EP0281654A1 - Two-shaft machine - Google Patents
Two-shaft machine Download PDFInfo
- Publication number
- EP0281654A1 EP0281654A1 EP87103508A EP87103508A EP0281654A1 EP 0281654 A1 EP0281654 A1 EP 0281654A1 EP 87103508 A EP87103508 A EP 87103508A EP 87103508 A EP87103508 A EP 87103508A EP 0281654 A1 EP0281654 A1 EP 0281654A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- pistons
- coated
- shaft machine
- housing
- nickel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01C—ROTARY-PISTON OR OSCILLATING-PISTON MACHINES OR ENGINES
- F01C1/00—Rotary-piston machines or engines
- F01C1/08—Rotary-piston machines or engines of intermeshing engagement type, i.e. with engagement of co- operating members similar to that of toothed gearing
- F01C1/082—Details specially related to intermeshing engagement type machines or engines
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01C—ROTARY-PISTON OR OSCILLATING-PISTON MACHINES OR ENGINES
- F01C1/00—Rotary-piston machines or engines
- F01C1/08—Rotary-piston machines or engines of intermeshing engagement type, i.e. with engagement of co- operating members similar to that of toothed gearing
- F01C1/12—Rotary-piston machines or engines of intermeshing engagement type, i.e. with engagement of co- operating members similar to that of toothed gearing of other than internal-axis type
- F01C1/126—Rotary-piston machines or engines of intermeshing engagement type, i.e. with engagement of co- operating members similar to that of toothed gearing of other than internal-axis type with elements extending radially from the rotor body not necessarily cooperating with corresponding recesses in the other rotor, e.g. lobes, Roots type
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49229—Prime mover or fluid pump making
- Y10T29/49236—Fluid pump or compressor making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49229—Prime mover or fluid pump making
- Y10T29/49236—Fluid pump or compressor making
- Y10T29/49242—Screw or gear type, e.g., Moineau type
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/4984—Retaining clearance for motion between assembled parts
Definitions
- the invention relates to a twin-shaft machine with a housing and two pistons rotating in the housing without contact.
- the invention also relates to a method for producing the two-shaft machine.
- Twin-shaft machines of the type concerned here are, for example, roots pumps, also called root pumps or roots blowers.
- a Roots pump is a rotary lobe pump in which two symmetrically designed pistons rotate in the pump housing against each other and without contact with the housing. The two pistons have an approximately 8-shaped cross section and are synchronized by a gear transmission. Root pumps of this type are used as feed pumps both in vacuum and in the overpressure area.
- Other twin-shaft machines are Northey pumps, screw compressors, etc.
- the volumetric efficiency of twin-shaft machines of this type is therefore defined by the ratio of the amount of gas actually delivered to the theoretically deliverable amount of gas.
- the selection of any small games is not possible due to thermal reasons. During operation, the machine heats up and there is a reduction in the existing play, so that there is a risk of the pistons starting up on the housing.
- the housing there is the possibility of dissipating the heat by water or air cooling.
- the heat from the rotating pistons is essentially dissipated only by the medium itself, which either transfers the heat of the piston to the housing or removes it itself. Since only a few molecules are available to dissipate the heat when the twin-shaft machine is operated in a vacuum, the thermal problems in this area of application are particularly critical. Since the degree of heating depends on the pressure difference between the outlet and inlet of the machine and a maximum temperature difference between the piston and the housing must not be exceeded in order to avoid contact when the game is consumed, certain pressure differences must be observed when operating the two-shaft machines. When using Roots pumps in a vacuum, for example, the difference between outlet pressure and inlet pressure must not exceed a specified permissible value, unless special piston cooling measures have been taken.
- Two-shaft machines for use in the overpressure area therefore differ from machines for use in vacuum with essentially the same piston profile only in the cold play of the rotors to one another and radially and axially to the housing. While, for example, the play between the piston and the inner chamber wall of a Roots blower with a pumping speed of 1000 m3 / h, intended for use in the overpressure area, approx. 50 ⁇ , has a root pump with the same pumping speed, intended for use in vacuum, a cold play that is about 4 times greater. For two-shaft machines of the same type and of the same order of magnitude, different pistons must therefore be manufactured depending on the area of application, so that the overall manufacturing outlay is high.
- Roots pumps Two-shaft machines, in particular Roots pumps, have found widespread use in many fields of application, since they can be manufactured and operated relatively economically with regard to the suction capacity. These areas of application also include the conveyance of gases loaded with moisture or other, often aggressive additives. Because of these additives, reactions can occur in the area of the surface of the pistons or the inner walls of the scooping chamber. The reaction products (rust or the like) dissolve and not only lead to contamination of the extracted gases, but also to premature wear.
- the present invention is based on the object of specifying a twin-shaft machine of the type mentioned at the outset and a method for its production in which the production outlay associated with adapting the machine to the respective area of use is considerably reduced.
- this object is achieved in a twin-shaft machine of the type mentioned at the outset in that the pistons and, if appropriate, also the inner walls of the scooping chamber are coated to adapt the machine to their area of use.
- a method for producing the pistons and the housing of the twin-shaft machine it is proposed that the pistons and the inner walls of the scooping chamber are first machined in a manner known per se by machining so that the cold play of the parts is greater than would be necessary for all areas of application, in order then to adapt the machine to the desired area of application by coating the pistons and, if appropriate, also the housing.
- the proposed coating is to ensure that the cold play assumes a certain value, then it is sufficient to provide the pistons with a layer of such a thickness that the desired cold play is present. If protection of the pistons and the inner walls of the scooping chamber against corrosion with the pumped medium or additives contained therein is to be achieved, then it is necessary to coat both the pistons and the inner walls of the scooping chamber and to select the selected layer thicknesses so that the desired cold play is achieved.
- the choice of coating material is based on the corrosive substance.
- the advantage of the invention is first of all that a large number of pistons and housings with uniform dimensions can be produced for the most varied fields of application of a twin-shaft machine of a certain type. Individual layers can be adapted to their respective field of application by means of layers which can be applied galvanically or chemically in a relatively simple manner.
- a particular advantage arises in relation to the use of a two-shaft machine in a vacuum. So far, the cold play selected was a compromise that enabled the machines to be used in the various pressure ranges of the vacuum (rough vacuum, fine vacuum, etc.).
- the invention makes it possible to choose the cold play of two-shaft machines, in particular Roots pumps, in such a way that they are matched to the respective application, that is to say that their volumetric efficiency is optimal for the respective pressure range.
- Roots vacuum pumps are particularly suitable, for example, for use in circulating systems for CO2 lasers. With the generation of the laser light, a dissociation of CO2 into CO and O2 is connected. If copper is used to coat the active pump surfaces, a catalytic effect occurs which reverses the dissociation mentioned.
- the CO2 gas mixture flowing around in the gas laser therefore has a longer service life. A gas exchange is required less frequently, so that the operating costs of the gas laser can be significantly reduced.
- the housing of the Roots pump 1 shown in FIGS. 1 to 3 is designated by 2.
- Your scoop space 3 is formed by the inner walls of the housing 2 and the side plates 4, 5 (Fig. 3).
- the 8-shaped pistons 6 and 7 are rotatably arranged in a contact-free manner within the scoop space.
- the weles 8 and 9 are stored in the side plates 4 and 5.
- the movement of the pistons 6 and 7 is synchronized by means of the toothed wheels 11 and 12, which are fastened to the stumps of the shafts 8, 9 passing through the end shield 4.
- the opposite side of the Roots pump on the wheel side is referred to as the drive side.
- One of the dies on this side is coupled to a drive motor, not shown.
- the pistons 6 and 7 rotate in the direction of the arrows 13, as a result of which the conveying direction (arrows 14) is determined.
- the inlet and outlet of the pump are designated 15 and 16, respectively.
- the pistons 6, 7, the inner sides of the end shields 4, 5 and the inner walls of the housing 2 are first machined in such a way that the cat games A to F are larger than is required for all areas of application, for which this machine comes into question is required. Thereafter, the originally too large cold clearances are reduced by a desired amount by means of targeted, true-to-contour coatings, so that only different coatings of this type are capable of producing piston pumps for different areas of application. If the Roots pump is at risk of corrosion due to the pumped media, for example, then all pump-active surfaces must be coated. Just the cold game to a certain extent brought, then it is sufficient if the pistons 6 and 7 are provided with targeted coating thicknesses.
- the parts to be coated usually consist of steel.
- a preferred layer material is nickel.
- Nickel layers can be applied true to the contours by coating with electroless nickel with reproducible layer thicknesses. If the parts are to be Cu-coated, then it is advisable to first apply a nickel layer as the basis and then the Cu layer.
- the thickness of the two layers should be chosen so that the cold play corresponding to the area of application is achieved. It has proven to be advantageous if the copper layer thickness is 25 ⁇ and the thickness of the nickel layer is chosen according to the desired cold play.
- Figures 4 to 6 show schematically how the layers can be applied.
- the tub of an electroplating bath is designated, in which the parts to be coated are immersed and connected as a cathode.
- An anode 22 is assigned to the side to be coated, the shape of which is adapted to the contour of the surface to be coated.
- a flat anode 22 is therefore assigned to the end shield shown in FIG. 4.
- the anodes are each approximately 8-shaped as an example.
- the anode 22 serving to coat the piston 6 or 7 has the shape of a basket and surrounds the piston equidistantly when a uniform layer is to be applied.
- Flat anode sections are also assigned to the end faces of the piston if a coating of the end faces is to be achieved.
- the thickness of the applied layer can be influenced by locally changing the distance between the piston and the anode.
- an 8-shaped basket anode 22 is also provided, which is also arranged essentially equidistant within the scooping space 3. Additional anodes, not shown, can also be used to coat the inside of the connecting pieces of inlet 15 and outlet 16.
- the anodes 22 can be sacrificial anodes. However, anodes that consist of expanded titanium and have a basket-shaped design have proven to be particularly advantageous, since they enable a contour-conforming adjustment.
- the desired coating material is preferably in the anode basket as clippings.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Applications Or Details Of Rotary Compressors (AREA)
Abstract
Description
Die Erfindung bezieht sich auf eine Zweiwellenmaschine mit einem Gehäuse und zwei im Gehäuse berührungsfrei rotierenden Kolben. Außerdem bezieht sich die Erfindung auf ein Verfahren zur Herstellung der Zweiwellenmaschine.The invention relates to a twin-shaft machine with a housing and two pistons rotating in the housing without contact. The invention also relates to a method for producing the two-shaft machine.
Zweiwellenmaschinen der hier betroffenen Art sind zum Beispiel Wälzkolbenpumpen, auch Rootspumpen oder Rootsgebläse genannt. Eine Wälzkolbenpumpe ist eine Drehkolbenpumpe, bei der sich im Pumpengehäuse zwei symmetrisch gestaltete Kolben gegeneinander und zum Gehäuse berührungsfrei drehen. Die beiden Kolben haben einen ungefähr 8-förmigen Querschnitt und sind durch ein Zahnradgetriebe synchronisiert. Rootspumpen dieser Art werden als Förderpumpen sowohl im Vakuum als auch im Überdruckgebiet eingesetzt. Andere Zweiwellenmaschinen sind Northey-Pumpen, Schraubenkompressoren usw.Twin-shaft machines of the type concerned here are, for example, roots pumps, also called root pumps or roots blowers. A Roots pump is a rotary lobe pump in which two symmetrically designed pistons rotate in the pump housing against each other and without contact with the housing. The two pistons have an approximately 8-shaped cross section and are synchronized by a gear transmission. Root pumps of this type are used as feed pumps both in vacuum and in the overpressure area. Other twin-shaft machines are Northey pumps, screw compressors, etc.
Wegen der berührungsfreien Anordnung der Kolben im Gehäuse sind Rückströmungen des geförderten Mediums unvermeidbar. Der volumetrische Wirkungsgrad von Zweiwellenmaschinen dieser Art ist deshalb definiert durch das Verhältnis von der effektiv geförderten Gasmenge zur theoretisch förderbaren Gasmenge. Je geringer das Spiel der Kolben zueinander und zur Gehäusewandung ist, desto geringer ist die Rückströmung, das heißt, desto besser ist ihr volumetrischer Wirkungsgrad. Die Wahl beliebig kleiner Spiele ist jedoch aus thermischen Gründen nicht möglich. Während des Betriebs erwärmt sich die Maschine, und es kommt somit zur Reduktion der vorhandenen Spiele, so daß die Gefahr des Anlaufens der Kolben am Gehäuse besteht.Because of the non-contact arrangement of the pistons in the housing, backflows of the pumped medium are unavoidable. The volumetric efficiency of twin-shaft machines of this type is therefore defined by the ratio of the amount of gas actually delivered to the theoretically deliverable amount of gas. The less the clearance of the pistons to each other and to the housing wall, the lower the backflow, that is, the better their volumetric efficiency. The selection of any small games is not possible due to thermal reasons. During operation, the machine heats up and there is a reduction in the existing play, so that there is a risk of the pistons starting up on the housing.
Bezüglich des Gehäuses besteht die Möglichkeit, die Wärme durch eine Wasser- oder Luftkühlung abzuführen. Die Abführung der Wärme von den rotierenden Kolben erfolgt jedoch im wesentlichen nur durch das geförderte Medium selbst, das entweder die Wärme des Kolbens auf das Gehäuse überträgt oder selbst mit abführt. Da beim Betrieb der Zweiwellenmaschine im Vakuum nur relativ wenig Moleküle zur Abführung der Wärme zur Verfügung stehen, sind die thermischen Probleme in diesem Einsatzgebiet besonders kritisch. Da der Grad der Erwärmung von der Druckdifferenz zwischen Auslaß und Einlaß der Maschine abhängt und eine maximale Temperaturdifferenz zwischen Kolben und Gehäuse zur Vermeidung von Berührungen bei Spielaufzehrung nicht überschritten werden darf, müssen beim Betrieb der Zweiwellenmaschinen bestimmte Druckdifferenzen eingehalten werden. Beim Einsatz von Wälzkolbenpumpen im Vakuum darf zum Beispiel die Differenz zwischen Auslaßdruck und Einlaßdruck einen vorgegebenen zulässigen Wert nicht überschreiten, sofern keine besonderen Kolben-Kühlmaßnahmen getroffen sind.With regard to the housing, there is the possibility of dissipating the heat by water or air cooling. However, the heat from the rotating pistons is essentially dissipated only by the medium itself, which either transfers the heat of the piston to the housing or removes it itself. Since only a few molecules are available to dissipate the heat when the twin-shaft machine is operated in a vacuum, the thermal problems in this area of application are particularly critical. Since the degree of heating depends on the pressure difference between the outlet and inlet of the machine and a maximum temperature difference between the piston and the housing must not be exceeded in order to avoid contact when the game is consumed, certain pressure differences must be observed when operating the two-shaft machines. When using Roots pumps in a vacuum, for example, the difference between outlet pressure and inlet pressure must not exceed a specified permissible value, unless special piston cooling measures have been taken.
Um möglichst hohe Druckdifferenzen bei Vakuumeinsatz zu ermöglichen, ist es bekannt, die Spiele im kalten Zustand der Maschine besonders groß zu wählen. Mit zunehmender Temperatur dehnen sich die Kolben aus, das heißt, die Spiele zueinander und zur Innenwand des Schöpfraumes nehmen ab, so daß die Maschine erst bei ihrer Betriebstemperatur den höchsten volumetrischen Wirkungsgrad hat.In order to enable the highest possible pressure differences when using vacuum, it is known to choose the games particularly large when the machine is cold. As the temperature rises, the pistons expand, that is, the play with respect to one another and to the inner wall of the scooping area decrease, so that the machine only has the highest volumetric efficiency at its operating temperature.
Zweiwellenmaschinen für den Einsatz im Überdruckgebiet unterscheiden sich deshalb von Maschinen für den Einsatz im Vakuum bei im wesentlichen gleichem Kolbenprofil nur durch die Kaltspiele der Rotoren zueinander sowie radial und axial zum Gehäuse. Während zum Beispiel das Spiel zwischen dem Kolben und der Schöpfraum-Innenwand bei einem Rootsgebläse mit einem Saugvermögen von 1000 m³/h, bestimmt für den Einsatz im Überdruckgebiet, ca. 50 µ beträgt, hat eine Rootspumpe mit gleichem Saugvermögen, bestimmt für den Einsatz im Vakuum, ein um etwa Faktor 4 größeres Kaltspiel. Für Zweiwellenmaschinen des gleichen Typs und der gleichen Größenordnung müssen deshalb je nach Einsatzgebiet unterschiedliche Kolben hergestellt werden, so daß insgesamt der Herstellungsaufwand hoch ist.Two-shaft machines for use in the overpressure area therefore differ from machines for use in vacuum with essentially the same piston profile only in the cold play of the rotors to one another and radially and axially to the housing. While, for example, the play between the piston and the inner chamber wall of a Roots blower with a pumping speed of 1000 m³ / h, intended for use in the overpressure area, approx. 50 µ, has a root pump with the same pumping speed, intended for use in vacuum, a cold play that is about 4 times greater. For two-shaft machines of the same type and of the same order of magnitude, different pistons must therefore be manufactured depending on the area of application, so that the overall manufacturing outlay is high.
Zweiwellenmaschinen, insbesondere Wälzkolbenpumpen, haben in vielen Einsatzgebieten breite Anwendung gefunden, da sie in bezug auf das Saugvermögen relativ wirtschaftlich herstellbar und betreibbar sind. Zu diesen Einsatzgebieten gehört auch die Förderung von mit Feuchtigkeit oder anderen, häufig aggressiven Zusätzen beladenen Gasen. Aufgrund dieser Zusätze können im Bereich der Oberfläche der Kolben oder der Innenwandungen des Schöpfraumes Reaktionen auftreten. Die Reaktionsprodukte (Rost oder dergleichen) lösen sich und führen nicht nur zu Verunreinigungen der geförderten Gase, sondern auch zu einem vorzeitigen Verschleiß.Two-shaft machines, in particular Roots pumps, have found widespread use in many fields of application, since they can be manufactured and operated relatively economically with regard to the suction capacity. These areas of application also include the conveyance of gases loaded with moisture or other, often aggressive additives. Because of these additives, reactions can occur in the area of the surface of the pistons or the inner walls of the scooping chamber. The reaction products (rust or the like) dissolve and not only lead to contamination of the extracted gases, but also to premature wear.
Der vorliegenden Erfindung liegt die Aufgabe zugrunde, eine Zweiwellenmaschine der eingangs genannten Art sowie ein Verfahren zu ihrer Herstellung anzugeben, bei denen der mit der Anpassung der Maschine an das jeweilige Einsatzgebiet verbundene Herstellungsaufwand erheblich vermindert wird.The present invention is based on the object of specifying a twin-shaft machine of the type mentioned at the outset and a method for its production in which the production outlay associated with adapting the machine to the respective area of use is considerably reduced.
Erfindungsgemäß wird diese Aufgabe bei einer Zweiwellenmaschine der eingangs genannten Art dadurch gelöst, daß die Kolben und gegebenenfalls auch die Innenwandungen des Schöpfraumes zur Anpassung der Maschine an ihr Einsatzgebiet beschichtet sind. Bei einem Verfahren zur Herstellung der Kolben und des Gehäuses der Zweiwellenmaschine wird vorgeschlagen, die Koben und die Innenwandungen des Schöpfraumes zunächst in an sich bekannter Weise durch Spanabhebung so zu bearbeiten, daß das Kaltspiel der Teile größer ist, als es für alle Einsatzgebiete erforderlich wäre, um dann die Anpassung der Maschine an das gewünschte Einsatzgebiet durch eine Beschichtung der Kolben und gegebenenfalls auch des Gehäuses zu erreichen.According to the invention, this object is achieved in a twin-shaft machine of the type mentioned at the outset in that the pistons and, if appropriate, also the inner walls of the scooping chamber are coated to adapt the machine to their area of use. In a method for producing the pistons and the housing of the twin-shaft machine, it is proposed that the pistons and the inner walls of the scooping chamber are first machined in a manner known per se by machining so that the cold play of the parts is greater than would be necessary for all areas of application, in order then to adapt the machine to the desired area of application by coating the pistons and, if appropriate, also the housing.
Soll durch die vorgeschlagene Beschichtung erreicht werden, daß das Kaltspiel einen bestimmten Wert annimmt, dann reicht es aus, die Kolben mit einer Schicht von einer solchen Dicke zu versehen, so daß das gewünschte Kaltspiel vorhanden ist. Soll ein Schutz der Kolben und der Innenwandungen des Schöpfraumes gegen Korrosionen mit dem Fördermedium oder darin enthaltenen Zusätzen erreicht werden, dann ist es erforderlich, sowohl die Kolben als auch die Innenwandungen des Schöpfraumes zu beschichten und die gewählten Schichtdicken so zu wählen, daß das gewünschte Kaltspiel erreicht wird. Dabei erfolgt die Auswahl des Beschichtungsmaterials nach dem korrosiv wirkenden Stoff.If the proposed coating is to ensure that the cold play assumes a certain value, then it is sufficient to provide the pistons with a layer of such a thickness that the desired cold play is present. If protection of the pistons and the inner walls of the scooping chamber against corrosion with the pumped medium or additives contained therein is to be achieved, then it is necessary to coat both the pistons and the inner walls of the scooping chamber and to select the selected layer thicknesses so that the desired cold play is achieved. The choice of coating material is based on the corrosive substance.
Der Vorteil der Erfindung liegt zunächst darin, daß für die unterschiedlichsten Einsatzgebiete einer Zweiwellenmaschine eines bestimmten Typs eine Vielzahl von Kolben und Gehäuse mit einheitlichen Maßen hergestellt werden kann. Durch galvanisch oder chemisch in relativ einfacher Weise konturentreu aufzubringende Schichten können einzelne Maschinen an ihr jeweiliges Einsatzgebiet angepaßt werden. Ein besonderer Vorteil ergibt sich in bezug auf den Einsatz einer Zweiwellenmaschine im Vakuum. Bisher war das gewählte Kaltspiel ein Kompromiß, der den Einsatz der Maschinen in den verschiedenen Druckbereichen des Vakuums (Grobvakuum, Feinvakuum usw.) ermöglichte. Durch die Erfindung ist es möglich, das Kaltspiel von Zweiwellenmaschinen, insbesondere Wälzkolbenpumpen, derart zu wählen, daß sie auf den jeweiligen Einsatzfall abgestimmt sind, das heißt, daß ihr volumetrischer Wirkungsgrad für den jeweiligen Druckbereich optimal ist.The advantage of the invention is first of all that a large number of pistons and housings with uniform dimensions can be produced for the most varied fields of application of a twin-shaft machine of a certain type. Individual layers can be adapted to their respective field of application by means of layers which can be applied galvanically or chemically in a relatively simple manner. A particular advantage arises in relation to the use of a two-shaft machine in a vacuum. So far, the cold play selected was a compromise that enabled the machines to be used in the various pressure ranges of the vacuum (rough vacuum, fine vacuum, etc.). The invention makes it possible to choose the cold play of two-shaft machines, in particular Roots pumps, in such a way that they are matched to the respective application, that is to say that their volumetric efficiency is optimal for the respective pressure range.
Schließlich besteht noch der Vorteil, daß mit dem Beschichtungsmaterial Einfluß auf das geförderte Medium genommen werden kann. Wälzkolbenvakuumpumpen sind zum Beispiel für den Einsatz in Umwälzsystemen von CO₂-Lasern besonders geeignet. Mit der Erzeugung des Laserlichtes ist eine Dissoziation des CO₂ in CO und O₂ verbunden. Verwendet man für die Beschichtung der aktiven Pumpenoberflächen Kupfer, so tritt eine Katalysatorwirkung ein, die die erwähnte Dissoziation rückgängig macht. Das im Gaslaser umströmende CO₂-Gasgemisch hat deshalb eine längere Lebensdauer. Ein Gasaustausch ist seltener erforderlich, so daß die Betriebskosten des Gaslasers wesentlich reduziert werden können.Finally, there is the advantage that the coating material can be used to influence the conveyed medium. Roots vacuum pumps are particularly suitable, for example, for use in circulating systems for CO₂ lasers. With the generation of the laser light, a dissociation of CO₂ into CO and O₂ is connected. If copper is used to coat the active pump surfaces, a catalytic effect occurs which reverses the dissociation mentioned. The CO₂ gas mixture flowing around in the gas laser therefore has a longer service life. A gas exchange is required less frequently, so that the operating costs of the gas laser can be significantly reduced.
Weitere Vorteile und Einzelheiten der Erfindung sollen anhand von in den Figuren 1 bis 6 schematisch dargestellten Ausführungsbeispielen erläutert werden. Es zeigen:
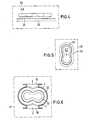
Figuren 1 und 2 einen Querschnitt durch eine Wälzkolbenpumpe mit zwei verschiedenen Kolbenstellungen,Figur 3 einen Längsschnitt durch eine Wälzkolbenpumpe undFiguren 4, 5 und 6 Einrichtungen zur Beschichtung von Teilen mit aktiven Pumpenoberflächen.
- 1 and 2 show a cross section through a Roots pump with two different piston positions,
- 3 shows a longitudinal section through a Roots pump and
- Figures 4, 5 and 6 devices for coating parts with active pump surfaces.
Das Gehäuse der in den Figuren 1 bis 3 dargestellten Wälzkolbenpumpe 1 ist mit 2 bezeichnet. Ihr Schöpfraum 3 wird gebildet von den Innenwandungen des Gehäuses 2 und den Seitenschilden 4, 5 (Fig. 3). Innerhalb des Schöpfraumes sind die 8-förmigen Kolben 6 und 7 berührungsfrei drehbar angeordnet. Die Welen 8 und 9 sind in den Seitenschilden 4 und 5 gelagert. Die Synchronisation der Bewegung der Kolben 6 und 7 erfolgt mittels der Zahnräder 11 und 12, die auf den das Lagerschild 4 durchsetzenden Stümpfen der Wellen 8, 9 befestigt sind. Die der Räderseite gegenüberliegende Seite der Wälzkolbenpumpe wird als Antriebsseite bezeichnet. Einer der auf dieser Seite befindlichen Stümpfe ist mit einem nicht dargestellten Antriebsmotor gekoppelt. Die Kolben 6 und 7 drehen sich in Richtung der Pfeile 13, wodurch die Förderrichtung (Pfeile 14) bestimmt ist. Einlaß und Auslaß der Pumpe sind mit 15 beziehungsweise 16 bezeichnet.The housing of the
In die Figuren 1 bis 3 sind die verschiedenen Spiele, die unter anderem für einen berührungsfreien Ablauf der Kolbenbewegungen entscheidend sind, durch Großbuchstaben gekennzeichnet. Mit A und B sind die Spiele bezeichnet, die die Kolben 6, 7 peripher auf der Druckseite beziehungsweise auf der Saugseite zum Gehäuse 2 hin haben (Fig. 1). Mit C und D ist das axiale Spiel bezeichnet (Fig. 3), das die Kolben 6 und 7 stirnseitig zum Lagerschild 4 auf der Räderseite beziehungsweise zum Lagerschild 5 auf der Antriebsseite haben. Schließlich sind Spiele, die die Kolben 6, 7 in zwei verschiedenen Stellungen zueinander haben, mit E und F bezeichnet.In Figures 1 to 3, the various games, which are crucial, among other things, for a contact-free sequence of the piston movements, are identified by capital letters. A and B denote the games that the
Zur Herstellung einer Wäzkolbenpumpe nach den Figuren 1 bis 3 werden die Kolben 6, 7, die Innenseiten der Lagerschilde 4, 5 und die Innenwandungen des Gehäuses 2 zunächst spanabhebend derart bearbeitet, daß die Katspiele A bis F größer sind, als es für alle Einsatzgebiete, für die diese Maschine infrage kommt, erforderlich ist. Danach werden durch gezielte, konturentreue Beschichtungen die ursprünglich zu großen Kaltspiele um ein gewünschtes Maß verringert, so daß lediglich durch unterschiedliche Beschichtungen dieser Art Wäzkolbenpumpen für unterschiedliche Einsatzgebiete herstellbar sind. Ist die Wälzkolbenpumpe zum Beispiel infolge der geförderten Medien korrosionsgefährdet, dann müssen sämtliche pumpaktiven Oberflächen beschichtet werden. Soll lediglich das Kaltspiel auf ein bestimmtes Maß gebracht werden, dann reicht es aus, wenn die Kolben 6 und 7 mit gezielten Beschichtungsstärken versehen werden.To produce a rotary piston pump according to FIGS. 1 to 3, the
Üblicherweise bestehen die zu beschichtenden Teile aus Stahl. Ein bevorzugtes Schichtmaterial ist Nickel. Nickelschichten können konturentreu durch Beschichten mit Stromlos-Nickel mit reproduzierbaren Schichtdicken aufgebracht werden. Sollen die Teile Cu-beschichtet sein, dann ist es zweckmäßig, zunächst als Grundlage eine Nickelschicht und darauf die Cu-Schicht aufzubringen. Die Dicke der beiden Schichten ist so zu wählen, daß das dem Einsatzgebiet entsprechende Kaltspiel erreicht wird. Es hat sich als vorteilhaft erwiesen, wenn die Kupferschichtdicke 25 µ beträgt und die Dicke der Nickelschicht dem gewünschten Kaltspiel entsprechend gewählt wird.The parts to be coated usually consist of steel. A preferred layer material is nickel. Nickel layers can be applied true to the contours by coating with electroless nickel with reproducible layer thicknesses. If the parts are to be Cu-coated, then it is advisable to first apply a nickel layer as the basis and then the Cu layer. The thickness of the two layers should be chosen so that the cold play corresponding to the area of application is achieved. It has proven to be advantageous if the copper layer thickness is 25 μ and the thickness of the nickel layer is chosen according to the desired cold play.
Die Figuren 4 bis 6 zeigen schematisch, wie die Aufbringung der Schichten erfolgen kann. Mit 21 ist jeweils die Wanne eines Galvanisierbades bezeichnet, in das die zu beschichtenden Teile eingetaucht und als Kathode geschaltet werden. Der zu beschichtenden Seite wird eine Anode 22 zugeordnet, deren Form der Kontur der zu beschichtenden Oberfläche angepaßt ist. Dem in der Fig. 4 dargestellten Lagerschild ist deshalb eine ebene Anode 22 zugeordnet. Bei den Figuren 5 und 6 sind als Beispiel die Anoden jeweils etwa 8-förmig gestaltet.Figures 4 to 6 show schematically how the layers can be applied. With 21 the tub of an electroplating bath is designated, in which the parts to be coated are immersed and connected as a cathode. An
Die der Beschichtung des Kolbens 6 oder 7 dienende Anode 22 (Fig. 5) hat die Form eines Korbes und umgibt den Koben äquidistant, wenn eine gleichförmige Schicht aufgetragen werden soll. Auch den Stirnseiten des Kolbens sind nicht dargestellte, ebene Anodenabschnitte zugeordnet, wenn eine Beschichtung der Stirnseiten erreicht werden soll. Durch örtliche Veränderung des Abstandes zwischen Kolben und Anode kann die Dicke der aufgetragenen Schicht beeinflußt werden.The anode 22 (FIG. 5) serving to coat the
Zur Beschichtung der Innenwandung des Gehäuses 2 ist eine ebenfalls 8-förmige Korbanode 22 vorgesehen, die ebenfalls im wesentlichen äquidistant innerhalb des Schöpfraumes 3 angeordnet ist. Durch zusätzliche, nicht dargestellte Anoden kann erreicht werden, daß auch die Innenseiten der Stutzen von Einlaß 15 und Auslaß 16 beschichtet werden.To coat the inner wall of the
Die Anoden 22 können Opferanoden sein. Als besonders vorteilhaft haben sich jedoch Anoden erwiesen, die aus Titan-Streckmetall bestehen und korbförmig ausgebildet sind, da sie eine konturengetreue Anpassung ermöglichen. Das gewünschte Beschichtungsmaterial befindet sich im Anodenkorb vorzugsweise als Clippings.The
Claims (12)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE8787103508T DE3769468D1 (en) | 1987-03-11 | 1987-03-11 | TWO-SHAFT MACHINE. |
| EP87103508A EP0281654B1 (en) | 1987-03-11 | 1987-03-11 | Two-shaft machine |
| JP63042422A JPS63230902A (en) | 1987-03-11 | 1988-02-26 | Two spindle machine |
| US07/458,384 US4974318A (en) | 1987-03-11 | 1989-12-28 | Method of making a dual-shaft machine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP87103508A EP0281654B1 (en) | 1987-03-11 | 1987-03-11 | Two-shaft machine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0281654A1 true EP0281654A1 (en) | 1988-09-14 |
| EP0281654B1 EP0281654B1 (en) | 1991-04-17 |
Family
ID=8196822
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP87103508A Expired - Lifetime EP0281654B1 (en) | 1987-03-11 | 1987-03-11 | Two-shaft machine |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US4974318A (en) |
| EP (1) | EP0281654B1 (en) |
| JP (1) | JPS63230902A (en) |
| DE (1) | DE3769468D1 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0378009A2 (en) * | 1989-01-10 | 1990-07-18 | Ishikawajima-Harima Jukogyo Kabushiki Kaisha | Screw rotor set |
| GB2243189A (en) * | 1990-04-06 | 1991-10-23 | Hitachi Ltd | Rotary screw-type machine |
| US5275205A (en) * | 1991-02-19 | 1994-01-04 | Hoerbiger Fluidtechnik Gmbh | Valve containing coupled, rotatable elements to control fluid flow therethrough |
| DE4300274A1 (en) * | 1993-01-08 | 1994-07-14 | Leybold Ag | Vacuum pump with rotor |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3350276B2 (en) * | 1994-12-28 | 2002-11-25 | 東芝キヤリア株式会社 | Rotary compressor |
| US6092283A (en) * | 1995-10-18 | 2000-07-25 | Caterpillar Inc. | Method and apparatus for producing a gear pump |
| US5797181A (en) * | 1996-11-18 | 1998-08-25 | Siemens Automotive Corporation | Methods of manufacturing automotive fuel pumps with set clearance for the pumping chamber |
| JPH10220371A (en) * | 1997-02-07 | 1998-08-18 | Tochigi Fuji Ind Co Ltd | Fluid machinery |
| JPH10266982A (en) * | 1997-03-21 | 1998-10-06 | Tochigi Fuji Ind Co Ltd | Roots type fluid machine |
| US5993183A (en) * | 1997-09-11 | 1999-11-30 | Hale Fire Pump Co. | Gear coatings for rotary gear pumps |
| WO1999041503A1 (en) * | 1998-02-13 | 1999-08-19 | Ebara Corporation | Vacuum pump rotor and method of manufacturing the same |
| JP2003343469A (en) * | 2002-03-20 | 2003-12-03 | Toyota Industries Corp | Vacuum pump |
| US7553143B2 (en) * | 2004-04-19 | 2009-06-30 | The Regents Of The University Of California | Lobe pump system and method of manufacture |
| GB0519402D0 (en) * | 2005-09-23 | 2005-11-02 | Tonery David | Air intake system |
| US20070164087A1 (en) * | 2006-01-17 | 2007-07-19 | Honeywell International, Inc. | Method for repair of housings |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE437757C (en) * | 1923-04-30 | 1926-11-26 | Karl Werner Dipl Ing | Seal for rotary piston machines |
| DE924229C (en) * | 1953-01-29 | 1955-02-28 | Hannoversche Maschb Aktien Ges | Process for the manufacture of rotary pistons for Roots blowers |
| GB772350A (en) * | 1955-09-13 | 1957-04-10 | Hanomag Ag | A method and a device to improve the volumetric efficiency of root's blowers |
| US2944732A (en) * | 1955-02-24 | 1960-07-12 | Heraeus Gmbh W C | Vacuum pumps |
| GB1269205A (en) * | 1968-05-30 | 1972-04-06 | Lucas Industries Ltd | Gear pumps |
| DE3142896A1 (en) * | 1980-12-05 | 1982-08-26 | VEB Kombinat Luft- und Kältetechnik, DDR 8080 Dresden | Coated rotors for rotary piston compressors |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2754050A (en) * | 1950-04-22 | 1956-07-10 | Gen Motors Corp | Rotary blower |
| US3680990A (en) * | 1971-04-30 | 1972-08-01 | Sperry Rand Corp | Removable liner for gear pump |
| JPS5675992A (en) * | 1979-11-21 | 1981-06-23 | Hitachi Ltd | Rotor for screw compressor |
| JPS58148292A (en) * | 1982-02-26 | 1983-09-03 | Hitachi Ltd | Surface processing of rotor of a screw compressor |
| FR2530742B1 (en) * | 1982-07-22 | 1987-06-26 | Dba | VOLUMETRIC SCREW COMPRESSOR |
| JPS59196989A (en) * | 1983-04-23 | 1984-11-08 | Anretsuto:Kk | Roots blower |
| JPS6056191A (en) * | 1983-09-08 | 1985-04-01 | Taiho Kogyo Co Ltd | Roots blower |
| JPS6056190A (en) * | 1983-09-08 | 1985-04-01 | Taiho Kogyo Co Ltd | Roots blower |
| JPS60230587A (en) * | 1984-04-27 | 1985-11-16 | Toyota Motor Corp | Manufacturing method of cocoon-shaped rotor for roots-type fluid supercharger |
| JPS61197788A (en) * | 1985-02-27 | 1986-09-02 | Hitachi Ltd | Unlubricated screw compressor |
| US4695233A (en) * | 1986-07-10 | 1987-09-22 | Kabushiki Kaisha Kobe Seiko Sho | Screw rotor mechanism |
-
1987
- 1987-03-11 EP EP87103508A patent/EP0281654B1/en not_active Expired - Lifetime
- 1987-03-11 DE DE8787103508T patent/DE3769468D1/en not_active Expired - Fee Related
-
1988
- 1988-02-26 JP JP63042422A patent/JPS63230902A/en active Pending
-
1989
- 1989-12-28 US US07/458,384 patent/US4974318A/en not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE437757C (en) * | 1923-04-30 | 1926-11-26 | Karl Werner Dipl Ing | Seal for rotary piston machines |
| DE924229C (en) * | 1953-01-29 | 1955-02-28 | Hannoversche Maschb Aktien Ges | Process for the manufacture of rotary pistons for Roots blowers |
| US2944732A (en) * | 1955-02-24 | 1960-07-12 | Heraeus Gmbh W C | Vacuum pumps |
| GB772350A (en) * | 1955-09-13 | 1957-04-10 | Hanomag Ag | A method and a device to improve the volumetric efficiency of root's blowers |
| GB1269205A (en) * | 1968-05-30 | 1972-04-06 | Lucas Industries Ltd | Gear pumps |
| DE3142896A1 (en) * | 1980-12-05 | 1982-08-26 | VEB Kombinat Luft- und Kältetechnik, DDR 8080 Dresden | Coated rotors for rotary piston compressors |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0378009A2 (en) * | 1989-01-10 | 1990-07-18 | Ishikawajima-Harima Jukogyo Kabushiki Kaisha | Screw rotor set |
| EP0378009A3 (en) * | 1989-01-10 | 1990-09-19 | Ishikawajima-Harima Jukogyo Kabushiki Kaisha | Screw rotor set |
| GB2243189A (en) * | 1990-04-06 | 1991-10-23 | Hitachi Ltd | Rotary screw-type machine |
| US5223052A (en) * | 1990-04-06 | 1993-06-29 | Hitachi, Ltd. | Method of treating surfaces of rotors of the screw type rotary machine |
| GB2243189B (en) * | 1990-04-06 | 1994-12-21 | Hitachi Ltd | Screw-type rotary fluid machine and method of treating rotor surfaces thereof |
| US5275205A (en) * | 1991-02-19 | 1994-01-04 | Hoerbiger Fluidtechnik Gmbh | Valve containing coupled, rotatable elements to control fluid flow therethrough |
| AT397134B (en) * | 1991-02-19 | 1994-02-25 | Hoerbiger Ventilwerke Ag | VALVE |
| DE4300274A1 (en) * | 1993-01-08 | 1994-07-14 | Leybold Ag | Vacuum pump with rotor |
| WO1994016228A1 (en) * | 1993-01-08 | 1994-07-21 | Leybold Aktiengesellschaft | Vacuum pump with a rotor |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0281654B1 (en) | 1991-04-17 |
| US4974318A (en) | 1990-12-04 |
| JPS63230902A (en) | 1988-09-27 |
| DE3769468D1 (en) | 1991-05-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0281654B1 (en) | Two-shaft machine | |
| DE4111110C2 (en) | ||
| EP3399191B1 (en) | Screw compressor with multilayer rotor screw coating | |
| DE60224906T2 (en) | scroll compressor | |
| EP2327881B1 (en) | Adjustable wear-resistant rotary pump | |
| DE102018213766A1 (en) | Housing component for producing a housing of a multi-shaft screw machine and method for producing a housing component | |
| DE69303835T2 (en) | Vane compressor | |
| DE69705440T2 (en) | Turbomachine rotor and its manufacturing process | |
| EP3507495B1 (en) | Screw-type vacuum pump | |
| DE1934467A1 (en) | Rotor-stator gear set for work machines | |
| EP2829713B1 (en) | Workpiece with a recess for holding a piston | |
| DE10252304A1 (en) | Method of manufacturing an aluminum ball, method of manufacturing a compressor shoe, and compressor shoe made by this method | |
| EP1474591B1 (en) | Compressed air motor | |
| DE3303247A1 (en) | Vane compressor | |
| DE69722412T2 (en) | DRIVE DEVICE LIKE e.g. LIQUID RING MACHINE AND METHOD FOR DRIVING SUCH A DEVICE, E.g. DELIVERY OF LIQUID | |
| EP2655887A2 (en) | Axial disc and gear pump with axial disc | |
| DE3124247C1 (en) | Screw compressor | |
| DE102012017322A1 (en) | Stationary containment shell for magnetically-operated clutch pump, has shell main portion whose outer and inner sides are applied with coating consisting of tungsten carbide so that shell is mechanically stabilized | |
| DE19725853C2 (en) | Viscous fluid heater | |
| DE3015040C2 (en) | Rotary displacement pump | |
| DE2935294A1 (en) | ROTARY IMPELLER PUMP OR MOTOR | |
| DE2825219A1 (en) | ABRASIVE METAL MATERIAL AND METHOD OF ITS MANUFACTURING | |
| EP4323673B1 (en) | Hard sealing ring having an anti-friction surface, anti-friction sealing device, and production method | |
| DE3118297A1 (en) | GEAR PUMP | |
| DE102015212724B4 (en) | Outer rotor pump |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE FR GB |
|
| 17P | Request for examination filed |
Effective date: 19890301 |
|
| 17Q | First examination report despatched |
Effective date: 19900122 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB |
|
| REF | Corresponds to: |
Ref document number: 3769468 Country of ref document: DE Date of ref document: 19910523 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19940209 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19940216 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19940217 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19950311 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19950311 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19951130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19951201 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |