EP0437672B1 - Verfahren zur Herstellung von Betonkörpern, Schalung für die Herstellung dieser Betonkörper und Vorrichtung zur Durchführung des Verfahrens - Google Patents
Verfahren zur Herstellung von Betonkörpern, Schalung für die Herstellung dieser Betonkörper und Vorrichtung zur Durchführung des Verfahrens Download PDFInfo
- Publication number
- EP0437672B1 EP0437672B1 EP90114902A EP90114902A EP0437672B1 EP 0437672 B1 EP0437672 B1 EP 0437672B1 EP 90114902 A EP90114902 A EP 90114902A EP 90114902 A EP90114902 A EP 90114902A EP 0437672 B1 EP0437672 B1 EP 0437672B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- concrete
- formwork
- nozzles
- cast
- bar
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000009415 formwork Methods 0.000 title claims abstract description 32
- 238000000034 method Methods 0.000 title claims abstract description 15
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 14
- 239000004568 cement Substances 0.000 claims description 6
- 230000032683 aging Effects 0.000 claims description 2
- 238000006703 hydration reaction Methods 0.000 claims description 2
- 230000036571 hydration Effects 0.000 claims 1
- 239000012774 insulation material Substances 0.000 claims 1
- 238000005266 casting Methods 0.000 abstract description 3
- 238000007599 discharging Methods 0.000 abstract description 3
- 239000000463 material Substances 0.000 description 8
- 230000000903 blocking effect Effects 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- 229910052500 inorganic mineral Inorganic materials 0.000 description 4
- 239000011707 mineral Substances 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 239000004927 clay Substances 0.000 description 3
- 239000000975 dye Substances 0.000 description 3
- 239000011810 insulating material Substances 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- 230000008719 thickening Effects 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 238000010586 diagram Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 229920005749 polyurethane resin Polymers 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- QEIQEORTEYHSJH-UHFFFAOYSA-N Armin Natural products C1=CC(=O)OC2=C(O)C(OCC(CCO)C)=CC=C21 QEIQEORTEYHSJH-UHFFFAOYSA-N 0.000 description 1
- 241000282461 Canis lupus Species 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 238000009435 building construction Methods 0.000 description 1
- 239000013043 chemical agent Substances 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000001143 conditioned effect Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000011038 discontinuous diafiltration by volume reduction Methods 0.000 description 1
- 230000008014 freezing Effects 0.000 description 1
- 238000007710 freezing Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 239000008177 pharmaceutical agent Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 239000004575 stone Substances 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 238000007669 thermal treatment Methods 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/24—Unitary mould structures with a plurality of moulding spaces, e.g. moulds divided into multiple moulding spaces by integratable partitions, mould part structures providing a number of moulding spaces in mutual co-operation
- B28B7/241—Detachable assemblies of mould parts providing only in mutual co-operation a number of complete moulding spaces
- B28B7/243—Detachable assemblies of mould parts providing only in mutual co-operation a number of complete moulding spaces for making plates, panels or similar sheet- or disc-shaped objects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B13/00—Feeding the unshaped material to moulds or apparatus for producing shaped articles; Discharging shaped articles from such moulds or apparatus
- B28B13/02—Feeding the unshaped material to moulds or apparatus for producing shaped articles
- B28B13/021—Feeding the unshaped material to moulds or apparatus for producing shaped articles by fluid pressure acting directly on the material, e.g. using vacuum, air pressure
Definitions
- the invention refers to a method of manufacturing intermediate concrete products according to the precharacterizing part of claim 1.
- the concrete tiles are manufactured according to a known method in such a manner that concrete of dry to damp consistency, having as a rule no additional dyes, is fed onto a horizontal formwork and consolidated into the corresponding form by means of vibrating and compressing. Further, raw tile formed in such a manner proceeds into a heating chamber in which there prevail specified climatic conditions (humidity of 95% and temperature of up to 65 °C) and reposes until it has won approximately 50% of its ultimate strength. Only then the tile can be lifted out of the horizontal formwork and proceeded to further treatment, e.g. sorting, colouring, storage.
- climatic conditions humidity of 95% and temperature of up to 65 °C
- a disadvantage of the concrete of said consistency is also a relatively high sensitivity to changes of volume in loose and consolidated state, which results in a change of quality of the product even at the slightest changes of input material, e.g. humidity.
- a further disadvantage of the known method lies in a high sound pressure level occurring at consolidating the concrete by means of vibrations, due to intensive vibrating of the concrete there also appear powerful vibrations in the surrounding of the tile producing machine.
- deformations of the horizontal metal formworks take place, which results in the necessity of frequently replacing the formworks to avoid deformed products.
- Another disadvantage of the known method lies in the circumstance that the side of the concrete product-tile facing away from the formwork is free, i.e. unprotected, wherefore damages can occur on the tile. During the time in which the tile lies in the chamber, even the entire surface of the tile which at use is exposed to weather can be damaged due to possible change of humidity or temperature.
- a further disadvantage lies in that a great amount of space is needed for the aforementioned method of manufacturing tiles as the daily production of e.g. 100.000 tiles requires approximately 12.000 m3 of room which, in addition, should be heated to a temperature of approximately 65 °C , which results in a relatively high power consumption.
- the GB-A-1 579 544 generally a box connected to a plurality of tubes is known for feeding concrete into a plurality of casts; and the DD-A-259 576 shows generally a distributor system for liquids, especially chemical agents and pharmaceutical agents.
- the object of the invention is to provide a method of manufacturing concrete products, preferably tiles, according to the precharacterizing part of claim 1, in which the aforementioned disadvantages will be avoided.
- the feature of the present method according to the invention lies in the use of concrete of a cast consistency, which ensures uniformity of the composition and unsegregability of concrete, the possibility of forwarding under pressure to the charging head and filling up a row of formworks during one production cycle with exact material dosing.
- Cast concrete possesses the features of good and quick homogeneity even in the case when very small quantities of chemical or mineral additives are added.
- durability of the material e.g. resistance to freezing and chemical influence resistance and high quality of pigmentizing of concrete mass.
- Components of the cast concrete ensuring the necessary features of fresh concrete admixture are as follows:
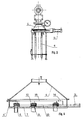
- Fig. 1 showing a schematic diagram of an apparatus for carrying out said method.
- Concrete of the aforementioned composition and consistency is prepared in a common counterflow concrete plant. Concrete prepared in such a manner is delivered into a storage bin 1 of a screw pump 2, by means of which it is conveyed through a pipe line 3 to a charging head 4 of an apparatus according to the invention.
- the charging head 4 is arranged for filling up a row of formworks 5 whereby concrete is contractionally discharged into each formwork 5 by means of discharging nozzles 6.
- Pressure required for operation of the system is maintained by means of automatic synchronised working of the pump 2 and of the unit for opening and closing the stops and unit for lowering and lifting the head 4, whereby it is particularly important that in all nozzles 6 for filling up the formworks 5 the same pressure is ensured.
- Its value at the outlet of each nozzle 6 equals from 0,1 bar to 0,5 bar, preferably 0,2 bar. Due to technological features of concrete, said formworks must be water-impermeable and made of thermally insulating material, e.g. polyurethane resin.
- Each nozzle 6 of the charging head 4 is thrust to the area of the bottom of each formwork 5 and then concrete is conveyed therein.
- the charging head 4 and the nozzles 6 are lifted up with constant velocity till the formworks 5 are completely filled up.
- the nozzles 6 may not be lifted over the level of the concrete being cast in any case.
- the lifting velocity of the charging head 4 and thereby of the nozzles 6 is adjusted to the largest cross-section of the product being cast, and in the particular case equals from 0,05 ms ⁇ 1 to 0,2 ms ⁇ 1, preferably 0,1 ms ⁇ 1.
- the formworks 5 When the formworks 5 are filled up they are transferred to a setting place.
- said formworks are made of thermally insulating material an intrinsic energy-hydration heat of the cement is exploited released during setting time for the concrete.
- the concrete is aging practically in adiabatic conditions, and after approximately 24 hours reaches a temperature of approximately 55 °C above ambient temperature, which in the particular case equals 20 °C without additional heating wherefore any further thermal treatment is superfluous.
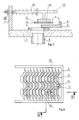
- Figs. 8, 9, 10 show, just for further elucidation of the method according to the invention, a formwork 5 for casting concrete tiles.
- Said formwork comprises a pair of frames 7, 8 clamping together a plurality of elements 9 made of waterimpermeable and thermally insulating material, e.g. polyurethane resin, the form of which corresponds to a product desired, and in the particular case corresponding to a tile.
- Each element 9 is along both vertical sides provided with a pair of thickenings 10, 11 whereby facing sides of each thickening 10, 11 of two adjacent elements 9 are parallel abutting slitlessly to each other.
- the element 9 is at its first, in the particular case its lower, end provided with a web 12 being essentially perpendicular to said element and running between the thickenings 10, 11.
- a web 12 being essentially perpendicular to said element and running between the thickenings 10, 11.
- the elements 9 are formed in such a manner that their first flat side 14 corresponds to the first side of the tile, their second flat side 15 corresponding to the second side thereof.
- the elements 9 are arranged vertically, i.e. concrete is cast from the upper side. Two elements 9 are needed to produce one tile and n+1 of said elements are needed to produce n tiles.
- the apparatus comprises a storage bin 1 arranged on a screw pump 2. The latter is driven through a gearbox 2' by means of a drive 2''.
- a pipe line 3 fixed on a stand 3' is connected to the discharge end of the pump 2.
- the other end of the pipe line 3 is connected to an essentially trapezoidal charging head 4 to which a row of discharging nozzles 6 is interconnected.
- Said nozzles are removably fixed to a bottom 7 of the head 4 which is in the area of penetration of each nozzle 6 therethrough provided with a wear resisting plate 8.
- a blocking unit 8' is slidingly and movably arranged on the plates 8 of each row of the nozzles 6.
- Said unit comprises closures 9 being mutually rigidly connected by means of a linkage 10 which is interconnected with the pneumatic or hydraulic working cylinder 11. The latter enables simultaneous moving of all closures 9 over the plates 8 and closing and opening the nozzles 6 respectively.
- each closure 9 there are throttle knives 12 arranged slidingly and movably in the same plane as said closure and extending over the entire length of each row of nozzles 6.
- the throttle knives 12 are regarding the closure 9 staggered in their plane in the direction away from the working cylinder 11, the closures 9 being provided with a lug 9' cooperating with the knives 12.
- the side of the knives 12 facing away from the working cylinder 11 is shaped as a half-wave of a sinusoidal curve 13 the curvature of which is conditioned by mutual distance of the two utmost nozzles 6, by material cast and by the pressure for pressing material into the nozzles 6.
- the throttle knives 12 are reinforced by means of a brace fillet 14 and mutually connected by means of a linkage 15.
- a back stop 16 meshing with the linkage 15. The latter penetrates the wall 4' of the head 4 on the side facing away from the working cylinder 11 whereby the linkage 15 is between the said wall and a limit stop 17 provided with a tension-compression spring 18 which enables moving of the throttle knives 12.
- a nut 18' is screwed thereon, the stroke of the throttle knives 12 being regulated therewith.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Devices For Post-Treatments, Processing, Supply, Discharge, And Other Processes (AREA)
- Analysing Materials By The Use Of Radiation (AREA)
Claims (3)
- Verfahren zur Herstellung von Betonkörpern, wobei konsistenter, nicht absonderbarer Gussbeton durch wenigstens eine Düse in wenigstens eine entsprechende Schalung nach dem Contractor-Verfahren gepresst ist, wobei die Düse im Bodenbereich der Schalung angeordnet ist und, falls letztere im wesentlichen bis zu einem Drittel in die Höhe ausgefüllt ist, die Düse mit gleichförmiger Geschwindigkeit aus der Schalung herausgezogen wird, u.z. in solcher Weise, dass sie keinesfalls über die Oberfläche des giessenden Betons gehoben wird, dadurch gekennzeichnet, dass eine Schalung aus einem wasserundurchlässigen und wärmeisolierenden Stoff ausgebildet ist, dass Beton tatsächlich in adiabatischem Zustand abbindet und der Dosierdruck von Beton an einer Ausströmöffnung einer jeweiligen Düse (6) von 0,1 bar bis 0,5 bar, vorzugsweise 0,2 bar, beträgt.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Anhebegeschwindigkeit der Düsen von 0,05 ms⁻¹ bis 0,2 ms⁻¹, vorzugsweise 0,1 ms⁻¹ beträgt.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die während der Abbindezeit entbundene Hydrationswärme von Zement ausgebeutet ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| YU72/90 | 1990-01-16 | ||
| YU7290A YU7290A (sh) | 1990-01-16 | 1990-01-16 | Postopek izdelave betonskih polizdelkov, priprava za izdelavo betonskih polizdelkov in naprava za izvedbo postopka |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0437672A1 EP0437672A1 (de) | 1991-07-24 |
| EP0437672B1 true EP0437672B1 (de) | 1994-06-08 |
Family
ID=25548209
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90114902A Expired - Lifetime EP0437672B1 (de) | 1990-01-16 | 1990-08-02 | Verfahren zur Herstellung von Betonkörpern, Schalung für die Herstellung dieser Betonkörper und Vorrichtung zur Durchführung des Verfahrens |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP0437672B1 (de) |
| AT (1) | ATE106792T1 (de) |
| CA (1) | CA2025840A1 (de) |
| DE (1) | DE69009724T2 (de) |
| FI (1) | FI903951A7 (de) |
| SI (1) | SI9010072A (de) |
| YU (1) | YU7290A (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20110183023A1 (en) * | 2005-04-28 | 2011-07-28 | Monier Technical Centre Limited | Method and plant for the manufacture of building products |
| CN106703412A (zh) * | 2015-07-13 | 2017-05-24 | 马义和 | 一种内含振动棒的建筑构件3d打印喷头 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| MY120547A (en) * | 1997-08-29 | 2005-11-30 | Boral Resources Nsw Pty Ltd | Building panel and method and apparatus of forming same |
| NL1013857C2 (nl) * | 1999-12-15 | 2001-06-25 | Hollandsche Betongroep Nv | Werkwijze en inrichting voor het vormen van een betonelement. |
| CH711101A2 (de) * | 2015-05-18 | 2016-11-30 | Airlight Energy Ip Sa | Verfahren zum Herstellen eines masshaltigen Betonwerkstücks und masshaltige Betonwerkstücke. |
| CN115319884B (zh) * | 2022-07-11 | 2024-05-03 | 齐齐哈尔大学 | 一种大掺量秸秆混凝土复合墙板制作工艺 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2341714A1 (fr) * | 1976-02-23 | 1977-09-16 | Centre Etd Rech Ind Beton | Bloc de construction prefabrique et procede et installation pour sa fabrication |
| DD259576A1 (de) * | 1987-04-10 | 1988-08-31 | Saechsisches Serumwerk | Verteilerorgan zur verteilung kleiner definierter fluessigkeitsmengen |
-
1990
- 1990-01-16 SI SI9010072A patent/SI9010072A/sl unknown
- 1990-01-16 YU YU7290A patent/YU7290A/sh unknown
- 1990-08-02 DE DE69009724T patent/DE69009724T2/de not_active Expired - Fee Related
- 1990-08-02 EP EP90114902A patent/EP0437672B1/de not_active Expired - Lifetime
- 1990-08-02 AT AT90114902T patent/ATE106792T1/de not_active IP Right Cessation
- 1990-08-09 FI FI903951A patent/FI903951A7/fi not_active Application Discontinuation
- 1990-09-20 CA CA002025840A patent/CA2025840A1/en not_active Abandoned
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20110183023A1 (en) * | 2005-04-28 | 2011-07-28 | Monier Technical Centre Limited | Method and plant for the manufacture of building products |
| CN106703412A (zh) * | 2015-07-13 | 2017-05-24 | 马义和 | 一种内含振动棒的建筑构件3d打印喷头 |
| CN106703412B (zh) * | 2015-07-13 | 2019-04-26 | 马义和 | 一种内含振动棒的建筑构件3d打印喷头 |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE106792T1 (de) | 1994-06-15 |
| DE69009724D1 (de) | 1994-07-14 |
| EP0437672A1 (de) | 1991-07-24 |
| SI9010072A (en) | 1997-10-31 |
| FI903951A0 (fi) | 1990-08-09 |
| CA2025840A1 (en) | 1991-07-17 |
| DE69009724T2 (de) | 1994-12-15 |
| YU7290A (sh) | 1992-09-07 |
| FI903951A7 (fi) | 1991-07-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA1164191A (en) | Process and apparatus for the production of calcium silicate-containing stone blanks useful in constructing building walls | |
| CN107538607A (zh) | 一种建筑用保温免拆模板的生产线及生产方法 | |
| US6213754B1 (en) | Apparatus for manufacturing concrete masonry units | |
| EP0437672B1 (de) | Verfahren zur Herstellung von Betonkörpern, Schalung für die Herstellung dieser Betonkörper und Vorrichtung zur Durchführung des Verfahrens | |
| CN102555036A (zh) | 一种膨胀珍珠岩防火门芯板全自动生产设备及其生产方法 | |
| NO160357B (no) | Fremgangsmaate for dehydrogenerering av hydrokarboner. | |
| CN206578964U (zh) | 一种建筑用保温免拆模板的组合式生产线 | |
| US1846290A (en) | Apparatus for making roof tiles | |
| RU2470773C2 (ru) | Усовершенствования машин для непрерывного изготовления деталей из преднапряженного бетона или железобетона | |
| CN209987146U (zh) | 一种珍珠岩保温板的出模生产线 | |
| US20150147428A1 (en) | Agitator grid with adjustable restrictor elements for concrete block machine | |
| DE4140012A1 (de) | Presse zum vibrationsverdichten von mischungen aus koernigen, steinigen oder keramischen materialien in form von platten oder bloecken | |
| CN207027844U (zh) | 一种建筑用保温免拆模板的生产线 | |
| CN206578958U (zh) | 保温免拆模板生产过程中的均匀布料装置 | |
| CN217746930U (zh) | 一种硅酸盐水泥自动配料系统 | |
| US4708628A (en) | Apparatus for molding articles from fibrous concrete | |
| US1594310A (en) | Method and apparatus for feeding concrete and the like | |
| CN1200065A (zh) | 生产混凝土构件的方法与设备 | |
| DE102004027920B4 (de) | Verfahren und Verfüllstation zum Ausfüllen von Hohlräumen | |
| US2965948A (en) | Apparatus for producing pre-cast concrete members | |
| DE844566C (de) | Verfahren zum Herstellen von Formlingen aus Ton, Lehm, Erdgemischen u. dgl. | |
| CN109958276A (zh) | 一种植物纤维型保温免拆模板及生产方法 | |
| CN1137320C (zh) | 生产轻质多层复合板材的方法 | |
| CN220922799U (zh) | 一种混凝土墙板浇筑设备 | |
| US2104293A (en) | Brick and tile machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19901231 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT DE FR GB IT |
|
| 17Q | First examination report despatched |
Effective date: 19921208 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT DE FR GB IT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 19940608 Ref country code: AT Effective date: 19940608 Ref country code: FR Effective date: 19940608 |
|
| REF | Corresponds to: |
Ref document number: 106792 Country of ref document: AT Date of ref document: 19940615 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 69009724 Country of ref document: DE Date of ref document: 19940714 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19940908 |
|
| EN | Fr: translation not filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19940908 |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19991028 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010501 |