EP0314089A1 - Vorrichtung zum Verschieben von Spulentransportträgern, die aus einer scheibenartigen Grundplatte und einem mittigen Zapfen bestehen, in einer Spinnerei - Google Patents
Vorrichtung zum Verschieben von Spulentransportträgern, die aus einer scheibenartigen Grundplatte und einem mittigen Zapfen bestehen, in einer Spinnerei Download PDFInfo
- Publication number
- EP0314089A1 EP0314089A1 EP88117812A EP88117812A EP0314089A1 EP 0314089 A1 EP0314089 A1 EP 0314089A1 EP 88117812 A EP88117812 A EP 88117812A EP 88117812 A EP88117812 A EP 88117812A EP 0314089 A1 EP0314089 A1 EP 0314089A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- peg
- tray
- conveyor belt
- contact
- doffer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000004753 textile Substances 0.000 title claims abstract description 5
- 238000005096 rolling process Methods 0.000 claims description 2
- 238000009987 spinning Methods 0.000 description 12
- 239000010410 layer Substances 0.000 description 10
- 208000012886 Vertigo Diseases 0.000 description 8
- 239000012792 core layer Substances 0.000 description 8
- 230000009471 action Effects 0.000 description 5
- 238000000034 method Methods 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 230000007246 mechanism Effects 0.000 description 4
- 238000004804 winding Methods 0.000 description 4
- 239000004677 Nylon Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 229910052729 chemical element Inorganic materials 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000007378 ring spinning Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
Images





Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H9/00—Arrangements for replacing or removing bobbins, cores, receptacles, or completed packages at paying-out or take-up stations ; Combination of spinning-winding machine
- D01H9/18—Arrangements for replacing or removing bobbins, cores, receptacles, or completed packages at paying-out or take-up stations ; Combination of spinning-winding machine for supplying bobbins, cores, receptacles, or completed packages to, or transporting from, paying-out or take-up stations ; Arrangements to prevent unwinding of roving from roving bobbins
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H9/00—Arrangements for replacing or removing bobbins, cores, receptacles, or completed packages at paying-out or take-up stations ; Combination of spinning-winding machine
- D01H9/18—Arrangements for replacing or removing bobbins, cores, receptacles, or completed packages at paying-out or take-up stations ; Combination of spinning-winding machine for supplying bobbins, cores, receptacles, or completed packages to, or transporting from, paying-out or take-up stations ; Arrangements to prevent unwinding of roving from roving bobbins
- D01H9/187—Arrangements for replacing or removing bobbins, cores, receptacles, or completed packages at paying-out or take-up stations ; Combination of spinning-winding machine for supplying bobbins, cores, receptacles, or completed packages to, or transporting from, paying-out or take-up stations ; Arrangements to prevent unwinding of roving from roving bobbins on individual supports, e.g. pallets
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H9/00—Arrangements for replacing or removing bobbins, cores, receptacles, or completed packages at paying-out or take-up stations ; Combination of spinning-winding machine
- D01H9/02—Arrangements for replacing or removing bobbins, cores, receptacles, or completed packages at paying-out or take-up stations ; Combination of spinning-winding machine for removing completed take-up packages and replacing by bobbins, cores, or receptacles at take-up stations; Transferring material between adjacent full and empty take-up elements
- D01H9/08—Doffing arrangements independent of spinning or twisting machines
- D01H9/10—Doffing carriages ; Loading carriages with cores
Definitions
- the present invention relates to a transportation of bobbins in a textile mill, particularly between a spinning process and a winding process, while each the bobbin is mounted on a peg-tray.
- a transportation system utilizing a peg-tray is preferable to the conventional conveyor system when full bobbins produced in a spinning process are transported to a winding process and empty bobbins discharged from the winding process are returned to the spinning process through a conveying means directly connecting both processes.
- An apparatus for displacing the peg-tray is disclosed, for example, in Japanese Unexamined Utility Model Publication No. 61-202471 and Japanese Unexamined Patent Publication No.
- a peg-tray is inserted into a gap between a pair of guide rails, each confronting the other and having a C-shaped cross-section, and conveyed by a conveyor belt while the lower surface of the peg-tray is in contact therewith.
- the peg-tray When the peg-tray is laid on the conveyor belt under its own gravity, however, it is difficult to displace the same along a steeply rising slope, whereby the transportation path must be prolonged in comparison with a case in which a steep slope is adopted.
- the peg-tray may be biased to the guide rails by the resiliency of the conveyor belt so that the peg-tray is always supported by the guide rails. This, however, results in an increase of a frictional resistance between a belt guide and the conveyor belt, which in turn causes rapid wear of the conveyor belt and the guide thereof and the biasing effect of the conveyor belt is lost in a shorter period.
- an object of the present invention is to provide an apparatus for transporting a peg-tray along a path having a desired configuration.
- Another object of the present invention is to provide an apparatus for transporting a peg-tray, which is suitably built-in in a compact doffer for a spinning frame.
- an apparatus for transporting a row of peg-trays in a textile mill comprising a linear guiding element arranged along a transportation path of the peg-tray, for guiding the peg-tray while in contact with the upper surface of the peg-tray, a conveyor belt arranged in parallel to the guiding element while the peg-tray is sandwiched between the guiding element and the conveyor belt, and means for supporting the conveyor belt to be in contact with the lower surface of the peg-tray.
- the apparatus is characterized, according to the present invention, in that a coefficient of kinetic friction between the lower surface of the peg-tray and the conveyor belt is larger than that between the supporting means and the conveyor belt.
- the conveyor belt preferably comprises an uppermost portion having a lower coefficient of kinetic friction and in contact with the supporting means, and a lowermost portion having a higher coefficient of kinetic friction and in contact with the peg-tray.
- the supporting means preferably comprises a roller in rolling contact with the conveyor belt.
- the supporting means may comprise a guide block having a recess in the cross-section thereof suitable for receiving the conveyor belt, and resiliently supported from a stationary frame to bias the conveyor belt toward the peg-tray.
- the supporting means may comprise a blade spring for directly and resiliently supporting the conveyor belt to bias the latter toward the peg-tray.
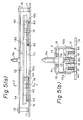
- an auto-doffer 1 is provided so as to be movable along a ring spinning frame by a driving torque generated by a motor 4, which is transmitted to the doffer 1 through a screw roller 5 engaged with a series of pins 3 secured at a distance on a rail 2.
- a conveyor belt 7 extends beneath a spindle rail 6 in parallel thereto and is adapted to carry thereon a peg-tray 9 having a diameter substantially equal to an arrangement pitch of a spindle 8 of the spinning frame.
- a plurality of peg-trays 9A, each carrying an empty bobbin, are arranged on the conveyor 7 so that each bobbin corresponds to a spindle 8.
- an entry plate 10 is provided for taking the peg-tray 9A with an empty bobbin into the interior of the doffer 1.
- an exit plate 11 is provided in a rear region for transferring a peg-tray 9B with a full bobbin from the doffer 1 to the conveyor belt 7.
- a distorted transportation path consisting of a flat belt 13 driven by a motor 12, and a pair of linear guiding elements 14.
- This distorted transportation path moves the peg-tray 9A with an empty bobbin taken into the doffer 1 through the entry plate 10 upward to bring the same to a position corresponding to but above a full bobbin F mounted on the spindle 8.
- the empty bobbin E is unloaded from the peg-tray 9A in this position.
- the transportation path then moves the peg-tray 9 thus unloaded downward to bring the same to a position corresponding to the lower portion of the spindle 8.
- the peg-tray 9 is loaded with the full bobbin F doffed from the spindle 8 in this position.
- the transportation path moves the peg-tray 9B thus loaded downward to bring the same to the vicinity of the exit plate 11.
- a conveyor belt 13 of the distorted transportation path 15 is guided by a plurality of pulleys 16 to have three horizontal areas; a first areas running in parallel to the conveyor belt 7 at a height corresponding to that of the latter, a second area runni.ng in parallel to the spindle rail 6 at a height corresponding to that of the lower portion of the spindle, and a third area running in parallel to the spindle rail 6 at a height above the full bobbin F mounted on the spindle 8. It should be noted that the conveyor belt 13 runs in the first area in the running direction of the doffer 1.
- a plurality of brackets 17, each having a U-shape cross-section are fixedly secured on a rear inner wall 1a of the doffer 1 at a distance therebetween along the peg-tray transportation path.
- a pair of support members 18 are secured to the free ends of each bracket and opposing each other.
- Each support member 18 fixedly supports, at the free end of the inner wall thereof, a continuous linear guide member 14 extending lengthwise along the transportation path.
- one or more guide brackets 19, each having a U-shaped cross-section are fixedly secured on the rear inner wall 1a of the doffer 1 along the transportation path.
- a pair of L-shaped stops 20 are secured to the free ends of each the guide brackets 19, and opposing each other.
- a guide block 21 having a U-shaped cross-section, so that it is slidably movable up and down but cannot be displaced lengthwise of the transportation path due to the engagement of a projection 21b of the guide block 21 with a slot 19b formed on the inner wall of the guide bracket 19.
- the conveyor belt 13 is slidingly guided by the guide block 21 while passing through a central groove 21a thereof, while the guide block 21 is retained within the guide bracket 19.
- a pair of coil springs 22 are intervened between the rear inner wall 1a of the doffer 1 and the guide block 21 at the opposite end region thereof to bias the latter toward the linear guiding elements 14.
- the peg-tray 9 is inserted into a gap between the guiding element 14 and the conveyor belt 13 with a peg 9a thereof fitted between the pair of guiding elements 14.
- the conveyor belt 13 is pressed onto the lower surface of the peg-tray 9 due to the action of the spring 22, and the upper surface of the peg-tray 9 is pressed onto the guiding elements 14.
- the stop 20 serves to prevent the guide block 21 from escaping from the guide bracket 19 until the conveyor belt 13 is inserted in the central groove 21a and suppresses the upward movement of the guide block 21. Therefore, the stop 20 may be removed after the insertion of the conveyor belt 13 has been completed.
- the conveyor belt 13 is formed by laminating a pair of outer layers 13a having a higher coefficient of kinetic friction with the intervention of a core layer 13a having a lower coefficient thereof in such a manner that the core layer 13a is staggered widthwise to both the outer layers 13b so that the conveyor belt 13 is brought into contact with the peg-tray 9 by only a free edge of the outer layers 13b on one hand, and with the bottom wall of the central groove 21a of the guide block 21 by only a free edge of the core layer 13a on the other hand.
- a carriage 23 In the interior of the doffer 1, a carriage 23 is secured to the rear inner wall 1a and is slidable in the running direction of the doffer 1, by shafts 24 and 25.
- the carriage 23 is provided with an empty bobbin donning device 26 which removes the empty bobbin E from the peg-tray 9A transported to the position above the full bobbin F mounted on the spindle 8 and dons the empty bobbin E onto the spindle 8 after the full bobbin F has been doffed.
- the carriage 23 is also provided with a full bobbin doffing device 27 which doffs the full bobbin F from the spindle 8 and inserts the same on the peg-tray 9 transported to the position at a level equal to the lower portion of the spindle 8.
- the carriage 23 is reciprocatedly movable along the shafts 24 and 25 by the pivotal motion of a cam lever 29 driven by a cam 28 operatively connected to the screw roller 5.
- a pair of arms 31 of an empty bobbin gripper 30 constituting the empty bobbin donning device 26 are also driven by the screw roller 5 through a shaft 35 and a cam/gear mechanism (not shown).
- a pair of arms 33 of a full bobbin gripper 32 constituting the full bobbin doffing device 27 are driven by the screw roller 5 through a shaft 36 and a cam/gear mechanism (not shown).
- the empty bobbin donning device 26 and the full bobbin doffing device 27 are driven to doff the full bobbin F from the spindle 8 and don the empty bobbin E onto the spindle 8.
- a plate 37 is provided in the doffer 1 for supporting a tip of the empty bobbin E mounted on the peg-tray 9A, which bobbin is to be held by the gripper 30, and thus will not fall off of the peg 9a of the peg-tray 9A.
- a positioning member 38 driven by a rotary solenoid 39 to interfere with the transportation path is provided for positioning the peg-tray in place when the donning operation is carried out.
- the doffer 1 waiting at one end of the spinning frame starts to run at a predetermined constant speed.
- the motor 21 for the distorted transportation device 15 is energized to drive the conveyor belt 13 in the arrowed direction as shown in Figs. 1 and 2.
- the pegtrays 9A with empty bobbins E are taken one by one from the conveyor belt 7 into the doffer 1 by the action of the entry plate 10.
- the peg-tray 9A thus taken-in is then introduced into the distorted transportation path in the vicinity of the entry plate 10 with the peg 9a thereof intervening between a pair of linear guiding elements 14, whereby the peg-tray 9A in the upright position is gradually tilted to the horizontal position as it advances, in accordance with the distortion of the path.
- the lower surface of the peg-tray 9A is resiliently pressed onto the free edges of the outer layers 13b by the action of the spring 22 through the guide block 21.
- the reaction from the conveyor belt 13 causes the peg-tray 9A to press against the guiding elements 14, and thus the peg-tray 9A can be conveyed upward by the conveyor belt 13 while in the horizontal position, with the assistance of the guiding elements 14.
- the lower surface of the peg-tray 9A is in contact only with the free edges of the outer layers 13b during the transportation and the bottom surface of the central groove 21a of the guide block 21 is in contact only with the free edge of the core layer 13a.
- a pressure applied by the spring 22 to the guide block 21 is transmitted to the conveyor belt 13 through the contact area between the edge of the core layer 13a and the bottom of the central groove 21a.
- This pressure is also transmitted to the peg-tray 9A through the contact area between the lower surface of the peg-tray 9A and the edges of the outer layers 13b, so that the upper surface of the peg-tray 9A is pressed onto the guiding elements 14.
- the peg-tray 9A with empty bobbin When the peg-tray 9A with empty bobbin has been conveyed to the upper area of the doffer 1, it is disposed in a predetermined position by the action of the positioning member 38. Then the empty bobbin E is removed from the peg-tray 9A by the empty bobbin donning device 26 and held thereby. While the carriage 23 is moving opposite to the running direction of the doffer 1 the full bobbin F on the spindle 8 is doffed and held by the full bobbin doffing device 27, and the empty bobbin E held by the empty donning device 26 is donned onto the aforesaid spindle 8.
- the peg-tray 9 from which the empty bobbin E has been removed is displaced to a waiting position on the transportation path at a level corresponding to the spindle rail 6. This waiting position is correctly defined by the action of the positioning member 45.
- the full bobbin F which has been held by the full bobbin doffing device 27 is transferred to the waiting peg-tray 9.
- the peg-tray 9B thus loaded with the full bobbin F is displaced to the exit plate 11 along the transportation path with the cooperation of the conveyor belt 13 and the guiding elements 14, at which the position of the full bobbin F is made to change from the horizontal to the vertical due to the distortion of the transportation path, and transferred on the conveyor belt 7.
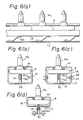
- the present invention is not limited to the above embodiment but includes variations illustrated in Figs. 4 through 8.
- a blade spring 40 having a U-shaped cross-section is used instead of the coil spring 22 in the above embodiment.
- a pin 41 instead of the stop 20, is loosely fitted through a vertical slot 19a onto the respective side of the guide block 21 accommodated in the guide bracket 19.
- the conveyor belt 13 is formed of a lower layer 13c having a lower coefficient of kinetic friction and solely in contact with the guide block 42 and an upper layer 13d having a higher coefficient of kinetic friction and solely in contact with the peg-tray 9.
- the guide block 42 is pivoted at one end thereof to a stationary wall by a pin 43 and is biased upward in the drawings at the other end thereof by a coil spring 44 engaged with a projection 42a protruded from the respective side of the guide block 42.
- FIGs. 6(a) and (b) Another embodiment is illustrated in Figs. 6(a) and (b).
- the guide block 21 or 42 is eliminated and the coil spring 22 in Fig. 3 is replaced by a blade spring 50 provided beneath the conveyor belt 13.
- a plurality of the blade springs 50 are arranged at a distance from each other and directly in contact, through a low frictional ceramics coating applied thereon, with the lower surface of the conveyor belt 13 within the guide bracket 19.
- the conveyor belt 13 is formed of outer layers 13b having a high coefficient of kinetic friction, such as rubber, and in contact with the peg-tray 9 and a core layer 13a having a low coefficient of kinetic friction, such as nylon, and in contact with the blade spring 50 sandwiched between the former.
- the peg-tray 9 is pushed upward in the drawing by the conveyor belt 13 and the upper surface of the peg-tray 9 is forcibly brought into contact with the guiding elements 14 fixed to the support members 18.
- Figure 6(c) is a variation of the embodiment shown in Fig. 6(b), in which the support member 18 is connected with the bracket 17 by a set screw 51 and a vertical slot 52 so that the height of the guiding element 14 can be adjusted by changing the set position of the screw 51.
- Figure 6(d) is a further variation of Fig. 6(b), in which the guide bracket 19 and the support member 18 are integral with each other.
- Figure 7 is a still further embodiment, according to the present invention, in which the support member 18 is connected with the bracket 17 by a blade spring 53 which is biased to bend in the arrowed direction so that the guiding element 14 is forced into resilient contact with the peg-tray 9.
- the conveyor belt 13 is formed by a core layer 13a having a lower coefficient of friction and outer layers 13b having a high coefficient of friction.
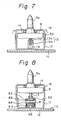
- Figure 8 is an alternative embodiment in which the conveyor belt 13 made of a single material having a high frictional coefficient such as rubber is biased toward the peg-tray 9 by a guide roller 60 having a groove 65 on the periphery thereof to engage with the conveyor belt 13.
- a shaft 61 thereof is rotatably supported by a pair of brackets 62.
- Each of the brackets 62 has an aperture 63 in which a spring 64 is accommodated for biasing the shaft 61 upwards through a vertical slot 66 in the bracket 62 so that the conveyor belt 13 running while engaged with the groove 65 is pressed onto the lower surface of the peg-tray 9.
- a conveyor belt is simultaneously in contact on one hand with means for guiding the conveyor belt, such as a guide block 22, 42 or a guide roller 60, and on the other hand with a peg-tray.
- means for guiding the conveyor belt such as a guide block 22, 42 or a guide roller 60
- a peg-tray Since coefficients of kinetic friction in both contact areas are suitably adjusted by the structure according to the present invention, the posture of a peg-tray during the transportation thereof is optionally selectable, i.e., horizontal or slanted, without undesirable wear.
- a steep transportation path 70 as shown in Fig. 9 may be realized without difficulty, for providing a walk way 73 for an operator, which path is used for conveying the peg-tray 9 between a spinning frame 71 and a winder 72.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Spinning Or Twisting Of Yarns (AREA)
- Replacing, Conveying, And Pick-Finding For Filamentary Materials (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP1987164763U JPH06465Y2 (ja) | 1987-10-27 | 1987-10-27 | ペッグトレイ搬送装置 |
| JP164763/87U | 1987-10-27 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0314089A1 true EP0314089A1 (de) | 1989-05-03 |
| EP0314089B1 EP0314089B1 (de) | 1992-12-30 |
Family
ID=15799464
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88117812A Expired - Lifetime EP0314089B1 (de) | 1987-10-27 | 1988-10-26 | Vorrichtung zum Verschieben von Spulentransportträgern, die aus einer scheibenartigen Grundplatte und einem mittigen Zapfen bestehen, in einer Spinnerei |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0314089B1 (de) |
| JP (1) | JPH06465Y2 (de) |
| KR (1) | KR910007566B1 (de) |
| DE (1) | DE3877128T2 (de) |
| ES (1) | ES2036654T3 (de) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0409624A1 (de) * | 1989-07-19 | 1991-01-23 | Nisshinbo Industries, Inc. | Vorrichtung zur Übergabe von Spulen in Spinnmaschinen |
| DE3924712A1 (de) * | 1989-07-26 | 1991-01-31 | Zinser Textilmaschinen Gmbh | Transportvorrichtung zum bereitstellen von leeren spulenhuelsen an die spinnstellen und zum abtransportieren von vollen spinnspulen von den spinnstellen einer doppelseitigen spinnmaschine |
| US5074401A (en) * | 1988-06-16 | 1991-12-24 | Kabushiki Kaisha Toyoda Jidoshokki Seisakusho | Bobbin-carrying apparatus of a combined fine spinning machine and winder |
| US5174432A (en) * | 1991-01-18 | 1992-12-29 | Murata Kikai Kabushiki Kaisha | Tray conveyor apparatus |
| US5176245A (en) * | 1990-07-20 | 1993-01-05 | Murata Kikai Kabushiki Kaisha | Conveyor device for transporting peg trays |
| US5201405A (en) * | 1991-04-26 | 1993-04-13 | Murata Kikai Kabushiki Kaisha | Tray conveyor |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3630670A1 (de) * | 1985-09-09 | 1987-04-30 | Murata Machinery Ltd | Spulenfoerdereinrichtung zum transportieren von spinnspulen |
-
1987
- 1987-10-27 JP JP1987164763U patent/JPH06465Y2/ja not_active Expired - Lifetime
-
1988
- 1988-10-26 EP EP88117812A patent/EP0314089B1/de not_active Expired - Lifetime
- 1988-10-26 DE DE8888117812T patent/DE3877128T2/de not_active Expired - Fee Related
- 1988-10-26 ES ES198888117812T patent/ES2036654T3/es not_active Expired - Lifetime
- 1988-10-26 KR KR1019880013979A patent/KR910007566B1/ko not_active IP Right Cessation
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3630670A1 (de) * | 1985-09-09 | 1987-04-30 | Murata Machinery Ltd | Spulenfoerdereinrichtung zum transportieren von spinnspulen |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5074401A (en) * | 1988-06-16 | 1991-12-24 | Kabushiki Kaisha Toyoda Jidoshokki Seisakusho | Bobbin-carrying apparatus of a combined fine spinning machine and winder |
| EP0409624A1 (de) * | 1989-07-19 | 1991-01-23 | Nisshinbo Industries, Inc. | Vorrichtung zur Übergabe von Spulen in Spinnmaschinen |
| US5092116A (en) * | 1989-07-19 | 1992-03-03 | Nisshinbo Industries, Inc. | Bobbin transfer apparatus for spinning machines |
| DE3924712A1 (de) * | 1989-07-26 | 1991-01-31 | Zinser Textilmaschinen Gmbh | Transportvorrichtung zum bereitstellen von leeren spulenhuelsen an die spinnstellen und zum abtransportieren von vollen spinnspulen von den spinnstellen einer doppelseitigen spinnmaschine |
| US5176245A (en) * | 1990-07-20 | 1993-01-05 | Murata Kikai Kabushiki Kaisha | Conveyor device for transporting peg trays |
| US5174432A (en) * | 1991-01-18 | 1992-12-29 | Murata Kikai Kabushiki Kaisha | Tray conveyor apparatus |
| US5201405A (en) * | 1991-04-26 | 1993-04-13 | Murata Kikai Kabushiki Kaisha | Tray conveyor |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3877128D1 (de) | 1993-02-11 |
| KR890006881A (ko) | 1989-06-16 |
| JPH06465Y2 (ja) | 1994-01-05 |
| DE3877128T2 (de) | 1993-05-19 |
| EP0314089B1 (de) | 1992-12-30 |
| ES2036654T3 (es) | 1993-06-01 |
| KR910007566B1 (ko) | 1991-09-27 |
| JPH0170876U (de) | 1989-05-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4813222A (en) | System for transferring full and empty bobbins from and to a textile machine such as a ring spinning frame | |
| EP0314089A1 (de) | Vorrichtung zum Verschieben von Spulentransportträgern, die aus einer scheibenartigen Grundplatte und einem mittigen Zapfen bestehen, in einer Spinnerei | |
| EP0346910B1 (de) | Einrichtung zum Transport von Spulen in einer mit einer Spulmaschine kombinierten Spinnmaschine | |
| US4784255A (en) | Spinning bobbin transporting device | |
| JPH01321268A (ja) | 紡機におけるボビン搬送装置 | |
| JP3513548B2 (ja) | 紡績機械 | |
| JPH0441190Y2 (de) | ||
| JP2550171B2 (ja) | トレイ搬送用ベルト及びその製造方法 | |
| CN117772638B (zh) | 一种布卷自动输送装置及输送方法 | |
| JPH09111553A (ja) | 紡機におけるボビン抜取り装置 | |
| JPH07113171B2 (ja) | 紡機における管替機内のペッグトレイ位置決め装置 | |
| JPH0523586Y2 (de) | ||
| JPH0613274Y2 (ja) | 精紡ワインダのボビン搬送装置 | |
| JPH0226944Y2 (de) | ||
| JPH0523587Y2 (de) | ||
| JP2955426B2 (ja) | 紡機におけるぺッグトレイ搬送装置 | |
| JPH09132828A (ja) | 紡機におけるボビン搬送方法及び搬送装置 | |
| JPH04115859U (ja) | ぺツグトレイ分離装置 | |
| JP2955427B2 (ja) | 紡機におけるぺッグトレイ搬送装置 | |
| JPS63126928A (ja) | 紡機におけるボビン搬送装置 | |
| JPH0512309Y2 (de) | ||
| JPH0585657B2 (de) | ||
| JPS6312727A (ja) | 精紡機の管替装置におけるペツグトレ−の搬送装置 | |
| JPS5939661A (ja) | 運搬車の間欠送り装置 | |
| JPH01314737A (ja) | 精紡ワインダのボビン搬送装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE ES IT LI |
|
| 17P | Request for examination filed |
Effective date: 19890516 |
|
| 17Q | First examination report despatched |
Effective date: 19901105 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE ES IT LI |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 3877128 Country of ref document: DE Date of ref document: 19930211 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2036654 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19961010 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19961028 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19961127 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF THE APPLICANT RENOUNCES Effective date: 19971027 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19971031 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19971031 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980701 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20001102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051026 |