EP0399337A1 - Mehrfachwerkzeughalter für Stanzstempel - Google Patents
Mehrfachwerkzeughalter für Stanzstempel Download PDFInfo
- Publication number
- EP0399337A1 EP0399337A1 EP19900109135 EP90109135A EP0399337A1 EP 0399337 A1 EP0399337 A1 EP 0399337A1 EP 19900109135 EP19900109135 EP 19900109135 EP 90109135 A EP90109135 A EP 90109135A EP 0399337 A1 EP0399337 A1 EP 0399337A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tool carrier
- punch
- ram
- multitool
- punches
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000008878 coupling Effects 0.000 claims 4
- 238000010168 coupling process Methods 0.000 claims 4
- 238000005859 coupling reaction Methods 0.000 claims 4
- 238000006073 displacement reaction Methods 0.000 claims 1
- 230000000452 restraining effect Effects 0.000 claims 1
- 230000006835 compression Effects 0.000 description 4
- 238000007906 compression Methods 0.000 description 4
- 238000004080 punching Methods 0.000 description 4
- 230000013011 mating Effects 0.000 description 3
- 229910000906 Bronze Inorganic materials 0.000 description 2
- 230000000712 assembly Effects 0.000 description 2
- 238000000429 assembly Methods 0.000 description 2
- 239000010974 bronze Substances 0.000 description 2
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/02—Punching blanks or articles with or without obtaining scrap; Notching
- B21D28/12—Punching using rotatable carriers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/02—Punching blanks or articles with or without obtaining scrap; Notching
- B21D28/12—Punching using rotatable carriers
- B21D28/125—Punching using rotatable carriers with multi-tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/02—Dies; Inserts therefor; Mounting thereof; Moulds
- B30B15/028—Loading or unloading of dies, platens or press rams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/02—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses using a ram exerting pressure on the material in a moulding space
- B30B11/08—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses using a ram exerting pressure on the material in a moulding space co-operating with moulds carried by a turntable
Definitions
- This invention concerns tool holders and mor particularly holders for carrying punches in punch presses particularly punch presses having rotary turrets carrying punches to enable automated punch changing.
- punch presses having upper and lower turret plates respectively carrying a circumferential array of punches and mating dies able to be selectively indexed to a punch ram. This enables automated changing of punches and dies in the operation of the punch press.
- the punches have also been mounted and driven to enable indexing about their own axis in order to change the orientation of the punch for a given punching operation.
- An example of such indexed tool holder is described in U.S. Patent 4,412,469 issued on November 1, 1983 for "Turret Punch Presses Having Tool Holders Rotatably Mounted in the Turrets".
- punch holders be able to generate sufficient stripping forces to insure reliable punching, i.e., to exert punch withdrawl forces after punch penetration of the workpiece has occurred.
- the present invention comprises a multitool punch holder of the rotary indexing type in which a tool carrier cylinder is provided mounted in an axially fixed sleeve rotatable about its axis by an indexing drive.
- the tool carrier is formed with a plurality of axial bores arranged about the carrier rotary axis, each bore adapted to slidably receive a punch stem rod, each having a punch at the lower end thereof.
- Each punch stem is formed with a plunger portion protruding above the tool carrier and indexable beneath a protruberance formed on the punch ram so as to be selectively driven as the ram is reciprocated.
- a stripper spring surrounding each punch stem resists advancing by the ram stroke, and acts as a stripping spring to withdraw the associated punch after workpiece penetration.
- the ram is secured to the tool carrier by a head member telescoped into the tool carrier, axially movable therein against the resistance of a compression spring serving to maintain each punch stem rod below the ram drive feature during indexing of the tool holder.
- a stripper plate is mounted to the lower face of the tool carrier, and engages the workpiece as the ram strokes to initiate driving of a selected stem and punch beneath the ram drive feature.
- This multitool punch holder assembly has the advantage of providing a multitool selection but of a simple and reliable configuration, and at the same time generating adequate punch stripping forces.
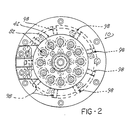
- FIGURES 1 and 2 illustrate the multitool punch holder 10 according to the present invention, shown installed in the upper turret plate 12 of a rotary turret punch press.
- the press ram 14 is formed with a tee slot 16 which received a tee shaped head 18 of a tee member 20 included in the holder assembly 10.
- the tee member 20 is telescopically received into a cylindrical tool carrier 22 by a mounting rod 24 threaded at 25 into the lower end of tee member 20, having a head 26 seated against an endwall 28 in a bore 30 formed in the tool carrier 22 slidably receiving the mounting rod 24.
- a return compression spring 32 encircles the mounting rod 24 and is seated against endwall 34 of the bore 36 slidably receiving the tee member 20. This urges the tool carrier 22 downwardly to be lowered away from the ram 14 prior to stroking of the ram, as shown in FIGURE 1.
- the tool carrier 22 is mounted in an index sleeve 40 so as to be axially movable therein, but locked against relative rotation by a key 42 secured to the tool carrier 22 with a screw 44, and mating with a keyway slot 46 formed in the index sleeve 40.
- the tool carrier 22 is formed with a series of twelve axial bores 48 spaced radially outward from the centerline of the tool carrier, in a circumferential array.
- Each bore 48 is adapted to receive a punch stem rod 50, extending parallel to each other, having an upper plunger end 52 guided through a bronze bushing 54 and protruding above the upper end face of the tool carrier 22.
- a retainer plate 56 is secured to the end face 56 with screws 58, keeps the punch stem rods 50 in position in the bores 48.
- a stripper spring 62 encircles each punch stem rod 50, and is seated against a thrust washer 64 abutting a shoulder 66 in the lower section of bore 48 and shoulder 68 of the stem rod 50.
- the stripper springs 62 also act against a thrust washer 70 beneath the bronze bushing 54. Downward movement of the stem rods 50 is resisted by compression of the stripper springs 62 by snap rings 60 acting on thrust washer 72 and bushing 54 and thrust washer 70.
- the stem rods 50 each include a threaded section 74 received in a punch 76 alternatively, 76 the stem rods 50 and punches 76 may be made one piece to reduce costs.
- An antirotation dowel 78 maintains the orientation of the punch 76.
- a urethane stripper end cap 80 is secured with capscrews 82 and dowels 84 to the lower end face 86 of the tool carrier with punch openings 88 alinged with each punch 76, preferably formed by the punches themselves in the initial cycle of operation.
- the index sleeve 40 is rotatably received in a bushing sleeve 90 fixed in the upper turret plate 12 with capscrews 92.
- the index sleeve 40 is restrained axially by means of a flange 94 resting on flange 96 of the bushing sleeve 90, but free to rotate.
- the tool carrier 22 rotates with the index sleeve 40, but is axially movable therein.
- a series of spring plunger assemblies 98 yieldably retains the tool carrier 22 axially within the index sleeve 40.
- the index sleeve 40 is adapted to be rotationally driven to index each stem rod end 52 beneath an asymetric ram engagement feature 100 extending radially out from the main shape of the ram 14 to lie above a single stem rod end 52. This thereby enables selective punching by ram descending motion with a single selected punch 78 indexed to that position.
- index drive arrangement 103 mating with a vee block drive feature 102 attached to the upper side of flange 94
- index drive 103 could include a drive wedge axially movable on a plate to seat in the vee block drive feature 102, the drive wedge driven by a worm to enable rotation to index the tool carrier 22.
- a "home" detent comprised of a spring plunger assembly 110 seats in a pocket 112 in the flange 96 of bushing 90.
- the punch holder assembly 10 is located initially by seating of the spring plunger 110, which prevents unintended movement out of the home position even if a considerably delay occurs prior to the initial indexing cycle.
- the turret plate 12 is rotated to engage the ram 14 with the head member 20.
- the indexing drive is activated to bring a selected one of the stem rod 50 beneath the ram engagement feature 100.
- the ram 16 is then stroked, causing tool carrier 22 to descend with the head member 20 until the stripper plate 80 engages the surface of a workpiece.
- the head member 20 continues to descend with the ram, telescoping by sliding into the bore 36 against the resistance of compression spring 32.
- the ram feature 100 descends to engage the protruding end 52 of the stem rod 50 located therebelow. This causes the attached punch 76 to be driven through the workpiece against the resistance of the encircling stripper spring 62.
- the stripper spring 62 forces the stem rod 50 upward to withdraw the attached punch 76 from the workpiece.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Punching Or Piercing (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US35525289A | 1989-05-22 | 1989-05-22 | |
| US355252 | 1989-05-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0399337A1 true EP0399337A1 (de) | 1990-11-28 |
| EP0399337B1 EP0399337B1 (de) | 1994-08-10 |
Family
ID=23396783
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90109135A Expired - Lifetime EP0399337B1 (de) | 1989-05-22 | 1990-05-15 | Mehrfachwerkzeughalter für Stanzstempel |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0399337B1 (de) |
| JP (1) | JP2720576B2 (de) |
| CA (1) | CA2016724C (de) |
| DE (1) | DE69011411T2 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7326008B2 (en) * | 2004-12-10 | 2008-02-05 | Danly Iem, Llc | Servo tapping unit with built in shock protection |
| CN102806280A (zh) * | 2012-08-20 | 2012-12-05 | 厦门先海电气设备有限公司 | 一种数控转塔冲床 |
| WO2017060241A1 (de) * | 2015-10-07 | 2017-04-13 | Pass Stanztechnik Ag | Mehrfachwerkzeug für eine stanzvorrichtung |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI685387B (zh) * | 2014-08-12 | 2020-02-21 | 德商派斯機械製品股份公司 | 複式工具 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4569267A (en) * | 1982-11-06 | 1986-02-11 | Trumpf Gmbh & Co. | Multitool punch mechanism |
| WO1988009232A1 (en) * | 1987-05-22 | 1988-12-01 | Tower Machine Tools Limited | Rotatable multi-tool holder and a machine tool provided with such a holder |
| DE3720777A1 (de) * | 1987-06-24 | 1989-01-05 | Behrens Ag C | Revolverschneidpresse |
-
1990
- 1990-05-14 CA CA002016724A patent/CA2016724C/en not_active Expired - Fee Related
- 1990-05-15 EP EP90109135A patent/EP0399337B1/de not_active Expired - Lifetime
- 1990-05-15 DE DE69011411T patent/DE69011411T2/de not_active Expired - Lifetime
- 1990-05-22 JP JP2130433A patent/JP2720576B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4569267A (en) * | 1982-11-06 | 1986-02-11 | Trumpf Gmbh & Co. | Multitool punch mechanism |
| WO1988009232A1 (en) * | 1987-05-22 | 1988-12-01 | Tower Machine Tools Limited | Rotatable multi-tool holder and a machine tool provided with such a holder |
| DE3720777A1 (de) * | 1987-06-24 | 1989-01-05 | Behrens Ag C | Revolverschneidpresse |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7326008B2 (en) * | 2004-12-10 | 2008-02-05 | Danly Iem, Llc | Servo tapping unit with built in shock protection |
| CN102806280A (zh) * | 2012-08-20 | 2012-12-05 | 厦门先海电气设备有限公司 | 一种数控转塔冲床 |
| CN102806280B (zh) * | 2012-08-20 | 2015-05-06 | 福建先海电气设备有限公司 | 一种数控转塔冲床 |
| WO2017060241A1 (de) * | 2015-10-07 | 2017-04-13 | Pass Stanztechnik Ag | Mehrfachwerkzeug für eine stanzvorrichtung |
| US10730094B2 (en) | 2015-10-07 | 2020-08-04 | Pass Stanztechnik Ag | Multi-tool |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2720576B2 (ja) | 1998-03-04 |
| CA2016724C (en) | 1999-04-27 |
| EP0399337B1 (de) | 1994-08-10 |
| DE69011411T2 (de) | 1995-03-30 |
| DE69011411D1 (de) | 1994-09-15 |
| CA2016724A1 (en) | 1990-11-22 |
| JPH0390225A (ja) | 1991-04-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4998958A (en) | Multitool punch holder | |
| US4929276A (en) | Multitool punch holder | |
| US4569267A (en) | Multitool punch mechanism | |
| US4602541A (en) | Punch press with means for rotating the workpiece and method of using same and tooling therefor | |
| US4489584A (en) | Single stroke, draw and trim die assembly | |
| US3296905A (en) | Compressive stripping unit and indexing type nibbling punch for turret punch presses and the like | |
| EP0875310B1 (de) | Revolver zum Werkzeugwechsel in Stanzpressen | |
| EP0541959B1 (de) | Schneidwerkzeughalter mit Abstreifvorrichtung | |
| EP0399339B1 (de) | Markierungswerkzeughalter für eine Stanzpresse | |
| JP2945682B2 (ja) | 打抜き工具用のツールホルダー | |
| US5848563A (en) | Multiple tool for punch press | |
| US4869141A (en) | Punch press with rotary ram and method of operating same | |
| CA1229036A (en) | Vertical pierce die | |
| US5211095A (en) | Arrangement enabling variably oriented punching with each tool in a multiple tool holder | |
| EP0399337B1 (de) | Mehrfachwerkzeughalter für Stanzstempel | |
| WO1988009232A1 (en) | Rotatable multi-tool holder and a machine tool provided with such a holder | |
| CA2016723C (en) | Punch holder with a stripper arrangement | |
| US4043169A (en) | Triple action cupping tool | |
| US3709082A (en) | Simultaneous multiple side punching apparatus | |
| CN115179014A (zh) | 一种电机轴传动齿轮压合装置及其方法 | |
| US3371514A (en) | Indexing apparatus | |
| CN1311929C (zh) | 一种斜楔模具及用其形成一个部件的方法 | |
| SU1263400A1 (ru) | Устройство дл обработки участков стенок полых осесимметричных изделий | |
| JP3203827B2 (ja) | タレットパンチプレス | |
| SU1581463A1 (ru) | Совмещенный штамп |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): CH DE FR GB IT LI |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MURATA MACHINERY LTD. |
|
| 17P | Request for examination filed |
Effective date: 19910426 |
|
| 17Q | First examination report despatched |
Effective date: 19930322 |
|
| RAP3 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MURATA MACHINERY LTD. |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI |
|
| REF | Corresponds to: |
Ref document number: 69011411 Country of ref document: DE Date of ref document: 19940915 |
|
| ITF | It: translation for a ep patent filed | ||
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20050519 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20050524 Year of fee payment: 16 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060531 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060531 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20070131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060531 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20090525 Year of fee payment: 20 Ref country code: IT Payment date: 20090527 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20090522 Year of fee payment: 20 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20100514 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20100515 |