EP0407833A1 - Deckelartiger Verschluss fÀ¼r schachtel- oder kassettenartige Behälter und Verfahren zu seiner Herstellung - Google Patents
Deckelartiger Verschluss fÀ¼r schachtel- oder kassettenartige Behälter und Verfahren zu seiner Herstellung Download PDFInfo
- Publication number
- EP0407833A1 EP0407833A1 EP90112419A EP90112419A EP0407833A1 EP 0407833 A1 EP0407833 A1 EP 0407833A1 EP 90112419 A EP90112419 A EP 90112419A EP 90112419 A EP90112419 A EP 90112419A EP 0407833 A1 EP0407833 A1 EP 0407833A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- strips
- plastic
- lid
- adjacent
- closure according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- A—HUMAN NECESSITIES
- A45—HAND OR TRAVELLING ARTICLES
- A45C—PURSES; LUGGAGE; HAND CARRIED BAGS
- A45C13/00—Details; Accessories
- A45C13/16—Closures of the roller-blind type
Definitions
- the invention relates to a lid-like closure for box-like or cassette-like containers, the closure being displaceably guided at the edges in guide grooves of the container which have a curved course, and the closure consists of a plurality of lamella-like strips of the same length which lie against one another with their longitudinal sides and on a process for its manufacture.
- Roller shutters in the sense of the present invention are understood to mean flat closures which are flexible in one plane and which consist of a large number of slat-like strips which are arranged directly next to one another and are connected to one another in a dustproof manner.
- Such shutters are made from wooden slats that are attached, for example glued, to a solid, textile surface. These roller shutters are guided on the edge in grooves in the cabinet or the container.
- roller shutter according to GB-PS 20 640 (AD 1913) should be mentioned, which consists of individual, adjacent wooden strips that are glued to a strong linen fabric, or the box closure according to CH-PS 150 999, whereby here the adjacent strips are somewhat distant from each other. These strips are glued to their underside with a film, and a film is also provided on the top, but which runs along the cross-sectional contour.
- One-piece roller shutter closures for box-like containers are also known (FR-PS 1166 825), which are cast from an elastically deformable material, the longitudinal sectional contour of such a closure being designed like a sawtooth, and a reinforcing insert being cast in the base region of this closure.
- Another known one-piece closure (US-PS 1782 110) for a box-like container consists of a corrugated embossed cardboard, which is glued on the back with a reinforcing fabric following this embossing. It is also known and obvious to manufacture such roller shutters in one piece from plastics, plastics with high bending strength being used for this purpose. The individual, adjacent strips that form such a roller shutter then merge into one another via a so-called film hinge, and the hinge and strip are made in one piece from one material. Plastics that are suitable for this and have a sufficiently high flexural strength and sufficient flexibility are not crystal clear, indeed, not even translucent.
- roller shutters there is a need to close cassette-like or box-like containers for certain articles of daily use with such "roller shutters", but there is a requirement that these roller shutters must be translucent, in particular crystal-clear, so that the object in the container can be opened even without the container opening will be observed and seen.
- acrylic resin with which glass-like products can be produced, is suitable for producing such roller shutters, but this material is very brittle and is completely unsuitable for producing film hinges.
- containers of the type in question are relatively small, the strips or strips used for this shutter-like closure are relatively thin-walled, so that there is hardly enough space available for the constructive design of connecting elements between the respective adjacent strips .
- the invention is based on this state of the art and on the findings described and aims to propose cover-like closures of the roller shutter type which do not have the disadvantages described or which can meet the required conditions, which is achieved according to the invention in that the strips are made of translucent, preferably crystal-clear plastic and are connected to each other at their two outer edges by means of plastic wires. Since tensile plastic wires of small diameter can be made from high-strength materials, the edge-side bores and recesses for receiving and carrying the plastic wire can be kept very small.
- lid-like closure is further constructed so that the plastic wires are provided in that area of the two outer edges which are received by the guide grooves of the container, these plastic wires are practically entirely in the guide grooves of the container and are not visible.
- the lamellar strips are very thin, it is provided that the lamellar strips have pins on their narrow sides, which are essentially coaxial with the longitudinal central axis of the respective strip and the plastic wires are connected to these pins, in particular run through these pins (FIG. 2) .
- the diameter of the pegs by the guides of the container can be easily made slightly larger than it corresponds to the wall thickness of the lamellar strips, so that here the through openings for receiving the plastic wires can be easily accommodated.
- one of the longitudinal sides of the directly adjacent longitudinal sides of lamella-like strips is designed as a fillet and the other correspondingly curved.
- a further measure to achieve a dust-tight closure is that the directly adjacent longitudinal sides of adjacent lamella-like strips have a shoulder-like shape Have step and these steps of adjacent lamellar strips overlap each other ( Figure 2).
- lid-like closures constructed in the manner of roller shutters are small; on the other hand, such closures are mass-produced articles, so that a simple and inexpensive method of manufacture must be sought, according to a method of manufacture according to which the closure can be manufactured in one and as a whole .
- Another expedient procedure consists in the fact that at the same time several strips spaced apart from one another in one plane with their long sides adjacent to one another are injected in one injection mold, into which the rubber-elastic plastic wires have been inserted under pre-tension before the introduction of the plastic and after Open the injection mold and after demoulding it produced, spaced from each other, by means of the pre-tensioned, rubber-elastic cords connected at the edge of the strips, the plastic wires are relieved, whereby the originally separate strips are placed against each other with their long sides.
- the melting temperature of the material for the strips and the melting temperature of at least the surface material of the plastic wire are chosen differently, the latter being higher than that of the material for the strips .
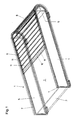
- Figure 1 shows an oblique view of a cassette-like container 1, which is made of acrylic glass parts. It has a bottom 2 and side walls 3, 4, 5 and 6, which are firmly connected to one another.
- a guide groove 7 is provided in each of the two side walls 4 and 5 lying parallel to one another, each of these guide grooves having two parallel, straight branches and an arc connecting these branches.
- These guide grooves take up the edges of the cover-like closure 8 constructed in the manner of a roller shutter, the foremost lamella-like strip of this closure additionally having a grip strip 10.
- the lamellar strips 11 forming the closure are also made of crystal-clear acrylic glass.
- FIGS. 2 and 3 show the three foremost strips 11 of the closure 8 in a side view and a top view.
- Each strip 11 has a pin 12 on the end face, the diameter of which is somewhat larger than the thickness of the strip.
- Plastic pins 13, which hold the strips 11 together, run through these pins 12 on both sides.
- these individual strips On their long sides, these individual strips have 11 steps 14, the shoulders formed by these steps mutually overlapping one another in order to create a dust-tight seal.
- the cover 11 to be produced has strips 11. These shaping recesses are spaced apart by the dimension A.
- the plastic wires 13 are inserted without tension, plastic wires 13 being used here which have a smooth, closed and low-friction surface (monofilament) and whose material has a melting point which is above the melting point of the material used for the Production of the strips 11 is used. If the injection mold is prepared in this way, it is closed and the melted material for the production of the strips 11 is injected in a conventional manner under high pressure and high temperature.
- the mold is opened and the strips are made together with the molded plastic wires ten 13 out of shape. Due to the smooth, low-friction surface of the plastic wire 13 and the high melting point of the material from which the plastic wires are made, at least their surface, no bond occurs between the material of the plastic wire and the material used to produce the strips 11, so that now the first strips spaced apart from one another by the distance A can be pushed together (arrow 16) until they assume the position shown in FIGS. 2 and 3 relative to one another.
- the arrows 16 indicate this displacement movement, the ends of the plastic wires 13, the ends of which must then be knotted, welded or otherwise tied, while the pushing force required here is being exerted. The closure is thus made ready for use, so to speak.
- Another method provides in this context that, while maintaining the discussed injection mold and its division of the mold cavities, a rubber-elastic, preferably polyfill plastic wire 13 is inserted into the mold before it is closed, the plastic wire 13 being pre-tensioned here, by that amount , which corresponds to the sum of the distances A. If the procedure is as described above after the injection mold has been closed, the pre-tensioned and then relieved rubber-elastic plastic wire 13 pulls the strips 11 injected at a distance from one another after removal from the mold (FIG. 2 and FIG. 3).
- FIG. 4 Another method is illustrated in FIG. 4 in conjunction with FIGS. 5 and 6.
- a plastic wire 13 without pronounced elongation properties and without a special surface condition (poly or monofilament) is used.
- the procedural steps are the same as those described above.
- the individual plastic wire sections lying between adjacent pins 12 are each wound around one of the adjacent pins 12 (FIGS. 5 and 6), so that the length of these plastic wire sections is relatively shortened and the strips 11, which are initially spaced apart, are brought together.
- This procedure must be taken to ensure that the shape spacing A of the individual strips 11 and the length 1 of the plastic wire section between adjacent pins 12 are coordinated accordingly: by wrapping a pin 12 (FIG.
- the plastic wire section can be shortened by an amount that corresponds to the form distance A of the strips 11. This procedure is complex, so that priority must be given to the two procedures discussed above.
- the pins 12 In the drawing (Fig. 5, 6), the pins 12 have a smooth surface for reasons of clarity. In practice, 12 circumferential grooves were provided in this pin, which receive the looping plastic wires. Thanks to the measures described, it has become possible to manufacture a lid-like shutter made of crystal-clear material in the manner of a roller shutter, as it were, in one operation, and yet to obtain a shutter which has sufficient dust-tightness.
- the longitudinal sides of adjacent strips 11 overlap as a result of the gradation 14.
- this requires a higher and therefore more expensive mold effort.
Landscapes
- Closures For Containers (AREA)
- Vacuum Packaging (AREA)
- Packaging Frangible Articles (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Closing Of Containers (AREA)
- Container Filling Or Packaging Operations (AREA)
- Separation Using Semi-Permeable Membranes (AREA)
- Crystals, And After-Treatments Of Crystals (AREA)
Abstract
Description
- Die Erfindung bezieht sich auf einen deckelartigen Verschluß für schachtel- oder kassettenartige Behälter, wobei der Verschluß randseitig in abschnittweise einen gebogenen Verlauf aufweisenden Führungsnuten des Behälters verschiebbar geführt ist und der Verschluß aus einer Vielzahl von mit ihren Längsseiten aneinander anliegenden, lamellenartigen Streifen gleicher Länge besteht und auf ein Verfahren zu seiner Herstellung.
- Es ist bekannt, Schränke oder größere Behälter mit sogenannten Rolladen zu verschließen. Unter Rolladen im Sinne der gegenständlichen Erfindung werden hier flächenhafte Verschlüsse verstanden, die in einer Ebene biegsam sind und die aus einer Vielzahl unmittelbar nebeneinander angeordneter, lamellenartiger Leisten bestehen, die in staubdichter Weise miteinander verbunden sind. In der Regel werden solche Rolläden aus Holzleisten gefertigt, die auf einem festen, textilen Untergrund befestigt, beispielsweise aufgeklebt, sind. Randseitig sind diese Rolläden in Nuten des Schrankes oder des Behälters geführt. In diesem Zusammenhang ist beispielsweise der Rolladen nach der GB-PS 20 640 (A.D. 1913) zu nennen, der aus einzelnen, nebeneinander liegenden Holzleisten besteht, die auf einem starken Leinengewebe aufgeklebt sind, oder der Schachtelverschluß nach der CH-PS 150 999, wobei hier die benachbart liegenden Leisten voneinander etwas distanziert sind. Diese Leisten sind hier mit ihrer Unterseite mit einer Folie verklebt, und darüberhinaus ist auch an der Oberseite eine Folie vorgesehen, die jedoch der Querschnittskontur entlang verläuft. Auch einstückige Rolladenverschlüsse für schachtelartige Behälter sind bekannt (FR-PS 1166 825), die aus einem elastisch verformbaren Material gegossen sind, wobei die Längsschnittkontur eines solchen Verschlusses sägezahnartig ausgestaltet ist, und im Basisbereich dieses Verschlusses ist eine Verstärkungseinlage mit eingegossen. Ein anderer bekannter einstückiger Verschluß (US-PS 1782 110) für einen schachtelartigen Behälter besteht aus einem wellig geprägten Karton, der auf seiner Rückseite mit einem dieser Prägung folgenden Verstärkungsgewebe verklebt ist. Es ist auch bekannt und naheliegend, solche Rolläden einstückig aus Kunststoffen herzustellen, wobei dazu Kunststoffe hoher Biegefestigkeit verwendet werden. Die einzelnen, einander benachbarten Leisten, die einen solchen Rolladen bilden, gehen dann über ein sogenanntes Filmscharnier ineinander über, und Scharnier und Leiste sind aus einem Material einstückig hergestellt. Kunststoffe, die sich dafür eignen und eine hinreichend hohe Biegefestigkeit und eine ausreichende Biegsamkeit aufweisen, sind aber nicht glasklar, ja nicht einmal lichtdurchlässig.
- Es besteht jedoch Bedarf dafür, kassetten- oder schachtelartige Behälter für bestimmte Gebrauchsgegenstände mit solchen "Rolläden" zu verschließen, jedoch besteht die Forderung, daß diese Rolläden lichtdurchlässig, insbesondere glasklar sein müssen, damit der im Behälter befindliche Gegenstand, auch ohne daß der Behälter geöffnet wird, beobachtet und gesehen werden kann. Zur Herstellung solcher Rolläden eignet sich im Prinzip Acrylharz, mit welchem glasartige Produkte herstellbar sind, doch ist dieses Material sehr spröde und zur Fertigung von Filmscharnieren gänzlich ungeeignet. Da darüberhinaus Behälter der hier in Rede stehenden Art relativ klein sind, sind auch die Leisten oder Streifen, die für diesen rolladenartigen Verschluß verwendet werden, relativ dünnwandig, so daß für die konstruktive Gestaltung von Verbindungselementen zwischen den jeweiligen benachbarten Leisten kaum ausreichend Platz zur Verfügung steht.
- Von diesem Stand der Technik und von den geschilderten Erkenntnissen geht die Erfindung aus und zielt darauf ab, deckelartige Verschlüsse nach Rolladen-Bauart vorzuschlagen, die die geschilderten Nachteile nicht aufweisen bzw. die die geforderten Bedingungen erfüllen können, was erfindungsgemäß dadurch gelingt, daß die Streifen aus lichtdurchlässigem, vorzugsweise aus glasklarem Kunststoff gefertigt sind und an ihren beiden äußeren Rändern mittels Kunststoffdrähten miteinander verbunden sind. Da aus hochfesten Materialien zugfeste Kunststoffdrähte von geringem Durchmesser gefertigt werden können, können die randseitigen Bohrungen und Aussparungen für die Aufnahme und für die Durchführung des Kunststoffdrahtes sehr klein gehalten werden.
- Ist der deckelartige Verschluß ferner so aufgebaut, daß die Kunststoffdrähte in jenem Bereich der beiden äußeren Ränder vorgesehen sind, die von den Führungsnuten des Behälters aufgenommen sind, so liegen diese Kunststoffdrähte praktisch zur Gänze in den Führungsnuten des Behälters und sind nicht sichtbar.
- Sind die lamellenartigen Streifen sehr dünn, so ist vorgesehen, daß die lamellenartigen Streifen an ihren Schmalseiten Zapfen tragen, welche im wesentlichen koaxial mit der Längsmittelachse des jeweiligen Streifens liegen und die Kunststoffdrähte mit diesen Zapfen verbunden sind, insbesondere durch diese Zapfen hindurchlaufen (Figur 2). Die Durchmesser der Zapfen, die von den Führungen des Behälters aufgenommen werden, können dabei ohne weiteres etwas größer gemacht werden, als es der Wandstärke der lamellenartigen Streifen entspricht, so daß hier die Durchgangsöffnungen für die Aufnahme der Kunststoffdrähte ohne weiteres untergebracht werden können.
- Damit der deckelartige, nach Art eines Rolladens aufgebaute Verschluß auch staubdicht ist, sind von den unmittelbar aneinander anliegenden Längsseiten benachbarter lamellenartiger Streifen die eine Längsseite als Hohlkehle und die andere dazu korrespondierend bombiert ausgebildet. Um die hier verwendeten Hohlkehlen und Bombierungen zu vermeiden, die aufwendige Spritzgußformen für die Herstellung der Streifen notwendig machen, wenn diese im Spritzgußverfahren hergestellt werden, ist als weitere Maßnahme zur Erzielung eines staubdichten Verschlusses vorgesehen, daß die unmittelbar aneinander anliegenden Längsseiten benachbarter lamellenartiger Streifen eine absatzartige Stufe aufweisen und diese Stufen benachbarter lamellenartiger Streifen sich gegenseitig überlappen (Figur 2).
- Die Abmessungen solcher deckelartigen, nach Art von Rolläden aufgebauten Verschlüsse sind klein, andererseits stellen solche Verschlüsse Massenartikel dar, so daß nach einer einfachen und billigen Herstellungsweise getrachtet werden muß, nach einer Herstellungsweise, nach der der Verschluß sozusagen in einem und als ganzes hergestellt werden kann. Erfindungsgemäß ist dazu vorgesehen, daß gleichzeitig in einem Arbeitsgang mehrere voneinander distanzierte, in einer Ebene mit ihren Längsseiten einander benachbart liegende Streifen in einer Spritzgußform gespritzt werden, in welche die Kunststoffdrähte vor dem Einbringen des Kunststoffes eingelegt worden sind, und die eingelegten Kunststoffdrähte eine geschlossene, glatte, reibungsarme Oberfläche aufweisen und nach dem Öffnen der Spritzgußform und nach dem Entformen der darin hergestellten, voneinander distanzierten, mittels der Kunststoffdrähte randseitig verbundenen Streifen diese bei gespannten Kunststoffdrähte gegeneinander verschoben werden (Figur 4). Eine andere zweckmäßige Verfahrensweise besteht darin, daß gleichzeitig in einem Arbeitsgang mehrere voneinander distanzierte, in einer Ebene mit ihren Längsseiten einander benachbart liegende Streifen in einer Spritzgußform gespritzt werden, in welche die gummielastischen Kunststoffdrähte unter Vorspannung vor dem Einbringen des Kunststoffes eingelegt worden sind und nach dem Öffnen der Spritzgußform und nach dem Entformen der darin hergestellten, voneinander distanzierten, mittels der vorgespannten, gummielastischen Kordeln randseitig verbundenen Streifen die Kunststoffdrähte entlastet werden, wodurch die ursprünglich voneinander getrennten Streifen sich mit ihren Längsseiten aneinanderlegen.
- Nach einer weiteren zweckmäßigen Maßnahme ist vorgesehen, daß gleichzeitig in einem Arbeitsgang mehrere voneinander distanzierte, in einer Ebene mit ihren Längsseiten einander benachbart liegende Streifen in einer Spritzgußform gespritzt werden, in welche die Kunststoffdrähte vor dem Einbringen des Kunststoffes eingelegt worden sind und nach dem Abschluß des Spritzvorganges und nach dem Öffnen der Spritzgußform und nach dem Entformen der darin hergestellten, voneinander distanzierten, mittels der Kunststoffdrähte randseitig verbundenen Streifen die zwischen benachbarten Streifen befindlichen Kunststoffdrahtabschnitte zur relativen Verkürzung der zwischen benachbarten Streifen vorhandenen Abstände um die seitlichen Zapfen geschlungen werden (Figur 5, 6).
- Unabhängig davon, welche Verfahrensweise vorgesehen ist, in allen Fällen ist es zweckmäßig, darauf zu achten, daß die Schmelztemperatur des Materials für die Streifen und die Schmelztemperatur zumindest des Oberflächenmaterials der Kunststoffdraht unterschiedlich gewählt werden, wobei letztere höher ist als jene des Materials für die Streifen.
- Anhand der Zeichnung werden Ausführungsbeispiele der Erfindung erörtert, um die Erfindung näher zu veranschaulichen. Es zeigen:
- Figur 1 in Schrägsicht einen aus Acrylglasteilen gebildeten Behälter mit einem nach Art eines Rolladens aufgebauten, deckelartigen und durchsichtigen Verschluß;
- Figur 2 drei benachbart liegende Streifen des Verschlusses in Seitensicht und in Figur 3 in Draufsicht, beide in einem gegenüber Figur 1 erheblich vergrößerten Maßstab;
- Figur 4 eine Draufsicht auf eine Hälfte der Spritzgußform;
- Die Figuren 5 und 6 die Ansicht und die Draufsicht auf ein weiteres Ausführungsbeispiel.
- Figur 1 zeigt in Schrägsicht einen kassettenartigen Behälter 1, der aus Acrylglasteilen hergestellt ist. Er besitzt einen Boden 2 und Seitenwände 3, 4, 5 und 6, welche miteinander fest verbunden sind. In den beiden parallel zueinander liegenden Seitenwänden 4 und 5 ist je eine Führungsnut 7 vorgesehen, wobei jede dieser Führungsnuten zwei parallel verlaufende, gerade Äste und einen diese Äste verbindenden Bogen aufweist. Diese Führungsnuten nehmen die Ränder des deckelartigen, nach Art eines Rolladens aufgebauten Verschlusses 8 auf, wobei der vorderste lamellenartige Streifen dieses Verschlusses noch zusätzlich eine Griffleiste 10 besitzt. Auch die den Verschluß bildenden, lamellenartigen Streifen 11 sind aus glasklarem Acrylglas gefertigt.
- Detaildarstellungen in einem gegenüber Figur 1 stark vergrößerten Maßstab veranschaulichen die Figuren 2 und 3, die die drei vordersten Streifen 11 des Verschlusses 8 in Seitensicht und Draufsicht zeigen. Jeder Streifen 11 besitzt stirnseitig einen Zapfen 12, dessen Durchmesser etwas größer ist als die Stärke des Streifens. Durch diese Zapfen 12 verlaufen beidseitig Kunststoffdrähte 13, die die Streifen 11 zusammenhalten. An ihren Längsseiten besitzen diese einzelnen Streifen 11 Stufungen 14, wobei sich die durch diese Stufungen gebildeten Absätze gegenseitig überdecken, um so einen staubdichten Verschluß zu schaffen.
- Um einen solchen Verschluß als Massenartikel rationell herstellen zu können, sind folgende Verfahrensmaßnahmen vorgesehen:
- In einer mindestens zweiteiligen Spritzgußform, von der in Figur 4 nur die eine Hälfte 15 in Draufsicht dargestellt ist, sind so viele formgebende Aussparungen vorgesehen, wie der herzustellende Deckel Streifen 11 besitzt. Diese formgebenden Aussparungen sind voneinander um das Maß A distanziert. Bevor die Spritzgußform verschlossen wird, werden die Kunststoffdrähte 13 spannungslos eingelegt, wobei hier Kunststoffdrähte 13 verwendet werden, die eine glatte, geschlossene und reibungsarme Oberfläche besitzen (monofil) und deren Material einen Schmelzpunkt hat, der oberhalb des Schmelzpunktes jenes Materials liegt, das für die Herstellung der Streifen 11 eingesetzt wird. Ist die Spritzgußform in dieser Weise vorbereitet, so wird sie verschlossen, und das aufgeschmolzene Material für die Herstellung der Streifen 11 wird in herkömmlicher Weise unter hohem Druck und hoher Temperatur eingespritzt. Sobald das eingespritzte Material die Formhöhlungen gefüllt hat und hinreichend erstarrt ist, wird die Form geöffnet, und die Streifen werden zusammen mit den umspritzten Kunststoffdräh ten 13 aus der Form genommen. Aufgrund der glatten, reibungsarmen Oberfläche des Kunststoffdrahtes 13 und des hohen Schmelzpunktes des Materials, aus dem die Kunststoffdrähte bestehen, zumindest deren Oberfläche, tritt zwischen dem Material dem Kunststoffdraht und dem zur Herstellung der Streifen 11 dienenden Material keine Bindung ein, so daß nunmehr die vorerst voneinander um den Abstand A distanzierten Streifen zusammengeschoben werden können (Pfeil 16), bis sie die aus den Figuren 2 und 3 ersichtliche Lage gegeneinander einnehmen. Die Pfeile 16 deuten diese Verschiebebewegung an, wobei während der Ausübung der hier notwendigen Schubkraft die Enden der Kunststioffdrähte 13 festgehalten werden müssen, deren Enden anschließend verknotet, verschweißt oder anderweitig abgebunden werden. Damit ist der Verschluß sozusagen verbrauchsfertig hergestellt.
- Ein anderes Verfahren sieht in diesem Zusammenhang vor, daß unter Beibehaltung der erörterten Spritzgußform und ihrer Aufteilung der Formhöhlungen ein gummielastischer, vorzugsweise polyfiler Kunststoffdraht 13 vor dem Verschließen der Form in diese eingelegt wird, wobei hier der Kunststoffdraht 13 vorgespannt wird, und zwar um jenes Maß, das der Summe der Abstände A entspricht. Wird nach dem Schließen der Spritzgußform in der oben geschilderten Weise verfahren, so zieht nach dem Entformen der vorgespannte und anschließend entlastete gummielastische Kunststoffdraht 13 die mit Abstand voneinander gespritzten Streifen 11 zusammen (Figur 2 und Figur 3). Gegenüber der erstbesprochenen Bauart (Verwendung eines Kunststoffdrahtes 13 ohne ausgeprägtes gummielastisches Verhalten) ist hier jedoch ein gewisser Nachteil in Kauf zu nehmen, der darin besteht, daß bei der Ausübung einer Zugkraft auf den Verschluß es unter anderem nicht vermeidbar ist, daß zwischen benachbarten Leisten Spalte aufklaffen.
- Eine weitere Verfahrensmöglichkeit veranschaulicht Figur 4 in Verbindung mit den Figuren 5 und 6. Hier wird ein Kunststoffdraht 13 ohne ausgeprägte Dehnungseigenschaften und ohne besondere Oberflächenbeschaffenheit (poly- oder monofil) verwendet. Die Verfahrensschritte sind vorerst gleich jenen, wie sie oben geschildert worden sind. Nach dem Entformen werden jedoch die einzelnen, zwischen benachbarten Zapfen 12 liegenden Kunststoffdrahtabschnitte um jeweils einen der benachbarten Zapfen 12 gewickelt (Figur 5 und Figur 6), so daß dadurch die Länge dieser Kunststoffdrahtabschnitte relativ verkürzt und damit die vorerst voneinander distanzierten Streifen 11 zusammengebracht werden. Bei dieser Verfahrensweise ist darauf zu achten, daß der Formabstand A der einzelnen Streifen 11 und die Länge 1 des Kunststoffdrahtabschnittes zwischen benachbarten Zapfen 12 entsprechend aufeinander abgestimmt werden: Durch das Umschlingen eines Zapfens 12 (Figur 5) ist der Kunststoffdrahtabschnitt um ein Maß zu verkürzen, das dem Formabstand A der Streifen 11 entspricht. Dieses Verfahren ist aufwendig, so daß den beiden vorstehend erörterten Verfahren wohl der Vorrang einzuräumen ist. In der Zeichnung (Fig. 5, 6) besitzen die Zapfen 12 eine glatte Oberfläche aus Gründen der Anschaulichkeit. In der Praxis wurden in diesem Zapfen 12 umlaufende Nuten vorgesehen, die die umschlingenden Kunststoffdrähte aufnehmen.
Dank der geschilderten Maßnahmen ist es möglich geworden, einen deckelartigen, nach Art eines Rolladens aufgebauten Verschluß aus glasklarem Material sozusagen in einem Arbeitsgang zu fertigen und dennoch einen Verschluß zu erhalten, der eine ausreichende Staubdichtheit aufweist. - Bei den gezeigten und beschriebenen Ausführungsbeispielen überlappen sich die Längsseiten benachbarter Streifen 11 infolge der Stufung 14. Grundsätzlich ist es möglich, die Staubdichtheit auch dadurch zu erreichen, daß von den unmittelbar aneinander anliegenden Längsseiten benachbarter lamellenartiger Streifen die eine als Hohlkehle und die andere dazu korrespondierend bombiert ausgebildet wird. Dies erfordert aber einen höheren und damit kostspieligeren Formenaufwand.
Claims (14)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT1664/89 | 1989-07-10 | ||
| AT1664/89A AT392245B (de) | 1989-07-10 | 1989-07-10 | Deckelartiger verschluss fuer schachtel- oder kassettenartige behaelter und verfahren zu seiner herstellung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0407833A1 true EP0407833A1 (de) | 1991-01-16 |
| EP0407833B1 EP0407833B1 (de) | 1993-02-17 |
Family
ID=3518320
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90112419A Expired - Lifetime EP0407833B1 (de) | 1989-07-10 | 1990-06-29 | Deckelartiger Verschluss für schachtel- oder kassettenartige Behälter und Verfahren zu seiner Herstellung |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0407833B1 (de) |
| AT (2) | AT392245B (de) |
| DE (1) | DE59000894D1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1997024046A1 (en) * | 1995-12-28 | 1997-07-10 | Jackson, Robert, Patrick | Hand luggage with sliding shutter |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007021208B4 (de) | 2007-05-05 | 2009-03-05 | Metso Lindemann Gmbh | Maschine zur Reststoffbearbeitung |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB191320640A (en) * | 1913-09-12 | 1914-07-02 | Fireproof Fibre Building Board | Improvements in Boxes and the like. |
| US1782110A (en) * | 1929-01-26 | 1930-11-18 | Wetzler Arnold | Box |
| CH150999A (fr) * | 1930-11-28 | 1931-11-30 | Jahnle Firmin Antoine | Récipient à dispositif de fermeture à rideau et procédé pour sa fabrication. |
| US2692698A (en) * | 1952-07-26 | 1954-10-26 | Neil S Waterman | Container and closure therefor |
| FR1166825A (fr) * | 1957-01-25 | 1958-11-17 | Boîte à usages multiples | |
| DE3608277A1 (de) * | 1986-03-12 | 1987-09-17 | Siemens Ag | Bereitschaftstasche fuer tragbare, insbesondere fernmeldetechnische geraete |
-
1989
- 1989-07-10 AT AT1664/89A patent/AT392245B/de not_active IP Right Cessation
-
1990
- 1990-06-29 EP EP90112419A patent/EP0407833B1/de not_active Expired - Lifetime
- 1990-06-29 DE DE9090112419T patent/DE59000894D1/de not_active Expired - Fee Related
- 1990-06-29 AT AT90112419T patent/ATE85778T1/de active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB191320640A (en) * | 1913-09-12 | 1914-07-02 | Fireproof Fibre Building Board | Improvements in Boxes and the like. |
| US1782110A (en) * | 1929-01-26 | 1930-11-18 | Wetzler Arnold | Box |
| CH150999A (fr) * | 1930-11-28 | 1931-11-30 | Jahnle Firmin Antoine | Récipient à dispositif de fermeture à rideau et procédé pour sa fabrication. |
| US2692698A (en) * | 1952-07-26 | 1954-10-26 | Neil S Waterman | Container and closure therefor |
| FR1166825A (fr) * | 1957-01-25 | 1958-11-17 | Boîte à usages multiples | |
| DE3608277A1 (de) * | 1986-03-12 | 1987-09-17 | Siemens Ag | Bereitschaftstasche fuer tragbare, insbesondere fernmeldetechnische geraete |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1997024046A1 (en) * | 1995-12-28 | 1997-07-10 | Jackson, Robert, Patrick | Hand luggage with sliding shutter |
Also Published As
| Publication number | Publication date |
|---|---|
| DE59000894D1 (de) | 1993-03-25 |
| AT392245B (de) | 1991-02-25 |
| ATA166489A (de) | 1990-08-15 |
| ATE85778T1 (de) | 1993-03-15 |
| EP0407833B1 (de) | 1993-02-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102005060035B4 (de) | Reißverschluß | |
| DE7633664U1 (de) | Diaraehmchen | |
| DE4230738C2 (de) | Verfahren zum Herstellen einer Scharnierverbindung an einem Kunststoffgehäuse | |
| DE19911379A1 (de) | Kabelbinder und Verfahren zur Herstellung von Kabelbindern | |
| DE1704639B2 (de) | Mehrfach-Pflanzenbehälter | |
| DE1045640B (de) | Zweiteilige Spritzgussform zur Herstellung von Formstuecken aus thermoplastischen Kunststoffen mit einer biegsamen Einlage | |
| EP0163913B1 (de) | Preiskassette | |
| EP0412493A2 (de) | Verfahren zur Herstellung von Karten | |
| EP0407833B1 (de) | Deckelartiger Verschluss für schachtel- oder kassettenartige Behälter und Verfahren zu seiner Herstellung | |
| DE2816045B1 (de) | Zweischaliger Behaelter,insbesondere Koffer | |
| DE4412359C1 (de) | Fachteiler für Organisationskästen | |
| DE2903432C2 (de) | Scharnier | |
| DE69307868T2 (de) | Schnellbindendes Kettenglied für eine kabeltragende Kette | |
| DE3219999A1 (de) | Reissverschluss und verfahren zu seiner herstellung | |
| DE29605580U1 (de) | Endkantenabschluß für Fensterbänke | |
| DE8500645U1 (de) | Kunststoffbehälter aus zwei gleichen Teilen | |
| EP0635620B1 (de) | Profil mit offenem Querschnitt insbesondere für Rolläden | |
| DE2121878A1 (de) | Einweg-Schalung, insbesondere für Betonteile | |
| DE3401096A1 (de) | Fuehrungsschienenprofil fuer rolltorblaetter | |
| DE20117733U1 (de) | Verschlusselementeband | |
| DE8018011U1 (de) | Tortenverpackung | |
| DE3703307C1 (en) | Shower partition panel made of plastic | |
| DE3310652C1 (de) | Rolladenpanzer | |
| DE3201253C2 (de) | Kunststoff-Spritzgießform oder Preßform mit einem verschiebbar geführten Formteil | |
| DE2438283A1 (de) | Kette |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19901123 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT CH DE ES FR GB IT LI NL |
|
| 17Q | First examination report despatched |
Effective date: 19911125 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT CH DE ES FR GB IT LI NL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 19930217 Ref country code: GB Effective date: 19930217 Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19930217 Ref country code: FR Effective date: 19930217 Ref country code: NL Effective date: 19930217 |
|
| REF | Corresponds to: |
Ref document number: 85778 Country of ref document: AT Date of ref document: 19930315 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 59000894 Country of ref document: DE Date of ref document: 19930325 |
|
| EN | Fr: translation not filed | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 19930217 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19940607 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19940614 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19940628 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19950629 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19950630 Ref country code: CH Effective date: 19950630 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19960301 |