | Système de fabrication additive à l'état solide et compositions et structures de matériau |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1584761A1 (de) * | 1951-01-28 | 1970-02-05 | Steatit Magnesia Ag | Verfahren und Vorrichtung zur Herstellung von keramischen Wendelstaeben endloser Laenge |
| JPH0635603B2 (ja) * | 1988-03-07 | 1994-05-11 | 義信 小林 | ドリル,エンドミル等転削工具や製法 |
| DE3814687A1 (de) * | 1988-04-30 | 1989-11-09 | Krupp Widia Gmbh | Strangpresswerkzeug |
-
1990
- 1990-05-22 AT AT0113290A patent/AT398286B/de not_active IP Right Cessation
-
1991
- 1991-05-02 EP EP91890093A patent/EP0458774B2/fr not_active Expired - Lifetime
- 1991-05-02 AT AT91890093T patent/ATE125737T1/de not_active IP Right Cessation
- 1991-05-02 ES ES91890093T patent/ES2077838T5/es not_active Expired - Lifetime
- 1991-05-02 DE DE59106114T patent/DE59106114D1/de not_active Expired - Fee Related
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9205578B2 (en) | 2005-09-26 | 2015-12-08 | Aeroprobe Corporation | Fabrication tools for exerting normal forces on feedstock |
| US9266191B2 (en) | 2013-12-18 | 2016-02-23 | Aeroprobe Corporation | Fabrication of monolithic stiffening ribs on metallic sheets |
| DE202014000866U1 (de) * | 2014-02-03 | 2015-05-06 | Johne & Co. Präzisionswerkzeuge GmbH | Werkzeugkopfelement zum Fertigen eines Werkzeugkopfes, Werkzeugkopf und Werkzeugaufnahmemittel |
| US9511446B2 (en) | 2014-12-17 | 2016-12-06 | Aeroprobe Corporation | In-situ interlocking of metals using additive friction stir processing |
| US9511445B2 (en) | 2014-12-17 | 2016-12-06 | Aeroprobe Corporation | Solid state joining using additive friction stir processing |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE125737T1 (de) | 1995-08-15 |
| ES2077838T5 (es) | 2000-03-16 |
| AT398286B (de) | 1994-11-25 |
| EP0458774B1 (fr) | 1995-08-02 |
| DE59106114D1 (de) | 1995-09-07 |
| ATA113290A (de) | 1994-03-15 |
| EP0458774A1 (fr) | 1991-11-27 |
| ES2077838T3 (es) | 1995-12-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2060346B1 (fr) | Outil d'étanchéité, dispositif de compactage comprenant cet outil et procédé pour la compactage d'une pièce frittée ou de poudres | |
| AT400687B (de) | Verfahren und strangpresswerkzeug zur herstellung eines rohlings mit innenliegenden bohrungen | |
| EP1358855B1 (fr) | Procédé pour la production d'objets par formage de formes libres lors d'un procédé de frittage au laser | |
| EP0458774B2 (fr) | Lopin de métal dur ou céramique et méthode et outil pour la manufacture de ceux-ci | |
| DE69401550T2 (de) | Schneideinsatz | |
| DE3601385C2 (fr) | ||
| DE69319862T2 (de) | Verbesserungen an Drehbohrmeisseln | |
| DE3600681A1 (de) | Hartmetall- oder keramikbohrerrohling sowie verfahren und strangpresswerkzeug zu seiner herstellung | |
| DE102013104222A1 (de) | Hybrides Schneidwerkzeug, Spantransportabschnitt sowie Verfahren zur Herstellung eines Schneidwerkzeugs | |
| EP1602445A2 (fr) | Procédé, outil et machine d'usinage pour la fabrication d'éléments de prothèse dentaire | |
| WO2011023428A1 (fr) | Outil | |
| EP2200773A1 (fr) | Tige d'outil en matériau fritté seulement partiellement affûtée | |
| DE69919483T2 (de) | Strangpressmundstück zur Herstellung von Wabenkörpern | |
| WO2008080748A1 (fr) | Foret de forage de trous profonds doté d'une bague de soutien et procédé pour sa fabrication | |
| WO2018166889A1 (fr) | Corps d'outil ainsi que procédé pour sa fabrication | |
| DE10206744B4 (de) | Verfahren für die Herstellung einer Walzbacke, damit hergestellte Walzbacke für Kugelumlaufspindeln, sowie Kugelumlaufspindel | |
| DE20307412U1 (de) | Werkzeug zur Extrusion eines rohrförmigen Schmelzestranges | |
| EP2313218B1 (fr) | Procédé et dispositif de fabrication d'un corps en cylindre circulaire constitué d'une pâte plastique et doté de découpes hélicoïdales intérieures | |
| DE3636798A1 (de) | Verfahren zur herstellung von einteiligen gesinterten schneidwerkzeugen in schaftausfuehrung | |
| DE4318512C2 (de) | Verfahren und Vorrichtung zum Extrudieren von pulverförmigem Material | |
| EP3765223A1 (fr) | Procédé de fabrication d'un corps composite fritté | |
| EP0238477A2 (fr) | Outil de coupe rotatif | |
| DE20212852U1 (de) | Mehrstufen-Bohrwerkzeug | |
| DE102020112808A1 (de) | Schneidwerkzeug und Verfahren zur Herstellung eines Schneidwerkzeugs | |
| EP1308254B1 (fr) | Dispositif pour la fabrication des tuyaux en béton |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19910514 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| 17Q | First examination report despatched |
Effective date: 19930630 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: BOEHLERIT G.M.B.H. & CO. KG |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| ITF | It: translation for a ep patent filed | ||
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Effective date: 19950802 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19950802 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19950802 |
|
| REF | Corresponds to: |
Ref document number: 125737 Country of ref document: AT Date of ref document: 19950815 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 59106114 Country of ref document: DE Date of ref document: 19950907 |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19950821 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2077838 Country of ref document: ES Kind code of ref document: T3 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PLAV | Examination of admissibility of opposition |
Free format text: ORIGINAL CODE: EPIDOS OPEX |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| 26 | Opposition filed |
Opponent name: WIDIA GMBH Effective date: 19960502 |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| PLAW | Interlocutory decision in opposition |
Free format text: ORIGINAL CODE: EPIDOS IDOP |
|
| PLAW | Interlocutory decision in opposition |
Free format text: ORIGINAL CODE: EPIDOS IDOP |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 19991215 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: AEN Free format text: AUFRECHTERHALTUNG DES PATENTES IN GEAENDERTER FORM |
|
| ITF | It: translation for a ep patent filed | ||
| GBTA | Gb: translation of amended ep patent filed (gb section 77(6)(b)/1977) |
Effective date: 20000202 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: DC2A Kind code of ref document: T5 Effective date: 20000214 |
|
| ET3 | Fr: translation filed ** decision concerning opposition | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20090521 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20090514 Year of fee payment: 19 Ref country code: LU Payment date: 20090602 Year of fee payment: 19 Ref country code: IT Payment date: 20090527 Year of fee payment: 19 Ref country code: FR Payment date: 20090513 Year of fee payment: 19 Ref country code: DE Payment date: 20090525 Year of fee payment: 19 Ref country code: AT Payment date: 20090515 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20090622 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20090518 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20090522 Year of fee payment: 19 |
|
| BERE | Be: lapsed |
Owner name: *BOHLERIT G.M.B.H. & CO. K.G. Effective date: 20100531 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20100502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100502 |
|
| EUG | Se: european patent has lapsed | ||
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20110131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100531 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100503 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100502 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100531 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20110707 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110627 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100502 |