EP0343794A2 - Procédé de fabrication d'imprimés glacés. - Google Patents
Procédé de fabrication d'imprimés glacés. Download PDFInfo
- Publication number
- EP0343794A2 EP0343794A2 EP89304281A EP89304281A EP0343794A2 EP 0343794 A2 EP0343794 A2 EP 0343794A2 EP 89304281 A EP89304281 A EP 89304281A EP 89304281 A EP89304281 A EP 89304281A EP 0343794 A2 EP0343794 A2 EP 0343794A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- roll
- press working
- printed matter
- roll press
- web
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F23/00—Devices for treating the surfaces of sheets, webs, or other articles in connection with printing
- B41F23/08—Print finishing devices, e.g. for glossing prints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M7/00—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock
- B41M7/0027—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock using protective coatings or layers by lamination or by fusion of the coatings or layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2200/00—Printing processes
- B41P2200/10—Relief printing
- B41P2200/12—Flexographic printing
Definitions
- This invention relates to a method and an apparatus for producing glossy printed matter. More particularly, it relates to such a method and apparatus wherein a web-fed printing paper or printed matter is coated with a coating agent for roll press working and subject to hot roll press working while in the state of a web.
- a packaging container such as a carton for a gift
- contents such as an electrical appliance or detergent
- the printed matter used for this purpose is therefore required to possess a high degree of gloss, rub-resistance, water-resistance and resistance to contamination.
- the same characteristics are also required of posters, calendars, the cover pages of books and shopping bags.
- a cast-coated paper is obtained by coating paper supplied by a paper manufacturer, with a coating agent containing a large amount of clay, and contacting the coated layer with the cast surface of a drum plated with chromium. Since this cast-coated paper contains a large amount of clay, it is heavy and hard, lacking in folding endurance. Moreover, it has poor water resistance and inferior rub-resistance, because it is intended to be employed in printing following the casting operation.
- the method of applying over-varnishes while being effective to a limited extent in improving the gloss, is not able to fully meet the high demand in the market for glossy products of high quality and a finely decorative appearance.
- UV curable over-varnishes in which UV rays are employed as the drying means, exhibits excellent gloss characteristics but is unsatisfactory in providing a mirror surface finish and assumes a hard film upon curing, as well as low folding endurance. Moreover, this method presents problems in cost terms since a special drying device is necessitated and the UV varnish itself is expensive.
- Another known technique is to apply a resin solution on the printed matter and to apply, after drying, a direct pressure press or an endless pressure press using stainless belt (so-called endless press) with the aid of a mirror surface of the belt.
- a high gloss can be obtained by the technique since the resin film which is dried after application is heat-melted and smoothed by the mirror surface, but the direct presssure press method does not lend itself to high productivity because the press working has to be performed individually for each sheet.
- the endless press method offers improved productivity as compared with the direct pressure press method because it is formed of endless belt of, for example, stainless steel, and is adapted to allow continuous insertion of printed sheets, one by one, the latter needs to be peeled manually off the belt surface, because the peeling or release action is based on the stiffness of the sheet itself.
- This method cannot be employed with sheets having a weight of up to 100 g/m2, since the peeling or release action cannot then be achieved smoothly, even when the paper sheet itself is endowed with a certain degree of stiffness.
- Suitable printing materials that may be employed in practicing the present invention include coat board paper, K-liner, jute liner, art paper, coat paper and machine glazed paper.
- paper having a specific weight of not more than 100 g/m2 be used since such paper is superior in dimensional stability, with respect to the heat employed for roll press working, surface smoothness and homogeneity.
- any of the conventional printing methods may be employed, such as offset, gravure or flexographic printing.
- the printing method is limited to those in which the printing is performed on a printing material in the web state.
- the printing ink may be of the oil-based, solvent-based or water-based types in accordance with the particular printing method employed.
- the printed matter obtained by offset (web-offset) printing, gravure printing or flexographic printing is coated with a coating agent for roll press working after the completion of the printing process.
- the coating agent for roll press working As for the coating of the coating agent for roll press working, the coating agent for roll press working as recited hereinbelow is applied to the web-fed printed matter on which printing has been performed, as described above, by relying upon one of various methods, such as roll coating, air knife coating, curtain coating or spray coating. Gravure printing or flexographic printing machines may also be employed as coating means. In this coating process, the coated agent is dried and taken up when the coating process is performed independently of the printing process. However, the coating may be performed as a continuation of the printing process depending on the type of printer used in the printing process and associated devices.
- a redundant printing unit when there is a redundant printing unit not being used for printing in a multicolor gravure or flexographic printing press, they may be used in the coating machine for roll press working coating agents, whereby printing and coating may be performed continuously.
- a coating device connected in the processing line thereof may be used for the coating.
- a variety of conventional coating agents for press working that are employed in press working methods for direct press working or press working methods employing endless belts may be utilized as the coating agent for the roll press working applied to the printed matter.
- water-based type coating agents are most preferred from the viewpoint of minimizing fire risk.
- a resin solution of a vinyl chloride/vinyl acetate type resin may be employed.
- a coating agent composition consisting essentially of an aqueous resin dispersion having a glass transition temperature (Tg) ranging from 60° to 130°C may be employed.
- the aqueous resin dispersion with a specific glass transition temperature employed in the aqueous coating agent for roll press working may be obtained by setting the ratio of polymerization of each vinyl monomer, recited hereinbelow, on the basis of the well-known approximate formula, taking account of the glass transition temperature of the homopolymer of the vinyl monomers.
- An aqueous resin dispersion having the targeted glass transition temperature Tg may also be obtained from a so-called polymer blend which is a mixture of an aqueous resin dispersion consisting of a polymer with a higher Tg and a polymer with a lower Tg.
- the following vinyl monomers may be employed for preparing the aqueous resin dispersion pertaining to the present invention.
- Vinyl monomers which will give a homopolymer with a higher Tg include, for example, acrylic vinyl monomers, such as acrylic acid, methacrylic acid, methyl methacrylate or ethyl methacrylate, and styrenic vinyl monomers such as styrene or ⁇ -methyl styrene.
- Vinyl monomers with a lower Tg include, for example, alkyl esters of acrylic acid or methacrylic acid apart from the above methyl or ethyl methacrylate, alkyl esters having straight-chain or having side chain, such as methyl, ethyl, propyl, isopropyl, n-butyl, s-butyl, t-butyl, hexyl, 2-ethyl hexyl, decyl or lauryl.
- alkyl esters of acrylic acid or methacrylic acid apart from the above methyl or ethyl methacrylate alkyl esters having straight-chain or having side chain, such as methyl, ethyl, propyl, isopropyl, n-butyl, s-butyl, t-butyl, hexyl, 2-ethyl hexyl, decyl or lauryl.
- Vinyl monomers other than the above monomers may also be copolymerized, such as alkyl esters of unsaturated monocarboxylic acids, for example, crotonic acid, ⁇ , ⁇ -unsaturated dicarboxylic acids, for example, itaconic acid, fumaric acid or maleic acid, amide derivatives of acrylic acid containing at least one N-substituted methylol group, such as N-methylol acrylamide or N-butoxymethyl acryl amide, mono- or diesters of acrylic or methacrylic acid of glycols such as ethylene glycol, diethylene glycol, propylene glycol or dipropylene glycol, monomers of glycidyl ethers of acrylic or methacrylic acid, acrylonitrile, vinyl chloride, vinyl acetate, vinyl propionate or vinylidene chloride.
- these vinyl monomers those consisting essentially of acrylic acid, methacrylic acid or alkyl esters thereof, or styrenic vinyl mono
- aqueous resin dispersion from these vinyl monomers, it suffices to perform an emulsion polymerization of the monomers by a well-known method to produce a stable dispersion using hydrophilic catalysts, such as ammonium persulfate, potassium persulfate or aqueous hydrogen peroxide, or Redox catalysts.
- hydrophilic catalysts such as ammonium persulfate, potassium persulfate or aqueous hydrogen peroxide, or Redox catalysts.
- An emulsifying agent may be employed, if desired.
- a mixture of vinyl monomers may be copolymerized in the emulsified state in the presence of anionic or nonionic surfactants to provide an emulsifying agent.
- anionic or nonionic surfactants to provide an emulsifying agent.
- the use of low molecular weight surfactants occasionally affects the water-resistance of the coating formed, so that high molecular weight anionic surfactants are most preferred as emulsifying agents in cases where water-resistance is required.
- aqueous resin dispersion employed in the present invention will exhibit superior properties if such emulsifying agents are utilized.
- These high molecular weight emulsifying agents may be exemplified by aqueous solutions of conventional alkali-soluble resins, such as Shellac, acrylic or methacrylic or malic copolymers containing carboxylic groups.
- the coating composition for this roll press working employed in the present invention it is necessary to employ an aqueous resin dispersion having a higher glass transition temperature of 60 to 130°C. For this reason, it is preferred, at the time of emulsification polymerization which, as shown in the Synthetic Examples, is obtained by emulsification polymerization of said vinyl monomers, using a larger amount of an aqueous solution of alkali-soluble resins constituted by vinyl monomers forming a homopolymer having a higher glass temperature, such as acrylic acid, methacylic acid methyl methacrylate, ethyl methacrylate or styrene, as a emulsifying agent.
- the alkalis employed for solubilizing in water the alkali-soluble resins may include ammonia or organic amines, such as triethanol amine or monoethanol amine. Highly volatile alkalis are most preferred from the viewpoint of facilitating drying of the water-soluble resins.
- the glass transition temperature of the aqueous resin dispersion being lower than 60°C, a reduction in glossiness or blocking will result. With a Tg higher than 130°C, the collapsibility of the coating film is insufficient at the time of roll press working, so that the desired degree of high gloss cannot be achieved.
- the "high gloss” referred to herein corresponds to an incident angle of 60° and a mirror surface glossiness of not less than 70, while “ultra high gloss” corresponds to a mirror surface glossiness of not less than 80.
- composition of the coating agent may occasionally be supplemented by additives, such as water-soluble varnishes for augmenting the adhesive properties relative to the printing surface.
- additives such as water-soluble varnishes for augmenting the adhesive properties relative to the printing surface.
- the composition may have aqueous solutions of alkali-soluble resins, such as Shellac, acrylic, methacrylic or malic resins added to it.
- polyethylene waxes for improving the resistance to rub may be employed.
- higher fatty acids such as stearic acid
- higher alcohol such as cetyl alcohol
- surfactants such as phosphates
- Urethane, epoxy, aziridine, metal cross-linking agents or the like may also be employed as additives for improving the rub-resistance, water-resistance, thermal resistance and resistance to chemicals.
- Coloring agents such as dyes, pigments or the like, or extender pigments may also be added as additives, whereby colored and glossy products are obtained if it is necessary.
- a central core liner and a back liner were bonded together by means of a corrugating machine with a front liner coated with a conventional coating agent for roll press working. It was found that such coated film on a corrugated sheet will be re-softened at a bonding temperature of 160 to 190°C and the gloss will thus deteriorate, or the re-softened resin will undergo hot-plate or corrugated sheet contamination which will lead to a lowering of the commercial value of the printed products.
- a coating agent including inorganic fillers mentioned below which allows high gloss to be imparted, does not present problems such as lowered gloss quality when subjected to adverse operating conditions such as high temperatures, friction or contact with hot plates such as those encountered during the bonding step, and which is suited for the preparation of corrugated boards.
- Said inorganic fillers that may be employed in cases where a higher thermal resistance is required include silica powders, silica gel, quartz powders, alumina, glass powders, talc, clay, calcium carbonate, magnesium carbonate, zinc flower or barium sulfate, and should be contained in the coating agent of the present invention in an amount of not more than 5.0 wt.%, preferably in the range of 0.5 to 3.0 wt.%. If the content of the inorganic filler exceeds 5.0 wt.%, printed matter of high gloss cannot be obtained.
- Production of the coating composition for roll press working is achieved either by mixing an inorganic filler into the aforementioned aqueous resin dispersion or employing the conventional dispersing device to effect grinding and dispersing.
- the coating agents for roll pressing working containing the aforementioned ingredients may be applied on all or only certain intended portions of a web-fed printed matter obtained by flexo ink, offset ink or gravure ink using the above described printing means.
- the web-fed printed matter may be coated in an independent coating step or as a continuation of the printing process already described or the roll press working process to be described later.
- the web-fed printed matter coated with the coating composition for roll press working is dried if necessary and gloss is imparted thereto by a hot roll employed for roll press working.
- roll press working shall mean the pressing process undertaken under a specific evaluated temperature and specific pressure, by bringing a printed matter or printing paper coated with a coating agent for said pressing in the web state into intimate contact with a hot roll machined to a mirror finish.
- the hot roll temperature may be in the range of from 90° to 190°C and the pressure between the hot roll and the pressure roll may be in the range of from 60 to 150 kg in terms of linear pressure.
- a continuous type of roll press working device having at least a pair of hot rolls machined to a mirror finish and pressure rolls may be employed as the roll press working device.
- a hot roll press having a hot roll and a pressure roll as a pair of rolls or a hot roll press having two or more pairs of hot rolls and press rolls connected in tandem may be employed.
- the roll press working process may be carried out as a continuation of the process of applying a coating for roll press working or may be carried out as an independent process.
- Fig. 1 is a diagrammatic view showing essential portions of an apparatus suitable for producing glossy printed matter in accordance with the present invention.
- the numeral 1 denotes a mill roll stand for web-fed printed matter 2.
- the printed matter 2 reeled out from the roll stand is coated with a coating agent for roll press working 3 in a coating unit 3.
- Fig. 1 illustrates a flexo printing press of the central impression drum type.
- a printing unit not used for printing such as the unit 3-4 shown in Fig. 1, may be used as the coating device.
- the numeral 4 denotes a drying unit that is installed when needed.
- the web-fed printed matter coated with the coating agent is provided with a gloss in a roll press unit 3.
- the roll press is mainly composed of a hot roll 7 machined to a mirror finish and a pressure roll 8.
- the web-fed printed matter coated with the coating agent is brought into intimate or tightly contact at a temperature of 90° to 150°C at a linear pressure of 60 to 150 kg/cm2 and imparted in this manner with the luster or gloss required.
- a guide roll 9 is used for adjusting the contact width of the web-fed printed matter with respect to the hot roll.
- the width of contact with the hot roll is adjusted in accordance with the weight of the paper used and the glass transition temperature of the resin used in the coating agent employed for roll press working so as to help melt the coating agent to achieve sufficient smoothness thereof on the mirror surface.
- the printed matter is taken up on a take-up roll 6.
- the printed matter then undergoes punching, box-making, pouch-making or other processing operations.
- printing, coating or roll press working may be performed continuously by setting the paper on the roll stand, performing flexographic printing at the printing units 3-1 to 3-3 of the flexo printing press shown as a printing device, and performing coating of the coating agent for roll press working in the printing unit 3-4.
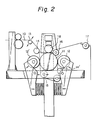
- Fig. 2 is a diagrammatic view showing other essential portions of a roll press working unit of an apparatus suitable for producing glossy printed matter.
- Fig. 2 illustrates a practical embodiment of a roll which facilitates peeling from the hot roll after roll press working, web tension adjustment and prevention of creases. Two pressure rolls are provided to raise the efficiency of press working.
- Fig. 2 illustrates a web-fed printed matter or printing paper 10 on which a coating agent for roll press working is applied.
- the numeral 11 denotes a hot roll machined to a mirror finish and the numerals 12, 12′ denote pressure rolls of heat-resistant rubber brought into tight contact with the hot roll at a linear pressure of 60 to 150 kg/cm.
- the web-fed printed matter 10 coated with a coating agent for roll press working is adjusted to a suitable tension by a guide roll 13 fitted with a tension adjustment unit, and is transported to the hot roll so as to be pressed by the mirror surface as the transverse elongation of the web is corrected, creasing being prevented by an arched expanding roll 14.
- the web After completion of the pressing performed by one of the pressure rolls 12′, the web is pressed by the other pressure roll 12 onto the hot roll 11, after the elongation is absorbed by a dancing roll 15 and the transverse elongation is corrected by the arched expanding roll 14′. After press working, the web is passed by the peeling roll 16, peeled from the hot roll and cooled by the cooling roll 17 so as to be taken up or transported to the next processing station.
- the numeral 18 denotes a cleaning device for hot roll 11.
- the front liner, inter core and back liner are bonded together by a conventional corrugating machine.
- a front liner printed When a front liner printed is employed, the liner wound on a roll is installed in a front liner mill roll stand, and a coating agent for press working is applied by means of a coater provided ahead of a front liner preheater.
- the front liner is dried by the preheater, pressed by a roll press provided ahead of a double facer and bonded to the inter core and the back liner. If the front liner has already been coated with the coating agent for roll press working, the coater may be dispensed with. If the front liner has already been roll press worked, bonding may be performed on a conventional corrugating machine without a coater or roll press.
- unprinted corrugated boards are produced in rare case, since already printed front liners are bonded to the other members.
- a cutting device for cutting according to the printed pattern.
- the final carton box may be obtained by performing cutting as desired.
- Fig. 3 is a diagrammatic view showing essential portions of an apparatus suitable for producing glossy corrugated board in accordance with the present invention, and illustrates a case in which coating of the coating agent for roll press working and roll press working are performed continuously in a corrugating machine.
- numeral 31 denotes a mill roll stand for a front liner.
- the unprinted front liner reeled out from this mill roll stand is heated by a preheater 33 in a double or triple heater and a preheater 34 for the front liner.
- the liner is conveyed to a double facer 35, reeled out at this time from the single facer and heated by a preheater 36 for single-faced corrugated board.
- An adhesive is applied to the top of the corrugations (flute top) of the core and the single-side corrugated board 38 conveyed to the double facer 35 is bonded to the liner to provide a double-faced corrugated board.
- These single-sided corrugated boards and dual double-sided corrugated boards may be produced by methods well-knwon in the art.
- a device for practicing the method of the present invention wil now be explained in connection with double-sided corrugated boards.
- a roll press working unit 39 is provided between the preheater 34 and the double facer and includes a heat roll machined to a mirror finish for imparting gloss to the front liner coated with the coating agent for roll press working.
- a coater 40 incorporating a roll coater for applying a coating agent for roll press working.
- the coater 40 may also be provided between the preheater 33 and the mill roll stand 31 for the front liner.
- a web roll of a front liner printed by the rotary press by a printing process such as gravure printing is taken up and is installed in a mill roll stand 31 on this mill roll.
- the preprinted front liner reeled out from the mill roll may be coated on all or certain intended portions of the liner by utilizing a coater 40 installed between the mill roll stand 31 and the preheater 33 or between the preheater 33 and the preheater 34.
- the coater volume is preferably up to 30 g/m2 if a high degree of gloss is desired.
- the coating agent applied by the coater 40 needs to be dried before arriving at the roll press working unit 39. If the preheater 34 alone is insufficient, the coater 40 is preferably provided ahead of the preheater 33.
- the front liner is conveyed to the roll press working unit 39 installed between the preheater 34 and the double facer 35 after the coating agent for roll press working applied to the preprinted front liner has dried.
- the front liner is passed between a hot roll 39a which is a hard roll subjected to mirror finishing and which is heated to 90 to 130 C and a pressure roll 39b such as a paper-coated roll.
- a hot roll 39a which is a hard roll subjected to mirror finishing and which is heated to 90 to 130 C
- a pressure roll 39b such as a paper-coated roll.
- the coating agent for press working is softened, while the required gloss is imparted by bringing the surface of the mirror finished hot roll into contact with the surface of the front liner under a pressure of ca. 60 - 150 kg/cm applied between the hot roll 39a and the pressure roll 39b.
- the front liner which forms part of a corrugated board corresponds to a thickness as cardboard, it is optionally necessary to provide two or more pairs of the above-mentioned rolls.
- the number of roll pairs is desirably determined after considering the spacing for the roll pressing working unit of existing corrugating machines.
- the coater may be omitted when a preprinted front liner is used and is coated with the coating agent for roll press working and taken up in that state.
- a front liner may be preprinted by a rotary printing press including multi-color printing units and it is easy to use one of printing unit as a coater for coating agent, so that application of the coating agents for press working does not necessitate provision of a new coater. This improves cost efficiency.
- the manufacture of glossy corrugated board may be achieved by newly providing a roll press working unit within a corrugating machine.
- the position of the roll press working unit within the corrugating machine may be at any arbitrary point between the front liner mill roll stand and the double facer. However, from the viewpoint of such factors as heating of the front liner, it may suitably be provided between the double or triple preheater and the preheater for the front liner.
- aqueous alakline solution of an alkali-soluble resin consisting of 53 wt.% of methacrylic acid, 23 wt.% of methyl methacrylate and 24 wt.% of styrene as the emulsifying agent, 34 parts by weight of styrene were added to 66 parts by weight of the resin contents of the dispersant and the mixture was subjected to emulsion polymerization in the conventional manner to produce an aqueous resin dispersion A.
- the dispersion A so produced had a solid content of 37 wt.% and a glass transition temperature of ca. 125°C.
- an aqueous alkaline solution of an alkali-soluble resin consisting of 28 wt.% of methacrylic acid, 4 wt.% of methyl methacrylate, 7 wt.% of methacrylate and 61 wt.% of ethyl acrylate as the emulsifying agent, 88 parts by weight of styrene were added to 12 parts by weight of the resin contents of the dispersant and the mixture was subjected to emulsion polymerization in the conventional manner to produce an aqueous resin dispersion B.
- the dispersion B so produced had a solid content of 55 wt.% and a glass transition temperature of ca. 89°C.
- an aqueous alkaline solution thereof was used as the dispersant.
- 54 parts by weight of isobutyl methacrylate and 36 parts by weight of styrene to 10 parts by weight of the resin content of the dispersant were subjected to emulsion polymerization in the conventional manner to produce an aqueous resin dispersion C.
- This dispersion C had a solid content of 40 wt.% and a glass transition temperature of ca. 67°C.
- An aqueous alkaline solution of an alkali-soluble resin consisting of 29 wt.% of acrylic acid, 12 wt.% of styrene, 56 wt.% of ⁇ -methylstyrene and 3 wt.% of ethyl diglycol acrylate was used as the emulsifying agent and 20 parts by weight of styrene and 50 parts by weight of 2-ethylhexyl acrylate to 30 parts by weight of the resin content of the dispersant were subjected to emulsion polymerization to produce an aqueous resin dispersion D.
- the dispersion D so produced had a solid content of 45 wt.% and a glass transition temperature of ca. 40°C.
- Example 2 Using the same paper as in Example 1 as the printing paper, printing was performed with a solvent type gravure ink, and the printed paper was taken up. The same paper was printed with a web offset rotary printing ink and similarly taken up. These papers were installed on a roll stand of the type shown in Fig. 1, and coated by means of a coater with the coating agent 2. The roll press working was performed under the same conditions as in Example 1 to impart gloss to the printed paper.
- Evaluation Test 1 evaluation was made in the following manner.
- rub resistance was tested 50 times under a load of 500 g. Test samples having sufficient water resistance are marked o, those in which the cloth was contaminated slightly are marked ⁇ , and those in which the cloth was completely contaminated are marked x.
- test samples were bent with the printed sides facing outwards. Those samples in which the printed sides thereof became cracked are marked x and those which remained unchanged are marked o.
- Example 1 The printed matter obtained upon application of the coating agent used in Example 1 was cut and roll press-worked using an endless press including a conventional stainless steel belt. The press working was performed at a speed of 25 m per minute, a temperature of 120°C and a pressure of 100 kg/cm.
- an aqueous flexographic ink as the first color and the respective coating agents 1 to 7 as the second ink, printing and coating were performed continuously on a UF Manila paper (230 g/m2 manufactured by Honshu Seishi Co., Ltd. After drying, the paper was roll press worked on the hot roll of a roll press unit like that shown in Fig. 2 at a temperature of 100°C, a linear pressure of 100 kg/cm and a speed of 60 m/minute to provide the paper with gloss. The gloss obtained following press working was measured by a gloss meter and the measured values are shown in Table 4.
- the liner to which gloss had been imparted was mounted as a front liner on a mill stand roll for front liners and bonded to a core and back liner in a corrugating machine to produce a corrugated board.
- the gloss of the board produced was measured similarly on a gloss meter to evaluate the gloss ratio after press working, that is, the degree to which the gloss deteriorated.
- Example 1 Using a two-color rotary flexo press for printing of a corrugated board liner as in Example 1, printing was performed on a UF Manila paper manufactured by Honshu Seishi Co., Ltd. (230 g/m2 with an aqueous flexographic ink, and the printed front liner was taken up.
- the pre-printed front liner was mounted on a mill roll stand for front liners of an improved corrugating machine arranged as shown in Fig. 1.
- Using a coater having a gravure roll and the coating agent 5 coating was performed in a corrugating machine.
- the front liner was provided with gloss by a roll press working unit having three pairs of press rolls and bonded to a core and a back liner in a double facer section to produce a printed and roll press-worked corrugated board.
- the board so produced showed high gloss as in Example 5 and was free of cracking and hot-plate contamination.
- the process of coating the coating agent for roll press working and of press working can be performed continuously and efficiently, inclusive of the printing process.
- the adaptability to processing in corrugating machines can also be improved by incorporating inorganic fillers in a specified range in the aqueous resin dispersion which is used as the coating agent for roll press working in cases where the dispersion has a lower Tg.
- coating agents applied in an aqueous resin dispersion having a low Tg showed no adaptability to the processing in the corrugating machine and are thus unsuitable for the manufacture of corrugated boards.
- printed matter obtained by application of the method of the present invention shows improved water resistance and provides cartons or pouches of improved strength, in addition to showing improved gloss characteristics.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Paper (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Press Drives And Press Lines (AREA)
- Printing Methods (AREA)
- Treatment Of Fiber Materials (AREA)
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP12969688 | 1988-05-26 | ||
| JP129696/88 | 1988-05-26 | ||
| JP17535388A JP2651459B2 (ja) | 1988-05-26 | 1988-07-13 | 光沢印刷物の製造方法及びそれに適した装置 |
| JP175353/88 | 1988-07-13 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0343794A2 true EP0343794A2 (fr) | 1989-11-29 |
| EP0343794A3 EP0343794A3 (fr) | 1991-11-13 |
| EP0343794B1 EP0343794B1 (fr) | 1995-07-19 |
Family
ID=26465009
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19890304281 Expired - Lifetime EP0343794B1 (fr) | 1988-05-26 | 1989-04-28 | Procédé de fabrication d'imprimés glacés. |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0343794B1 (fr) |
| JP (1) | JP2651459B2 (fr) |
| DE (1) | DE68923485T2 (fr) |
| ES (1) | ES2076957T3 (fr) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1991009740A1 (fr) * | 1989-12-26 | 1991-07-11 | Eastman Kodak Company | Appareil de fusion pour imprimantes a transfert thermique |
| WO1996029205A1 (fr) * | 1995-03-21 | 1996-09-26 | Lundgren Claes G L | Couchage effectue en liaison avec l'impression et composition de couchage dotee de proprietes a effet barriere |
| WO2000017448A2 (fr) * | 1998-09-24 | 2000-03-30 | Sullivan William A | Substrat de support d'image possedant une densite accrue et son procede d'elaboration |
| WO2001085456A1 (fr) * | 2000-05-11 | 2001-11-15 | Kaesbauer Hans | Procede et dispositif pour appliquer une couche de vernis sur la face superieure d'un support d'impression |
| EP1211067A2 (fr) * | 2000-11-16 | 2002-06-05 | Koenig & Bauer Aktiengesellschaft | Procédé et dispositif pour créer des impressions avec apparence plastique dans des machines d'impression offset |
| EP1213141A2 (fr) * | 2000-11-16 | 2002-06-12 | Koenig & Bauer Aktiengesellschaft | Procédé et dispositif pour imprimer un matériel pour fabriquer des flans d'emballage |
| US6869658B2 (en) | 2000-09-12 | 2005-03-22 | Zanders Feinpapier Ag | Recording material bearing an embedded image |
| US6937358B2 (en) | 2000-02-10 | 2005-08-30 | Technology Innovations, Llc | Printable substrate having controllable thickness and method of making and using the same |
| WO2015112141A1 (fr) * | 2014-01-23 | 2015-07-30 | Hewlett-Packard Development Company, L.P. | Lustrage d'impression |
| EP3090874A1 (fr) * | 2015-05-07 | 2016-11-09 | manroland web systems GmbH | Procédé de pliage de supports d'impression vernis en forme de bande ou de feuille |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5825413A (en) * | 1995-11-01 | 1998-10-20 | Thomson Consumer Electronics, Inc. | Infrared surveillance system with controlled video recording |
| JP4513153B2 (ja) * | 2000-01-31 | 2010-07-28 | 凸版印刷株式会社 | 印字適性を有する紙シートおよびこの紙シートを用いた紙器 |
| DE10312601A1 (de) * | 2003-03-21 | 2004-09-30 | Bhs Corrugated Maschinen- Und Anlagenbau Gmbh | Material-Bahn sowie Verfahren zur Herstellung von Wellpappe |
| JP2013144555A (ja) * | 2012-01-13 | 2013-07-25 | Nitto Denko Corp | コンテナ装置 |
| DE102015218325A1 (de) | 2015-09-24 | 2017-03-30 | Bhs Corrugated Maschinen- Und Anlagenbau Gmbh | Wellpappe-Anlage |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1143752A (fr) * | 1955-02-23 | 1957-10-04 | Procédé et machine pour la protection d'une feuille souple | |
| GB986362A (en) * | 1960-09-21 | 1965-03-17 | Continental Can Co | Improvements in or relating to the finishing of coated sheets or webs |
| GB1413656A (en) * | 1972-03-08 | 1975-11-12 | Star Paper Ltd | Plastics coating |
-
1988
- 1988-07-13 JP JP17535388A patent/JP2651459B2/ja not_active Expired - Fee Related
-
1989
- 1989-04-28 EP EP19890304281 patent/EP0343794B1/fr not_active Expired - Lifetime
- 1989-04-28 DE DE1989623485 patent/DE68923485T2/de not_active Expired - Fee Related
- 1989-04-28 ES ES89304281T patent/ES2076957T3/es not_active Expired - Lifetime
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1143752A (fr) * | 1955-02-23 | 1957-10-04 | Procédé et machine pour la protection d'une feuille souple | |
| GB986362A (en) * | 1960-09-21 | 1965-03-17 | Continental Can Co | Improvements in or relating to the finishing of coated sheets or webs |
| GB1413656A (en) * | 1972-03-08 | 1975-11-12 | Star Paper Ltd | Plastics coating |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1991009740A1 (fr) * | 1989-12-26 | 1991-07-11 | Eastman Kodak Company | Appareil de fusion pour imprimantes a transfert thermique |
| WO1996029205A1 (fr) * | 1995-03-21 | 1996-09-26 | Lundgren Claes G L | Couchage effectue en liaison avec l'impression et composition de couchage dotee de proprietes a effet barriere |
| WO2000017448A2 (fr) * | 1998-09-24 | 2000-03-30 | Sullivan William A | Substrat de support d'image possedant une densite accrue et son procede d'elaboration |
| WO2000017448A3 (fr) * | 1998-09-24 | 2000-05-25 | William A Sullivan | Substrat de support d'image possedant une densite accrue et son procede d'elaboration |
| US6937358B2 (en) | 2000-02-10 | 2005-08-30 | Technology Innovations, Llc | Printable substrate having controllable thickness and method of making and using the same |
| US6808584B2 (en) | 2000-05-11 | 2004-10-26 | Heidelberger Druckmaschinen Ag | Method and apparatus for applying a layer of lacquer to an upper side of a printed medium |
| WO2001085456A1 (fr) * | 2000-05-11 | 2001-11-15 | Kaesbauer Hans | Procede et dispositif pour appliquer une couche de vernis sur la face superieure d'un support d'impression |
| US6869658B2 (en) | 2000-09-12 | 2005-03-22 | Zanders Feinpapier Ag | Recording material bearing an embedded image |
| EP1213141A3 (fr) * | 2000-11-16 | 2005-01-05 | Koenig & Bauer Aktiengesellschaft | Procédé et dispositif pour imprimer un matériel pour fabriquer des flans d'emballage |
| EP1213141A2 (fr) * | 2000-11-16 | 2002-06-12 | Koenig & Bauer Aktiengesellschaft | Procédé et dispositif pour imprimer un matériel pour fabriquer des flans d'emballage |
| EP1211067A2 (fr) * | 2000-11-16 | 2002-06-05 | Koenig & Bauer Aktiengesellschaft | Procédé et dispositif pour créer des impressions avec apparence plastique dans des machines d'impression offset |
| EP1211067B1 (fr) * | 2000-11-16 | 2006-11-02 | Koenig & Bauer Aktiengesellschaft | Procédé pour créer des impressions avec apparence plastique dans des machines d'impression offset |
| WO2015112141A1 (fr) * | 2014-01-23 | 2015-07-30 | Hewlett-Packard Development Company, L.P. | Lustrage d'impression |
| US9740155B2 (en) | 2014-01-23 | 2017-08-22 | Hewlett-Packard Development Company, L.P. | Print glossing |
| EP3090874A1 (fr) * | 2015-05-07 | 2016-11-09 | manroland web systems GmbH | Procédé de pliage de supports d'impression vernis en forme de bande ou de feuille |
Also Published As
| Publication number | Publication date |
|---|---|
| DE68923485D1 (de) | 1995-08-24 |
| ES2076957T3 (es) | 1995-11-16 |
| EP0343794B1 (fr) | 1995-07-19 |
| DE68923485T2 (de) | 1996-02-22 |
| JP2651459B2 (ja) | 1997-09-10 |
| EP0343794A3 (fr) | 1991-11-13 |
| JPH02160590A (ja) | 1990-06-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0343794B1 (fr) | Procédé de fabrication d'imprimés glacés. | |
| US5368891A (en) | Method and apparatus for producing glossy printed matter | |
| CN100519217C (zh) | 薄膜转移印刷方法 | |
| US8182875B2 (en) | System and method for protecting a print | |
| EP2111341A1 (fr) | Surfaces d'extrémité d'impression en relief | |
| US20210095135A1 (en) | Primer, ink, and varnish compositions and associated printing apparatus | |
| US20060075916A1 (en) | System and method for ink jet printing of water-based inks using aesthetically pleasing ink-receptive coatings | |
| EP0078120A1 (fr) | Appareil et procédé d'impression d'une bande continue et produit obtenu par ce procédé | |
| US6001290A (en) | Process for the production of a biaxially oriented polypropylene synthetic paper of high gloss and easy-drying printability | |
| JPH0789220A (ja) | インクジェット記録用キャスト塗被紙の製造方法、キャスト塗被紙及びそれを用いた記録方法 | |
| WO1996011976A1 (fr) | Encres d'impression, films stratifies associes et procedes correspondants | |
| KR100876666B1 (ko) | 포장박스용 착색 골판지 및 그 인쇄장치 | |
| US20060077244A1 (en) | System and method for ink jet printing of water-based inks using ink-receptive coating | |
| WO2003097370A1 (fr) | Support papier pour jet d'encre | |
| JPH04175248A (ja) | 着色帯を有する合わせガラス用中間膜の製造方法 | |
| JP3973709B2 (ja) | 型付きインクジェット記録用紙 | |
| JP4270710B2 (ja) | 樹脂塗工紙及びその製造方法 | |
| CN110395057B (zh) | 一次印刷实现三种表面整饰效果的工艺方法 | |
| JPH01120332A (ja) | 光沢段ボールの製造方法 | |
| JP4596903B2 (ja) | 容器成形用積層材およびその製造方法 | |
| JP2867160B2 (ja) | すべり止めニス及びそれを用いたすべり止め加工方法並びにすべり止め加工を施した段ボールの製造方法 | |
| JP2562037B2 (ja) | プレス加工用被覆剤組成物 | |
| JPH03241092A (ja) | すべり止めニス及びそれを用いたすべり止め加工方法並びにすべり止め加工を施した段ボールの製造方法 | |
| DE4311235C2 (fr) | ||
| JPH01171892A (ja) | 超光沢印刷物の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE ES FR GB |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE ES FR GB |
|
| 17P | Request for examination filed |
Effective date: 19920323 |
|
| 17Q | First examination report despatched |
Effective date: 19940105 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES FR GB |
|
| REF | Corresponds to: |
Ref document number: 68923485 Country of ref document: DE Date of ref document: 19950824 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2076957 Country of ref document: ES Kind code of ref document: T3 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19980421 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19980428 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19980430 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19980623 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990428 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990429 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19990428 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19991231 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000201 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20010503 |