EP0407247A1 - Textilmaterial für Verstärkungseinlagen - Google Patents
Textilmaterial für Verstärkungseinlagen Download PDFInfo
- Publication number
- EP0407247A1 EP0407247A1 EP90401691A EP90401691A EP0407247A1 EP 0407247 A1 EP0407247 A1 EP 0407247A1 EP 90401691 A EP90401691 A EP 90401691A EP 90401691 A EP90401691 A EP 90401691A EP 0407247 A1 EP0407247 A1 EP 0407247A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- textile
- interlining
- intended
- layer
- layers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000004753 textile Substances 0.000 title claims abstract description 81
- 229920000642 polymer Polymers 0.000 claims abstract description 14
- 239000000853 adhesive Substances 0.000 claims abstract description 13
- 230000001070 adhesive effect Effects 0.000 claims abstract description 13
- 238000004519 manufacturing process Methods 0.000 claims description 18
- 238000000034 method Methods 0.000 claims description 6
- 238000010036 direct spinning Methods 0.000 claims 1
- 239000010410 layer Substances 0.000 description 45
- 239000000835 fiber Substances 0.000 description 12
- 239000004744 fabric Substances 0.000 description 8
- 238000004448 titration Methods 0.000 description 8
- 229920002994 synthetic fiber Polymers 0.000 description 7
- 239000000203 mixture Substances 0.000 description 5
- 238000005507 spraying Methods 0.000 description 4
- 239000012209 synthetic fiber Substances 0.000 description 4
- 238000005303 weighing Methods 0.000 description 4
- 206010029216 Nervousness Diseases 0.000 description 3
- 241001465754 Metazoa Species 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 230000004888 barrier function Effects 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 238000004132 cross linking Methods 0.000 description 2
- 238000009940 knitting Methods 0.000 description 2
- 238000003475 lamination Methods 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 239000002759 woven fabric Substances 0.000 description 2
- 230000037303 wrinkles Effects 0.000 description 2
- 240000002132 Beaucarnea recurvata Species 0.000 description 1
- 241000283707 Capra Species 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 241000208202 Linaceae Species 0.000 description 1
- 235000004431 Linum usitatissimum Nutrition 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 239000011247 coating layer Substances 0.000 description 1
- 238000005108 dry cleaning Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000010409 ironing Methods 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 238000009987 spinning Methods 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000011282 treatment Methods 0.000 description 1
- 238000009827 uniform distribution Methods 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
Images
Classifications
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D27/00—Details of garments or of their making
- A41D27/02—Linings
- A41D27/06—Stiffening-pieces
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M17/00—Producing multi-layer textile fabrics
- D06M17/04—Producing multi-layer textile fabrics by applying synthetic resins as adhesives
- D06M17/06—Polymers of vinyl compounds
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/2481—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.] including layer of mechanically interengaged strands, strand-portions or strand-like strips
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/2481—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.] including layer of mechanically interengaged strands, strand-portions or strand-like strips
- Y10T428/24818—Knitted, with particular or differential bond sites or intersections
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/24826—Spot bonds connect components
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3472—Woven fabric including an additional woven fabric layer
- Y10T442/3602—Three or more distinct layers
- Y10T442/3667—Composite consisting of at least two woven fabrics bonded by an interposed adhesive layer [but not two woven fabrics bonded together by an impregnation which penetrates through the thickness of at least one of the woven fabric layers]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/40—Knit fabric [i.e., knit strand or strip material]
- Y10T442/488—Including an additional knit fabric layer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/659—Including an additional nonwoven fabric
- Y10T442/671—Multiple nonwoven fabric layers composed of the same polymeric strand or fiber material
Definitions
- the invention relates to a textile for interlining and its manufacturing process.
- It relates more particularly to textiles intended for the interlining of the fronts of clothing, collars of blouses and shirts, plastrons, co-plastrons, reinforcements of plastrons or cover plates.
- the object of the present invention is the production of a textile intended for interlining consisting of several textile layers, the properties of the complex being able to be determined by the choice of the properties of each of the layers.
- the invention relates to a textile intended for interlining of the type comprising two knitted, woven or nonwoven textile layers.
- the nonwoven textile layer (s) are joined to one another by an adhesive composed of crosslinkable polymers sprayed hot.
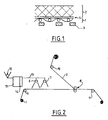
- the textile intended for the interlining comprises two textile layers 1, 2. It may optionally include a thermoadhesive coating layer 3.
- the first textile layer 1 is knitted or woven. It constitutes a textile support.
- the second layer 2 is a non-woven sheet.
- the textile support 1 is of the same type as the fabrics usually used in the field of interlining. It can be produced with synthetic fibers, for example polyesters or polyamides or with natural or artificial fibers.
- This support is woven or preferably knitted. It can then include a frame.
- the texture and the titration of the threads which compose it are adapted so as to give it the qualities of nervousness, flexibility, elasticity, resistance which contribute to the properties of the textile intended for the interlining which incorporates them.
- the nonwoven sheet (s) 2 are made of synthetic, artificial or natural fibers, carded, oriented or not, chosen according to the volume and the feel of the textile complex that one seeks to produce.
- the fiber titration can vary from 0.3 decitex for the production of light interlining up to 10 to 15 decitex for the production of heavy interlining, for example intended for breastplates.
- the nonwoven sheet (s) 2 can be obtained by direct “spun” spinning or by "melt-blown” blown melt. This ply may be partially needled, it may also undergo thermal bonding or any other form of bonding.
- the nonwoven sheet (s) 2 are joined to the knitted or woven textile support 1 by an adhesive 4 composed of crosslinkable polymers sprayed hot.
- crosslinkable polymers are known in the textile field as being able to be sprayed while hot.
- they can be polyurethanes, polyamides or polyesters.
- polymers will be used whose crosslinking takes place in contact with the ambient medium, for example under the effect of humidity.
- the adhesive constitutes a thin layer which has great flexibility and therefore does not affect the flexibility and feel of the composite textile intended for the interlining which incorporates it.
- this layer of adhesive does not constitute a gas barrier.
- a very open textile support which may be a woven knit.
- the two layers of the complex are woven or knitted.
- the knitting mainly provides the volume and the feel of the interlining and the grid mainly contributes to its flexibility and resilience.
- the first layer 1 is brought through the intermediary of the cylinder 9 in contact with the second layer 2 guided by the cylinder 10.
- the cylinder-counter-cylinder assembly 8 ensures the setting in contact with the two layers 1, 2.
- the first layer 1 is coated with an adhesive composed of crosslinkable polymers sprayed hot by the injectors 6 and 7.
- the polymers 12 are introduced into the furnace 13 where they are brought to their melting temperature and they are then sent under pressure by the pump 14 via pipes 15 to the injectors 6 and 7.
- the crosslinking polymers 12 in an ambient medium ensure the joining of the nonwoven layer 2 on the textile support 1. After guiding by the roller 11, the textile intended for the interlining thus produced is wound for storage.
- hot spraying of polymers although producing a thin adhesive layer, ensures good solisarization of the two textile layers, capable of withstanding all the treatments to which the textiles intended for interlining. In particular, they resist washing, dry cleaning, ironing, ...
- thermoadhesive layer Such a layer is intended to carry out the lamination of the interlining on a drapery or a lining. Using the technique described above, the thermoadhesive layer remains at a temperature below the temperature to which it is brought during the lamination and its properties are therefore not affected.
- compositions are given by way of example and other embodiments are possible within the scope of the invention.
- the various adhesives mentioned above can be used to make the composite textile of the invention or to implement the process.
- First layer woven fabric weighing approximately 200 g / m2 comprising a cotton warp having a density of 2,400 threads per meter, composed of threads having a titration of 20 Tex and a weft having a density of 1,400 threads per meter, composed of a mixture of animal fibers (goat hair, flax, ponytail hair) and cellulosic fibers.
- Second layer non-woven tablecloth composed of synthetic fibers with a count of approximately 3 decitex.
- This tablecloth has a weight of around 100g / m2, it is needled beforehand, thermally bonded or reinforced with a knitted fabric.
- the textile thus obtained has great nervousness in the weft direction and good resilience. Its volume and feel are mainly produced by the nonwoven web. This textile is more particularly intended for the production of faceplates.
- First layer warp knitted fabric with weft insertion, weighing approximately 60g / m2.
- the knitting is of the warp type, made of continuous multifilament synthetic yarns having a density of approximately 600 to 1,200 columns per meter and a titration of 20 to 50 decitex.
- the weft is made with synthetic, artificial or natural fibers.
- the density of the weft threads is around 900 to 1,300 threads per meter, their titration is around 30 to 70 decitex.
- Second layer non-woven sheet having a weight of approximately 25 g / m2 made up of thermally bonded synthetic fibers, a sheet of fibers obtained by the "melt blown" technique (Melt Blown), or chemically bonded cellulosic fibers.
- the textile thus obtained is dimensionally stable, it is wrinkle-resistant and has a good volume. It is particularly well suited to the production of fusible linings.
- it can be coated with a discontinuous thermoadhesive layer, deposited either on the face of the nonwoven web or on the side of the woven warp knit. This textile then avoids the drawbacks resulting from the creep of the polymers of the thermoadhesive layer through their support.
- First layer Fabric with a weight of approximately 70g / m2 consisting of: . either a fabric composed of cellulosic yarns, or a mixture of yarns of synthetic, animal or artificial fibers; the titration of the wires is of the order of 30 Tex, their density is approximately from 1,400 to 2,000 wires per meter; . or a warp knit incorporating a long weft and having a ply of straight yarns in the warp direction.
- the fabric is then produced with multifilament synthetic yarns with a titration of 20 to 50 decitex having a density of approximately 900 columns per meter.
- the long weft is made up of synthetic, artificial or cellulosic threads or a mixture of these fibers, with a titration of 20 to 50 decitex and a density of around 1,200 columns per meter.
- the ply of straight warp threads (capstan) is composed of synthetic, artificial or cellulosic threads or a mixture of these fibers, having a count of about 25 Tex and a density of about 900 threads per meter.
- Second layer depending on the properties sought, it consists of: - a nonwoven of thermally bonded synthetic fibers weighing approximately 50g / m2; - a nonwoven of needled artificial fibers weighing approximately 20g / m2; - a nonwoven reinforced with a knitted fabric; - a woven mesh textile similar to that usable for the first layer; - a woven fabric similar to that used for the first layer.
- the textile thus obtained is stable, wrinkle-resistant. It has a volume and a resilience which allow when using it for the manufacture of faceplates to avoid the use of a free faceplate.
- thermoadherent interlining comprising reinforced zones.
- a textile layer and one or more nonwoven plies of different widths are also possible according to the invention.
- These same properties can also be varied in the weft direction by combining a second textile layer 2 with a first on only certain areas of the latter.
- the two textile layers 1 and 2 have the same width, the second layer is coated by hot spraying and cut into strips during its advancement.
- the first continuously advancing textile layer is associated as described above with a strip of the second textile layer, the advancement of which is then stopped. After a determined advancement of the first layer without association with the second, the association is again achieved.
- a complex is thus obtained alternately comprising one or two textile layers and therefore having variable properties in the direction of the weft which is particularly appreciated for the production of faceplates and for multi-horizontal front interlining.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Manufacturing Of Multi-Layer Textile Fabrics (AREA)
- Details Of Garments (AREA)
- Laminated Bodies (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Artificial Filaments (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Vehicle Interior And Exterior Ornaments, Soundproofing, And Insulation (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8908723A FR2649866B1 (fr) | 1989-06-29 | 1989-06-29 | Textile destine a l'entoilage et son procede de fabrication |
| FR8908723 | 1989-06-29 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0407247A1 true EP0407247A1 (de) | 1991-01-09 |
| EP0407247B1 EP0407247B1 (de) | 1995-11-29 |
Family
ID=9383280
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90401691A Expired - Lifetime EP0407247B1 (de) | 1989-06-29 | 1990-06-15 | Textilmaterial für Verstärkungseinlagen |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US5424114A (de) |
| EP (1) | EP0407247B1 (de) |
| JP (1) | JPH0340802A (de) |
| AT (1) | ATE130731T1 (de) |
| DE (1) | DE69023822T2 (de) |
| DK (1) | DK0407247T3 (de) |
| ES (1) | ES2081953T3 (de) |
| FR (1) | FR2649866B1 (de) |
| GR (1) | GR3018898T3 (de) |
| IE (1) | IE71685B1 (de) |
| PT (1) | PT94515B (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2763482A1 (fr) * | 1997-05-26 | 1998-11-27 | Picardie Lainiere | Entoilage thermocollant a filaments de gros titrage |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6579403B2 (en) | 1996-08-30 | 2003-06-17 | Springs Industries, Inc. | Textile products constructed using curable adhesive threadless sewing and processes for producing same |
| DE20012275U1 (de) | 2000-07-10 | 2001-01-11 | Textec Construct GmbH Technische Textilien und Werkstoffe, 32805 Horn-Bad Meinberg | Versteifungsmaterial |
| NL1021065C2 (nl) * | 2002-07-12 | 2004-01-20 | Goede Beheer B V L | Werkwijze voor het lamineren van textiel. |
| CN110996703A (zh) * | 2017-09-05 | 2020-04-10 | 日东纺绩株式会社 | 粘合衬和层压复合材料 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE526940A (de) * | ||||
| FR2001893A1 (de) * | 1968-02-14 | 1969-10-03 | Freudenberg Carl Fa | |
| FR2157880A2 (de) * | 1971-10-28 | 1973-06-08 | Kufner Textilwerke Kg | |
| US3808088A (en) * | 1969-12-29 | 1974-04-30 | Goodrich Co B F | Spot bonded laminates |
| US4696850A (en) * | 1986-03-25 | 1987-09-29 | Firma Carl Freudenberg | Iron-on interlining composite of knit layer and nonwoven layer of similar structure |
| EP0331215A2 (de) * | 1988-03-01 | 1989-09-06 | Stork Brabant B.V. | Verfahren zum Beschichten von Textilien |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2330814A (en) * | 1929-03-30 | 1943-10-05 | Minnesota Mining & Mfg | Composite sheet material and method of making the same |
| US3129466A (en) * | 1958-09-19 | 1964-04-21 | Johnson & Johnson | Reinforced nonwoven fabrics and methods and apparatus of making the same |
| GB8408838D0 (en) * | 1984-04-05 | 1984-05-16 | Young D C | Abrading material |
| US5294479A (en) * | 1992-08-03 | 1994-03-15 | Precision Custom Coatings, Inc. | Non-woven interlining |
-
1989
- 1989-06-29 FR FR8908723A patent/FR2649866B1/fr not_active Expired - Fee Related
-
1990
- 1990-06-15 ES ES90401691T patent/ES2081953T3/es not_active Expired - Lifetime
- 1990-06-15 AT AT90401691T patent/ATE130731T1/de not_active IP Right Cessation
- 1990-06-15 DK DK90401691.2T patent/DK0407247T3/da active
- 1990-06-15 EP EP90401691A patent/EP0407247B1/de not_active Expired - Lifetime
- 1990-06-15 DE DE69023822T patent/DE69023822T2/de not_active Expired - Fee Related
- 1990-06-25 IE IE228290A patent/IE71685B1/en not_active IP Right Cessation
- 1990-06-27 PT PT94515A patent/PT94515B/pt not_active IP Right Cessation
- 1990-06-28 JP JP2168577A patent/JPH0340802A/ja active Pending
-
1994
- 1994-02-10 US US08/194,637 patent/US5424114A/en not_active Expired - Fee Related
-
1996
- 1996-02-01 GR GR960400296T patent/GR3018898T3/el unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE526940A (de) * | ||||
| FR2001893A1 (de) * | 1968-02-14 | 1969-10-03 | Freudenberg Carl Fa | |
| US3808088A (en) * | 1969-12-29 | 1974-04-30 | Goodrich Co B F | Spot bonded laminates |
| FR2157880A2 (de) * | 1971-10-28 | 1973-06-08 | Kufner Textilwerke Kg | |
| US4696850A (en) * | 1986-03-25 | 1987-09-29 | Firma Carl Freudenberg | Iron-on interlining composite of knit layer and nonwoven layer of similar structure |
| EP0331215A2 (de) * | 1988-03-01 | 1989-09-06 | Stork Brabant B.V. | Verfahren zum Beschichten von Textilien |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2763482A1 (fr) * | 1997-05-26 | 1998-11-27 | Picardie Lainiere | Entoilage thermocollant a filaments de gros titrage |
| EP0880909A1 (de) * | 1997-05-26 | 1998-12-02 | Lainiere De Picardie | Einbügelbarer Einlagestoff aus Filamenten von grossen Titern |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2649866B1 (fr) | 1993-09-17 |
| GR3018898T3 (en) | 1996-05-31 |
| ATE130731T1 (de) | 1995-12-15 |
| FR2649866A1 (fr) | 1991-01-25 |
| IE71685B1 (en) | 1997-02-26 |
| DK0407247T3 (da) | 1996-02-12 |
| IE902282A1 (en) | 1991-01-16 |
| EP0407247B1 (de) | 1995-11-29 |
| DE69023822T2 (de) | 1996-05-09 |
| PT94515B (pt) | 1998-04-30 |
| PT94515A (pt) | 1992-02-28 |
| IE902282L (en) | 1990-12-29 |
| JPH0340802A (ja) | 1991-02-21 |
| ES2081953T3 (es) | 1996-03-16 |
| DE69023822D1 (de) | 1996-01-11 |
| US5424114A (en) | 1995-06-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0390622B1 (de) | Thermoplastisches Textil für ein Gewebe und Verfahren für die Herstellung | |
| US20100178829A1 (en) | Composite fabric and a method and apparatus for manufacturing the same | |
| FR2548228A1 (fr) | Triplure textile ayant des proprietes anisotropes et procede pour sa realisation | |
| EP0880909B1 (de) | Einbügelbarer Einlagestoff aus Filamenten von grossen Titern | |
| CN106906569A (zh) | 天然纤维与化学纤维多层梳理复合无纺布基材的制备方法 | |
| FR2711151A1 (fr) | Support pour entoilage comportant une nappe de fibres entremêlées dans des fils de trame et son procédé de fabrication. | |
| CA2011687C (fr) | Textile thermocollant destine a l'entoilage et son procede de fabrication | |
| FR2668177A1 (fr) | Support textile, tisse ou tricote trame, pour entoilage thermocollant. | |
| EP0407247B1 (de) | Textilmaterial für Verstärkungseinlagen | |
| EP0193479B1 (de) | Textile Armierung für Schichtstoffe und Verfahren zu ihrer Herstellung | |
| FR2673204A1 (fr) | Textile d'entoilage composite et son procede de fabrication. | |
| EP0080946B1 (de) | Gewirkter Einlagestoff zur Versteifung von Kleidungsstücken, Verfahren zur Herstellung und Anwendung dieser Einlagestoffe | |
| KR101122674B1 (ko) | 3차원 입체형상 직물 및 이의 제조방법 | |
| CN109881522A (zh) | 适用于高车速高线压压榨用造纸毛毯及其制备方法 | |
| KR20020012138A (ko) | 강화 스레드 제조 방법 | |
| FR2710078A1 (fr) | Support textile biodégradable, en tricot maille trame, pour entoilage thermocollant. | |
| EP2443949A1 (de) | Thermoverklebter Einlagestoff zur Verstärkung eines Teils eines Textilartikels | |
| CA2020064A1 (fr) | Textile destine a l'entoilage et son procede de fabrication | |
| JPH0625939A (ja) | 熱収縮性織編物 | |
| CN205556962U (zh) | 自粘合型针织物 | |
| JP2674130B2 (ja) | 特殊布帛および衣料 | |
| KR100883851B1 (ko) | 열융착사를 혼합한 헤드타이용 직물지의 제조방법 | |
| IT201900005680A1 (it) | Tessuto bio-ceramico a pelo e metodo per la sua fabbricazione | |
| EP1136003A1 (de) | Einbügelbares Textiles Trägermaterial und Verfahren zur Herstellung desselben | |
| JPH04343755A (ja) | 編カーペットの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19901122 |
|
| 17Q | First examination report despatched |
Effective date: 19930921 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 130731 Country of ref document: AT Date of ref document: 19951215 Kind code of ref document: T |
|
| ITF | It: translation for a ep patent filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19951130 |
|
| REF | Corresponds to: |
Ref document number: 69023822 Country of ref document: DE Date of ref document: 19960111 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: E. BLUM & CO. PATENTANWAELTE |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2081953 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: FG4A Free format text: 3018898 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19980602 Year of fee payment: 9 Ref country code: GB Payment date: 19980602 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GR Payment date: 19980610 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19980616 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 19980622 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19980626 Year of fee payment: 9 Ref country code: FR Payment date: 19980626 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19980629 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19980630 Year of fee payment: 9 Ref country code: ES Payment date: 19980630 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19980806 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19980810 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BOVARD AG PATENTANWAELTE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990615 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990615 Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990615 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990615 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19990629 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990630 Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990630 Ref country code: FR Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19990630 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990630 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990630 |
|
| BERE | Be: lapsed |
Owner name: S.A. LAINIERE DE PICARDIE Effective date: 19990630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000101 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19990615 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| EUG | Se: european patent has lapsed |
Ref document number: 90401691.2 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20000101 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000503 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20010503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050615 |