EP0285821A2 - Verfahren zum Verdichten des Formstoffes von Giessereiformen und Vorrichtung zur Durchführung dieses Verfahrens - Google Patents
Verfahren zum Verdichten des Formstoffes von Giessereiformen und Vorrichtung zur Durchführung dieses Verfahrens Download PDFInfo
- Publication number
- EP0285821A2 EP0285821A2 EP88103415A EP88103415A EP0285821A2 EP 0285821 A2 EP0285821 A2 EP 0285821A2 EP 88103415 A EP88103415 A EP 88103415A EP 88103415 A EP88103415 A EP 88103415A EP 0285821 A2 EP0285821 A2 EP 0285821A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- model
- molding
- plate
- vibrations
- oscillating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C15/00—Moulding machines characterised by the compacting mechanism; Accessories therefor
- B22C15/28—Compacting by different means acting simultaneously or successively, e.g. preliminary blowing and finally pressing
- B22C15/30—Compacting by different means acting simultaneously or successively, e.g. preliminary blowing and finally pressing by both pressing and jarring devices
Definitions
- the invention is based on a method for compressing the molding material of foundry molds in a molding space, which is delimited at the bottom by a model plate with at least one model, and laterally by a molding box with a filling frame, and in which the compression is carried out in several stages by vibrations of the model on the one hand and by pressing. or gas pressure compression takes place on the other hand.
- the requirement to treat the molding material in several stages, namely by pre-compression and post-compression, is based on the physical properties of the molding material.
- the plastic properties and good plasticity required for the sharp-edged image of the model have a negative effect on its flowability, especially with green sand which is essential for the filling process.
- Strongly profiled models, ie model surfaces with deep recesses, so-called bales with deep and narrow contours, are difficult to fill due to these molding material properties.
- the pre-compaction takes place in that the molding machine table with the overlying molding box and filling frame including the entire model device is excited vertically by a pneumatically driven vibrating anvil in such a way that the molding material filled in the molding space is brought to the tiles and pre-compressed by repeated impact impulses.
- this method has the decisive disadvantage that the mechanical shock excitation with impact impacts is extremely noisy (110-120 dBA), which no longer meets today's requirements for noise protection.
- the entire molding device is subject to high wear.
- the present invention is based on the object of specifying a compression method which is distinguished by a high molding material density even with critical model contours, but at the same time also by a drastically reduced noise development.
- the method according to the invention should work with little wear and be cost-effective to implement.
- the model carries out vibratory movements relative to the molding box.
- the invention is therefore based on a departure from the principle which is common in the vibrating and vibration molding machines, in that the model with its molding box and filling frame and the molding table are no longer shaken, but only by the model, if necessary, with its model plate relative to the in Keeping other parts at rest.
- This relative movement of the model leads to a dimensional enlargement of the impression made in the molding material. Investigations by the applicant have, however, surprisingly shown that these dimensional deviations again in the subsequent densification can be eliminated without the pre-compression of the molding material being impaired.
- Another important advantage of the method according to the invention is that the relative movements between the model and the box wall, which take place entirely or preferably in the vertical direction, transmit shear forces to the molding material, which ensure better filling and compression of the mold, especially in the critical edge area.
- the vibrating and vibrating devices which have been customary to date, with a uniform excitation of the entire molding device, however, there are no such relative movements between the model contour and the box walls.
- the oscillatory movements are carried out exclusively by the model and thus also relative to the model plate. In general, however, it is preferred for practical reasons not to disconnect the model from the model plate and instead to initiate the oscillatory movements via the model plate.
- the vibrations should at least preferably take place in the vertical direction. Certain vibrations in the horizontal direction are, however, quite permissible.
- the frequency of the vibrations is preferably between 10 Hz and 200 Hz, it being pointed out that this does not have to be harmonic vibrations and the frequency indication relates to the vibrations with the greatest amplitude, which may be overlaid by smaller vibrations.
- vibration widths of the order of magnitude of a few millimeters can be realized without problems. Accordingly, high pre-compression is obtained in the area of the model contour.
- the time for carrying out the vibration compaction is at the discretion of the person skilled in the art.
- the vibrations can take place during the filling of the molding material, instead or additionally only at the end of the filling process and / or during the post-compression phase by pressing or gas pressure.
- Vibration compression can also take place in a single step or distributed over several time intervals.
- the vibrations can be generated by pneumatic, hydraulic, mechanical or electrical forces, preferably by the overpressure of the operating air pressure network.
- a practically conventional molding machine can be used as the device for carrying out the method according to the invention, in which it is only necessary to ensure that the model, if appropriate, can carry out vibrations with its model plate relative to the molding box and filling frame.
- a vibrating device which vibrates the latter between the molding table of the molding machine and the model.
- This vibrating device can be built into the molding table, into the model plate or into any part in between, in special cases also into the model itself. It is particularly favorable if the vibrating device is installed in the model carrier, which is present anyway and is arranged between the mold table and the model plate. This enables a very compact design.
- the vibrating device itself, construction principles known per se can be used. It consists of at least two components which are guided such that they can move relative to one another, in particular vertically.
- One or an additional movable component is used to bring about the desired back and forth movement configured as a control element for generating an intermittent drive, wherein the model can return to its rest position by prestressed springs.
- the one component can be a stationary base plate connected to the model carrier, while the movable component is designed as an oscillating plate braced with the model plate, which is driven by compressed air that can be fed into the gap between the two plates, and the compressed air supply is controlled by means of a in the base plate guided control piston happens.
- a molding table 1 is guided in a manner known per se in a cylinder 2 so that it can be raised and lowered.
- the molding table 1 carries, via a base 3 and an intermediate frame 4, a molding box 5 with a filling frame 6. Above the filling frame 6 there is a press ram 7 with which the filled molding material 8 is subsequently compressed in a manner known per se.
- the model plate 8 with its model 9 is vertically displaceable relative to the molding box 5 and filling frame 6.
- the model plate 8 is dimensioned so that its outer contour is smaller than that of the molding box 5.
- This vibrating device consists of a lower base plate 11, which is fixedly connected to the center of the base 3, and of an upper, vertically movable vibrating plate 12 on which the model plate 8 is secured against Transverse displacement is firmly connected.
- the centering of the model or the model plate relative to the molding box 5 is carried out using means known per se.
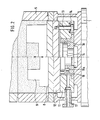
- the structure of the oscillating device 10 is clear from FIG. 2.
- the oscillating plate 12 is vertically displaceably supported on the base plate 11 by a plurality of guide bolts 13 distributed over the circumference.
- the oscillating plate 12 is prestressed in the direction of its rest position, that is to say in the direction of the base plate 11, by a plurality of prestressed spring elements, for example plate springs 14, arranged on the guide bolts 13.
- a control piston 15 is vertically displaceably mounted such that its upper piston surface can abut against the underside of the oscillating plate 12. It is designed as a stepped piston with a radially larger, upper piston part.
- the so born Dete lower ring surface 15 a is acted upon by a ring line 16 and a compressed air connection 17 with excess pressure.
- both the oscillating plate 12 and the control piston 15 are in their lower limit position.
- the control piston 15 lifts up and, with its outer surface at an appropriate stroke position, releases an annular gap 18, as a result of which the compressed air flows into the gap between the base plate and the oscillating plate.
- the pressure builds up in the said gap and thus also over the radially larger upper end face of the control piston 15.
- the oscillating plate 12, together with the clamped model lifts off from the base plate as soon as the gas pressure force in the plate gap exceeds the sum of the prestressing forces of the springs 14 and that of the mass forces.
- the plate gap opens radially on the outside, so that the compressed air flows out into the cavity of the base 3 via the gap open at the edge.
- the spring forces which increase in proportion to the stroke, and the decreasing excess pressure in the gap limit the upward stroke of the oscillating plate and, after the dynamic balance of forces has been reached, finally bring it back to the starting position.
- the movement sequence described can be significantly influenced by changing the control piston dimensions. It is both possible that the control piston and the vibrating plate perform soft vibrations without their masses colliding mechanically. Mixed operation is also possible, for example soft oscillation of the oscillating plate combined with a hard impact of the control piston on the oscillating plate or soft reversal of movement in the top dead center of the control piston with a hard impact of the oscillating plate on the fixed base plate.
- the oscillating device described also manages with very short start-up and follow-up phases, which are essentially only dependent on the switching time of the supply air valve.
- the system according to the invention can therefore be operated with short cycle times.
- the oscillating device is arranged between the molding table and the model plate. It is but of course within the scope of the invention to vary its position as well as its mechanism of action as desired. The only important thing is that the vibrations of the model take place relative to the molding box.
- the vibrating device can also be arranged on the outside of the molding machine or separately from it and can be coupled to the vibrating plate by connecting elements, plungers or the like.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Casting Devices For Molds (AREA)
Abstract
Die Erfindung betrifft ein Verfahren und eine Vorrichtung zum Verdichten des Formstoffes von Gießereiformen, wobei die Vorverdichtung durch Schwingbewegungen des Modells (9) relativ zum Formkasten (5) erfolgt.
Description
- Die Erfindung geht aus von einem Verfahren zum Verdichten des Formstoffes von Gießereiformen in einem Formraum, der unten von einer Modellplatte mit mindestens einem Modell, seitlich von einem Formkasten mit Füllrahmen begrenzt wird und bei dem das Verdichten mehrstufig durch Schwingungen des Modells einerseits und durch Preß- oder Gasdruckverdichten andererseits erfolgt.
- Das Erfordernis, den Formstoff mehrstufig, nämlich durch Vorverdichten und Nachverdichten zu behandeln, beruht auf den physikalischen Eigenschaften des Formstoffes. Die zur konturscharfen Abbildung des Modelles gewünschten plastischen Eigenschaften und gute Bildsamkeit wirken sich insbesondere bei Grünsand negativ auf seine Fließfähigkeit aus, die für den Füllvorgang wesentlich ist. Stark profilierte Modelle, d. h. Modelloberflächen mit tiefen Ausnehmungen, sogenannten Ballen mit tiefen und engen Konturen lassen sich aufgrund dieser Formstoffeigenschaften schlecht füllen.
- Zur Vermeidung dieses Nachteiles sind verschiedene kombinierte Vor- und Nachverdichtungsverfahren bekannt geworden.
- Beim Rüttelpreßverfahren erfolgt die Vorverdichtung dadurch, daß der Formmaschinentisch mit dem aufliegenden Formkasten und Füllrahmen einschließlich der gesamten Modelleinrichtung durch einen pneumatisch angetriebenen Rüttelamboss vertikal derart erregt wird, daß der in den Formraum gefüllte Formstoff durch wiederholte Schlagimpulse zum Fliesen gebracht und vorverdichtet wird. Dieses Verfahren hat jedoch den entscheidenden Nachteil, daß die mechanische Stoßerregung mit Prallschlägen äußerst lärmintensiv ist (110 - 120 dBA), was heutigen Anforderungen an den Lärmschutz nicht mehr gerecht wird. Außerdem unterliegt die gesamte Formeinrichtung einem hohen Verschleiß.
- Ähnliche Nachteile gelten auch für die bisher bekannten Vibrationsformmaschinen. Bei ihnen ist der Maschinentisch mit dem Modellträger und Modell sowie mit dem Formkasten und dem Füllrahmen freischwingend auf dem Maschinenfundament gelagert und wird im allgemeinen durch Unwuchtmotoren in vertikal gerichtete, sinusförmige Schwingungen versetzt. Die Auf- und Abwärtsbeschleunigungen liegen bei etwa 3- bis 6-facher Erdbeschleunigung, so daß der lose aufliegende Formkasten und Füllrahmen bei der Aufwärtsbewegung vom Formtisch abhebt und beim Aufprall ähnlich hohe Geräuschentwicklung und Verschleißerscheinungen verursacht wie das zuvor beschriebene System. Hinzu kommt noch ein erheblicher maschinentechnischer Bauaufwand, um die gesamte Formtischmasse mit der Last des Formraumes in Schwingungen zu versetzen. Außerdem lassensich wegen der großen bewegten Masse nur relativ kleine Schwingweiten von etwa 0,3 bis 0,5 mm erzeugen.
- Von diesem Stand der Technik ausgehend liegt der vorliegenden Erfindung die Aufgabe zugrunde, ein Verdichtungsverfahren anzugeben, das sich durch hohe Formstoffdichte selbst bei kritischen Modellkonturen, gleichzeitig aber auch durch drastisch reduzierte Lärmentwicklung auszeichnet. Außerdem soll das erfindungsgemäße Verfahren verschleißarm arbeiten und kostengünstig realisierbar sein.
- Diese Aufgabe wird erfindungsgemäß dadurch gelöst, daß das Modell Schwingungsbewegungen relativ zum Formkasten durchführt. Die Erfindung beruht also auf einer Abkehr von dem bei den Rüttel- und Vibrationsformmaschinen üblichen Prinzip, indem nicht mehr das Modell mit samt seinem Formkasten und Füllrahmen sowie der Formtisch gerüttelt werden, sondern indem nur noch das Modell ggf. mit seiner Modellplatte relativ zu den in Ruhe gehaltenen anderen Teilen bewegt wird. Zwar führt diese Relativbewegung des Modells zu einer maßlichen Vergrößerung des im Formstoff erzeugten Abdruckes. Untersuchungen der Anmelderin haben aber überraschend ergeben, daß diese Maßabweichungen bei der anschließenden Nachverdichtung wieder eliminiert werden, ohne daß die erreichte Vorverdichtung des Formstoffes beeinträchtigt wird.
- Da bei dem erfindungsgemäßen Verfahren Formtisch, Formkasten und Füllrahmen während der Schwingungsverdichtung in Ruhe bleiben, entfallen die zuvor beschriebenen Prallschläge zwischen diesen Teilen und dementsprechend wird das Geräuschniveau drastisch abgesenkt. Dies ist für den praktischen Einsatz solcher Anlagen und für ihre Genehmigungsfähigkeit von wesentlicher Bedeutung. Gleichzeitig wird auch die Beanspruchung und der Verschleiß der Maschinenteile deutlich reduziert.
- Ein anderer wichtiger Vorteil des erfindungsgemäßen Verfahrens besteht darin, daß die Relativbewegungen zwischen Modell und Kastenwand, die ganz oder vorzugsweise in Vertikalrichtung stattfinden, Scherkräfte auf den Formstoff übertragen, die speziell im kritischen Randbereich eine bessere Füllung und Verdichtung der Form gewährleisten. Bei den bisher üblichen Rüttel- und Vibrationseinrichtungen mit einer gleichmäßigen Erregung der gesamten Formeinrichtung existieren hingegen derartige Relativbewegungen zwischen Modellkontur und Kastenwänden nicht.
- Es liegt im Rahmen der vorliegenden Erfindung, daß die Schwingungsbewegungen ausschließlich vom Modell und somit auch relativ zur Modellplatte durchgeführt werden. Im allgemeinen wird es aber aus praktischen Gründen vorgezogen, die Verbindung zwischen Modell und Modellplatte nicht zu lösen und stattdessen die Schwingungsbewegungen über die Modellplatte einzuleiten.
- Die Schwingungen sollten zumindest vorzugsweise in Vertikalrichtung erfolgen. Gewisse Schwingungsanteile in Horizontalrichtung sind jedoch durchaus zulässig. Die Frequenz der Schwingungen liegt vorzugsweise zwischen 10 Hz bis 200 Hz, wobei darauf hingewiesen sei, daß es sich hier nicht um harmonische Schwingungen handeln muß und sich die Frequenzangabe auf die Schwingungen mit der größten Amplitude bezieht, die von kleineren Schwingungen überlagert sein kann.
- Da während des erfindungsgemäßen Verdichtungsverfahrens nur relativ geringe Massen bewegt werden müssen, können problemlos Schwingweiten in der Größenordnung von einigen Millimetern realisiert werden. Dementsprechend erhält man eine hohe Vorverdichtung im Bereich der Modellkontur.
- Der Zeitpunkt für die Durchführung der Schwingungsverdichtung liegt im Belieben des Fachmannes. Die Schwingungen können bereits während der Einfüllung des Formstoffes, stattdessen oder zusätzlich auch erst am Ende des Füllvorganges und /oder während der Nachverdichtungsphase durch Pressen oder Gasdruck erfolgen. Ebenso kann die Schwingungsverdichtung in einem einzigen Schritt oder über mehrer Zeitintervalle verteilt erfolgen.
- Hinsichtlich der Schwingungserzeugung bieten sich dem Fachmann zahlreiche Möglichkeiten. Insbesondere können die Schwingungen durch pneumatische, hydraulische, mechanische oder elektrische Kräfte erzeugt werden, vorzugsweise durch den Überdruck des Betriebs - Luftdrucknetzes.
- Damit das Modell am Ende der Vorverdichtung exakt in seine Ruhelage zurückgeführt wird, empfiehlt es sich, daß das Modell durch Federkräfte in Richtung auf seine Ruhelage belastet wird. Diese Federkräfte können vorzugsweise auch während der Vorverdichtung für die Rückschwingung des Modells verwendet werden, so daß der Antrieb immer nur in einer Schwingungsrichtung zu wirken braucht.
- Als Vorrichtung zur Durchführung des erfindungsgemäßen Verfahrens kann eine praktisch herkömmliche Formmaschine verwendet werden, bei der lediglich dafür zu sorgen ist, daß das Modell ggf. mit seiner Modellplatte relativ zu Formkasten und Füllrahmen Schwingungen durchführen kann. Zu diesem Zweck ist vorteilhaft, zwischen dem Formtisch der Formmaschine und dem Modell eine letzteres in Schwingungen versetzendeSchwingvorrichtung angeordnet. Diese Schwingvorrichtung kann in den Formtisch, in die Modellplatte oder in jedes dazwischen befindliche Teil, in besonderen Fällen auch in das Modell selbst eingebaut sein. Besonders günstig ist es, wenn die Schwingvorrichtung in den ohnehin vorhandenen, zwischen Formtisch und Modellplatte angeordneten Modellträger eingebaut wird. Dies ermöglicht eine sehr kompakte Bauweise.
- Für die Schwingvorrichtung selbst kann auf an sich bekannte Konstruktionsprinzipien zurückgegriffen werden. Sie besteht aus zumindest zwei Komponenten, die relativ, insbesondere vertikal zueinander beweglich geführt sind. Zur Herbeiführung der angestrebten Hin- und Herbewegung ist die eine oder eine zusätzliche bewegliche Komponente als Steuerelement zur Erzeugung eines intermittierenden Antriebes ausgestaltet, wobei die Rückschwingung des Modells in seine Ruhelage durch vorgespannte Federn erfolgen kann. Insbesondere kann die eine Komponente eine mit dem Modellträger verbundene ortsfeste Grundplatte sein, während die bewegliche Komponente als eine mit der Modellplatte verspannte Schwingplatte ausgebildet ist, deren Antrieb durch in den Spalt zwischen beiden Platten zuführbare Druckluft erfolgt und die Steuerung der Druckluftzufuhr mittels eines in der Grundplatte geführten Steuerkolbens geschieht.
- Weitere Merkmale und Vorteile der Erfindung ergeben sich aus der nachfolgenden Beschreibung eines Ausführungsbeispieles anhand der Zeichnung; dabei zeigt
- Fig. 1 einen Ausschnitt mit den wesentlichen Teilen der erfindungsgemäßen Formmaschine im Vertikalschnitt und
- Fig. 2 eine Detailvergrößerung mit der Schwingvorrichtung ebenfalls im Vertikalschnitt.
- Ein Formtisch 1 ist in an sich bekannter Weise in einem Zylinder 2 heb- und senkbar geführt. Der Formtisch 1 trägt über einen Sockel 3 und einem Zwischenrahmen 4 einen Formkasten 5 mit Füllrahmen 6. Oberhalb des Füllrahmens 6 befindet sich ein Preßstempel 7, mit dem der eingefüllte Formstoff 8 in an sich bekannter Weise nachverdichtet wird.
- Wesentlich ist nun, daß die Modellplatte 8 mit ihrem Modell 9 vertikal verschiebbar gegenüber dem Formkasten 5 und Füllrahmen 6 ist. Zu diesem Zweck ist die Modellplatte 8 so dimensioniert, daß ihre Außenkontur kleiner als die des Formkastens 5 ist. Sie wird getragen von einer Schwingvorrichtung mit dem allgemeinen Bezugszeichen 10. Diese Schwingvorrichtung besteht aus einer unteren Grundplatte 11, die ortsfest mit dem Zentrum des Sockels 3 verbunden ist und aus einer oberen, in Vertikalrichtung beweglichen Schwingplatte 12, auf der die Modellplatte 8 unter Sicherung gegen Querverschiebung fest verbunden ist. Die Zentrierung des Modells bzw. der Modellplatte relativ zum Formkasten 5 erfolgt mit an sich bekannten Mitteln.
- Der Aufbau der Schwingvorrichtung 10 wird aus Fig. 2 deutlich.
- Die Schwingplatte 12 ist durch mehrere über den Umfang verteilte Führungsbolzen 13 vertikal verschiebbar an der Grundplatte 11 gelagert. Durch mehrere auf den Führungsbolzen 13 angeordnete, vorgespannte Federelemente, beispielsweise Tellerfedern 14 ist die Schwingplatte 12 in Richtung ihrer Ruhelage, also in Richtung auf die Grundplatte 11 vorgespannt.
- Im Zentrum der Grundplatte 11 ist ein Steuerkolben 15 vertikal verschiebbar gelagert, derart, daß er mit seiner oberen Kolbenfläche gegen die Unterseite der Schwingplatte 12 stoßen kann. Er ist als Stufenkolben mit einem radial größeren, oberen Kolbenteil ausgeführt. Die so gebil dete untere Ringfläche 15 a wird durch eine Ringleitung 16 und einen Druckluftanschluß 17 mit Überdruck beaufschlagt.
- Die Funktion ist folgende: zu Beginn des Schwingungsvorganges befindet sich sowohl die Schwingplatte 12 wie auch der Steuerkolben 15 in ihrer unteren Grenzlage. Bei Druckluftzufuhr über den Anschluß 17 hebt sich der Steuerkolben 15 und gibt mit seiner Mantelfläche bei entsprechender Hublage einen Ringspalt 18 frei, wodurch die Druckluft in den Spalt zwischen Grundplatte und Schwingplatte strömt. Dadurch baut sich der Druck in dem genannten Spalt und somit auch über der radial größeren oberen Stirnfläche des Steuerkolbens 15 auf. Die Schwingplatte 12 hebt mitsamt dem aufgespannten Modell gegenüber der Grundplatte ab, sobald die Gasdruckkraft im Plattenspalt die Summe der Vorspannkräfte der Federn 14 und die der Massenkräfte übersteigt. Mit Beginn der vertikalen Plattenbewegung öffnet sich der Plattenspalt radial außen, so daß die Druckluft über den randseitig offenen Spalt in den Hohlraum des Sockels 3 abströmt. Die hubproportional zunehmenden Federkräfte und der abnehmende Überdruck im Spalt begrenzen den Aufwärtshub der Schwingplatte und bewirken nach Erreichen des dynamischen Kräftegleichgewichtes schließlich ihre Rückstellung in die Ausgangsposition.
- In gleicher Weise wird die Aufwärtsbewegung des Steuerkolbens 15 dann umgekehrt, wenn der im Spalt zwischen Grundplatte und Schwingplatte sich aufbauende Überdruck auf die obere, größere Kolbenfläche wirkt und den Kolben somit nach unten beschleunigt.
- Der beschriebene Bewegungsablauf läßt sich durch Änderung der Steuerkolbenabmessungen erheblich beeinflussen. Es ist sowohl möglich, daß der Steuerkolben und die Schwingplatte weiche Schwingungen ohne mechanisches Aufeinanderprallen ihrer Massen durchführen. Ebenso ist auch ein Mischbetrieb möglich, beispielsweise weiches Schwingen der Schwingplatte kombiniert mit einem harten Stoß des Steuerkolbens auf die Schwingplatte oder weiche Bewegungsumkehr im oberen Totpunkt des Steuerkolbens mit hartem Aufschlag der Schwingplatte auf der festen Grundplatte.
- Die beschriebene Schwingvorrichtung kommt außerdem mit sehr kurzen An- und Nachlaufphasen aus, die im wesentlichen nur von der Schaltzeit des Zuluftventils abhängig sind. Die erfindungsgemäße Anlage kann daher mit kurzen Taktzeiten betrieben werden.
- Wie aus der Zeichnung deutlich wird, erfolgen die Bewegungen der Schwingplatte, des Modellträgers und des Modells innerhalb des Formraumes gegen den Formstoff mit seinen bekannt guten Schalldämpfungseigenschaften. Es ist daher verständlich, daß die Geräuschemission der erfindungsgemäßen Anlage außerordentlich gering ist.
- Im Ausführungsbeispiel ist die Schwingvorrichtung zwischen dem Formtisch und der Modellplatte angeordnet. Es liegt aber selbstverständlich im Rahmen der Erfindung, ihre Position wie auch ihren Wirkungsmechanismus beliebig zu variieren. Entscheidend ist lediglich, daß die Schwingungen des Modelles relativ zum Formkasten erfolgen. Insbesondere kann die Schwingvorrichtung auch außen an der Formmaschine oder getrennt von ihr angeordnet und durch Verbindungselemente, Stößel oder dergleichen an die Schwingplatte angekoppelt sein.
Claims (15)
1. Verfahren zum Verdichten des Formstoffes von Gießereiformen in einem Formraum, der unten von einer Modellplatte (8) mit mindestens einem Modell (9), seitlich von einem Formkasten (5) mit Füllrahmen (6) begrenzt wie und bei dem das Verdichten mehrstufig durch Schwingungen des Modells (9) einerseits und durch Preß- oder Gasdruckverdichten andererseits erfolgt,
dadurch gekennzeichnet,
daß das Modell (9) Schwingbewegungen relativ zum Formkasten (5) durchführt.
dadurch gekennzeichnet,
daß das Modell (9) Schwingbewegungen relativ zum Formkasten (5) durchführt.
2. Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß die Schwingbewegungen über die Modellplatte (8) eingeleitet werden.
3. Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß die Schwingungen vertikal erfolgen.
4. Verfahren nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, daß die Schwingungsfrequenz zwischen 10 Hz bis 200 Hz liegt.
5. Verfahren nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, daß die Schwingungsfrequenz verstellbar ist.
6. Verfahren nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, daß die Schwingweite 0,1 mm bis 5 mm insbesondere 1 bis 2 mm beträgt.
7. Verfahren nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, daß die Schwingungen während der Formstoff-Einfüllung und/oder nach dem Ende des Füllvorganges und/oder während des Preß- oder Gasdruckverdichtens erfolgen.
8. Verfahren nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, daß die Schwingungen über mehrere Zeitintervalle verteilt sind.
9. Verfahren nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, daß die Schwingungen durch pneumatische, hydraulische, mechanische oder elektrische Kräfte erzeugt werden.
10. Verfahren nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, daß die Rückschwingung des Modells (9) in seine Ruhelage durch Federkräfte erfolgt.
11. Vorrichtung zur Durchführung des Verfahrens nach einem der Ansprüche 1 bis 10 mittels einer Formmaschine mit einem die Modellplatte (8), den Formkasten (5) und Füllrahmen (6) tragenden Formtisch (1), gekennzeichnet durch eine das Modell (9) relativ zum Formkasten (5) bewegende Schwingvorrichtung (10).
12. Vorrichtung nach Anspruch 11, dadurch gekennzeichnet, daß die Schwingvorrichtung (10) zwischen Formtisch (1) und Modell (9) oder in einem dieser Teile (1, 9) oder außerhalb der Teile (1, 9) angeordnet ist.
13. Vorrichtung nach einem der Ansprüche 11 bis 12, dadurch gekennzeichnet, daß die Schwingvorrichtung (10) in einen zwischen Formtisch (1) und Modellplatte (8) angeordneten Sockel (3) eingebaut ist.
14. Vorrichtung nach einem der Ansprüche 11 bis 13, dadurch gekennzeichnet, daß die Schwingvorrichtung (10) aus zumindest 2 relativ, insbesondere vertikal zueinander beweglichen Komponenten (11, 12, ) besteht und eine bewegliche Komponente (15) als Steuerelement zur Erzeugung eines intermittierenden Antriebes fungiert, wobei die Rückschwingung des Modells (9) in seine Ruhelage durch vorgespannte Federn (14) erfolgt.
15. Vorrichtung nach Anspruch 14, dadurch gekennzeichnet, daß die eine Komponente (11) eine direkt oder indirekt vom Formtisch (1) getragene Grundplatte ist, während die bewegliche Komponente (12) eine mit der Grundplatte elastisch verspannte Schwingplatte (12 ) ist und daß ein Spalt zwischen beiden Platten mit Druckluft beaufschlagbar ist, wobei die Steuerung der Druckluftzufuhr durch einen in der Grundplatte geführten Steuerkolben (15) erfolgt.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3711886 | 1987-04-08 | ||
| DE3711886 | 1987-04-08 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0285821A2 true EP0285821A2 (de) | 1988-10-12 |
| EP0285821A3 EP0285821A3 (de) | 1988-11-30 |
Family
ID=6325157
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88103415A Withdrawn EP0285821A3 (de) | 1987-04-08 | 1988-03-05 | Verfahren zum Verdichten des Formstoffes von Giessereiformen und Vorrichtung zur Durchführung dieses Verfahrens |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0285821A3 (de) |
| DD (1) | DD281358A5 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0380758A2 (de) * | 1989-01-30 | 1990-08-08 | Rütgerswerke Aktiengesellschaft | Vorrichtung und Verfahren zum dosierten Füllen stationärer Pressformen |
| EP1208928A1 (de) * | 2000-04-21 | 2002-05-29 | Sintokogio, Ltd. | Druckgussmaschiene und modellabdruckträger |
| EP1222979A1 (de) * | 2000-04-13 | 2002-07-17 | Sintokogio, Ltd. | Komprssionsverfahren für giess-sand und vorrichtung dafür |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1605096A (en) * | 1925-01-19 | 1926-11-02 | Donald J Campbell | Pneumatically-operated molding machine |
| DE610379C (de) * | 1933-10-06 | 1935-03-18 | Zimmermann Gustav | Ruettelformmaschine |
| US2155099A (en) * | 1938-01-19 | 1939-04-18 | Earl F Oyster | Method of manufacturing sand molds for metal castings |
| DE851661C (de) * | 1948-10-02 | 1952-10-06 | Eisenwerke Ag Deutsche | Vorrichtung zum Herstellen von Giessformen auf Press- und Ruettelpress-Formmaschinen |
| DE973607C (de) * | 1949-12-06 | 1960-04-14 | Rheinstahl Eisenwerk Hilden Ag | Modelleinrichtung zum Herstellen von Giessformen auf Press- und Ruettelpress-Formmaschinen |
| FR2437896A1 (fr) * | 1978-10-06 | 1980-04-30 | Arenco Bmd Maschfab | Procede et dispositif pour compacter du sable de moulage |
-
1988
- 1988-03-05 EP EP88103415A patent/EP0285821A3/de not_active Withdrawn
- 1988-04-06 DD DD31446588A patent/DD281358A5/de not_active IP Right Cessation
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1605096A (en) * | 1925-01-19 | 1926-11-02 | Donald J Campbell | Pneumatically-operated molding machine |
| DE610379C (de) * | 1933-10-06 | 1935-03-18 | Zimmermann Gustav | Ruettelformmaschine |
| US2155099A (en) * | 1938-01-19 | 1939-04-18 | Earl F Oyster | Method of manufacturing sand molds for metal castings |
| DE851661C (de) * | 1948-10-02 | 1952-10-06 | Eisenwerke Ag Deutsche | Vorrichtung zum Herstellen von Giessformen auf Press- und Ruettelpress-Formmaschinen |
| DE973607C (de) * | 1949-12-06 | 1960-04-14 | Rheinstahl Eisenwerk Hilden Ag | Modelleinrichtung zum Herstellen von Giessformen auf Press- und Ruettelpress-Formmaschinen |
| FR2437896A1 (fr) * | 1978-10-06 | 1980-04-30 | Arenco Bmd Maschfab | Procede et dispositif pour compacter du sable de moulage |
Non-Patent Citations (1)
| Title |
|---|
| GIESSEREI, Band 75, Nr. 4, 15. Februar 1988, Seiten 85-91, D}sseldorf, DE; M. SCHIRM et al.: "Erfahrungen mit dem Vibrations-Press-Formverfahren" * |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0380758A2 (de) * | 1989-01-30 | 1990-08-08 | Rütgerswerke Aktiengesellschaft | Vorrichtung und Verfahren zum dosierten Füllen stationärer Pressformen |
| EP0380758A3 (de) * | 1989-01-30 | 1991-10-16 | Rütgerswerke Aktiengesellschaft | Vorrichtung und Verfahren zum dosierten Füllen stationärer Pressformen |
| EP1222979A1 (de) * | 2000-04-13 | 2002-07-17 | Sintokogio, Ltd. | Komprssionsverfahren für giess-sand und vorrichtung dafür |
| EP1222979A4 (de) * | 2000-04-13 | 2004-11-24 | Sintokogio Ltd | Komprssionsverfahren für giess-sand und vorrichtung dafür |
| EP1208928A1 (de) * | 2000-04-21 | 2002-05-29 | Sintokogio, Ltd. | Druckgussmaschiene und modellabdruckträger |
| EP1208928A4 (en) * | 2000-04-21 | 2005-08-17 | Sintokogio Ltd | Die molding machine and pattern carrier |
| US7237593B2 (en) | 2000-04-21 | 2007-07-03 | Sintokogio, Ltd. | Molding machine and a pattern carrier used therefor |
| KR100838875B1 (ko) * | 2000-04-21 | 2008-06-16 | 신토고교 가부시키가이샤 | 주형 조형기 및 패턴 캐리어 |
Also Published As
| Publication number | Publication date |
|---|---|
| DD281358A5 (de) | 1990-08-08 |
| EP0285821A3 (de) | 1988-11-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102005002497B3 (de) | Verfahren und Vorrichtung zum Herstellen von Hohlbausteinen | |
| EP0326870B1 (de) | Verfahren und Vorrichtung zur Durchführung des Verfahrens zum Verdichten von Giessereiformsand | |
| EP0706864B1 (de) | Verfahren zum Herstellen von Hohlbausteinen | |
| DE2843598A1 (de) | Verfahren und vorrichtung zum verdichten von giessereiformsand | |
| EP0285821A2 (de) | Verfahren zum Verdichten des Formstoffes von Giessereiformen und Vorrichtung zur Durchführung dieses Verfahrens | |
| DE648303C (de) | Ruettelformmaschine | |
| DE3301562C1 (de) | Vorrichtung zum Herstellen von Betonsteinen | |
| DE1963640C3 (de) | Rüttelanlage zur Herstellung von Formkörpern durch Verdichtung | |
| DE2552852C3 (de) | Verfahren zum Verdichten von Formkörpern aus Beton o.dgl. plastischen Massen | |
| DE2443837C3 (de) | Verfahren zur Herstellung von Preßformkörpern, insbesondere Kalksandsteinen, sowie Preßvorrichtung zur Durchführung des Verfahrens | |
| DE2453634A1 (de) | Verfahren und vorrichtung zum verdichten von formkoerpern aus beton o.dgl. plastischen massen | |
| DE10061449A1 (de) | Verdichtungseinrichtung zur Verdichtung von aus körniger Masse bestehenden Produktkörpern | |
| DE2418036C3 (de) | Vorrichtung zum Verdichten oder Verformen | |
| CH662072A5 (de) | Maschine zum herstellen von giessformen. | |
| DE2918392C2 (de) | Rüttel-Preßformmaschine zur Herstellung von Sandformen für Gießereizwecke | |
| DE841718C (de) | Verfahren und Vorrichtung zur Herstellung verdichteter Formlinge aus keramischen Massen od. dgl. | |
| DE3329585C2 (de) | ||
| DE2358201C3 (de) | Rüttelpreßformmaschine | |
| DE2702838C2 (de) | Formwerkzeug zur Herstellung von gelochten Kunststeinrohlingen in einer Steinpresse | |
| AT223103B (de) | Verfahren und Vorrichtung zum Pressen von körnigen, zähen plastischen Massen | |
| DE202014000162U1 (de) | Vorrichtung zum Verdichten von Mineralgemischen | |
| DE693402C (de) | tels einer Fall- oder Schlagpresse | |
| DE8003948U1 (de) | Vorrichtung zum formen von gegenstaenden aus plastischen werkstoffen | |
| DE3414715A1 (de) | Anlage zum formen von werkstuecken aus halbtrockenmassen | |
| DE1259513B (de) | Ambossruettler |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): CH DE ES FR GB IT LI SE |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): CH DE ES FR GB IT LI SE |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19890531 |