EP0367642B1 - Procédé et dispositif de formage d'un flan de tôle notamment pour réaliser un masque de tube cathodique obtenu selon ce procédé - Google Patents
Procédé et dispositif de formage d'un flan de tôle notamment pour réaliser un masque de tube cathodique obtenu selon ce procédé Download PDFInfo
- Publication number
- EP0367642B1 EP0367642B1 EP89402656A EP89402656A EP0367642B1 EP 0367642 B1 EP0367642 B1 EP 0367642B1 EP 89402656 A EP89402656 A EP 89402656A EP 89402656 A EP89402656 A EP 89402656A EP 0367642 B1 EP0367642 B1 EP 0367642B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sheet
- punch
- die
- metal blank
- clamping member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000002184 metal Substances 0.000 title claims description 25
- 238000000034 method Methods 0.000 title claims description 11
- 238000007493 shaping process Methods 0.000 title description 3
- 230000002093 peripheral effect Effects 0.000 claims description 43
- 238000006073 displacement reaction Methods 0.000 claims description 5
- 239000000463 material Substances 0.000 claims description 4
- 230000007935 neutral effect Effects 0.000 claims description 4
- 239000011159 matrix material Substances 0.000 description 12
- 239000000835 fiber Substances 0.000 description 9
- 230000000694 effects Effects 0.000 description 7
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 208000035388 Ring chromosome 22 syndrome Diseases 0.000 description 2
- 230000000295 complement effect Effects 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 230000000630 rising effect Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000001939 inductive effect Effects 0.000 description 1
- 238000005554 pickling Methods 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000005482 strain hardening Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000000930 thermomechanical effect Effects 0.000 description 1
Images






Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J9/00—Apparatus or processes specially adapted for the manufacture, installation, removal, maintenance of electric discharge tubes, discharge lamps, or parts thereof; Recovery of material from discharge tubes or lamps
- H01J9/20—Manufacture of screens on or from which an image or pattern is formed, picked up, converted or stored; Applying coatings to the vessel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/10—Stamping using yieldable or resilient pads
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J9/00—Apparatus or processes specially adapted for the manufacture, installation, removal, maintenance of electric discharge tubes, discharge lamps, or parts thereof; Recovery of material from discharge tubes or lamps
- H01J9/02—Manufacture of electrodes or electrode systems
- H01J9/14—Manufacture of electrodes or electrode systems of non-emitting electrodes
- H01J9/142—Manufacture of electrodes or electrode systems of non-emitting electrodes of shadow-masks for colour television tubes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J2229/00—Details of cathode ray tubes or electron beam tubes
- H01J2229/07—Shadow masks
- H01J2229/0722—Frame
Definitions
- the subject of the present invention is a method and a device for forming a sheet blank, in particular for producing a cathode ray tube mask.
- the sheet blank is held at its peripheral part and one acts on the central part of the latter under the action of lowering or raising a punch which gradually forms the blank by falling off the peripheral edge.
- the peripheral part undergoes a shrinking given the decrease in the perimeter from the outside, while the central part is expanding.
- One is therefore led to avoid the formation of folds to increase the pressure under the blank holder, which leads to increasing the tensile force to be exerted on the central part as a function of the peripheral forces and consequently the elongation of the metal in this part.
- the masks for cathode ray tubes are produced from an extra-thin sheet metal blank comprising at its central part a network of micro-perforations which have to meet extremely severe requirements regarding the positioning and shape of the perforations.
- the masks for cathode ray tubes have been produced by conventional drawing of the central part with punch and die, in heating the peripheral part of the sheet blank to a suitable temperature to make the latter more ductile and therefore favor its deformation by limiting the tensile force in the central part.
- heating has the disadvantage of causing the appearance of oxides and requiring pickling and cooling in the central part of the sheet blank.
- the object of the invention is to provide a cold-working method of forming a sheet blank and producing, in a single operation, the curve of the central part and the falling or lifting of the peripheral zone of the sheet blank. , without deforming the network of perforations, while avoiding the drawbacks of the calorific contribution mentioned above.
- the energy of the peripheral deformation is therefore no longer of thermo-mechanical origin, but of mechanical origin.
- the invention also relates to a device for forming a sheet blank, in particular for producing a cathode-ray tube mask, on a press comprising a die and a punch supported by an upper sole by means of an intermediate sole.
- a member for clamping the periphery of the sheet metal blank characterized in that the die and the punch are made of a deformable material and in that it comprises means for exerting in localized areas a mechanical action on the member clamping by bringing in the lateral direction the opposite elements of the clamping member, means of vertical displacement of the clamping member relative to the punch-die assembly and a deformable peripheral blade to control buckling and unwind the peripheral part of the sheet blank along the side walls of the punch or die in order to obtain the final fallen edge.
- Fig. 1 represents a sheet blank 1 of very small thickness from which a cathode-ray tube mask is produced.
- This sheet blank has a central part provided with a network of micro-perforations and a peripheral part 1b not perforated.
- the mask produced after forming therefore has its central part 1a corresponding to the network of curved micro-perforations and its peripheral edge 1b raised, as appears in FIG. 2.
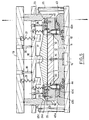
- the forming device shown in FIG. 3 for producing a cathode-ray tube mask comprises a lower sole 10 on which a base of matrix 11 rests. This base of matrix 11 is provided at its central part with an imprint 12.
- the forming device Above the bottom of the matrix 11, the forming device comprises a deformable matrix 13 which rests on the bottom of the matrix 11 by its peripheral part 14.
- the matrix 13 is connected by a rod 15 to a locking system 16 constituted for example by a jack.
- the forming device also comprises a deformable punch 17 supported by an intermediate sole 18 which is itself supported by an upper sole 19 by means of balusters 20 slidably mounted in said upper sole. Compression springs 21 are interposed between the two soles 18 and 19.
- the die 13 and the punch 17 are made of deformable material and the underside of the punch 17 may include a peripheral ring 22 intended to prevent the sliding of the sheet blank outward when it is formed.
- the upper sole 19 supports cams 23 which pass through the sole 18 through the openings 24.
- Each cam 23 has on its inner face specific profiles 23a, 23b and 23c.
- the forming device comprises around the die 13 and the punch 17 and at the level of the plane of separation of these two elements, a peripheral clamping member 30 intended to clamp to a small width the peripheral part 1b of the sheet blank 1.
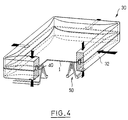
- This clamping member 30 made for example of composite material consists of an upper clamp 31 and a lower clamp 32 and has the shape of a frame as shown in FIG. 4.
- the upper clamp 31 is supported by a plate 33, by means of the screws 34 arranged inside the oblong holes 35 provided in the upper clamp 31, so as to allow lateral movement of said clamp relative to the plate 33.
- This plate 33 is supported by the intermediate sole 18 by balusters 36 slidably mounted in said sole. Compression springs 37 are interposed between the plate 33 and the midsole 18.
- the upper clamp 31 has an inclined lateral face 31a intended to cooperate with the inclined face 23c of the cams 23, in order to exert in localized areas, a lateral mechanical action on the clamping member 30.
- the lower clamp 32 comprises on the one hand guide rods 38 intended to penetrate holes 39 provided inside the upper clamp 31 and on the other hand pins 40 uniformly distributed around the periphery of the clamp 32 and intended to center the sheet blank 1.
- the pins 40 penetrate into holes 41 provided in the upper clamp 31 when the clamping member 30 is closed.
- the lower clamp 32 is supported by a frame 42 resting on counter-cams 43 which are themselves in abutment on the lower flange 10.
- the frame 42 has an external inclined face 42a.
- Each cam follower 43 has on its upper face a first inclined face 43a intended to cooperate with the inclined face 23a of the cams 23, a second inclined face 43b intended to cooperate with the inclined face 42a of the frame 42, and a third inclined face 43c intended to cooperate with complementary means 50 to orient the buckling, as will be seen later.
- Springs 44 are arranged between the bottom of the die 11 and each cam follower 43.
- the complementary means for orienting the buckling can be constituted by a deformable peripheral blade 50, inserted between the die 13 and the lower clamp 32 to orient the buckling of the free part 1b of the sheet blank 1 in a uniform manner and in the same direction.
- the blade 50 is constituted by an elastic blade made for example of composite material.
- a first part 50a of the blade 50 is supported on a support 51 in the form of a frame and surrounding the matrix bottom 11.
- the support 51 comprises a vertical wall plate 51a in contact with the outer wall of the die bottom 11 and a horizontal base plate 51b contiguous to an edge of the wall plate at a right angle thereto.
- the base plate 51b has its lower face 51c inclined at the same slope as the inclined face 43c of the cams 43.
- a second part 50b of the blade 50 is supported on a pusher 52 formed by a vertical plate whose lower end rests on the base plate 51b of the support 51.
- Springs 53 are disposed between the wall plate 51a and the plate 52 so as to keep said plates spaced apart and in contact respectively with the outer wall of the die bottom 11 and with the inner lateral wall of the lower clamp 32.
- the blade 50 has been shown below the sheet blank 1, which leads to a lifting of the edge, but it is obvious that one can conceive of a symmetrical version in which the edge has fallen using a blade arranged above the blank and which is used to print a downward movement.
- the sheet blank 1 is formed as follows.
- the sheet blank 1 is placed on the matrix 13 so that a small width of its peripheral edge also rests on the lower clamp 32 inside the zone delimited by the pins 40.
- the real average fiber of the sheet blank 1 is placed in a position relative to the neutral fiber of the assembly constituted by the punch 17 and the matrix 13 as can generate at least in localized areas of said sheet blank, an adjustable internal stress available to cancel any stresses induced by external phenomena such as thermal expansion and vibrations generated by acoustic, magnetic and other phenomena.
- the deformation is exerted with respect to the average fiber of the metal constituting the sheet blank to have a homogeneous deformation and so as not to deteriorate the precision of the micro-perforations in the central part of the sheet blank.
- the upper part of the blade 50 is supported below the peripheral zone 1b of the sheet blank (FIG. 6).
- controlled buckling of the free part 1b of the sheet blank is carried out between the punch 17 and the clamping member 30.
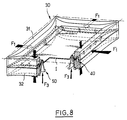
- the intermediate sole 18 being in abutment on the columns 25 and while maintaining by the clamping member 30 the peripheral part 1b of the sheet blank 1 under the action of the springs 37, it is exerted on localized zones clamps 31 and 32 of the clamping member 30, a mechanical action illustrated by the arrows F1 ( Figures 7 to 9).
- this mechanical action on each opposite branch of the clamping member 30 has the effect of inducing, by means of the small pins 40, a pushing action on the peripheral part of the sheet blank which is entirely original by compared to a conventional stamping operation carried out under the pulling action exerted by the blank under the punch.
- the bringing together of the opposite branches of the clamping member 30 causes on the part free 1b of the sheet blank 1, controlled buckling.
- This oriented buckling and occurring around the mean fiber of the sheet blank is carried out in such a way that the deformation of the peripheral zone of the sheet blank corresponds to a flow of the material, such as the thickness of the blank and the perimeter of the latter be kept substantially constant.
- This mechanical action also causes a simultaneous movement of bringing the two parts 50a and 50b of the blade 50 illustrated by the arrows F2 and rising from the top of the blade 50 illustrated by the arrow F3 ( Figures 7 and 8).
- the role of this combined movement of raising and moving the blade 50 is to orient the buckling of the free part 1b of the sheet blank 1 located between the punch-die assembly and the clamping member 30.
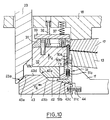
- the next phase of the process (FIGS. 10 and 11) consists in unwinding the edge 1b of the sheet blank 1 by translation in a simultaneous upward movement of the clamping member 30 and the blade 50 respectively according to arrows F4 and F5.
- the cams 23 impart via the inclined faces 23a and 43a a movement transverse to the cams 43 against the springs 44.
- the transverse movement F6 of the cams 43 in turn simultaneously prints an upward movement F4 to l clamping member 30 via the inclined face 43b of said cams and the inclined face 42a of the frame 42 and an upward movement F5 to the blade 50 via the inclined face 43c of the cams and of the inclined face 51c of the support 51.
- the slope of the inclined face 43b is greater than that of the inclined face 43c so as to obtain a vertical displacement of the clamping member 30 faster than that of the blade 50.
- the end of the free edge 1b of the sheet metal blank 1 is pressed against the side wall of the punch 17 by mounting the blade 50.
- the upper sole 19 is ascent which causes the device to open by raising the cams 23, the midsole 18, the punch 17 and the upper clamp 31.
- the jack 16 is always kept at bottom dead center to avoid the rising of the matrix 13 which would cause a deformation of the sheet blank 1 formed.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Forging (AREA)
- Treatment Of Fiber Materials (AREA)
- Physical Vapour Deposition (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Description
- La présente invention a pour objet un procédé et un dispositif de formage d'un flan de tôle notamment pour réaliser un masque de tube cathodique.
- Dans un procédé classique de formage d'un flan de tôle, on tient le flan de tôle à sa partie périphérique et on agit sur la partie centrale de ce dernier sous l'action de descente ou de montée d'un poinçon qui forme progressivement le flan en tombant le bord périphérique. Dans ce procédé, la partie périphérique subit un rétreint compte-tenu de la diminution du périmètre en partant de l'extérieur, alors que la partie centrale est en expansion. On est donc conduit pour éviter la formation de plis à accroître la pression sous serre-flan, ce qui conduit à accroître la force de traction à exercer sur la partie centrale en fonction des efforts périphériques et par voie de conséquence l'allongement du métal dans cette partie.
- Or ceci est inacceptable pour certaines applications dans lesquelles on ne peut tolérer de déformation par allongement, en particulier dans le cas de tôles extra-minces ou/et perforées notamment pour des masques de tubes cathodiques.
- En effet, on sait que les masques pour tubes cathodiques sont réalisés à partir d'un flan de tôle extra-mince comportant à sa partie centrale un réseau de micro-perforations devant répondre à des exigences extrêmement sévères de positionnement et de forme des perforations.
- Jusqu'à présent, les masques pour tubes cathodiques sont réalisés par un emboutissage classique de la partie centrale avec poinçon et matrice, en chauffant la partie périphérique du flan de tôle à une température adaptée pour rendre cette dernière plus ductile et donc favoriser sa déformation en limitant l'effort de traction dans la partie centrale.
- Mais, le chauffage a toutefois pour inconvénient de provoquer l'apparition d'oxydes et de nécessiter un décapage et un refroidissement dans la partie centrale du flan de tôle.
- Par ailleurs, pour tenir compte de l'allongement du métal sous l'effet du poinçon dans l'opération d'emboutissage, il était nécessaire de donner aux micro-perforations réalisées par un procédé d'attaque chimique sur le flan de tôle une forme initiale spécifique telle que ces dernières aient, après emboutissage, la forme désirée.
- L'invention a pour but de fournir un procédé fonctionnant à froid, de formage d'un flan de tôle et réalisant, en une seule opération, le galbe de la partie centrale et le tombage ou le relevage de la zone périphérique du flan de tôle, sans déformer le réseau de perforations, tout en évitant les inconvénients de l'apport calorifique mentionné précédemment.
- L'énergie de la déformation périphérique n'est dont plus d'origine thermo-mécanique, mais d'origine mécanique.
- On connaît également dans le US-A-3 296 850, un procédé de formage d'un masque de tube cathodique à partir d'un flan de tôle, dans lequel on dispose le flan de tôle entre un poinçon et une matrice, on tient la partie périphérique du flan de tôle sur une faible largeur dans un organe de serrage périphérique, on serre la partie centrale du flan de tôle entre le poinçon et la matrice et on rabat la partie périphérique du flan de tôle en déplaçant l'organe de serrage périphérique.
- L'invention a pour objet un procédé de formage d'un flan de tôle, notamment pour réaliser un masque de tube cathodique, sur une presse, selon lequel:
- on dispose le flan de tôle entre un poinçon et une matrice,
- on tient la partie périphérique du flan de tôle sur une faible largeur dans un organe de serrage périphérique,
- on serre la partie centrale du flan de tôle entre le poinçon et la matrice,
caractérisé en ce que : - on forme, selon un galbe déterminé, la partie centrale du flan de tôle en déformant le poinçon et la matrice sous l'effet d'une semelle supérieure, de façon à placer la fibre moyenne du flan de tôle dans une position déterminée par rapport à la fibre neutre de l'ensemble poinçon et matrice, tel que l'on puisse engendrer, au moins dans des zones localisées dudit flan de tôle, une contrainte interne réglable,
- on exerce, sur des zones localisées de l'organe de serrage, une action mécanique en rapprochant dans la direction latérale les éléments opposés dudit organe de serrage pour réaliser sur la partie libre du flan de tôle située entre l'ensemble poinçon - matrice et l'organe de serrage, un flambage contrôlé orienté par une action motrice sur la partie périphérique du flan de tôle, tout en conservant une épaisseur et un périmètre sensiblement constants du flan de tôle,
- et simultanément on applique et on déroule la zone périphérique du flan de tôle le long des parois latérales du poinçon ou de la matrice, par un mouvement relatif de l'organe de serrage par rapport au poinçon ou à la matrice pour obtenir le bord tombé final.
- L'invention a également pour objet un dispositif de formage d'un flan de tôle, notamment pour réaliser un masque de tube cathodique, sur une presse comprenant une matrice et un poinçon supporté par une semelle supérieure par l'intermédiaire d'une semelle intermédiaire, un organe de serrage de la périphérie du flan de tôle, caractérisé en ce que la matrice et le poinçon sont réalisés en un matériau déformable et en ce qu'il comporte des moyens pour exercer dans des zones localisées une action mécanique sur l'organe de serrage en rapprochant dans la direction latérale les éléments opposés de l'organe de serrage, des moyens de déplacement vertical de l'organe de serrage par rapport à l'ensemble poinçon - matrice et une lame périphérique déformable pour contrôler le flambage et dérouler la partie périphérique du flan de tôle le long des parois latérales du poinçon ou de la matrice afin d'obtenir le bord tombé final.
- L'invention sera mieux comprise à l'aide de la description qui va suivre, donnée uniquement à titre d'exemple et faite en se référant aux dessins annexés, sur lesquels :
- la Fig. 1 et une vue en perspective d'un flan de tôle à partir duquel est réalisé un masque de tube cathodique,
- la Fig. 2 est une vue en perspective d'un masque formé,
- la Fig. 3 est une vue en coupe du dispositif selon un mode de réalisation de l'invention,
- la Fig. 4 est une vue en perspective schématique de l'organe de serrage de la partie périphérique du flan de tôle et des moyens d'orientation du flambage de la partie libre dudit flan,
- les Fig. 5 à 11 sont des vues en coupe montrant les étapes successives de formage d'un masque.
- La Fig. 1 représente un flan de tôle 1 de très faible épaisseur à partir duquel est réalisé un masque de tube cathodique. Ce flan de tôle comporte une partie centrale la munie d'un réseau de micro-perforations et une partie périphérique 1b non perforée.
- Le masque réalisé après formage a donc sa partie centrale 1a correspondant au réseau de micro-perforations galbé et son bord périphérique 1b relevé, comme cela apparaît à la figure 2.
- Le dispositif de formage représenté à la figure 3 pour réaliser un masque de tube cathodique comporte une semelle inférieure 10 sur laquelle repose un fond de matrice 11. Ce fond de matrice 11 est muni à sa partie centrale d'une empreinte 12.
- Au-dessus du fond de matrice 11, le dispositif de formage comporte une matrice déformable 13 qui repose sur le fond de matrice 11 par sa partie périphérique 14.
- La matrice 13 est reliée par une tige 15 à un système de verrouillage 16 constitué par exemple par un vérin.
- Le dispositif de formage comprend également un poinçon déformable 17 supporté par une semelle intermédiaire 18 qui est elle-même supportée par une semelle supérieure 19 par l'intermédiaire de colonnettes 20 montées coulissantes dans ladite semelle supérieure. Des ressorts de compression 21 sont interposés entre les deux semelles 18 et 19.
- La matrice 13 et le poinçon 17 sont réalisés en matériau déformable et la face inférieure du poinçon 17 peut comporter un jonc périphérique 22 destiné à empêcher le glissement du flan de tôle vers l'extérieur au moment de son formage.
- D'autre part, la semelle supérieure 19 supporte des cames 23 qui traversent la semelle 18 par les ouvertures 24.
- Chaque came 23 comporte sur sa face intérieure des profils spécifiques 23a, 23b et 23c.
- La course verticale de la semelle intermédiaire 18 et par conséquent du poinçon 17 est limitée par des colonnes 25 montées sur la semelle inférieure 10.
- Le dispositif de formage comporte autour de la matrice 13 et du poinçon 17 et au niveau du plan de séparation de ces deux éléments, un organe de serrage périphérique 30 destiné à serrer sur une faible largeur la partie périphérique 1b du flan de tôle 1. Cet organe de serrage 30 réalisé par exemple en matériau composite est constitué d'une pince supérieure 31 et d'une pince inférieure 32 et a la forme d'un cadre comme représenté à la figure 4.
- La pince supérieure 31 est supportée par un plateau 33, par l'intermédiaire des vis 34 disposées à l'intérieur des trous oblongs 35 prévus dans la pince supérieure 31, de façon à permettre un déplacement latéral de ladite pince par rapport au plateau 33. Ce plateau 33 est supporté par la semelle intermédiaire 18 par des colonnettes 36 montées coulissantes dans ladite semelle. Des ressorts de compression 37 sont interposés entre le plateau 33 et la semelle intermédiaire 18.
- Enfin, la pince supérieure 31 comporte une face latérale inclinée 31a destinée à coopérer avec la face inclinée 23c des cames 23, pour exercer dans des zones localisées, une action mécanique latérale sur l'organe de serrage 30.
- La pince inférieure 32 comporte d'une part des tiges de guidage 38 destinées à pénétrer dans des trous 39 prévus à l'intérieur de la pince supérieure 31 et d'autre part des pions 40 uniformément répartis sur le pourtour de la pince 32 et destinés à centrer le flan de tôle 1. Les pions 40 pénétrent dans des trous 41 prévus dans la pince supérieure 31 lorsque que l'organe de serrage 30 est fermé.
- La pince inférieure 32 est supportée par un cadre 42 reposant sur des contre-cames 43 qui sont elles-mêmes en appui sur la semelle inférieure 10. Le cadre 42 comporte une face inclinée extérieure 42a.
- Chaque contre-came 43 comporte sur sa face supérieure une première face inclinée 43a destinée à coopérer avec la face inclinée 23a des cames 23, une deuxième face inclinée 43b destinée à coopérer avec la face inclinée 42a du cadre 42, et une troisième face inclinée 43c destinée à coopérer avec des moyens complémentaires 50 pour orienter le flambage, comme on le verra ultérieurement.
- Des ressorts 44 sont disposés entre le fond de matrice 11 et chaque contre-came 43.
- Les moyens complémentaires pour orienter le flambage peuvent être constitués par une lame périphérique 50 déformable, insérée entre la matrice 13 et la pince inférieure 32 pour orienter le flambage de la partie libre 1b du flan de tôle 1 de façon uniforme et dans le même sens.
- La lame 50 est constituée par une lame élastique réalisée par exemple en matériau composite.
- Selon un mode de réalisation illustré dans la présente demande, une première partie 50a de la lame 50 est en appui sur un support 51 en forme de cadre et entourant le fond de matrice 11. Le support 51 comporte une plaque de paroi 51a verticale en contact avec la paroi extérieure du fond de matrice 11 et une plaque de base horizontale 51b contiguë à un bord de la plaque de paroi en faisant un angle droit avec celle-ci. La plaque de base 51b a sa face inférieure 51c inclinée selon la même pente que la face inclinée 43c des contre-cames 43.
- Une deuxième partie 50b de la lame 50 est en appui sur un poussoir 52 formé par une plaque verticale dont l'extrémité inférieure repose sur la plaque de base 51b du support 51. Des ressorts 53 sont disposés entre la plaque de paroi 51a et la plaque 52 de façon à maintenir lesdites plaques écartées et respectivement en appui sur la paroi extérieure du fond de matrice 11 et sur la paroi latérale interne de la pince inférieure 32.
- Dans le mode de réalisation illustré, la lame 50 a été représentée en-dessous du flan de tôle 1, ce qui conduit à un relevage du bord, mais il est évident que l'on peut concevoir une version symétrique dans laquelle le bord est tombé à l'aide d'une lame disposée au-dessus du flan et à laquelle on imprime un mouvement descendant.
- Le formage du flan de tôle 1 est réalisé de la façon suivante.
- Tout d'abord, on pose le flan de tôle 1 sur la matrice 13 de telle sorte qu'une faible largeur de son bord périphérique repose également sur la pince inférieure 32 à l'intérieur de la zone délimitée par les pions 40.
- Sous l'action d'un coulisseau, non représenté, de la presse qui agit sur la semelle supérieure 19, on descend la partie supérieure du dispositif de façon à venir appliquer le poinçon 17 sur le flan de tôle 1 et à fermer l'organe de serrage 30 pour maintenir la partie périphérique dudit flan sur une faible largeur entre les pinces 31 et 32 (figure 5). Les tiges de guidage 38 et les pions 40 pénètrent respectivement dans les trous 39 et 41 de la pince supérieure 31.
- Toujours sous l'action du coulisseau de la presse, on fait fléchir par l'intermédiaire des semelles 19 et 19, le poinçon déformable 17 et la matrice déformable 13 pour ainsi former un galbe souhaité de la partie centrale du flan de tôle 1. Cette position est maintenue par le vérin 16 au point mort bas (figure 6). Le jonc 22 empêche tout glissement du flan de tôle.
- Sous l'effet du ressort de compression 37 et du plateau 33, la pince supérieure 31 est plaquée sur la pince inférieure 32 maintenue en position par le cadre 42 et les contre-cames 43. La partie périphérique du flan de tôle 1 se trouve ainsi serrée.
- Au cours de cette étape de formage de la partie centrale, la fibre moyenne réelle du flan de tôle 1 est placée dans une position par rapport à la fibre neutre de l'ensemble constitué par le poinçon 17 et la matrice 13 telle que l'on puisse engendrer au moins dans des zones localisées dudit flan de tôle, une contrainte interne réglable disponible pour annuler les éventuelles contraintes induites par des phénomènes extérieurs tels que la dilatation thermique et les vibrations générées par les phénomènes acoustiques, magnétiques et autres.
- Ainsi, en modifiant la position du flan de tôle par rapport à la fibre neutre de l'ensemble poinçon 17 - matrice 13, on peut engendrer, au moins dans des zones localisées du flan de tôle, des contraintes internes de compression ou de traction en fonction de l'utilisation ultérieure de la pièce formée.
- De plus, on exerce la déformation par rapport à la fibre moyenne du métal constituant le flan de tôle pour avoir une déformation homogène et pour ne pas détériorer la précision des micro-perforations de la partie centrale du flan de tôle.
- Pendant cette étape de formage du galbe, la partie supérieure de la lame 50 est en appui au-dessous de la zone périphérique 1b du flan de tôle (figure 6).
- A l'issue de cette étape de formage du galbe, on réalise le flambage contrôlé de la partie libre 1b du flan de tôle située entre le poinçon 17 et l'organe de serrage 30.
- A cet effet, la semelle intermédiaire 18 étant en butée sur les colonnes 25 et tout en maintenant par l'organe de serrage 30 la partie périphérique 1b du flan de tôle 1 sous l'action des ressorts 37, on exerce, sur des zones localisées des pinces 31 et 32 de l'organe de serrage 30, une action mécanique illustrée par les flèches F1 (figures 7 à 9).
- Cette action mécanique est réalisée en descendant les cames 23 par l'intermédiaire de la semelle supérieure 19 de telle sorte que la face inclinée 23c desdites cames entre en contact avec la face inclinée 31a de la pince supérieure 31, ce qui a pour effet de rapprocher les branches opposées de l'organe de serrage 30 (figures 7 à 9).
- De plus, cette action mécanique sur chaque branche opposée de l'organe de serrage 30 a pour effet d'induire par l'intermédiaire des petits pions 40 une action de poussée sur la partie périphérique du flan de tôle qui est tout à fait originale par rapport à un emboutissage classique opéré sous l'action de traction exercée par le flan sous poinçon.
- Ainsi, le rapprochement des branches opposées de l'organe de serrage 30 provoque sur la partie libre 1b du flan de tôle 1, un flambage contrôlé. Ce flambage orienté et se produisant autour de la fibre moyenne du flan de tôle est réalisé de telle façon que la déformation de la zone périphérique du flan de tôle corresponde à un écoulement de la matière, telle que l'épaisseur du flan et le périmètre de ce dernier soit conservés sensiblement constants.
- Au cours de cette action mécanique sur l'élément de serrage 30, les branches opposées des pinces 31 et 32 se déforment comme cela apparait à la figure 8. Les bords du flan de tôle 1 sont poussés par les pions 40.
- Cette action mécanique provoque également un mouvement simultané de rapprochement des deux parties 50a et 50b de la lame 50 illustré par les flèches F2 et de montée du sommet de la lame 50 illustré par la flèche F3 (figures 7 et 8).
- Ce mouvement combiné de montée et de rapprochement de la lame 50 a pour rôle d'orienter le flambage de la partie libre 1b du flan de tôle 1 située entre l'ensemble poinçon-matrice et l'organe de serrage 30.
- On poursuit, par l'intermédiaire du coulisseau de la presse, la descente de la semelle supérieure 19 et des cames 23, la face inclinée inférieure 23a desdites cames vient en contact avec la face inclinée 43a des contre-cames 43. L'organe de serrage et la lame 50 sont maintenus en position rapprochée comme représenté aux figures 9 et 10 par la paroi latérale des cames 23.
- La phase suivante du procédé (figures 10 et 11) consiste en un déroulage du bord 1b du flan de tôle 1 par translation dans un mouvement ascendant simultané de l'organe de serrage 30 et de la lame 50 respectivement selon les flèches F4 et F5.
- Pour cela, on continue la descente de la semelle supérieure 19 et des cames 23.
- Les cames 23 impriment par l'intermédiaire des faces inclinées 23a et 43a un mouvement transversal aux contre-cames 43 à l'encontre des ressorts 44. Le mouvement transversal F6 des contre-cames 43 imprime à son tour simultanément un déplacement ascendant F4 à l'organe de serrage 30 par l'intermédiaire de la face inclinée 43b desdites contre-cames et de la face inclinée 42a du cadre 42 et un déplacement ascendant F5 à la lame 50 par l'intermédiaire de la face inclinée 43c des contre-cames et de la face inclinée 51c du support 51.
- La pente de la face inclinée 43b est plus importante que celle de la face inclinée 43c de façon à obtenir un déplacement vertical de l'organe de serrage 30 plus rapide que celui de la lame 50.
- Lors de la dernière phase de finition des bords, l'extrémité du bord libre 1b du flan de tôle 1 est plaquée contre la paroi latérale du poinçon 17 par montée de la lame 50.
- A cet effet, on continue la descente de la semelle supérieure 19 et des cames 23 de manière à poursuivre le déplacement transversal des contre-cames 43. Le cadre 42 échappe au-dessus de la face inclinée 43b des contre-cames 43 pour passer sur la face supérieure 43d ce qui a pour effet d'arrêter le mouvement ascendant de l'organe de serrage 30. Par contre, la lame 50 continue à monter si bien que l'extrémité du bord libre 1b du flan de tôle 1 est plaquée contre la paroi latérale du poinçon 17 (figure 11).
- Ensuite, la semelle supérieure 19 est remontée ce qui entraîne l'ouverture du dispositif par la remontée des cames 23, de la semelle intermédiaire 18, du poinçon 17 et de la pince supérieure 31.
- Sous l'effet des ressorts 44 et 53, les contre-cames 43, la pince inférieure 32 et la lame 50 reprennent leur position initiale.
- Le vérin 16 est toujours maintenu au point mort bas pour éviter la remontée de la matrice 13 qui entraînerait une déformation du flan de tôle 1 formé.
- Enfin, l'extrémité du bord du flan de tôle peut être détourée par un dispositif approprié.
Claims (19)
- Procédé de formage d'un flan de tôle (1), notamment pour réaliser un masque de tube cathodique, sur une presse, selon lequel :- on dispose le flan de tôle (1) entre un poinçon (17) et une matrice (13),- on tient la partie périphérique du flan de tôle (1) sur une faible largeur dans un organe de serrage périphérique (30),- on serre la partie centrale du flan de tôle (1) entre le poinçon (17) et la matrice (13),
caractérisé en ce que :- on forme, selon un galbe déterminé, la partie centrale du flan de tôle (1) en déformant le poinçon (17) et la matrice (13) sous l'effet d'une semelle supérieure (19), de façon à placer la fibre moyenne du flan de tôle (1) dans une position déterminée par rapport à la fibre neutre de l'ensemble poinçon (17) et matrice (13), tel que l'on puisse engendrer, au moins dans des zones localisées dudit flan de tôle (1), une contrainte interne réglable,- on exerce, sur des zones localisées de l'organe de serrage (30), une action mécanique en rapprochant dans la direction latérale les éléments opposés dudit organe de serrage pour réaliser sur la partie libre (1b) du flan de tôle (1) située entre l'ensemble poinçon (17) - matrice (13) et l'organe de serrage (30) , un flambage contrôlé orienté par une action motrice sur la partie périphérique du flan de tôle (1), tout en conservant une épaisseur et un périmètre sensiblement constants du flan de tôle,- et simultanément on applique et on déroule la zone périphérique (1b) du flan de tôle (1) le long des parois latérales du poinçon (17) ou de la matrice (13), par un mouvement relatif de l'organe de serrage (30) par rapport au poinçon (17) ou à la matrice (13) pour obtenir un bord tombé final. - Procédé selon la revendication 1, caractérisé en ce qu'au cours du flambage de la partie libre (1b) du flan de tôle (1), on oriente la déformation de ladite partie libre.
- Dispositif de formage d'un flan de tôle (1), notamment pour réaliser un masque de tube cathodique, sur une presse comprenant une matrice (13) et un poinçon (17) supporté par une semelle supérieure (19) par l'intermédiaire d'une semelle intermédiaire (18), un organe de serrage de la périphérie du flan de tôle (1), caractérisé en ce que la matrice (13) et le poinçon (17) sont réalisés en un matériau déformable et en ce qu'il comporte des moyens (23) pour exercer dans des zones localisées une action mécanique sur l'organe de serrage (30) en rapprochant dans la direction latérale les éléments opposés de l'organe de serrage (30), des moyens (23, 42, 43) de déplacement vertical de l'organe de serrage (30) par rapport à l'ensemble poinçon (17) - matrice (13) et une lame périphérique déformable (50) pour contrôler le flambage et dérouler la partie périphérique du flan de tôle le long des parois latérales du poinçon (17) ou de la matrice (13) afin d'obtenir un bord tombé final.
- Dispositif selon la revendication 3, caractérisé en ce que l'organe de serrage périphérique (30) du flan de tôle (1) a la forme d'un cadre.
- Dispositif selon les revendications 3 et 4, caractérisé en ce que l'organe de serrage périphérique (30) est constitué d'une pince supérieure (31) supportée par la semelle intermédiaire (18) et d'une pince inférieure (32).
- Dispositif selon la revendication 5, caractérisé en ce que la pince inférieure (32) est munie au niveau de son arête périphérique supérieure d'une face inclinée (31c).
- Dispositif selon l'une des revendications 3 à 6, caractérisé en ce que les moyens pour exercer dans des zones localisées une action mécanique sur l'organe de serrage (30) sont constitués par des cames (23) supportées par la semelle supérieure (19).
- Dispositif selon la revendication 7, caractérisé en ce que les cames (23) comportent une face inférieure inclinée (23a) et un dégagement (23b) muni d'une face inclinée (23c) coopérant avec la face inclinée (31c) de la pince (31).
- Dispositif selon l'une des revendications 3 à 8, caractérisé en ce que les moyens de déplacement vertical de l'organe de serrage (30) sont constitués par des contre-cames (43) coopérant avec les cames (23) et un cadre (42) interposé entre lesdites contre-cames (43) et ledit organe de serrage (30).
- Dispositif selon la revendication 9, caractérisé en ce que les contre-cames (43) sont mobiles dans une direction perpendiculaire à la direction de déplacement des cames (23).
- Dispositif selon les revendications 9 et 10, caractérisé en ce que les contre-cames (43) comportent sur leur paroi supérieure une succession de plusieurs faces inclinées (43a, 43b, 43c) d'orientation et de pentes différentes.
- Dispositif selon la revendication 9, caractérisé en ce que le cadre (42) est muni au niveau de son arête périphérique extérieure d'une face inclinée (42a) de même pente que la face inclinée (43b) des contre-cames (43).
- Dispositif selon l'une des revendications 3 à 12, caractérisé en ce que la lame périphérique déformable (50) est constituée par un élément élastique dont une première partie (50a) est en appui sur l'ensemble poinçon (17) - matrice (13) et dont une deuxième partie (50b) est en appui sur l'organe de serrage (30).
- Dispositif selon la revendication 13, caractérisé en ce que la première partie (50a) de la lame (50) repose sur un support (51) en forme de cadre.
- Dispositif selon la revendication 14, caractérisé en ce que le support (51) comporte une plaque de paroi (50a) verticale et une plaque de base (51b) horizontale contiguë à un bord de ladite plaque de paroi en faisant un angle droit avec celle-ci.
- Dispositif selon la revendication 15, caractérisé en ce que la plaque de base (51b) a une face inférieure (51c) inclinée sensiblement selon la même pente que la face inclinée (43c) des contre-cames (43).
- Dispositif selon l'une des revendications 13 et 16, caractérisé en ce que la deuxième partie (50b) de la lame (50) est en appui sur un poussoir (52) formé par une plaque verticale dont l'extrémité inférieure repose sur la plaque de base (51b) du support (51).
- Dispositif selon l'une des revendications 13 et 17, caractérisé en ce que des ressorts (53) sont disposés entre la plaque de paroi (51a) du support (51) et le poussoir (52).
- Dispositif selon la revendication 3, caractérisé en ce qu'il comporte des moyens (15, 16) pour verrouiller la matrice (13) au point mort bas.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT89402656T ATE88384T1 (de) | 1988-10-05 | 1989-09-27 | Verfahren und vorrichtung zum verformen von blech, insbesondere zum realisieren einer lochmaske fuer kathodenstrahlroehren gemaess dem verfahren. |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8813042 | 1988-10-05 | ||
| FR8813042A FR2637207B1 (fr) | 1988-10-05 | 1988-10-05 | Procede et dispositif de formage d'un flan de tole notamment pour realiser un masque de tube cathodique et masque de tube cathodique obtenu selon ce procede |
| FR8900545 | 1989-01-18 | ||
| FR8900545A FR2641720B1 (fr) | 1989-01-18 | 1989-01-18 | Procede et dispositif de formage d'un flan de tole notamment pour realiser un masque de tube cathodique et masque de tube cathodique obtenu selon ce procede |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0367642A1 EP0367642A1 (fr) | 1990-05-09 |
| EP0367642B1 true EP0367642B1 (fr) | 1993-04-21 |
Family
ID=26226915
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89402656A Expired - Lifetime EP0367642B1 (fr) | 1988-10-05 | 1989-09-27 | Procédé et dispositif de formage d'un flan de tôle notamment pour réaliser un masque de tube cathodique obtenu selon ce procédé |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US5005396A (fr) |
| EP (1) | EP0367642B1 (fr) |
| JP (1) | JPH02148641A (fr) |
| KR (1) | KR900007024A (fr) |
| CN (1) | CN1024506C (fr) |
| CA (1) | CA2000059A1 (fr) |
| DE (1) | DE68906123T2 (fr) |
| ES (1) | ES2042037T3 (fr) |
| FI (1) | FI102793B1 (fr) |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5287717A (en) * | 1992-04-03 | 1994-02-22 | Custom Metalcraft, Inc. | Method for forming a tank bottom |
| US5416378A (en) * | 1993-11-03 | 1995-05-16 | Rca Thomson Licensing Corporation | Color picture tube with iron-nickel alloy shadow mask |
| DE29506877U1 (de) * | 1995-04-24 | 1995-06-22 | Trumpf Gmbh & Co, 71254 Ditzingen | Bearbeitungsmaschine insbesondere zum Umformen von Werkstücken |
| KR100373840B1 (ko) * | 1995-11-08 | 2003-05-01 | 삼성에스디아이 주식회사 | 칼라수상관용새도우마스크의그제조방법 |
| CN1095706C (zh) * | 1997-02-14 | 2002-12-11 | 好丽友金属工业株式会社 | 用于阴极射线管的框架的制造方法和设备 |
| JP2004050230A (ja) * | 2002-07-19 | 2004-02-19 | Uchiyama Mfg Corp | 金属板のプレス加工方法 |
| US7013694B1 (en) | 2004-05-14 | 2006-03-21 | Steven Don Sims | Portable, metal bending apparatus |
| US20080307849A1 (en) * | 2004-11-26 | 2008-12-18 | Agency For Science, Technology And Research | Method And Apparatus For Forming Microstructures |
| US7484397B2 (en) * | 2006-01-12 | 2009-02-03 | Vari-Form, Inc. | Punch, apparatus and method for forming opposing holes in a hollow part, and a part formed therefrom |
| CN101605639B (zh) * | 2006-11-02 | 2013-10-16 | 弗莱克斯电子有限责任公司 | 模块化动力组组件 |
| US8671729B2 (en) * | 2010-03-02 | 2014-03-18 | GM Global Technology Operations LLC | Fluid-assisted non-isothermal stamping of a sheet blank |
| EP2544837B1 (fr) * | 2010-03-10 | 2023-06-28 | Stolle Machinery Company, LLC | Outillage, outil de découpe de flans s'y rapportant et procédé associé |
| CN102441601A (zh) * | 2010-10-15 | 2012-05-09 | 杨其融 | 月牙形u形厚钢板落料零件落料工艺及落料模的替代工艺及模具 |
| CN102847786B (zh) * | 2011-07-01 | 2016-06-08 | 沈阳工业大学 | 系列化多孔复杂接插金属件的冲压方法及其专用模具 |
| US9956600B2 (en) * | 2011-08-02 | 2018-05-01 | Fairmount Technologies, Llc | Universal dies of controllable curvature |
| CN103372605A (zh) * | 2012-04-17 | 2013-10-30 | 刘雨欣 | 一种多工序冲压复合模 |
| CN103372606A (zh) * | 2012-04-17 | 2013-10-30 | 刘雨欣 | 一种微型阳极钢片连续冲压弯曲模具 |
| KR101427918B1 (ko) * | 2012-10-05 | 2014-08-08 | 현대자동차 주식회사 | 핫 스탬핑 성형 장치 및 그 방법 |
| CN104492958A (zh) * | 2014-12-03 | 2015-04-08 | 柳州通为机械有限公司 | 一种轿车座椅拖把管件的夹方打扁模具 |
| CN104475584B (zh) * | 2014-12-23 | 2017-03-15 | 无锡微研股份有限公司 | 一种保证落料翻边冲孔同心度的模具 |
| CN105195626B (zh) * | 2015-11-12 | 2017-04-05 | 鞍山发蓝股份公司 | 一种包装用钢带开式锁扣的加工模具 |
| US20230026889A1 (en) * | 2021-07-22 | 2023-01-26 | Ford Motor Company | Controllable and adjustable stamping draw bead with reverse bead geometry |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2422883A (en) * | 1942-01-24 | 1947-06-24 | Douglas Aircraft Co Inc | Method and apparatus for flanging sheet metal |
| US2400004A (en) * | 1942-06-08 | 1946-05-07 | Republic Aviat Corp | Means for forming sheet metal |
| US3344646A (en) * | 1961-03-15 | 1967-10-03 | Reynolds Metals Co | Method for making thin metal sheet tapered receptacles |
| US3296850A (en) * | 1964-08-25 | 1967-01-10 | Rauland Corp | Mask forming |
| US4615205A (en) * | 1984-06-18 | 1986-10-07 | Rca Corporation | Forming a shadow mask from a flat blank |
| DE3572081D1 (en) * | 1984-09-28 | 1989-09-07 | Philips Nv | Method of drape drawing a shadow mask for a colour display tube and device for such a method |
| JPS61123425A (ja) * | 1984-11-20 | 1986-06-11 | Matsushita Electric Ind Co Ltd | 金型装置 |
-
1989
- 1989-09-27 EP EP89402656A patent/EP0367642B1/fr not_active Expired - Lifetime
- 1989-09-27 DE DE89402656T patent/DE68906123T2/de not_active Expired - Fee Related
- 1989-09-27 ES ES198989402656T patent/ES2042037T3/es not_active Expired - Lifetime
- 1989-09-29 KR KR1019890014060A patent/KR900007024A/ko not_active Application Discontinuation
- 1989-10-02 CA CA002000059A patent/CA2000059A1/fr not_active Abandoned
- 1989-10-04 US US07/416,918 patent/US5005396A/en not_active Expired - Lifetime
- 1989-10-04 FI FI894696A patent/FI102793B1/fi not_active IP Right Cessation
- 1989-10-05 JP JP1261256A patent/JPH02148641A/ja active Pending
- 1989-10-05 CN CN89107645A patent/CN1024506C/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| FI102793B (fi) | 1999-02-15 |
| FI894696A (fi) | 1990-04-06 |
| KR900007024A (ko) | 1990-05-09 |
| US5005396A (en) | 1991-04-09 |
| FI102793B1 (fi) | 1999-02-15 |
| ES2042037T3 (es) | 1993-12-01 |
| CN1024506C (zh) | 1994-05-18 |
| DE68906123D1 (de) | 1993-05-27 |
| DE68906123T2 (de) | 1993-12-02 |
| JPH02148641A (ja) | 1990-06-07 |
| FI894696A0 (fi) | 1989-10-04 |
| CA2000059A1 (fr) | 1990-04-05 |
| EP0367642A1 (fr) | 1990-05-09 |
| CN1041549A (zh) | 1990-04-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0367642B1 (fr) | Procédé et dispositif de formage d'un flan de tôle notamment pour réaliser un masque de tube cathodique obtenu selon ce procédé | |
| EP0435722B1 (fr) | Procédé et dispositif de mise en forme d'un flan de tôle notamment pour réaliser un masque de tube cathodique | |
| EP0652185B1 (fr) | Procédé et dispositif de bombage de feuilles de verre | |
| EP0376808B1 (fr) | Procédé et dispositif d'emboutissage de matériaux en feuille avec poinçon déformable sous plongeur | |
| FR2523483A1 (fr) | Outil de pliage a plat | |
| CH413338A (fr) | Procédé de fabrication d'objets à partir d'une feuille de matière plastique et machine pour la mise en oeuvre de ce procédé | |
| EP0380894B1 (fr) | Dispositif d'emboutissage de matériaux en feuilles | |
| EP1190786B1 (fr) | Procédé d'hydroformage de toles et dispositif pour sa mise en oeuvre | |
| FR2767809A1 (fr) | Procede de fabrication d'un recipient en verre | |
| FR2641720A1 (fr) | Procede et dispositif de formage d'un flan de tole notamment pour realiser un masque de tube cathodique et masque de tube cathodique obtenu selon ce procede | |
| FR2501544A1 (fr) | Assemblage de matrices pour le refaconnage d'un article ayant une forme irreguliere | |
| FR2712279A1 (fr) | Support de moule flexible. | |
| FR2606364A1 (fr) | Machine de conditionnement effectuant simultanement la fixation d'un opercule sur un contenant et sa decoupe au format | |
| EP0278831A1 (fr) | Procédé de montage d'un masque d'ombre dans un tube cathodique trichrome et tube cathodique comportant un masque d'ombre monté selon ce procédé | |
| FR2637207A1 (fr) | Procede et dispositif de formage d'un flan de tole notamment pour realiser un masque de tube cathodique et masque de tube cathodique obtenu selon ce procede | |
| EP0389323B1 (fr) | Installation pour incurver et tremper une feuille de verre | |
| FR2907818A1 (fr) | Pieces d'angle de revetement de sol dans les angles sortants de jonction sol et mur, appareil et procede de pose | |
| FR2897001A3 (fr) | 02ocede et outil d'emboutissage d'un flan metallique. | |
| CA2031859C (fr) | Procede et dispositif d'emboutissage de recipients de forme tronconique, et recipient ainsi embouti | |
| EP0596050B1 (fr) | Procede de formage statique de bords roules d'abat-jour | |
| CH389233A (fr) | Procédé de formation d'un article creux en matière thermoplastique et appareil pour sa mise en oeuvre | |
| FR2733177A1 (fr) | Procede et dispositif d'emboutissage de pieces de formes non demoulables | |
| CA2259102A1 (fr) | Systeme de formage des abat-jour | |
| FR2793505A1 (fr) | Dispositif de fabrication de dalles de paroi | |
| CH439698A (fr) | Procédé de fabrication d'un objet moulé creux et appareil pour la mise en oeuvre de ce procédé |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19900510 |
|
| 17Q | First examination report despatched |
Effective date: 19911128 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 88384 Country of ref document: AT Date of ref document: 19930515 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 68906123 Country of ref document: DE Date of ref document: 19930527 |
|
| ITF | It: translation for a ep patent filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19930728 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: FG4A Free format text: 3008575 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2042037 Country of ref document: ES Kind code of ref document: T3 |
|
| EPTA | Lu: last paid annual fee | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 89402656.6 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20020815 Year of fee payment: 14 Ref country code: CH Payment date: 20020815 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20020816 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20020820 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GR Payment date: 20020822 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20020904 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20020911 Year of fee payment: 14 Ref country code: DE Payment date: 20020911 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20020917 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20020920 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20021011 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030927 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030927 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030927 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030928 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030929 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030930 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030930 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030930 |
|
| BERE | Be: lapsed |
Owner name: *SOLLAC Effective date: 20030930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040401 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040402 |
|
| EUG | Se: european patent has lapsed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20030927 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040528 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20040401 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20030929 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050927 |