EP0288705A2 - Verfahren zur Herstellung von komplizierten Blechteilen und Werkzeug zur Durchführung des Verfahrens - Google Patents
Verfahren zur Herstellung von komplizierten Blechteilen und Werkzeug zur Durchführung des Verfahrens Download PDFInfo
- Publication number
- EP0288705A2 EP0288705A2 EP88103937A EP88103937A EP0288705A2 EP 0288705 A2 EP0288705 A2 EP 0288705A2 EP 88103937 A EP88103937 A EP 88103937A EP 88103937 A EP88103937 A EP 88103937A EP 0288705 A2 EP0288705 A2 EP 0288705A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- sheet metal
- tool
- pressure
- parts
- phase
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D26/00—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces
- B21D26/02—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces by applying fluid pressure
- B21D26/021—Deforming sheet bodies
- B21D26/023—Deforming sheet bodies including an additional treatment performed by fluid pressure, e.g. perforating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D19/00—Flanging or other edge treatment, e.g. of tubes
- B21D19/08—Flanging or other edge treatment, e.g. of tubes by single or successive action of pressing tools, e.g. vice jaws
- B21D19/082—Flanging or other edge treatment, e.g. of tubes by single or successive action of pressing tools, e.g. vice jaws for making negative angles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D26/00—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces
- B21D26/02—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces by applying fluid pressure
- B21D26/021—Deforming sheet bodies
- B21D26/031—Mould construction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D45/00—Ejecting or stripping-off devices arranged in machines or tools dealt with in this subclass
- B21D45/02—Ejecting devices
Definitions
- the invention relates to a method for producing complex sheet metal parts according to the preamble of claim 1.
- the invention also relates to a tool for carrying out the method, that is to say for the pressure forming of such sheet metal parts with a shaping tool part which enables a deep-drawing process.
- the sheet (blank) is placed on a die.
- a hold-down holds the circuit board.
- the descending deep-drawing stamp pulls the material over a rounded drawing edge into the drawing ring. A hollow part is created.
- the draw ratio is limited. For this reason, several three-part tools are necessary for the production of a sheet metal part, for example drawing tools, cutting tools, punching tools, folding tools, slide tools and demolding tools.
- the invention has for its object to develop a method of the type mentioned in which a variety of separate drawing, cutting, punching, folding, etc. tools can be dispensed with to manufacture a sheet metal part.
- a tool for performing the method is characterized according to the invention by the features mentioned in claim 5.
- all the manufacturing steps necessary for producing a sheet metal part are carried out in one or more tool parts and / or tools with the aid of a single tool.
- the process is suitable for deep drawing with active media. It is also suitable for deep drawing with active energy (DIN 8584, sheet 3 (5.1)).
- all of the manufacturing stages required for the production of a sheet metal part such as drawing, embossing, folding, throughput, hole, cutting, flanging, and other operations, such as a tool part
- a pressing process for example be performed.
- several tools or tool parts and one or more pressing operations are possible, but without the need for special tools, as was previously the case, namely drawing tools, cutting tools, drawing tools of the next level, drawing tools of the last level, or tools for trimming, folding or re-edging.
- a hole is preferably punched against a pressure sufficient to shape the part geometry.
- a tool is preferably provided for the pressure forming of such sheet metal parts with a shaping tool part which enables a deep-drawing process, the pressure being applied by active media, such as fluid-pressurized rubber or polyurethane membranes or rubber cushions, or exclusively by active energy, such as explosive forming or sound waves in the respective function as a counter tool.
- active media such as fluid-pressurized rubber or polyurethane membranes or rubber cushions
- cut strips are arranged in the drawing trench for intermediate trimming in the case of block deformation or cavity deformation.
- the tool elements are spring-loaded against an end resistance with an adjustable series resistor. It is thus possible that a circular hole is not produced in a phase which is followed by a deforming phase in which a previously formed circular hole would be undesirably deformed into an ellipse. Rather, in the method according to the invention, the part is first practically finished, before the spring yields when the spring counter pressure is exceeded, and the die cuts the hole.
- the adjustable series resistor is expediently formed by a punch passing through a cutting ring, which is supported against a series resistor via a plate spring. In the case of large holes, however, a rigid cutting ring and a rigid insert are used.
- a rigid sheet metal holder can also be used according to the invention, or work is carried out entirely without a sheet metal holder.
- the cutting strips in the molding tool also have no counterpart in the prior art.
- the processing is unusually gentle.
- the tool part carrying the undercuts can be designed as a separately operable loose part.
- the sheet metal part is pressed in several stages, for example drawn, punched and / or cut, etc., loose parts made of different materials can be inserted into the shaping tool part in order to allow the material to flow again or to be able to press with uniform pressure.
- a membrane is pressurized with oil under very high pressure.
- the membrane behaves like a liquid and the blanks on the tool or the stamp and the sheet metal holder or the die and the sheet metal holder assume the shape of the tool with high accuracy.
- the part can therefore be manufactured completely in a single pressing process.
- Figure 1 shows a sheet metal part to be produced, for example, here a car side wall in the front right. It requires cutting, folding, snapping, pulling, and other operations to make it, typically cutting, snapping, pulling, and pusher tools for undercuts.
- FIGS. 1 a to 1 c The undercuts can be seen in FIGS. 1 a to 1 c, FIG. 1 a drawing a section along line AA and FIG. 1 b a section along line BB in FIG. 1 and FIG. 1 c the detail enclosed by circle X in FIG. 1 a, namely the water channel , enlarged.
- the new sheet metal forming tool consists of several parts so that the finished sheet metal part can also be lifted off the punch (see the undercuts in Figures 1a and 1b).
- all the tool elements required for manufacturing the sheet metal part are integrated in the stamp and sheet metal holder (FIGS. 2 and 3).
- Figure 3 shows the complete universal tool shown in section. This consists of shaping tool parts 1a, 1b and 1c, which are designed here as positive tool parts. The invention is not limited to this, however, it can be also act as negative tool parts.
- These shaping tool parts 1a, 1b, 1c are designed in such a way that they allow demolding for undercuts.
- the lateral sheet metal holder 2 which can be rigid or movable, the perforating device 3 to be described below (see FIG. 4), the demoulding mechanism 4 and the cutting strips 5 for intermediate cutting, the cutting strips 6 for final cutting, cutting strips 7 for the shaped plate can be clearly seen as well as (process-dependent) lot parts 8, which are necessary in sheet metal part production in several pressing stages.
- 9 is an insert for presenting the material in difficult areas or for changes.
- One recognizes the mechanism necessary for assembly, for lifting and for operations such as the pivot guide 20, the pivotable loose part with undercut 21, centering cams 22 which are received in a corresponding bore 23, the lifting device 24 or locking device 25, the component 1c For example, for punching and putting through (closed folding) is suitable.
- the cutting ring 3, which is only partially shown, can be clearly seen in FIG. 3. It consists of the hole, the actual cutting ring to be used, the counterholder and the disc spring to be described.
- FIG. 3 shows essentially in the right part of the figure that a number of components (apart from the hole device 3 already mentioned) are spring-loaded, such as the cutting strips 5 for intermediate trimming and the cutting strips 6 and 7.
- Stamp and sheet metal holder are thus mutually movable here .
- the corresponding parts are arranged without spring support.
- the stamp and sheet holder are rigid. You can also use one piece for simpler sheet metal parts be formed when a separate lifting mechanism 24 is not required due to the lack of undercuts.
- the stamp 1a, 1b, 1c is movable relative to the sheet metal holder 2. The movement can be brought about by mechanical, hydraulic, pneumatic or other means.
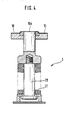
- FIG. 4 shows the punching device 3 of FIGS. 2 and 3 in detail.
- the punching process has already taken place.
- a certain presettable pressure for example 700 bar
- FIGS. 5 to 9 How to work with the sheet metal forming tool or how the method according to the invention is illustrated schematically in FIGS. 5 to 9 described below.
- the start of the pressing process is shown in FIG.
- the metal sheet (blank) is cut at the points shown by arrows A.
- the material flows after (first intermediate trimming) (p1> p0).
- the pressure continues to build.
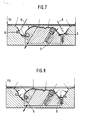
- Figure 7 shows the situation after a further increase in pressure.
- cutting strips 5 are attached, on which the sheet material is cut. See arrows B (second intermediate trim (p2> p1). The pressure is increased further.
- Figure 8 shows the molded part when pressed p3> p2).
- the cutting strips 6 are used for the final trimming, which enables the material to flow again.
- the area X is shaped as well as punching, folding, undercutting and putting through. If necessary, certain tool elements are spring loaded.
- the hole through the punching device 3 is only cut when the sheet metal has been formed.
- the stroke movement C takes place, for example, mechanically, hydraulically or pneumatically.
- the stamp elements 1a, 1b, 1c are raised, the finished part 10 ⁇ (side wall of a car, for example) is removed just like the waste pieces.
- the demolding process takes place as follows: The sheet metal part 10 ⁇ is pushed to the left. The sheet metal part is then pushed forward and finally the sheet metal part is removed upwards. If required, any number of tool elements can be flexibly designed according to the spring base 3 described above.
- the part can also be pressed in stages (in one or more tool parts, with or without loose parts).
- the intermediate cuts can be made in the press or conventionally (for example by hand, using a laser, cutting tools, etc.).
- FIG. 10 shows a special design of the tool, which is intended in particular for the production of flat components with a low degree of deformation. With such parts there is a risk that the sheet in its central region very quickly comes to rest against the punch and is held here in such a way that sufficient stretching of the component in the central region is not achieved, with the result that this region has lower strength properties.
- the sheet metal holder ring 2 in the tool according to FIG. 10 is designed so high that it extends a sufficiently large distance above the highest point of the punch 1a.
- a sheet metal holder ring 31 is provided, while the cutting strips 7 shown in FIG. 3 are omitted for the initial trimming.
- the edge of the sheet metal is firmly held between the sheet metal holder and the sheet metal holder ring, so that a sufficient extension of the central area of the sheet metal is ensured before it contacts the upper areas of the punch.
- the sheet metal holder is provided with one or more projections, for example beads (32), on its supporting surface, the corresponding depressions (33) in the sheet metal holder ring are adapted and project into this. Only when the pressure builds up further after the sheet has been sufficiently stretched in the middle region does an end or intermediate trimming take place in the drawing trench 34 shortly before the point at which the component threatens to tear.
- the tool shown in FIG. 10 can, moreover, be designed similarly to the tool in FIG. 3, that is to say with further tool parts.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Punching Or Piercing (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zur Herstellung von komplizierten Blechteilen gemäß dem Oberbegriff des Anspruches 1. Die Erfindung bezieht sich auch auf ein Werkzeug zur Durchführung des Verfahrens, das heißt für die Druckumformung solcher Blechteile mit einem einen Tiefziehvorgang ermöglichenden formgebenden Werkzeugteil.
- Beim konventionellen Tiefziehen wird das Blech (Platine) auf eine Matrize gelegt. Ein Niederhalter hält die Platine fest. Der niedergehende Tiefziehstempel zieht den Werkstoff über eine abgerundete Ziehkante in den Ziehring. Es entsteht ein Hohlteil.
- Rationalisierung und größere Variantenvielfalt der Produkte, insbesondere im Automobilbau, sowie ein verstärkter Einsatz des Leichtbaus haben zu einer Vielzahl komplizierter Tiefziehformen geführt, die Blechhersteller wie Blechverarbeiter vor Verarbeitungsprobleme stellen.
- Die Grenzen des konventionellen Tiefziehen mit starren Werkzeugen werden heute mit nachgiebigen Werkzeugen dadurch um gangen, daß man mit Wirkmedien und Wirkenergien arbeitet (DIN 8584, Blatt 3 (5.1)).
- Beim konventionellen Tiefziehen treten neben hoher Zugbeanspruchung in der Zarge punktweise Spannungskonzentrationen, örtlich unterschiedliche Wanddicken, Faltenbildungen, insbesondere Falten zweiter Ordnung, sowie hohe Werkzeugkosten auf, insbesondere bei unregelmäßigen Teilen sowie bei Teilen mit Hinterschneidungen.
- Das Ziehverhältnis ist begrenzt. Aus diesem Grunde sind mehrere dreiteilige Werkzeuge für die Fertigung eines Blechteils notwendig, beispielsweise Ziehwerkzeuge, Schneidwerkzeuge, Lochwerkzeuge, Abkantwerkzeuge, Schieberwerkzeuge und Entformwerkzeuge.
- Hierdurch entstehen hohe Werkzeugkosten, das heißt hohe Teilekosten bei niedrigen Stückzahlen, was sich insbesondere bei Prototypen und Kleinserien bemerkbar macht.
- Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren der eingangs genannten Art zu entwickeln bei dem zur Fertigung eines Blechteils auf die unterschiedlichsten gesonderten Zieh-, Schneide-, Loch-, Abkant-, etc. Werkzeuge verzichtet werden kann.
- Zur Lösung dieser Aufgabe wird ein Verfahren zur Herstellung von komplizierten Blechteilen gemäß dem Oberbegriff des Anspruches 1 vorgeschlagen, welches erfindungsgemäß die im kennzeichnenden Teil des Anspruches 1 genannten Merkmale hat.
- Vorteilhafte Ausgestaltung des Verfahrens sind in den Ansprüchen 2 bis 4 genannt.
- Ein Werkzeug zur Durchführung des Verfahrens ist gemäß der Erfindung durch die im Anspruch 5 genannten Merkmale gekennzeichnet.
- Vorteilhafte Ausgestaltungen dieses Werkzeugs sind in den Ansprüchen 6 bis 15 genannt.
- Bei dem Verfahren gemäß der Erfindung werden mit Hilfe eines einzigen Werkzeugs alle zur Herstellung eines Blechteils notwendigen Fertigungsschritte in einem oder mehreren Werkzeugteilen und/oder Werkzeugen durchgeführt.
- Bei dem Verfahren gemäß der Erfindung wird beispielsweise
- a) zunächst die Blechplatine aufgelegt,
- b) der Druck kontinuierlich bis beispielsweise 800 bar unter Durchlaufen von verschiedenen Druckphasen erhöht,
- c) in der ersten Phase die Randbeschneidung des Bleches zur Formplatine vorgenommen, wobei das Material in die Vertiefungen des Formwerkzeugs nachfließt,
- d) in der folgenden Phase die Formplatine an tieferen Stellen des Werkzeugs zwischenbeschnitten, wobei der Werkstoff weiter in die Vertiefungen, Ecken und Hinterschneidungen nachfließt und der Druck bis zur Endphase erhöht wird,
- e) das Werkstück endgeprägt, endbeschnitten, gelocht, durchgestellt und abgekantet.
- Die oben genannten Vorgänge a) bis e) sind nur eine Analyse des Vorgangs. Der Vorgang selbst ist praktisch ein einziger.
- Das Verfahren ist geeignet für das Tiefziehen mit Wirkmedien. Es ist ebenfalls geeignet für das Tiefziehen mit Wirkenergie (DIN 8584, Blatt 3 (5.1)).
- Mit dem Verfahren nach der Erfindung können alle zur Herstellung eines Blechteils notwendigen Fertigungsstufen wie Zieh-, Präge-, Abkant-, Durchstell-, Loch-, Schneide-, Bördel-, und sonstigen Operationen, wie zum Beispiel einem Werkzeugteil, in beispielsweise einem Preßvorgang durchgeführt werden. Natürlich sind mehrere Werkzeuge beziehungsweise Werkzeugteile und ein oder mehrere Preßvorgänge möglich, ohne daß jedoch gesonderte Werkzeuge, wie bisher üblich, nämlich Ziehwerkzeuge, Schneidewerkzeuge, Ziehwerkzeuge nächster Stufe, Ziehwerkzeuge letzter Stufe, oder Werkzeuge zum Beschneiden, Abkanten oder Nachkanten, erforderlich wären.
- Vorzugsweise wird gegen einen zum Ausformen der Teilegeometrie ausreichenden Druck gelocht.
- Vorzugsweise ist ein Werkzeug für die Druckumformung von solchen Blechteilen mit einem einen Tiefziehvorgang ermöglichenden formgebenden Werkzeugteil vorgesehen, wobei die Druckaufbringung durch Wirkmedien, wie fluiddruckbeaufschlagte Gummi- oder Polyurethanmembranen oder Gummikissen, oder ausschließlich durch Wirkenergie erfolgt, wie zum Beispiel Explosivumformung oder Schallwellen in der jeweiligen Funktion als Gegenwerkzeug.
- Zweckmäßigerweise weist das Werkzeug ein gegebenenfalls aus mehreren Teilen bestehendes formgebendes Werkzeugteil auf, welches beispielsweise folgende Teile umfaßt:
- 1. während einer ersten Ziehstufe die Blechplatine beschneidenden Werkzeugteile;
- 2. bei Druckerhöhung in einer zweiten Ziehstufe zwischenbeschneidende Werkzeugteile, die ein weiteres Nachfließen des Werkstücks der vorgeformten Blechplatine ermöglichen;
- 3. bei weiterer Druckerhöhung das volle Ausformen des Werkstücks ermöglichende Werkzeugteile mit einem nachgebenden Gegenhalter.
- Mit einer solchen Presse ließen sich bisher nur Prägeteile herstellen. Völlig neu auf diesem Gebiet ist das Herstellen von Ziehteilen mit einer solchen Presse, wobei nur ein Gegenwerkzeug, also kein eigentliches Werkzeug, vorhanden ist.
- Zweckmäßigerweise sind für das Zwischenbeschneiden bei Blockverformung beziehungsweise Hohlraumverformung Schnittleisten im Ziehgraben angeordnet.
- Günstig ist es, daß für das Zwischen- und Endbeschneiden bei Hohlraumverformung der Schnittgraben oder die Blechhalter oder bei aufgeteiltem Werkzeug die Werkzeugelemente bei einstellbarem Vorwiderstand gegen einen Endwiderstand gefedert sind. So wird es möglich, daß die Herstellung eines kreisförmigen Loches nicht in einer Phase erfolgt, der noch eine verformende Phase nachfolgt, in der ein zuvor geformtes kreisförmiges Loch ungewollt zu einer Ellipse verformt werden würde. Vielmehr ist beim Verfahren gemäß der Erfindung das Teil zunächst praktisch fertig geformt, bevor beim Überschreiten des Federgegendrucks die Feder nachgibt, und das Schneideisen das Loch schneidet.
- Zweckmäßig wird der einstellbare Vorwiderstand von einen einen Schneidring durchsetzenden Stempel gebildet, der sich über eine Tellerfeder gegen einen Vorwiderstand abstützt. Bei großen Löchern wird dagegen mit starrem Schnittring und starrem Einsatz gearbeitet.
- Praktisch wird das für Prägen und Abkanten bekannte Verfahren beziehungsweise Werkzeug, das mittels fluidbaufschlagter Membran gegen starre Formblöcke arbeitet, auf Tiefziehgesenke beziehungsweise auf das Tiefziehen und Beschneiden ermöglichende Gesenke ohne Gegenwerkzeuge angewendet.
- Gegenüber dem bekannten beweglichen Blechhalter kann erfindungsgemäß auch ein starrer Blechhalter verwendet werden, oder es wird völlig ohne Blechhalter gearbeitet.
- Die Schnittleisten im Formwerkzeug finden ebenfalls kein Gegenstück im Stand der Technik. Die Bearbeitung ist ungewöhnlich schonend.
- Zum Entformen kann das die Hinterschneidungen tragende Werkzeugteil als getrennt betätigbares Losteil ausgebildet sein.
- Wenn das Blechteil in mehreren Stufen gepreßt, zum Beispiel gezogen, gelocht und/oder geschnitten usw., wird, können in das formgebende Werkzeugteil Losteile aus verschiedenen Materialien eingelegt werden, um ein Nachfließen des Materials zu ermöglichen oder um mit Einheitsdruck pressen zu können.
- Während des Preßvorganges wird beispielsweise eine Membran mit Öl unter sehr hohem Druck beaufschlagt. Infolge des extrem hohen Preßdrucks verhält sich die Membran wie eine Flüssigkeit und die auf dem Werkzeug beziehungsweise dem Stempel und dem Blechhalter oder der Matrize und dem Blechhalter befindlichen Platinen nehmen mit hoher Genauigkeit die Form des Werkzeugs an.
- Das Teil kann also komplett in einem einzigen Preßvorgang gefertigt werden.
- Es ergeben sich Kosteneinsparungen (Werkzeug- und Blechteilfertigungskosten) von 90% und mehr. Handarbeit bei der Tei lefertigung entfällt, was für Prototypen und Kleinserien wichtig ist. Materialverfestigung ist nicht zu befürchten.
- Es ergibt sich eine seriennahe Aussage bei Crash- und Korrosionsverhalten (wesentlich geringerer Änderungsumfang nach der Crashreihe mit Ausfallmustern), optimale Serienvorbereitung zum Beispiel in der Automobilindustrie durch seriennahe Prototypenteile. Das Fertigteil ist schneller verfügbar. Die Maßhaltigkeit wird gesteigert. Die Oberflächenqualität wird verbessert; Anhaukanten (Anhiebkanten) entfallen. Bei Werkzeugänderungen ist der Aufwand gering. Ein Eintuschieren der Werkzeuge entfällt. Der Werkzeugverschleiß im Vergleich zur konventionellen Methode ist geringer. Höhere Ziehverhältnisse (+ 30%) sind erreichbar. Auch ein schwieriges Design ist möglich. Eine Blechdickenreduzierung und Blechdickenvarianten sind möglich. Alle zur Herstellung eines Blechteils notwendigen Fertigungsstufen können in einem Werkzeugteil hergestellt werden. Es ergibt sich eine Einsparung von konventioneller Pressenkapazität und Rüstzeiten. Die Umformbarkeit, insbesondere bei Aluminium, kann durch Auflegen einer zweiten Platine aus Stahl, Aluminium der einem anderen Werkstoff erhöht werden, welche anschließend wieder entfernt wird. Eine Materialvorlegung durch Einsätze (zum Beispiel Kunststoff, Aluminium, oder Stahl) ist möglich.
- Anhand der in den Figuren gezeigten Ausführungsbeispiele soll die Erfindung näher erläutert werden. Es zeigen
- Figur 1 ein zu fertigendes Blechteil,
- Figur 1a einen Schnitt längs der Linie A-A in Figur 1,
- Figur 1b einen Schnitt längs der Linie B-B in Figur 1,
- Figur 1c das in Figur 1a im Kreis X dargestellte Detail in vergrößertem Maßstab,
- Figur 2 ein Ausführungsbeispiel eines Blechformungswerkzeuges nach der Erfindung in Explosionsdarstellung,
- Figur 3 einen Schnitt durch das in Figur 2 gezeigte Werkzeug,
- Figur 4 eine Einzelheit zu Figur 3,
- Figuren 5 bis 9 den Arbeitsablauf beim Arbeiten mit dem neuen Blechformungswerkzeug.
- Figur 10 ein Werkzeug mit einem Blechhalterring.
- Figur 1 zeigt ein beispielsweise zu fertigendes Blechteil, hier eine PKW-Seitenwand vorne rechts. Zu seiner Herstellung werden Schnitt-, Abkant-, Durchstell-, Zieh- und weitere Operationen benötigt, das heißt normalerweise Schnitt-, Durchstell-, Zieh- und Schieberwerkzeuge für Hinterschneidungen.
- Die Hinterschneidungen sind in den Figuren 1a bis 1c erkennbar, wobei Figur 1a einen Schnitt längs der Linie A-A und Figur 1b einen Schnitt längs der Linie B-B in Figur 1 ziegt und Figur 1c das in Figur 1a mit dem Kreis X umschlossene Detail, nämlich die Wasserrinne, vergrößert darstellt.
- Nach Figur 2 besteht das neue Blechformungswerkzeug aus mehreren Teilen, damit das gefertigte Blechteil vom Stempel auch abgehoben werden kann (siehe die Hinterschneidungen in Figur 1a und 1b). Gemäß der Erfindung sind im Stempel- und Blechhalter (Figur 2 und 3) alle zur Fertigung des Blechteils notwendigen Werkzeugelemente integriert. Figur 3 zeigt das im Schnitt dargestellte komplette Universalwerkzeug. Dieses besteht aus formgebenden Werkzeugteilen 1a,1b und 1c, die hier als positive Werkzeugteile ausgebildet sind. Die Erfindung ist hierauf aber nicht beschränkt, es kann sich auch um negative Werkzeugteile handeln. Diese formgebenden Werkzeugteile 1a,1b,1c sind so beschaffen, daß sie das Entformen bei Hinterschneidungen ermöglichen. Deutlich erkennbar ist der seitliche Blechhalter 2, der starr oder beweglich ausgebildet sein kann, die weiter unten zu beschreibende Lochvorrichtung 3 (siehe Figur 4), der Entformmechanismus 4 sowie die Schnittleisten 5 für Zwischenbeschnitt, die Schnittleisten 6 für Endbeschnitt, Schnittleisten 7 für die Formplatine sowie (verfahrensabhängige) Losteile 8, die notwendig sind bei der Blechteilfertigung in mehreren Preßstufen. Bei 9 handelt es sich um einen Einsatz zum Vorlegen des Materials bei schwierigen Bereichen oder um einen solchen für Änderungen. Man erkennt den für den Zusammenbau, für das Ausheben und für Einsätze notwendigen Mechanismus wie die Schwenkführung 20, das schwenkbare Losteil mit Hinterschneidung 21, Zentriernocken 22, die in einer entsprechenden Bohrung 23 aufgenommen werden, die Aushebevorrichtung 24 oder Arretiervorrichtung 25, wobei das Bauteil 1c beispielsweise zum Lochen und Durchstellen (geschlossen Abkanten) geeignet ist. Der nur teilweise dargestellte Schnittring 3 ist deutlich in Figur 3 erkennbar. Er besteht aus der Bohrung, dem einzusetzenden eigentlichen Schnittring, dem Gegenhalter und der noch zu beschreibenden Tellerfeder.
- In Figur 3 sind gleiche Teile mit gleichen Bezugszeichen wie in Figur 2 bezeichnet. Angedeutet ist ein Umformungsdruck p, der auf die Membran wirkt. Figur 3 zeigt im wesentlichen im rechten Teil der Figur, daß eine Reihe von Bauteilen (abgesehen von der bereits erwähnten Lochvorrichtung 3) federgelagert sind, so beispielsweise die Schnittleisten 5 für Zwischenbeschnitt und die Schnittleisten 6 und 7. Stempel und Blechhalter sind hier also gegeneinander beweglich. Im linken Teil der Figur 3 sind die entsprechenden Teile ohne Federlagerung angeordnet. Stempel und Blechhalter sind hierbei starr. Sie können für einfachere Blechteile auch einteilig ausgebildet sein, wenn ein gesonderter Aushebemechanismus 24 wegen fehlender Unterschneidungen nicht erforderlich ist. Allerdings ist der Stempel 1a,1b,1c beweglich relativ zum Blechhalter 2. Die Bewegung kann auf mechanischem, hydraulischem, pneumatischem oder sonstigem Wege herbeigeführt werden.
- Mit 22/23 sind Führungen bezeichnet und mit S ist der Schnittgraben bezeichnet.
- Figur 4 zeigt als Einzelheit die Lochvorrichtung 3 der Figuren 2 und 3. Der Lochvorgang hat bereits stattgefunden. Man erkennt (mittig) das Abfallteil 10a und das stehengebliebene Blechteil 10, den Kolben 28, der die Feder 27 bei Überschreiten eines bestimmten voreinstellbaren Druckes (beispielsweise 700 bar) zusammengedrückt hat.
- Wie man mit dem Blechformungswerkzeug beziehungsweise wie das Verfahren nach der Erfindung arbeitet, verdeutlichen schematisch die im folgenden beschriebenen Figuren 5 bis 9.
- Figur 5 zeigt das Blechformungswerkzeug 1 vor dem Preßvorgang im Schnitt, mit aufgelegter Blechtafel 10 (p₀ = 0 bar).
- In Figur 6 ist der Beginn des Preßvorgangs dargestellt. Die Blechtafel (Formplatine) wird an den mit den Pfeilen A gezeigten Stellen geschnitten. Das Material fließt nach (erster Zwischenbeschnitt) (p₁ > p₀). Der Druck wird weiter aufgebaut.
- Figur 7 zeigt die Verhältnisse nach einem weiteren Druckanstieg. Um ein weiteres "Nachfließen" des Materials zu ermöglichen, sind Schnittleisten 5 angebracht, an denen das Blechmaterial geschnitten wird. Siehe die Pfeile B (zweiter Zwischenbeschnitt (p₂ > p₁). Der Druck wird weiter erhöht.
- Figur 8 zeigt fertig abgepreßte Formteil beim Druck p₃> p2). Durch die Schnittleisten 6 erfolgt der Endbeschnitt, der ein abermaliges Nachfließen des Materials ermöglicht. Es erfolgt das Ausformen des Bereiches X sowie Lochen, Abkanten, Hinterschneiden und Durchstellen. Bei Bedarf sind bestimmte Werkzeugelemente gefedert. Das Loch durch die Lochvorrichtung 3 wird erst geschnitten, wenn die Umformung des Bleches beendet ist. Die Hubbewegung C erfolgt beispielsweise mechanisch, hydraulisch oder pneumatisch.
- Figur 9 zeigt das fertige Formteil (p = 0 bar).
- Die Stempelelemente 1a,1b,1c werden hochgefahren, das fertige Teil 10˝ (Seitenwand eines PKW's beispielsweise) wird genauso wie die Abfallstücke entnommen.
- Der Entformvorgang läuft wie folgt ab: Das Blechteil 10˝ wird nach links geschoben. Das Blechteil wird dann nach vorne gedrückt und schließlich wird das Blechteil nach oben herausgenommen. Bei Bedarf können beliebig viele Werkzeugelemente nachgiebig ausgelegt werden entsprechend dem oben beschriebenen Federboden 3.
- Das Teil kann auch in Stufen (in einer oder mehreren Werkzeugteilen, mit oder ohne Losteile) gepreßt werden. Die Zwischenbeschnitte können in der Presse oder konventionell erfolgen (zum Beispiel von Hand, mittels Laser, Schnittwerkzeugen usw.).
- Welche der Methoden angewendete wird, ist von den benötigten Stückzahlen abhängig (Wirtschaftlichkeitsbetrachtung).
- Figur 10 zeigt eine besondere Ausgestaltung des Werkzeugs, die insbesondere für die Herstellung flacher Bauteile mit geringem Umformungsgrad gedacht ist. Bei solchen Teilen besteht die Gefahr, daß das Blech in seinem mittleren Bereich sehr schenell zur Anlage an den Stempel gelangt und hier derart festgehalten wird, daß eine ausreichende Streckung des Bauteils im mittleren Bereich nicht erreicht wird, was zur Folge hat, daß dieser Bereich geringere Festigkeitseigenschaften hat. Um ein definiertes Ausstrecken solcher Bauteile zu ermöglichen, ist beim Werkzeug gemäß Figur 10 der Blechhalterring 2 so hoch ausgebildet, daß er den höchsten Punkt des Stempels 1a um eine hinreichend große Strecke überragt. Zugleich ist ein Blechhalterring 31 vorgesehen, während die in Figur 3 gezeigten Schnittleisten 7 für den Anfangsbeschnitt entfallen. Beim Preßvorgang wird das Blech mit seinem Rand fest zwischen dem Blechhalter und dem Blechhalterring festgehalten, so daß eine ausreichende Ausstreckung des mittleren Bereiches des Bleches sichergestellt ist, bevor dieses sich gegen die oberen Bereiche des Stempels anlegt. Um das Festhalten des Bleches zu erleichtern, ist der Blechhalter auf seiner Auflagefläche mit einem oder mehreren Vorsprüngen, zum Beispiel Sicken (32), versehen, die entsprechenden Vertiefungen (33) im Blechhalterring angepaßt sind und in diese hineinragen. Erst bei weiterem Druckaufbau nach ausreichender Streckung des Bleches im mittleren Bereich erfolgt im Ziehgraben 34 kurz vor der Stelle, an der das Bauteil zu reißen droht, ein End- oder Zwischenbeschnitt. Das in Figur 10 gezeigte Werkzeug kann im übrigen ähnlich wie das Werkzeug in Figur 3, also mit weiteren Werkzeugteilen, ausgebildet sein.
Claims (15)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19873709181 DE3709181A1 (de) | 1987-03-20 | 1987-03-20 | Verfahren zur herstellung von komplizierten blechteilen und werkzeug fuer die druckumformung solcher blechteile |
| DE3709181 | 1987-03-20 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0288705A2 true EP0288705A2 (de) | 1988-11-02 |
| EP0288705A3 EP0288705A3 (de) | 1990-06-27 |
Family
ID=6323587
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88103937A Withdrawn EP0288705A3 (de) | 1987-03-20 | 1988-03-12 | Verfahren zur Herstellung von komplizierten Blechteilen und Werkzeug zur Durchführung des Verfahrens |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0288705A3 (de) |
| JP (1) | JPS6415230A (de) |
| DE (1) | DE3709181A1 (de) |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0879657A3 (de) * | 1997-05-12 | 1998-12-02 | Dr. Meleghy Hydroforming GmbH & Co. KG | Verfahren und Vorrichtung zum Herstellen eines Hohlkörpers |
| WO1999062652A1 (en) * | 1998-06-01 | 1999-12-09 | Flow Holdings Gmbh (Sagl) Limited Liability Company | Device and method for shaping flat articles |
| WO2003097268A1 (en) * | 2002-05-15 | 2003-11-27 | Flow Holdings Sagl | Forming tool |
| WO2004028719A1 (en) * | 2002-09-24 | 2004-04-08 | The Boeing Company | Methods of making skin panels for aircraft structures by machining and exploseve forming |
| DE102004019693A1 (de) * | 2004-04-20 | 2005-11-17 | Volkswagen Ag | Verfahren und Vorrichtung zum Herstellen eines gehärteten Blechprofils |
| US7155948B2 (en) | 2002-05-15 | 2007-01-02 | Avure Technologies Ab | Forming tool |
| US8047036B2 (en) | 2005-06-03 | 2011-11-01 | Magna International Inc. | Device and method for explosion forming |
| US8250892B2 (en) | 2006-12-01 | 2012-08-28 | Cosma Engineering Europe Ag | Closure device for explosion forming |
| US8252210B2 (en) | 2006-08-11 | 2012-08-28 | Cosma Engineering Europe Ag | Method and device for explosion forming |
| US8322175B2 (en) | 2006-12-20 | 2012-12-04 | Cosma Engineering Europe Ag | Workpiece and method for explosion forming |
| RU2502574C2 (ru) * | 2012-03-27 | 2013-12-27 | Общество с ограниченной ответственностью "АКВАПАСКАЛЬ" | Способ штамповки сильфонов из трубных заготовок |
| US8650921B2 (en) | 2006-08-11 | 2014-02-18 | Cosma Engineering Europe Ag | Method and device for explosion forming |
| US8713982B2 (en) | 2008-01-31 | 2014-05-06 | Magna International Inc. | Device for explosive forming |
| US8875553B2 (en) | 2007-02-14 | 2014-11-04 | Cosma Engineering Europe Ag | Method and mould arrangement for explosion forming |
| US8939743B2 (en) | 2007-08-02 | 2015-01-27 | Cosma Engineering Europe Ag | Device for supplying a fluid for explosion forming |
| US9393606B2 (en) | 2007-05-22 | 2016-07-19 | Cosma Engineering Europe Ag | Ignition device for explosive forming |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT398124B (de) * | 1991-05-15 | 1994-09-26 | Vaillant Gmbh | Leiteinrichtung für eine strömungssicherung |
| DE4232913C2 (de) * | 1992-10-01 | 1995-04-27 | Daimler Benz Ag | Zweistufiges Verfahren zum hydromechanischen explosionsunterstützen Tiefziehen von Blech und Tiefziehpresse zur Durchführung des Verfahrens |
| DE4419652A1 (de) * | 1994-06-04 | 1995-12-07 | Meckenstock H W Kg | Plattenförmiges Formelement |
| DE4434799A1 (de) * | 1994-09-29 | 1996-04-04 | Smg Sueddeutsche Maschinenbau | Verfahren und Vorrichtung zum Umformen von Metallblech |
| DE19758003B4 (de) * | 1997-01-08 | 2005-12-01 | Volkswagen Ag | Widerlager aus Blech zur Anordnung an einem Träger und Verfahren zur Herstellung |
| DE19845186A1 (de) | 1998-10-01 | 2000-04-13 | Binder Technologie Ag Gams | Fluidform |
| DE19951850C1 (de) * | 1999-10-28 | 2001-01-25 | Metallwarenfabrik Reichertshof | Verfahren und Vorrichtung zur Herstellung von Formteilen |
| DE10340794B4 (de) * | 2003-09-02 | 2012-08-16 | Ise Automotive Gmbh | Folgewerkzeug zum Herstellen eines komplex geformten und mit Öffnungen in verschiedenen Ebenen versehenen Bauteils |
| DE102007050907A1 (de) | 2007-10-23 | 2009-04-30 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines gehärteten Blechprofils |
| US7802457B2 (en) * | 2008-05-05 | 2010-09-28 | Ford Global Technologies, Llc | Electrohydraulic forming tool and method of forming sheet metal blank with the same |
| DE102008027876A1 (de) * | 2008-06-11 | 2009-12-17 | Oliver Bartholomé | Verfahren und Presswerkzeug zur Herstellung eines mehrfach gekrümmten Blechziehteils |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2133445A (en) * | 1935-12-07 | 1938-10-18 | Douglas Aircraft Co Inc | Method for cutting and forming sheet material |
| US2308998A (en) * | 1940-05-28 | 1943-01-19 | Douglas Aircraft Co Inc | Method and means for cutting and forming sheet metal |
| US2377664A (en) * | 1941-12-20 | 1945-06-05 | Armstrong Cork Co | Sheet metal shaping and shearing |
| US2490695A (en) * | 1946-09-11 | 1949-12-06 | Leutheuser Andrew | Hydraulic die |
| GB1106701A (en) * | 1963-11-04 | 1968-03-20 | Nat Res Dev | Improvements in or relating to explosion-forming processes |
| FR1433385A (fr) * | 1965-01-08 | 1966-04-01 | Procédé pour découper et emboutir simultanément au moyen d'une presse, et appareillage pour exécuter ce procédé | |
| DE2258790A1 (de) * | 1972-12-01 | 1974-06-20 | Mak Maschinenbau Gmbh | Verfahren und vorrichtung zur herstellung eines hohlkoerpers mit einer aushalsung durch explosiv-verformung |
| DE2337176C3 (de) * | 1973-07-21 | 1981-08-06 | Tokyu Sharyo Seizo K.K., Yokohama, Kanagawa | Vorrichtung zum Hochgeschwindigkeitsumformen vom metallischen rohrförmigen Werkstücken in einer mehrteiligen Formkammer |
| US4483170A (en) * | 1982-12-16 | 1984-11-20 | Toyota Jidosha Kabushiki Kaisha | Press machine structure |
-
1987
- 1987-03-20 DE DE19873709181 patent/DE3709181A1/de not_active Withdrawn
-
1988
- 1988-03-12 EP EP88103937A patent/EP0288705A3/de not_active Withdrawn
- 1988-03-18 JP JP63065601A patent/JPS6415230A/ja active Pending
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6418607B1 (en) | 1997-05-12 | 2002-07-16 | Dr. Meleghy Hydroforming Gmbh & Co. Kg | Method and apparatus for fabricating a hollow body |
| EP0879657A3 (de) * | 1997-05-12 | 1998-12-02 | Dr. Meleghy Hydroforming GmbH & Co. KG | Verfahren und Vorrichtung zum Herstellen eines Hohlkörpers |
| WO1999062652A1 (en) * | 1998-06-01 | 1999-12-09 | Flow Holdings Gmbh (Sagl) Limited Liability Company | Device and method for shaping flat articles |
| US6178796B1 (en) | 1998-06-01 | 2001-01-30 | Flow Holdings Gmbh (Sagl) Llc | Device and method for shaping flat articles |
| CN1095705C (zh) * | 1998-06-01 | 2002-12-11 | 弗洛霍丁斯有限公司 | 从坯料高压成形扁平制品的装置和方法及该装置的用途 |
| WO2003097268A1 (en) * | 2002-05-15 | 2003-11-27 | Flow Holdings Sagl | Forming tool |
| US7155948B2 (en) | 2002-05-15 | 2007-01-02 | Avure Technologies Ab | Forming tool |
| WO2004028719A1 (en) * | 2002-09-24 | 2004-04-08 | The Boeing Company | Methods of making skin panels for aircraft structures by machining and exploseve forming |
| US7093470B2 (en) | 2002-09-24 | 2006-08-22 | The Boeing Company | Methods of making integrally stiffened axial load carrying skin panels for primary aircraft structure and fuel tank structures |
| DE102004019693B4 (de) * | 2004-04-20 | 2017-10-26 | Volkswagen Ag | Verfahren zum Herstellen eines gehärteten Blechprofils |
| DE102004019693A1 (de) * | 2004-04-20 | 2005-11-17 | Volkswagen Ag | Verfahren und Vorrichtung zum Herstellen eines gehärteten Blechprofils |
| US8047036B2 (en) | 2005-06-03 | 2011-11-01 | Magna International Inc. | Device and method for explosion forming |
| US8252210B2 (en) | 2006-08-11 | 2012-08-28 | Cosma Engineering Europe Ag | Method and device for explosion forming |
| US8650921B2 (en) | 2006-08-11 | 2014-02-18 | Cosma Engineering Europe Ag | Method and device for explosion forming |
| US8250892B2 (en) | 2006-12-01 | 2012-08-28 | Cosma Engineering Europe Ag | Closure device for explosion forming |
| US8322175B2 (en) | 2006-12-20 | 2012-12-04 | Cosma Engineering Europe Ag | Workpiece and method for explosion forming |
| US8875553B2 (en) | 2007-02-14 | 2014-11-04 | Cosma Engineering Europe Ag | Method and mould arrangement for explosion forming |
| US9393606B2 (en) | 2007-05-22 | 2016-07-19 | Cosma Engineering Europe Ag | Ignition device for explosive forming |
| US8939743B2 (en) | 2007-08-02 | 2015-01-27 | Cosma Engineering Europe Ag | Device for supplying a fluid for explosion forming |
| US8713982B2 (en) | 2008-01-31 | 2014-05-06 | Magna International Inc. | Device for explosive forming |
| RU2502574C2 (ru) * | 2012-03-27 | 2013-12-27 | Общество с ограниченной ответственностью "АКВАПАСКАЛЬ" | Способ штамповки сильфонов из трубных заготовок |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3709181A1 (de) | 1988-09-29 |
| EP0288705A3 (de) | 1990-06-27 |
| JPS6415230A (en) | 1989-01-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0288705A2 (de) | Verfahren zur Herstellung von komplizierten Blechteilen und Werkzeug zur Durchführung des Verfahrens | |
| DE69001890T2 (de) | Verfahren und Vorrichtung zum Formen eines Blechzuschnittes insbesondere zur Herstellung einer Maske für eine Kathodenstrahlröhre. | |
| DE60200731T2 (de) | Platteninnenhochdruckumformung und Vorrichtung | |
| DE102007021798B4 (de) | Vorrichtung zur Herstellung von Profilen | |
| EP2701861B1 (de) | Verfahren und vorrichtung zur herstellung von flanschlosen ziehteilen | |
| EP2834022B1 (de) | Vorrichtung und verfahren zum herstellen von zumindest teilweise geschlossenen profilen oder rohrförmigen bauteilen aus metallblech | |
| EP2259883B1 (de) | Verfahren zur materialflusssteuerung beim tiefziehen eines werkstücks und tiefziehvorrichtung | |
| DE69906537T2 (de) | Vorrichtung und verfahren zum streckformen | |
| EP1117496B1 (de) | Fluidform | |
| WO2007093159A2 (de) | Rollwerkzeug mit integrierter ziehstufe | |
| EP1097758B1 (de) | Verfahren zur Herstellung eines grossflächigen Blechteiles, insbesondere eines Karosseriebauteiles für ein Fahrzeug | |
| EP2208551B1 (de) | Verfahren zur Herstellung eines komplexen Blechformteils | |
| DE102007009705B3 (de) | Bearbeitungsvorrichtung sowie Verfahren zur Herstellung und Bearbeitung von Formteilen unterschiedlicher dreidimensionaler Struktur | |
| DE69109457T2 (de) | Vorrichtung zum Formstanzen von Blattmaterialen, insbesondere von Blechplättchen. | |
| DE69909485T2 (de) | Vorrichtung und verfahren zum formen von flachen gegenständen | |
| EP1029611B1 (de) | Vorrichtung zur Herstellung bauchiger hinterschnittener Hohlkörper mittels Innenhochdruckumformverfahren | |
| DE10313072B4 (de) | Verfahren und Vorrichtung zum hydromechanischen Tiefziehen | |
| EP1492635A1 (de) | Verfahren und prägewerkzeug zur herstellung eines bauteils aus einem wölbstrukturierten blech | |
| EP0845312B1 (de) | Flexibel einsetzbares Werkzeug zum Innenhochdruckumformen | |
| EP0953386A2 (de) | Vorrichtung und Verfahren zum umformtechnischen Fügen von Teilen | |
| DE19913757A1 (de) | Verfahren zur Herstellung einer Nietverbindung | |
| DE10135561C1 (de) | Verfahren zur Herstellung von Sondermodell-Karosserieteilen | |
| DD152075A1 (de) | Verfahren und vorrichtung zur verformung von blechen,insbesondere praegesicken | |
| DE2943955A1 (de) | Bremsbacke und verfahren sowie vorrichtung zu deren herstellung | |
| DE19513444A1 (de) | Verfahren und Vorrichtung zum hydrostatischen Kaltverfahren von Blechen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FR GB IT |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19901207 |
|
| 17Q | First examination report despatched |
Effective date: 19910827 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Withdrawal date: 19920520 |