EP0312843A1 - Verfahren zur Wärmeübertragung und dessen Anwendung zum temperaturkontrollierten Kühlen von Walzgut - Google Patents
Verfahren zur Wärmeübertragung und dessen Anwendung zum temperaturkontrollierten Kühlen von Walzgut Download PDFInfo
- Publication number
- EP0312843A1 EP0312843A1 EP88116561A EP88116561A EP0312843A1 EP 0312843 A1 EP0312843 A1 EP 0312843A1 EP 88116561 A EP88116561 A EP 88116561A EP 88116561 A EP88116561 A EP 88116561A EP 0312843 A1 EP0312843 A1 EP 0312843A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- rolling stock
- section
- water
- tube
- pipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 34
- 238000001816 cooling Methods 0.000 title claims abstract description 21
- 230000008569 process Effects 0.000 title abstract description 7
- 238000005096 rolling process Methods 0.000 claims abstract description 92
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 43
- 239000007788 liquid Substances 0.000 claims abstract description 20
- 239000000203 mixture Substances 0.000 claims abstract description 17
- 239000007787 solid Substances 0.000 claims abstract description 9
- 238000002347 injection Methods 0.000 claims abstract description 3
- 239000007924 injection Substances 0.000 claims abstract description 3
- 238000012546 transfer Methods 0.000 claims description 15
- 238000013459 approach Methods 0.000 claims description 4
- 230000000694 effects Effects 0.000 abstract description 5
- 239000000498 cooling water Substances 0.000 description 9
- 230000008859 change Effects 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 230000007257 malfunction Effects 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000013461 design Methods 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 238000012549 training Methods 0.000 description 2
- 238000005276 aerator Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 229910000734 martensite Inorganic materials 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
- C21D9/573—Continuous furnaces for strip or wire with cooling
- C21D9/5732—Continuous furnaces for strip or wire with cooling of wires; of rods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/02—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for lubricating, cooling, or cleaning
- B21B45/0203—Cooling
- B21B45/0209—Cooling devices, e.g. using gaseous coolants
- B21B45/0215—Cooling devices, e.g. using gaseous coolants using liquid coolants, e.g. for sections, for tubes
- B21B45/0224—Cooling devices, e.g. using gaseous coolants using liquid coolants, e.g. for sections, for tubes for wire, rods, rounds, bars
Definitions
- the invention relates to a method for heat transfer between liquid media, on the one hand, and also liquid media or solid bodies, on the other hand, and to the use of the method for temperature-controlled cooling of rolling stock during and after the rolling deformation in rolling stock guide pipes through which water flows and which the water flows from with a presettable inlet pressure one which is fed to a ring nozzle with a variable outlet cross section and fitted in a feed pipe.
- the invention has for its object to provide such a possibility with relatively little technical effort.
- a container holding the liquid medium or a conduit for the flowing liquid medium or the solid body is acted upon on all sides by a flowing liquid medium to which a predetermined proportion of a gaseous medium is constantly mixed.
- water can advantageously be used as the liquid medium and air can advantageously be used as the admixing gaseous medium.
- the pressure of the flowing medium changeable and definable or, insofar as the heat transfer is to take place on a solid body, to move it at a variable and definable speed.
- a suitable device for carrying out these methods is a cylindrical outer tube which coaxially comprises an inner cylinder tube which receives the flowing medium.
- a nozzle head is expediently arranged at the open entrance of the outer cylinder tube, to which the liquid flowing medium can be fed, and which has an inlet pipe which can be axially displaced therein, with which together the nozzle head has an annular nozzle which surrounds the inner cylinder tube and for the outlet of the liquid medium with simultaneous suction form the gaseous medium through the open entrance of the outer cylinder tube.
- the method can be used, for example, for temperature-controlled cooling of rolling stock in such a way that, for example, water is introduced into the nozzle head and emerges from the ring nozzle formed by the nozzle head and inlet pipe.
- the negative pressure which arises behind the outlet cross section of the nozzle formed in this way sucks air out of the well-known manner open entrance of the outer cylinder tube, so that a water-air mixture arises behind the nozzle, its composition can be changed within wide limits according to the invention by axial displacement of the inlet pipe.
- the water-air mixture acts on all sides of the inner cylinder tube, in which the liquid medium is guided, which is supposed to either absorb or release heat.
- a rod-shaped solid body for example in wire form, can also be moved directly through the center of the outer cylinder tube at the desired speed, the periphery of this rod being acted upon directly by the water-air mixture.
- the inlet pipe of the nozzle head and possibly the discharge pressure and rod speed can be controlled in a manner known per se with the aid of sensors and control devices, in accordance with values calculated on the basis of the sensor measurement results.
- Working methods and devices are known (DE-B-16 02 356) in which, here the wire passing through at high speed of a wire rolling mill before it enters the wire reel and subsequent treatment devices working with air or other coolants in the same way Water is cooled so that the wire is completely enclosed by the water introduced into the wire guide tube through the ring nozzle and thereby releases its heat to the water.
- the primary purpose of the working methods and devices was to cool the wire down to a greater or lesser extent from the rolling heat and to prepare it for subsequent placement by means of a reel on horizontal conveyors, on which the wire was then further treated. It was tried to ver the cooling effect by increasing the inflow pressure of the water and / or by extending the wire guide tubes strengthen.
- these known, known working methods and devices used for this purpose are to be improved so that the possibility is created for the rolling stock within the rolling stock guide tubes to be given predetermined or precalculated amounts of heat over a large setting range, with the aim, for example, of a permissible temperature difference between the core and to maintain the circumferential surface of the rolling stock or a defined surface temperature, for example the martensite point not to fall below.
- the invention further provides, when the rolling stock is guided through a plurality of rolling stock guide tubes arranged one behind the other, each having ring nozzles with an adjustable outlet cross section, the cooling of the rolling stock in the individual successive guide tubes with definable different settings of the respective outlet cross section of the ring nozzles and / or of the inlet pressure of the water is effected.
- an elastically supported deflection cover which can be brought into and out of the cover position and which deflects the cooling water jet emerging from the exit downwards if arranged no rolling stock is moved through the rolling stock guide tube during breaks.
- the deflection cover prevents the cooling water jet from acting on the rolling stock behind the outlet of the cooling tube, the cooling water jet the opposite wiper jet of the wiper nozzle head breaks through and may cause malfunctions.
- the respective output and input of these partial tubes would be coaxially opposite each other at the front, the input of the second partial tube in a known manner as an inlet funnel and the output of the first partial tube from a tube section which tapers conically in the flow direction and which is in a cylindrical shape Pipe section merges, are formed, the tapered pipe section and the cylindrical pipe section have longitudinal recesses open to the pipe center axis. The total cross section of these longitudinal recesses is dimensioned such that the through cross section of these two pipe sections is approximately equal to the through cross section of the first partial pipe.
- the division of the rolling stock guide tube has the further advantage that, in the event of any malfunctions during the cooling operation, the sections of the rolling stock located in the guide tubes can be more easily removed from these shorter tubes.
- the setting of the outlet cross section of the ring nozzles can be effected with a remotely controllable actuator for setting this outlet cross section.
- a device for performing the above-described method according to the invention which consists of a stationary nozzle head connected to the water supply with a conical funnel attachment and a conically tapered beginning projecting and axially displaceable rolling stock inlet pipe, as is known from DE-U-71 34 676 be designed such that the inlet pipe is connected to the nozzle head by a screw thread and carries a worm wheel outside the nozzle head which can be driven by a worm shaft.
- levers connected to an actuator are articulated at the end of the rolling stock inlet pipe located outside the funnel attachment of the nozzle head and are rotatably mounted about an axis running at a distance transversely to the center axis of the rolling stock inlet pipe.
- the levers can engage as a pair of levers with a sliding cam arranged at their free end in an annular groove arranged at the end of the rolling stock inlet pipe and with their other end can be fixedly connected to the axle mounted above or below the rolling stock inlet pipe, which at one free end has one on one Piston cylinder unit carries the actuated lever.
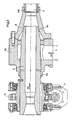
- a rolling stock guide tube FR consisting of partial tubes 2a and 2b is arranged in a fixed manner in the housing 1 in a housing 1.
- the nozzle head DK is placed on the input side E of the partial tube 2a and a centering projection ZA on the output side A of the partial tube 2b, behind which a deflection cover 4 is articulated in the housing 1 outside the tube part 2b.
- a wiping nozzle head ADK is also arranged in a stationary manner in the housing 1.
- the nozzle head DK and the scraper nozzle head ADK are connected to the water supply line ZL with a distribution pipe 5.
- a collecting trough 6, which leads to a drain 7, is arranged below the partial pipes 2a and 2b and the nozzle head DK of the centering projection ZA and the wiping nozzle head ADK.
- the nozzle head DK forms with a conical funnel attachment 8 and a thread-guided rolling stock inlet pipe 9, the conical tip 9a of which projects into the conical funnel attachment 8, an annular nozzle whose outlet cross section extends by turning the rolling stock inlet pipe 9 in the thread 8a of the nozzle head DK is changeable.
- the rotary drive consists of a worm wheel 10 placed on the rolling stock inlet pipe 9 and the worm shaft 11 meshing therewith, the drive of which is not shown.
- the water is fed to the nozzle head DK in the direction of arrow R4 from the distribution pipe 5 (FIG. 1).
- the conical funnel attachment 8 of the nozzle head DK is connected to the inlet E of the guide tube FR.
- the deflection cover 4 is arranged behind the output A of the wire guide tube FR in a manner not shown on the housing 1 about a pivot bearing DL, which is supported by springs or other elements, not shown, from the dash-dotted lines Deflection position in the passage position shown in full lines is pivotable.
- a pipe extension 14 is arranged at the outlet A of the rolling stock guide pipe, which has a pipe section 14a which tapers conically in the flow direction and an adjoining cylindrical outlet pipe section 14b (cf. . 4 and 5).
- Both pipe sections 14a and 14b have longitudinal grooves 16 open towards the pipe center axis, here with a cross section in the form of a circular section. The total passage cross-section of these longitudinal grooves 16 is approximately as large as the passage cross-section of the partial pipe 2a to be fed.
- the device is operated according to the working method according to the invention as follows:
- the rolling stock (the wire rod) D is brought from a feed tube, not shown, in the direction of arrow R6 (FIGS. 1 and 2) into the inlet tube of the nozzle head DK and further into the input side E of the wire guide tube FR.
- the cooling water passed through the distribution pipe 5 into the nozzle head DK passes through the outlet cross section of the ring nozzle formed by the conical tip 9a of the rolling stock inlet pipe 9 and the inner wall of the conical funnel attachment 8 into the considerably larger cross section behind this conical funnel attachment 8 a.
- the resulting water-air mixture is then carried on in the rolling stock guide pipe FR, enclosing the outer circumference of the wire rod D, cools it down during the passage through the rolling stock guide pipe FR and, after leaving the rolling stock guide pipe FR in the outlet A, in a known manner through one of the direction of travel R6 inclined opposite water jet from the ring nozzle of the wiper nozzle head ADK from the peripheral surface of the wire rod D removed.
- the baffle cover 4 is in this operating phase in the passage position shown in full lines in FIG. 3.
- the baffle cover 4 moves into the deflection position shown in dash-dot lines and causes the cooling water jet emerging from the output A of the rolling stock guide tube FR to be deflected downwards, while at the same time maintains or stabilizes the pressure conditions necessary for the passage of rolling stock through the rolling stock guide pipe FR.
- deflecting the cooling water jet with the aid of the deflecting cover 4 prevents the cooling water jet from breaking through the opposing water jet of the wiping nozzle head ADK and thereby causing malfunctions or making it necessary for the water jet from the wiping nozzle head ADK to be considerably strengthened. which would result in a large additional water consumption.
- the rolling stock guide pipe FR is, as can be seen from FIG. 1, divided into two partial pipes 2a and 2b.
- the outlet and the inlet of the two partial tubes 2a, 2b are coaxially opposite each other at the separation point at the front.
- the inlet of the second pipe section 2b is designed in a known manner as an inlet funnel and the outlet of the first pipe section 2a (see FIGS. 4 and 5) has pipe sections 14a and 14b which taper conically or cylindrically in the flow direction for centering the rolled material strand run.
- FIG. 6 An example of the cooling process when the wire rod passes through the rolling stock guide tube FR is indicated in a diagram in FIG. 6.
- the diagram shows the temperature profile of the outer circumference of the wire rod with curve 1, the average with curve 2 and the core with curve 3 and shows that the wire rod has already been cooled for 8 seconds after leaving the rolling stock guide tube FR so that one of the entire wire rod cross-section comprehensive reduction in temperature to 600 ° C has been achieved.
- the required low heat transfer coefficient can only be achieved with a water-air mixture with a high proportion of air and requires a very long cooling tube that is not suitable for rolling operation.
- the end 9b of the rolling stock inlet pipe 9 located outside the funnel attachment 8 of the nozzle head DK is mounted in the nozzle head DK so as to be longitudinally displaceable and secured against rotation by a locking bolt 17. It has an annular groove 18, into which slide cams 19 engage, which are arranged at the free ends of a pair of levers 20 which is seated on an axis 21 which is supported in bearings 22 in the housing 1 of the device.
- the axis 21 runs below the rolling stock inlet pipe 9 transversely to its central axis. With the axis 21, an adjusting lever 23 is fixedly connected to the piston-cylinder unit, not shown, by means of the longitudinal connection 25.
- the pair of levers 20 pivots in the same sense and by the same pivot angle.
- the rolling stock inlet pipe 9 is displaced in one direction or the other of the arrow F in the nozzle head DK via the sliding cams 19 engaging in the annular groove 18 and thus the outlet cross section of the nozzle head formed between the funnel neck 8 and the conical tip 9 of the rolling stock inlet pipe 9 DK changed.
Abstract
Description
- Die Erfindung bezieht sich auf ein Verfahren zur Wärmeübertragung zwischen flüssigen Medien einerseits und ebenfalls flüssigen Medien oder festen Körpern andererseits sowie auf die Anwendung des Verfahrens zum temperaturkontrollierten Kühlen von Walzgut während und nach der Walzverformung in von Wasser durchströmten Walzgutführungsrohren, denen das Wasser mit voreinstellbarem Zulaufdruck aus einer, das in einem Zuführrohr angebrachte Walzgut umfassenden Ringdüse mit veränderbarem Austrittsquerschnitt zu geführt wird.
- Beim Verfahren zur Wärmeübertragung der an erster Stelle genannten Art ergibt sich häufig die Schwierigkeit, besonders dann, wenn die Wärmeübertragung verhältnismäßig langsam vor sich gehen soll, die Wärmeübertragung mit einer vorgegebenen, sich über den Ubertragungsprozeß nicht ändernden Wärmeübertragungszahl durchzuführen, oder auch die Wärmeübertragungszahl unter gesteuerter Anderung der Wärmeübertragungszahl vorzunehmen.
- Der Erfindung liegt die Aufgabe zugrunde, eine solche Möglichkeit mit verhältnismäßig geringem technischem Aufwand zu schaffen.
- Diese Aufgabe wird dadurch gelöst, daß ein das flüssige Medium aufnehmender Behälter oder eine Leitungsführung für das strömende flüssige Medium bzw. der feste Körper allseitig von einem strömend geführten flüssigen Medium beaufschlagt werden, dem ständig ein vorgegebener Anteil eines gadförmigen Mediums zugemischt wird. Wie die Erfindung weiter vorsieht, kann als flüssiges Medium Wasser und als zumischendes gasförmiges Medium vorteilhaft Luft verwendet werden. Es besteht ferner die Möglichkeit, den Druck des strömend geführten Mediums veränder- und festlegbar zu machen oder auch, soweit die Wärmeübertragung auf einen festen Körper erfolgen soll, diesen mit veränderbarer und festlegbarer Geschwindigkeit zu bewegen.
- Als Vorrichtung zur Durchführung dieser Verfahren eignet sich ein zylindrisches äußeres Rohr, das koaxial ein das strömend geführte Medium aufnehmendes inneres Zylinderrohr umfaßt. Dabei wird zweckmäßig am offenen Eingang des äußeren Zylinderrohres ein Düsenkopf angeordnet, dem das flüssig strömende Medium zuführbar ist, und der ein in ihm axial verschiebbares Einlaufrohr aufweist mit dem zusammen der Düsenkopf eine das innere Zylinderrohr umfassende Ringdüse für den Austritt des flüssigen Mediums bei gleichzeitigem Ansaugen des gasförmigen Mediums durch den offenen Eingang des äußeren Zylinderrohres bilden.
- Das Verfahren kann dabei z.B. zum temperaturkontrollierten Kühlen von Walzgut so angewendet werden, daß z.B. Wasser in den Düsenkopf eingebracht wird und aus der von Düsenkopf und Einlaufrohr gebildeten Ringdüse austritt der hinter dem Austrittsquerschnitt der so gebildeten Düse entstehende Unterdruck saugt dabei in bekannter Weise Luft aus dem offenen Eingang des äußeren Zylinderrohres an, so daß hinter der Düse ein Wasser-Luft-Gemisch ensteht, dessen Zusammensetzung erfindungsgemäß durch Axialverschiebung des Einlaufrohres in weiten Grenzen geändewrt werden kann. Das Wasser-Luft-Gemisch beaufschlagt auf seinem weiteren Weg durch das äußere Zylinderrohr allseitig das innere Zylinderrohr, in dem das flüssige Medium geführt ist, das entweder Wärme aufnehmen oder abgeben soll. Anstelle dieses inneren Zylinderrohres kann auch unmittelbar durch die Mitte des äußeren Zylinderrohres ein stabförmiger fester Körper z.B. in Drahtform mit der jeweils gewünschten Geschwindigkeit bewegt werden wobei der Umfang dieses Stabes unmittelbar von dem Wasser-Luft-Gemisch beaufschlagt wird.
- Es können dabei in ansich bekannter Weise mit Hilfe von Sensoren und Steuereinrichtungen das Einlaufrohr des Düsenkopfes und ggfs. Abströmdruck und Stabgeschwindigkeit entsprechend aufgrund der Sensor-Meßergebnisse errechneter Werte gesteuert werden.
- Es sind Arbeitsverfahren und Vorrichtungen bekannt (DE-B -16 02 356) bei denen, hier der mit hoher Geschwindigkeit Walzgerüste einer Drahtwalzstraße durchlaufende Draht, bevor er in den Drahthaspel und diesem nachgeordnete, mit Luft oder anderen Kühlmitteln arbeitende Behandlungseinrichtungen einläuft in der Weise mit Wasser gekühlt wird, daß der Draht von dem durch die Ringdüse in das Drahtführungsrohr eingebrachten Wasser vollständig umschlossen wird und dabei seine Wärme an das Wasser abgibt. Die Arbeitsverfahren und Vorrichtungen verfolgten dabei in erster Linie den Zweck, den Draht mehr oder weniger stark aus der Walzhitze herabzukühlen und für das anschließende Ablegen mittels eines Haspels auf Horizontalförderer, auf denen der Draht dann weiter behandelt wurde, vorzubereiten. Es wurde dabei versucht die Kühlwirkung durch Erhöhung des Zuflußdruckes des Wassers und/oder durch Verlängerung der Drahtführungsrohre zu ver stärken. Beide Maßnahmen fanden ihre Grenze in dem durch den Rohrreibungswiderstand zwischen Rohrinnenwand und Wasser bewirkten Druckverlust des Wassers über die Rohrlänge und auch in der durch den Reibungswiderstand der Drahtumfangsfläche gegenüber dem diese umschließenden Wasser bewirkten Abbremsung des Drahtes. Neben einer Reihe von Verbesserungen in der Gestaltung der Drahtführungsrohre insb. in deren Auslaufbereich, die Verlängerungen der Drahtführungsrohre ermöglicht, wurde ferner zur Verstärkung der Kühlwirkung auch vorgeschlagen, mehrere solcher Drahtführungsrohre in Drahtbewegungsrichtung hintereinander anzuordnen.
- Allen Arbeitsverfahren und Vorrichtungen dieser Art ist jedoch gemeinsam, daß sie anders als die Kühlung mit Luft oder Gasen keine gezielte Entziehung bestimmter Wärmemengen zum Zwecke der Steuerung des Abkühlungsverlaufs vom Außenumfang des Walzgutes bis zur Querschnittsmitte erlauben; dies in erster Linie dehalb, weil sich keine Möglichkeit bot, über die jeweilige Länge eines Walzgutführungsrohres mit der erläuterten Wasserbeaufschlagung der Walzgutoberfläche noch Einfluß auf die jeweils vom Walzgut auf das Wasser übergehende Wärmemenge zu gewinnen, d.h. es gelang nicht, den Kühlungsverlauf vom Walzgutumfang auf die Querschnittsmitte gezielt zu steuern. Versuche einen solchen Einfluß durch Anderungen des Zulaufdrucks oder bei konstantem Zulaufdruck der Wassermenge zu beeinflussen, führten zu keinem Erfolg und erwiesen sich im praktischen Betrieb hinsichtlich der jeweils gemessenen Werte entzogener Wärmemengen als nicht reproduzierbar. Die Anordnung einer Mehrzahl von Walzgutführungsrohren mit Kühlwasserbeaufschlagung, die sich zu- bzw. abschalten ließen brachten ebenfalls keine brauchbaren Ergebnisse. Dies wahrscheinlich deshalb, weil sich die Strömungsverhältnisse im jeweiligen Walzgutführungsrohr wenig beeinflussen ließen, weil deren, bereits erläuterte Ausbildung für Anderungen der Betriebsbedingungen d.h. Eintrittsdruck, Austrittsquerschnitt des Wassers aus der Ringdüse, Rohrlänge und Austrittsbedingungen aus dem Walzgutführungsrohr nur wenig Raum ließen.
- Erfindungsgemäß sollen deshalb diese bekannten bekannten Arbeitsverfahren und dazu verwendete Vorrichtungen so verbessert werden, daß die Möglichkeit geschaffen wird dem Walzgut innerhalb der Walzgutführungsrohre gezielt vorgegebene bzw. vorberechnete Wärmemengen über einen großen Einstellungsbereich entzogen werden können mit dem Ziel, bspw. eine zulässige Temperaturdifferenz zwischen dem Kern und der Umfangsoberfläche des Walzgutes einzuhalten bzw. eine definierte Oberflächentemperatur, z.B. den Martensitpunkt, nicht zu unterschreiten.
- Diese Möglichkeit wird dadurch geschaffen, daß die Größe des Austrittsquerschnitts der Ringdüsen und/oder des Umlaufdrucks des Wassers am Eingang der Walzgutführungsrohre so bemessen werden, daß die Ringdüse als Injektionsdüse wirksam werdend, Mischungen des aus dem Austrittsquerschnitt austretenden Wassers mit aus dem das Walzgut heranbringenden Zuführrohr angesauter Luft mit entsprechend unterschiedlichen Anteilen beider Medien an der Mischung erzeugt.
- Diese Anwendung des gattungsgemäßen Verfahrens, bei der dem Kühlwasser, bevor es nach Austritt aus dem Austrittsquerschnitt der Ringdüse in das Walzgutführungsrohr eintritt, Luft in mehr oder weniger großen Mengen begemischt wird (Perlator-Effekt) erlaubt es, die jeweils gewünschten Wärmeübergangszahlen in weiten Grenzen zu ändern und bei im übrigen, im wesentlichen unveränderten Ausgangsbedingungen wie Wasserzulaufdruck und Wasserzulauftemperatur reproduzierbar einzustellen. Die Druck- und Durchflußverhältnisse innerhalb des jeweiligen Walzgutführungsrohres bleiben dabei über diesen großen Regelbereich im Gleichgewicht und stabil. Mit Hilfe dieser Anderungen des Mischungsverhältnisses von Wasser und Luft und ggfs. noch des Zulaufdrucks lassen sich bei entsprechender Ausgestaltung der Vorrichtungselemente temperaturkontrollierte Walzergebnisse erzielen, die denen der bisherigen Nachbehandlung des Walzgutes in Luft - o. dergl. Kühlstrecken entsprechen und diese z.T. zu übertreffen vermögen. Der Einstellbereich der Wärmeübergangszahlen reicht dabei von ca. 1000 bis mindestens 35 000W-(m²K). Um diese zu erreichen, können die Luftanteile der Mischung erfindungsgemäß zwischen 0 und 90 Vol.% betragen.
- Wie die Erfindung weiter vorsieht kann bei Führung des Walzgutes durch mehrere hintereinander angeordnete Walzgutführungsrohre, die jeweils Ringdüsen mit einstellbarem Austrittsquerschnitt aufweisen, so verfahren werden, daß die Kühlung des Walzgutes in den einzelnen aufeinanderfolgenden Führungsrohren mit festlegbaren unterschiedlichen Einstellungen des jeweiligen Austrittsquerschnitts der Ringdüsen und/oder des Zulaufdruckes des Wassers bewirkt wird.
- Zur Durchführung der erfindungsgemäßen Anwendung des gattungsgemäßen Verfahrens kann zur Aufrechterhaltung des betrieblichen Gleichgewichtes in den Walzgutführungsrohren zwischen Eingang und Ausgang hinter dem Ausgang des Walzgutführungsrohres ein in und außer Abdecklage bringbarer, elastisch abgestützter Ablenkdeckel angeordnet werden der den aus dem Ausgang austretenden Kühlwasserstrahl nach unten ablenkt, wenn in Pausen kein Walzgut durch das Walzgutführungsrohr bewegt wird. Der Ablenkdeckel verhindert dabei insb. bei größeren Durchmessern der Kühlrohre und des Walzgutes, daß der Kühlwasserstrahl den, hinter dem Ausgang des Kühlrohres auf das Walzgut wirkenden, dem Kühlwasserstrahl entgegengerichteten Abstreifstrahl des Abstreifdüsenkopfes durchbricht und dadurch ggfs. Betriebsstörungen hervorruft. Es besteht dabei weiter die erfindungsgemäße Möglichkeit, die Schwenkwinkelposition des Ablenkdeckels und die Umfangsposition des Walzgutes erfassende und meldende Sensoren und eine diesen nachgeschaltete Steuereinrichtung vorzusehen, die den Schwenkwinkel des Ablenkdeckels so einsteuert, daß dessen Außenkante einen festlegbaren Abstand über dem durchlaufenden Walzgut einhält. Mit dieser Maßnahme wird verhindert, daß die Kante des Ablenkdeckels auf dem Außenumfang des Walzgutes aufliegt und dabei Veränderungen bzw. Beschädigungen der Walzgutoberfläche hervorruft.
- Schließlich besteht erfindungsgemäß noch die Möglichkeit, das Walzgutführungsrohr in zwei Teilrohre aufzuteilen, wenn die rechnerisch erforderliche Länge eines einzigen Rohres einen zu großen Druckabfall im Rohr zur Folge haben würde. In diesem Fall würde bei diesen Teilrohren deren jeweiliger Ausgang und Eingang sich koaxial stirnseitig mit Abstand einander gegenüberliegen, wobei der Eingang des zweiten Teilrohres in bekannter Weise als Einlauftrichter und der Ausgang des ersten Teilrohres aus einem sich in Strömungsrichtung konisch verjüngenden Rohrabschnitt, der in einen zylindrischen Rohrabschnitt übergeht, ausgebildet sind, der sich konisch verjüngende Rohrabschnitt und der zylindrische Rohrabschnitt zur Rohrmittenachse hin offene Längsausnehmungen aufweisen. Der Gesamtquerschnitt dieser Längsausnehmungen wird dabei so bemessen, daß der Durchgangsquerschnitt dieser beiden Rohrabschnitte etwa gleich dem Durchgangsquerschnitt des ersten Teilrohres ist.
- Die Aufteilung des Walzgutführungsrohres bringt den weiteren Vorteil mit sich, daß bei etwaigen Störungen während des Kühlbetriebes die in den Führungsrohren befindlichen Walzgutabschnitte einfacher aus diesen kürzeren Rohren ausgebracht werden können.
- Die Einstellung des Austrittsquerschnitts der Ringdüsen kann mit einem fernsteuerbaren Stellantrieb zur Einstellung dieses Austrittsquerschnitts bewirkt werden.
- Bei einer Vorrichtung zur Durchführung der vorstehend erläuterten erfindungsgemäßen Verfahren, die aus einem ortsfesten, mit der Wasserzufuhr verbundenen Düsenkopf mit konischem Trichteransatz und einem mit konisch angespitztem Anfang in diesen ragenden und axial verschiebbaren Walzguteinlaufrohr besteht, wie aus DE-U-71 34 676 bekannt so ausgebildet sein, daß das Einlaufrohr mit dem Düsenkopf durch ein Schraubgewinde verbunden ist und außerhalb des Düsenkopfes ein Schneckenrad trägt, das von einer Schneckenwelle antreibbar ist. Es besteht auch die Möglichkeit, die Vorrichtung so auszubilden, daß an dem außerhalb des Trichteransatzes des Düsenkopfes befindlichen Ende des Walzguteinlaufrohres mit einem Stellantrieb verbundene Hebel angelenkt und um eine mit Abstand quer zur Mittenachse des Walzguteinlaufrohres verlaufende Achse drehgelagert sind. Die Hebel können dabei als Hebelpaar mit einem an ihrem freien Ende angeordneten Gleitnocken in eine am Ende des Walzguteinlaufrohres angeordnete Ringnut eingreifen und mit ihrem anderen Ende mit der ober- oder unterhalb des Walzguteinlaufrohres gelagerten Achse fest verbunden sein, die an einem freien Ende einen an einem Kolbenzylinderaggregat angelenkten Stellhebel trägt. Es besteht weiterhin die Möglichkeit, die Einlaufrohre einer Mehzhal parallel nebeneinander angeordneter Düsenköpfe über um eine gemeinsame Achse drehgelagerte Hebel mit dem Stellantrieb zu verbinden.
- Die letztgenannten Ausbildungformen vermeiden, den bei der Verwendung von Schneckenrädern möglichen Nachteil, daß sich Schraubgewinde und Schneckenrad durch Selbsthemmung festsetzen, und die Einstellung mehrerer parallel nebeneinander angeordneter Düsenköpfe läßt sich über einen einzigen Antrieb synchronisieren.
- Die Erfindung wird anhand dem in der Zeichnung dargestellten Ausführungsbeispieles näher erläutert. In der Zeichnung zeigen
- Figur 1 die Gesamtvorrichtung von der Seite gesehen im Axialschnitt,
- Figur 2 u. 3 Einzelheiten aus Fig. 1 ebenfalls im Axialschnitt in vergrößertem Maßstab,
- Figur 4 u. 5 eine weitere Einzelheit aus Fig. 1 im Axial- und im Radialschnitt im vergrößertem Maßstab,
- Figur 6 u. 7 Temperaturdiagramme von Abläufen der Arbeitsverfahren,
- Figur 8 eine andere Ausbildungsform der Vorrichtung im Axialschnitt und
- Figur 9 einen Schnitt nach der Linie A-A durch Fig. 8.
- Wie aus den Fig. 1 bis 3 zu ersehen ist in einem Gehäuse 1 ein aus Teilrohren 2a und 2b bestehendes Walzgutführungsrohr FR ortsfest im Gehäuse 1 angeordnet. Auf die Eingangsseite E des Teilrohres 2a ist der Düsenkopf DK aufgesetzt und auf die Ausgangsseite A des Teilrohres 2b ein Zentrieransatz ZA, hinter dem außerhalb des Rohrteils 2b ein Ablenkdeckel 4 im Gehäuse 1 angelenkt ist. Mit Abstand hinter dem Ausgang A des Teilrohres 2b ist ein Abstreifdüsenkopf ADK ebenfalls ortsfest im Gehäuse 1 angeordnet. Düsenkopf DK und Abstreifdüsenkopf ADK sind mit einem Verteilrohr 5 an die Wasserzuleitung ZL angeschlossen. Unterhalb der Teilrohre 2a und 2b sowie des Düsenkopfes DK des Zentrieransatzes ZA und des Abstreifdüsenkopfes ADK ist eine Sammelwanne 6 angeordnet, die zu einem Abfluß 7 führt.
- Wie aus Fig. 2 ersichtlich bildet der Düsenkopf DK mit einem konischen Trichter-Ansatz 8 und einem gewindegeführten Walzgut-Einlaufrohr 9, dessen konische Spitze 9a in den konischen Trichter-Ansatz 8 ragt eine Ringdüse deren Austrittsquerschnitt durch Drehen des Walzgut-Einlaufrohres 9 im Gewinde 8a des Düsenkopfes DK veränderbar ist. Der Drehantrieb besteht aus einem auf das Walzgut-Einlaufrohr 9 aufgesetzten Schneckenrad 10 und der mit diesem kämmenden Schneckenwelle 11, deren Antrieb nicht dargestellt ist. Das Wasser wird dem Düsenkopf DK in Richtung des Pfeils R4 von dem Verteilrohr 5 (Fig. 1) zugeführt. Der konische Trichter-Ansatz 8 des Düsenkopfes DK ist mit dem Eingang E des Führungsrohres FR verbunden.
- Wie Fig. 3 zeigt ist hinter dem Ausgang A des Drahtführungsrohres FR auf nicht dargestellte Weise am Gehäuse 1 um ein Drehlager DL schwenkbar der Ablenkdeckel 4 angeordnet, der durch nicht dargestellte Federn oder andere Elemente elastisch abgestützt aus der strichpunktiert wiedergegebenen Ablenkstellung in die in vollen Linien wiedergegebene Durchgangsstellung schwenkbar ist. Der in der mit R6 angedeuteten Durchlaufrichtung hinter diesem Ablenkdeckel 4 angeordnete Abstreifdüsenkopf ADK bildet wie der Düsenkopf DK mit einem konischen Trichter-Ansatz 12 und einem Einlaufrohr 13 eine Ringdüse deren Austrittsquerschnitt der Durchlaufrichtung R6 entgegengerichtet ist.
- In Durchflußrichtung R6 vor dem Ablenkdeckel 4 (Fig. 4) ist am Ausgang A des Walzgutführungsrohres, wie bekannt, ein Rohransatz 14 angeordnet der einen sich in Durchflußrichtung konisch verjüngenden Rohrabschnitt 14a und einen sich daran anschließenden zylindrischen Austritts-Rohrabschnitt 14b aufweist (vgl. Fig. 4 und 5). Beide Rohrabschnitte 14a und 14b weisen zur Rohrmittenachse hin offene Längsausnuten 16, hier mit kreisabschnittsförmigem Querschnitt auf. Der Gesamtdurchgangsquerschnitt dieser Längsnuten 16 ist etwa so groß wie der Durchgangsquerschnitt des zuführenden Teilrohres 2a.
- Die Vorrichtung wird nach dem erfindungsgemäßen Arbeitsverfahren wie folgt betrieben:
Das Walzgut (der Walzdraht) D wird von einem nicht dargestellten Zuführungsrohr in Richtung des Pfeils R6 (Fig. 1 und Fig. 2) herangebracht in das Einlaufrohr des Düsenkopfes DK ein- und weiter in die Eingangsseite E des Drahtführungsrohres FR geführt. Das über das Verteilrohr 5 in den Düsenkopf DK geleitete Kühlwasser tritt durch den von der konischen Spitze 9a des Walzgut-Einlaufrohres 9 und der Innenwand des konischen Trichter-Ansatzes 8 gebildeten Austrittsquerschnitt der Ringdüse in den dahinterliegenden, erheblich größeren Querschnitt dieses konischen Trichter-Ansatzes 8 ein. Durch Drehen des Walzgut-Einlaufrohres 9 im Gewinde 8a des Düsenkopfes DK wird die konische Spitze 9a des Walzgut- Einlaufrohres 9 axial in Einlaufrichtung R6 so lange verschoben, bis der durch den Eintritt des Wassers aus dem Austrittsquerschnitt der Ringdüse in den größeren Querschnitt des konischen Trichter-Ansatzes 8 erzeugte Unterdruck aus dem inneren Rohrteil des Walzgut-Einlaufrohres 9 die den Walzdraht D umgebende Luft in der vorberechneten Teilmenge ansaugt. Die entstandene Wasser-Luft-Mischung wird dann in dem Walzgutführungsrohr FR, den Außenumfang des Walzdrahtes D umschließend, weitergeführt, kühlt diesen während des Durchgangs durch das Walzgutführungsrohr FR ab und wird nach Verlassen des Walzgutführungsrohres FR im Ausgang A in bekannter Weise durch einen der Durchlaufrichtung R6 geneigt entgegengerichteten Wasserstrahl aus der Ringdüse des Abstreifdüsenkopfes ADK von der Umfangsfläche des Walzdrahtes D entfernt. Der Ablenkdeckel 4 befindet sich in dieser Betriebsphase in der in Fig. 3 in vollen Linien wiedergegebenen Durchgangsstellung. Wenn der durchlaufende Walzdraht D den Ausgang A des Walzgutführungsrohres FR verlassen hat und kein weiterer Walzdraht folgt, bewegt sich der Ablenkdeckel 4 in die in strichpunktiert wiedergegebene Ablenkstellung und bewirkt ein Ablenken des aus dem Ausgang A des Walzgutführungsrohres FR austretenden Kühlwasserstrahls nach unten, wobei er gleichzeitig die für den Walzgutdurchgang durch das Walzgutführungsrohr FR notwendigen Druckverhältnisse in diesem aufrechterhält bzw. stabilisiert. Durch das Ablenken des Kühlwasserstrahls mit Hilfe des Ablenkdeckels 4 wird, wie bereits erläutert, verhindert, daß der Kühlwasserstrahl den entgegengerichteten Wasserstrahl des Abstreifdüsenkopfes ADK durchbricht und dadurch Betriebsstörungen hervorruft bzw. es erforderlich macht, daß der Wasserstrahl aus dem Abstriefdüsenkopf ADK erheblich verstärkt werden muß, was einen großen zusätzlichen Wasserverbrauch zur Folge haben würde. - Das Walzgutführungsrohr FR ist, wie aus Fig. 1 zu ersehen, in zwei Teilrohre 2a und 2b aufgeteilt. Der Ausgang und der Eingang beider Teilrohre 2a, 2b liegen sich an der Trennstelle koaxial stirnseitig mit Abstand gegenüber. Der Eingang des zweiten Teilrohres 2b ist in bekannter Weise als Einlauftrichter ausgebildet und der Ausgang des ersten Teilrohres 2a (vgl. Fig. 4 und 5) weist Rohrabschnitte 14a bzw. 14b auf, die zur Zentrierung des durchgeführten Walzgutstranges in Strömungsrichtung konisch verjüngt bzw. zylindrisch verlaufen. Um sicherzustellen, daß das Walzgut D beim Durchgang durch diese beiden Rohrabschnitte 14a und 14b von einem noch ausreichenden Mantel des Wasser-Luft-Gemisches umgeben sind, dessen Kühlwirkung ja geringer ist als die eines nur aus Wasser bestehenden Wassermantels, ist der Durchgangsquerschnitt durch diese beiden Rohrabschnitte 14a und 14b des Rohransatzes 14 durch Längsnuten 16 vergrößert worden.
- Ein Beispiel des Kühlungsverlaufs beim Durchgang des Walzdrahtes durch das Walzgutführungsrohr FR ist in Fig. 6 in einem Diagramm angedeutet. Das Diagramm gibt den Temperaturverlauf des Außenumfangs des Walzdrahtesmit der Kurve 1, des Durchschnitts mit der Kurve 2 und des Kerns mit der Kurve 3 wieder und zeigt, daß der Walzdraht nach Verlassen des Walzgutführungsrohres FR während 8 sec bereits so gekühlt worden ist, daß eine den gesamten Walzdrahtquerschnitt umfassende Absenkung der Temperatur auf 600°C erzielt worden ist. Die hierbei erforderliche niedrige Wärmeübergangszahl ist jedoch nur bei einem Wasser-Luft-Gemisch mit hohem Luftanteil erreichbar und erfordert ein sehr langes, für den Walzbetrieb nicht geeignetes Kühlrohr.
- Aus dem Diagramm nach Fig. 7 geht hervor, daß ein ähnliches Ergebnis mit hintereinander angeordneten Walzgutführungsrohren erreicht werden kann, deren Gesamtlänge nur halb so groß ist wie die des Walzgutführungsrohres nach Fig. 6 (Abkühlung in 4 sec). Hierbei werden durch unterschiedliche Bemessung der Anteile von Luft und Wasser in dem Wasser-Luft-Gemisch unterschiedliche Wärmeübergangszahlen eingestellt, so daß eine Unterschreitung der Oberflächentemperatur unter eine werkstoffabhängige Oberflächentemperatur vermieden wird.
- Bei der Ausbildung nach den Fig. 8 und 9 ist das außerhalb des Trichteransatzes 8 des Düsenkopfes DK befindliche Ende 9b des Walzgut-Einlaufrohres 9 längsverschiebbar im Düsenkopf DK gelagert und durch einen Sperrbolzen 17 drehgesichert. Es weist eine Ringnut 18 auf, in die Gleitnocken 19 eingreifen, die an den freien Enden eines Hebelpaares 20 angeordnet sind, das auf einer Achse 21 sitzt, die im Gehäuse 1 der Vorrichtung in Lagern 22 lagert. Die Achse 21 verläuft unterhalb des Walzgut-Einlaufrohres 9 quer zu dessen Mittenachse. Mit der Achse 21 ist ein Stellhebel 23 fest verbunden, der an ein nicht dargestelltes Kolben-Zylinder-Aggregat mit Hilfe der Längsverbindung 25 angelenkt ist.
- Bei Betätigung des Kolben-Zylinder-Aggregates und die dabei herbeigeführte Schwenkbewegung des Stellhebels 23 schwenkt das Hebelpaar 20 im gleichen Sinne und um den gleichen Schwenkwinkel. Dabei wird das Walzgut-Einlaufrohr 9 in der einen oder anderen Richtung des Pfeils F im Düsenkopf DK über die in die Ringnut 18 eingreifenden Gleitnocken 19 verschoben und damit der zwischen dem Trichteransatz 8 und der konischen Spitze 9 des Walzgut-Einlaufrohres 9 gebildeter Austrittsquerschnitt des Düsenkopfes DK verändert.
- Bei Anordnung mehrerer Düsenköpfe parallel nebeneinander können auf nicht dargestellte Weise auf der Achse 21 entsprechende Hebelpaare auf dieser Achse 21 nebeneinander angeordnet werden, deren gemeinsamer Schwenkwinkel dann über das Kolben-Zylinder-Aggregat durch den Stellhebel 23 bestimmt wird.
-
- 1 Gehäuse
- 2a Teilrohr
- 2b Teilrohr
- 3 Tragwinkel
- 4 Ablenkwinkel
- 5 Verteilrohr
- 6 Sammelwanne
- 7 Abfluß
- 8a Gewinde
- 8 Trichter-Ansatz
- 9 Walzgut-Einlaufrohr
- 9b Ende (des Walzgut-Einlaufrohres 9)
- 9a konische Spitze
- 10 Schneckenrad
- 11 Schneckenwelle
- 12 Trichter-Ansatz
- 13 Einlaufrohr
- 14a konisch verjüngter Rohrabschnitt
- 14 Rohransatz
- 14b Zylindrischer Austrittsrohrabschnitt
- 15
- 16 Längsnuten
- 17 Sperrbolzen
- 18 Ringnut
- 19 Gleitnocken
- 20 Hebelpaar
- 21 Achse
- 22 Lager
- 23 Stellhebel
- 24
- 25 Lenkverbindung
- E Eingang / Eingangsseite
- DK Düsekopf
- FR Walzgutführungsrohr
- A Ausgang / Ausgangsseite
- ZA Zentrieransatz
- ADK Abstreifdüsenkopf
- ZL Wasserzuleitung
Claims (16)
dadurch gekennzeichnet,
daß ein das flüssige Medium aufnehmender Behälter oder eine Leitungsführung für das strömende flüssige Medium bzw. der feste Körper allseitig von einem strömend geführten flüssigen Medium beaufschlagt werden, dem ständig ein vorgegebener Anteil eines gasförmigen Mediums zugemischt wird.
dadurch gekennzeichnet,
daß als flüssiges Medium Wasser und als zumischendes Medium Luft verwendet werden.
dadurch gekennzeichnet,
daß der Druck des strömend geführten Mediums veränder-und festlegbar ist.
dadurch gekennzeichnet,
daß der feste Körper mit veränder- und festlegbarer Geschwindigkeit bewegt wird.
dadurch gekennzeichnet,
daß die Leitungsführung des flüssigen strömenden Mediums ein äußeres Zylinderrohr ist, das koaxial ein, in das strömend geführte Medium aufnehmendes inneres Zylinderrohr umfaßt.
dadurch gekennzeichnet,
daß die Größe des Austrittsquerschnitts und/oder des Zulaufdrucks veränderbar, so bemessen wird, daß die Ringdüse (8, 9a) als Injektionsdüse wirksam werdend, Mischungen des aus dem Austrittsquerschnitt austretenden Wassers mit aus dem Zuführrohr angesaugter Luft mit entsprechend unterschiedlichen Anteilen an der Mischung erzeugt.
dadurch gekennzeichnet,
daß die Luftanteile der Mischung zwischen 10 und 90 Vol.% betragen.
dadurch gekennzeichnet,
daß die durch das Mischungsverhältnis Wasser/Luft einstellbaren Wärmeübergangszahlen im Kühlrohr 1500 bis 35000 W/(m² · K) betragen.
dadurch gekennzeichnet,
daß die Kühlung des Walzgutes in den einzelnen aufeinanderfolgenden Führungsrohren (FR) mit festlegbaren unterschiedlichen Einstellungen des jeweiligen Austrittsquerschnitts der Ringdüsen (8, 9a) und/oder des Zulaufdruckes des Wassers bewirkt wird.
dadurch gekennzeichnet,
daß hinter dem Ausgang (A) des von dem Wasser-Luftgemisch durchströmten Walzgutführungsrohres (FR) ein in und außer Abdecklage bringbarer elastisch abgestützter, den Querschnitt des Ausgangs (A) teilweise abdeckender Ablankdeckel (4) angeordnet ist.
gekennzeichnet durch
die Winkelposition des Ablenkdeckels (4) und die Umfangsposition des Walzgutes erfassende und meldende Sensoren, und eine diesen nachgeschaltete Steuereinheit, die den Schwenkwinkel des Ablenkdeckels (4) so einsteuert, daß dessen Außenkante einen festlegbaren Abstand über dem durchlaufenden Walzgut (D) einhält.
dadurch gekennzeichnet,
daß das Walzgutführungsrohr (FR) in zwei Teilrohre (2a, 2b) aufgeteilt ist, deren jeweiliger Ausgang und Eingang sich koaxial stirnseitig mit Abstand einander gegenüberliegen, wobei der Eingang des zweiten Teilrohres (2b) in bekannter Weise als Einlauftrichter und der Ausgang des ersten Teilrohres (2a) aus einem sich in Strömungsrichtung konisch verjüngenden Rohrabschnitt (14a) besteht, der in einen zylindrischen Rohrabschnitt (14e) übergeht, und dabei beide Rohrabschnitte (14a, 14b) zur Rohrmittenachse hin offene nutenförmige Längsausnehmungen (16) aufweisen, deren Gesamtquerschnitt so bemessen ist, daß der Durchgangsquerschnitt dieser beiden Rohrabschnitte (14a, 14b) etwa gleich dem Durchgangsquerschnitt des ersten Teilrohres (2a) ist.
gekennzeichnet durch
einen fernsteuerbaren Stellantrieb (8a, 10, 11) für die Einstellung des Austrittsquerschnitts der Ringdüsen (8, 9a).
gekennzeichnet durch
an das außerhalb des Trichteransatzes (8) des Düsenkopfes (DK) befindliche Ende (9b) des Walzguteinlaufrohres (9) angelenkt, um eine mit Abstand quer zu dessen Mittenachse verlaufende Achse drehgelagerte, mit einem Stellantrieb verbundene Hebel (20).
dadurch gekennzeichnet,
daß die Hebel (20) als Hebelpaar mit an ihren freien Ende angeordneten Gleitnocken (19) in einer am Ende des Walzguteinlaufrohres (9) angeordnete Ringnut (18) eingreifen und mit ihren anderen Enden mit der ober- oder unterhalb des Walzgut-Einlaufrohres (9) gelagerten Achse (21) fest verbunden sind, die an einem freien Ende einen an ein Kolben-Zylinder-Aggregat angelenkten Stellhebel (23) trägt.
gekennzeichnet durch
eine Mehrzahl von parallel nebeneinander angeordneten Düsenköpfen (DK), deren Walzgut-Einlaufrohre (9) über um eine gemeinsame Achse (21) drehgelagerte Hebel (20) mit dem Stellantrieb verbunden sind.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT88116561T ATE83405T1 (de) | 1987-10-22 | 1988-10-06 | Verfahren zur waermeuebertragung und dessen anwendung zum temperaturkontrollierten kuehlen von walzgut. |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3735790 | 1987-10-22 | ||
| DE19873735789 DE3735789A1 (de) | 1987-10-22 | 1987-10-22 | Verfahren zur waermeuebertragung |
| DE19873735790 DE3735790A1 (de) | 1987-10-22 | 1987-10-22 | Arbeitsverfahren und vorrichtungen zum temperaturkontrollierten kuehlen von walzgut |
| DE3735789 | 1987-10-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0312843A1 true EP0312843A1 (de) | 1989-04-26 |
| EP0312843B1 EP0312843B1 (de) | 1992-12-16 |
Family
ID=25861010
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88116561A Expired - Lifetime EP0312843B1 (de) | 1987-10-22 | 1988-10-06 | Verfahren zur Wärmeübertragung und dessen Anwendung zum temperaturkontrollierten Kühlen von Walzgut |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0312843B1 (de) |
| JP (1) | JPH01138012A (de) |
| DE (1) | DE3876747D1 (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0737524A1 (de) * | 1995-04-12 | 1996-10-16 | DANIELI & C. OFFICINE MECCANICHE S.p.A. | Kühlkammer für Walzprodukte |
| EP0882804A1 (de) * | 1997-06-05 | 1998-12-09 | DANIELI & C. OFFICINE MECCANICHE S.p.A. | Verfahren und Vorrichtung zum Wärmebehandeln von Walsprodukten |
| CN101947564A (zh) * | 2010-09-01 | 2011-01-19 | 莱芜钢铁股份有限公司 | 一种组合式穿水冷却器 |
| CN103252366A (zh) * | 2013-05-07 | 2013-08-21 | 攀钢集团江油长城特殊钢有限公司 | 一种冷却喷嘴及穿水冷却装置 |
| CN113070354A (zh) * | 2021-03-11 | 2021-07-06 | 青岛雷霆重工股份有限公司 | 一种线材轧制的冷却设备的反扑装置 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2624178A (en) * | 1948-06-07 | 1953-01-06 | Blaw Knox Co | Cooling of the rod in rod rolling mills |
| US3323586A (en) * | 1964-10-14 | 1967-06-06 | Olin Mathieson | Concentric tube heat exchanger with sintered metal matrix |
| US3339373A (en) * | 1964-12-21 | 1967-09-05 | Mobins Hans Eberhard | Process and device for cooling wire coils |
| FR1552711A (de) * | 1967-02-08 | 1969-01-03 | ||
| DE7134676U (de) * | 1971-09-11 | 1973-09-13 | Kueppers K | Einrichtung zum Entfernen von Kühl wasser in einer Wasserkuhleinrichtung für schnellaufenden Walzdraht |
| BE807882A (fr) * | 1973-09-27 | 1974-05-27 | Centre Rech Metallurgique | Dispositif de refroidissement |
| BE807884A (fr) * | 1973-11-27 | 1974-05-27 | Centre Rech Metallurgique | Dispositif pour refroidir des produits en acier lamines |
| FR2305248A1 (fr) * | 1975-03-25 | 1976-10-22 | Wennberg Ab C J | Procede et dispositif pour nettoyer, laver et secher la surface d'objets allonges tels que des bandes, des fils, des tiges, des fibres, etc. |
| FR2385459A1 (fr) * | 1977-03-30 | 1978-10-27 | Schloemann Siemag Ag | Procede et dispositif de refroidissement d'un produit lamine circulant rapidement |
| DE3309171A1 (de) * | 1983-03-15 | 1984-09-20 | Mannesmann AG, 4000 Düsseldorf | Wasserkuehlstrecke fuer walzwarmes walzgut |
| EP0132249A2 (de) * | 1983-07-18 | 1985-01-23 | CENTRE DE RECHERCHES METALLURGIQUES CENTRUM VOOR RESEARCH IN DE METALLURGIE Association sans but lucratif | Verfahren und Vorrichtung zur Herstellung von Betonbewehrungsstäben auf einer Hochgeschwindigkeitsdrahtstrasse |
-
1988
- 1988-10-06 EP EP88116561A patent/EP0312843B1/de not_active Expired - Lifetime
- 1988-10-06 DE DE8888116561T patent/DE3876747D1/de not_active Expired - Fee Related
- 1988-10-20 JP JP63263024A patent/JPH01138012A/ja active Pending
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2624178A (en) * | 1948-06-07 | 1953-01-06 | Blaw Knox Co | Cooling of the rod in rod rolling mills |
| US3323586A (en) * | 1964-10-14 | 1967-06-06 | Olin Mathieson | Concentric tube heat exchanger with sintered metal matrix |
| US3339373A (en) * | 1964-12-21 | 1967-09-05 | Mobins Hans Eberhard | Process and device for cooling wire coils |
| FR1552711A (de) * | 1967-02-08 | 1969-01-03 | ||
| DE7134676U (de) * | 1971-09-11 | 1973-09-13 | Kueppers K | Einrichtung zum Entfernen von Kühl wasser in einer Wasserkuhleinrichtung für schnellaufenden Walzdraht |
| BE807882A (fr) * | 1973-09-27 | 1974-05-27 | Centre Rech Metallurgique | Dispositif de refroidissement |
| BE807884A (fr) * | 1973-11-27 | 1974-05-27 | Centre Rech Metallurgique | Dispositif pour refroidir des produits en acier lamines |
| FR2305248A1 (fr) * | 1975-03-25 | 1976-10-22 | Wennberg Ab C J | Procede et dispositif pour nettoyer, laver et secher la surface d'objets allonges tels que des bandes, des fils, des tiges, des fibres, etc. |
| FR2385459A1 (fr) * | 1977-03-30 | 1978-10-27 | Schloemann Siemag Ag | Procede et dispositif de refroidissement d'un produit lamine circulant rapidement |
| DE3309171A1 (de) * | 1983-03-15 | 1984-09-20 | Mannesmann AG, 4000 Düsseldorf | Wasserkuehlstrecke fuer walzwarmes walzgut |
| EP0132249A2 (de) * | 1983-07-18 | 1985-01-23 | CENTRE DE RECHERCHES METALLURGIQUES CENTRUM VOOR RESEARCH IN DE METALLURGIE Association sans but lucratif | Verfahren und Vorrichtung zur Herstellung von Betonbewehrungsstäben auf einer Hochgeschwindigkeitsdrahtstrasse |
Non-Patent Citations (4)
| Title |
|---|
| SOVIET INVENTIONS ILLUSTRATED, Woche 84/07, Klasse M21 P51, 28. März 1984, Nr. 84-041759/07, Derwent Publications Ltd, London, GB; & SU-A-1 010 142 (FERROUS METALLURGY INST.) 07-04-1983 * |
| SOVIET INVENTIONS ILLUSTRATED, Woche 8606, Klasse P51, 18. Februar 1986, Nr. 84-041759/07, Derwent Publications Ltd, London, GB; & SU-A-1 142 515 (FERROUS METALLURGY INST.) 28-02-1985 * |
| SOVIET INVENTIONS ILLUSTRATED, Woche 8607, Klasse M22, 25. Februar 1986, Nr. 86-047165/07, Derwent Publications Ltd, London, GB; & SU-A-1 168 609 (FERR METAL EFFL PURIF) 23-07-1985 * |
| SOVIET INVENTIONS ILLUSTRATED, Woche J48, Klasse M21 P51, 19. Januar 1983, Nr. 039797/48, Derwent Publications Ltd, London, GB; & SU-A-900 916 (DON FERROUS METAL) 30-01-1982 * |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0737524A1 (de) * | 1995-04-12 | 1996-10-16 | DANIELI & C. OFFICINE MECCANICHE S.p.A. | Kühlkammer für Walzprodukte |
| US5617735A (en) * | 1995-04-12 | 1997-04-08 | Danieli & C. Officine Meccaniche Spa | Cooling chamber for rolled products |
| AU702427B2 (en) * | 1995-04-12 | 1999-02-18 | Danieli & C. Officine Meccaniche S.P.A. | Cooling chamber for rolled products |
| EP0882804A1 (de) * | 1997-06-05 | 1998-12-09 | DANIELI & C. OFFICINE MECCANICHE S.p.A. | Verfahren und Vorrichtung zum Wärmebehandeln von Walsprodukten |
| US6096146A (en) * | 1997-06-05 | 2000-08-01 | Danieli & C. Officine Meccanichi Spa | Method for heat treating rolled stock and device to achieve the method |
| CN101947564A (zh) * | 2010-09-01 | 2011-01-19 | 莱芜钢铁股份有限公司 | 一种组合式穿水冷却器 |
| CN101947564B (zh) * | 2010-09-01 | 2012-11-21 | 山东钢铁股份有限公司 | 一种组合式穿水冷却器 |
| CN103252366A (zh) * | 2013-05-07 | 2013-08-21 | 攀钢集团江油长城特殊钢有限公司 | 一种冷却喷嘴及穿水冷却装置 |
| CN113070354A (zh) * | 2021-03-11 | 2021-07-06 | 青岛雷霆重工股份有限公司 | 一种线材轧制的冷却设备的反扑装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH01138012A (ja) | 1989-05-30 |
| EP0312843B1 (de) | 1992-12-16 |
| DE3876747D1 (de) | 1993-01-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE1290112B (de) | Vorrichtung zum Kuehlen von Warmband | |
| EP1215291B1 (de) | Vorrichtung zum Abkühlen und Behandeln erhitzter rotationssymmetrischer Körper aus Metall | |
| EP0001391A1 (de) | Vorrichtung in Form eines doppelwandigen Rohres zum Kühlen von Endlosprofilen | |
| DE3149647C2 (de) | ||
| EP0943435A1 (de) | Kühlwalze | |
| EP0931600B1 (de) | Vorrichtung zum Entzundern von Walzgut | |
| DE4111911A1 (de) | Walze | |
| EP0312843A1 (de) | Verfahren zur Wärmeübertragung und dessen Anwendung zum temperaturkontrollierten Kühlen von Walzgut | |
| EP1314491B1 (de) | Verfahren zum Betreiben eines Streckreduzierwalzwerks und Streckreduzierwalzwerk | |
| DE1930979A1 (de) | Drehbank | |
| DE2426829B2 (de) | Vorrichtung zum Kuhlen von Stangenmaterial und Verfahren zum Betrieb dieser Vorrichtung | |
| WO1987005992A1 (en) | Device for selective insertion of cleaning elements into heat exchanger tubes | |
| DE3735790A1 (de) | Arbeitsverfahren und vorrichtungen zum temperaturkontrollierten kuehlen von walzgut | |
| DE3047976C2 (de) | Längsschneidevorrichtung für bewegliche Materialbahnen | |
| DE19934557C2 (de) | Vorrichtung zum Kühlen von auf einer Förderstrecke geförderten Metallbändern oder -blechen | |
| DE2039389B2 (de) | Vorkuhleinnchtung fur eine Ultraschallmeßeinrichtung | |
| DE2135220C3 (de) | Verfahren und Vorrichtung zum thermochemischen Flämmen der Außenfläche eines zylindrischen metallischen Werkstückes | |
| DE862139C (de) | Walzwerk zum Walzen von nahtlosen Rohren aus Hohlbloecken | |
| DE2822582B2 (de) | Kühlmittelleit- und Walzgutführungseinrichtung für die intermittierende Kühlung von Walzgut, insbesondere von Draht, Feineisen o.dgl | |
| DE2558832C2 (de) | Vorrichtung für die Behandlung von Walzstahlerzeugnissen | |
| WO2000077513A9 (de) | Vorrichtung zur zerstörungsfreien prüfung von insbesondere heissem stabförmigem walzmaterial | |
| DE2648218C3 (de) | Verfahren zur Regelung der Waschleistung eines Venturirohres und Vorrichtungen zur Durchführung dieses Verfahrens | |
| DE2314077B2 (de) | Vorrichtung zum Transportieren von Rohren durch eine Wärmebehandlungseinrichtung | |
| EP0380827A2 (de) | Einrichtung zur horizontalen Sprühkompaktierung | |
| DE3933930A1 (de) | Anordnung zur steuerung der walgutabkuehlung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19881031 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT DE IT SE |
|
| 17Q | First examination report despatched |
Effective date: 19901031 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT DE IT SE |
|
| REF | Corresponds to: |
Ref document number: 83405 Country of ref document: AT Date of ref document: 19930115 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3876747 Country of ref document: DE Date of ref document: 19930128 |
|
| ITF | It: translation for a ep patent filed |
Owner name: STUDIO JAUMANN |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 88116561.7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20010925 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20011001 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20011005 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20021006 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20021007 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030501 |
|
| EUG | Se: european patent has lapsed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20051006 |