EP0257013A2 - Procédé et machine pour meuler et polir mécaniquement une surface en matériau minéral, plus spécialement en verre - Google Patents
Procédé et machine pour meuler et polir mécaniquement une surface en matériau minéral, plus spécialement en verre Download PDFInfo
- Publication number
- EP0257013A2 EP0257013A2 EP87870115A EP87870115A EP0257013A2 EP 0257013 A2 EP0257013 A2 EP 0257013A2 EP 87870115 A EP87870115 A EP 87870115A EP 87870115 A EP87870115 A EP 87870115A EP 0257013 A2 EP0257013 A2 EP 0257013A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- axis
- grinding wheel
- rotation
- strip
- polishing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000227 grinding Methods 0.000 title claims abstract description 87
- 238000005498 polishing Methods 0.000 title claims abstract description 45
- 238000000034 method Methods 0.000 title claims description 51
- 239000000463 material Substances 0.000 title claims description 14
- 229910052500 inorganic mineral Inorganic materials 0.000 title claims description 6
- 239000011707 mineral Substances 0.000 title claims description 6
- 239000011521 glass Substances 0.000 title abstract description 31
- 239000003082 abrasive agent Substances 0.000 claims abstract description 19
- 229910003460 diamond Inorganic materials 0.000 claims description 43
- 239000010432 diamond Substances 0.000 claims description 43
- 229910000420 cerium oxide Inorganic materials 0.000 claims description 5
- 238000010438 heat treatment Methods 0.000 claims description 5
- BMMGVYCKOGBVEV-UHFFFAOYSA-N oxo(oxoceriooxy)cerium Chemical compound [Ce]=O.O=[Ce]=O BMMGVYCKOGBVEV-UHFFFAOYSA-N 0.000 claims description 5
- 239000000725 suspension Substances 0.000 claims description 3
- 239000002253 acid Substances 0.000 description 14
- 239000013078 crystal Substances 0.000 description 10
- 241001639412 Verres Species 0.000 description 6
- 229910010293 ceramic material Inorganic materials 0.000 description 5
- 238000005520 cutting process Methods 0.000 description 5
- 239000000243 solution Substances 0.000 description 5
- 238000005299 abrasion Methods 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 229920000297 Rayon Polymers 0.000 description 2
- 238000010306 acid treatment Methods 0.000 description 2
- 238000007664 blowing Methods 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 239000002932 luster Substances 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000000746 purification Methods 0.000 description 2
- 239000002964 rayon Substances 0.000 description 2
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 2
- 229910010271 silicon carbide Inorganic materials 0.000 description 2
- 241001417495 Serranidae Species 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000007799 cork Substances 0.000 description 1
- 229910052593 corundum Inorganic materials 0.000 description 1
- 239000010431 corundum Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 230000035622 drinking Effects 0.000 description 1
- 239000013013 elastic material Substances 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000003517 fume Substances 0.000 description 1
- -1 lead Chemical class 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000007517 polishing process Methods 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 230000000750 progressive effect Effects 0.000 description 1
- 239000008262 pumice Substances 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 239000004575 stone Substances 0.000 description 1
- QAOWNCQODCNURD-UHFFFAOYSA-N sulfuric acid group Chemical class S(O)(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 231100000925 very toxic Toxicity 0.000 description 1
- 239000002351 wastewater Substances 0.000 description 1
- 239000003643 water by type Substances 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B7/00—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor
- B24B7/20—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground
- B24B7/22—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground for grinding inorganic material, e.g. stone, ceramics, porcelain
- B24B7/24—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground for grinding inorganic material, e.g. stone, ceramics, porcelain for grinding or polishing glass
- B24B7/241—Methods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B19/00—Single-purpose machines or devices for particular grinding operations not covered by any other main group
- B24B19/006—Single-purpose machines or devices for particular grinding operations not covered by any other main group for grinding hollow glassware, bottles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B29/00—Machines or devices for polishing surfaces on work by means of tools made of soft or flexible material with or without the application of solid or liquid polishing agents
- B24B29/02—Machines or devices for polishing surfaces on work by means of tools made of soft or flexible material with or without the application of solid or liquid polishing agents designed for particular workpieces
- B24B29/04—Machines or devices for polishing surfaces on work by means of tools made of soft or flexible material with or without the application of solid or liquid polishing agents designed for particular workpieces for rotationally symmetrical workpieces, e.g. ball-, cylinder- or cone-shaped workpieces
Definitions
- the present invention relates to a method for mechanically polishing a surface of an object made of mineral material using at least one grinding wheel driven in rotation and an abrasive material, possibly in several stages, in which this is driven. surface in rotation about an axis of symmetry, by putting it in contact with the abovementioned grinding wheel (s) under an appropriate and constant application pressure for the duration of grinding and / or polishing, so as to sweep this surface and achieve a well defined depth of pass.
- the method according to the present invention is a method for mechanically polishing a flat or curved surface of an object made of glass, crystal or ceramic material such as a drinking glass, a vase, an ashtray or any other object made of mineral material with a flat surface or a radius of curvature from 150 mm to 1 m.
- This known method has the drawback of showing marks or streaks on the treated surface. To eliminate these streaks, the treated surface must be subjected to a manual sanding treatment, for example using a lapping machine.
- a method is also known for polishing or softening a flat surface of a glass object in which heavy complex machines are used in which a cup wheel with an abrasive crown performs orbital movements.
- This type of movement of the abrasive ring avoids the formation of streaks or marks on the treated surface, but requires the use of complicated and expensive equipment. This process fails to give the desired finish and in particular to restore the luster and shine to the treated surface, which retains a matt appearance.
- a first process commonly used to brighten a ground surface consists of immersing the surface to be treated in a concentrated solution of hydrofluoric and sulfuric acids.
- the acid dissolves the glass, eliminates the roughness of the rough surfaces to be treated and attacks, more or less in depth, depending on the composition of the material, the concentration of the acid bath and the duration of the contact time, the layers under - destabilized overcoats, the elimination of which gives the surface shine.
- the surface made shiny is rinsed in an alkaline aqueous solution in order to neutralize the acid still present on the surface of the glass and thus stop the chemical reactions which cause the dissolution of the glass in depth.
- the acid solution attacks glass, crystal or ceramic material on the entire surface in contact with it of the immersed part.
- the acid solution alters the initially cut, initially shiny surface portions of the workpiece. glass, crystal or ceramic material formed by pressing or blowing and then immersed in the acid solution.
- the acid attack produces a smooth surface which has retained its shiny appearance, but has pores similar to those of an orange peel. The treated surface is therefore shiny, but it is less smooth than the surface originally blown or pressed.
- edges of intersection of the cut surfaces and the surfaces produced initially by blowing or pressing are blunt and rounded by the acid attack.
- the sharpness of the sharp edges obtained by cutting is degraded by the acid treatment.
- the original luster of glass, crystal or ceramic material is tarnished. After treatment with acid, a part, although cut more evokes a pressed or molded part, depending on the extent of the acid attack.
- a second disadvantage of acid treatment is its difficult and dangerous implementation.
- the acid solution is very corrosive and the gaseous fumes from it are very toxic and a source of serious danger for operators.
- the current very strict anti-pollution standards have forced glassmakers using acid polishing facilities to invest in very expensive purification facilities.
- the purification is not always complete, although maintenance at very high costs, which leads to more or less long term authorities local or national awareness of the quality of the environment, to ban outright the use of acid polishing processes.
- the invention relates to a method for mechanically polishing a surface of an object of mineral material using at least one grinding wheel driven in rotation and an abrasive material, possibly in several stages, in which this surface is driven in rotation about an axis of symmetry, by putting it in contact with the abovementioned grinding wheel (s) under an appropriate and constant application pressure for the duration of grinding and / or polishing, so as to sweep this surface and achieve a well defined depth of pass.
- This process is essentially characterized in that in at least one of the polishing steps, the abrasive ring is rotated around an axis inclined or eccentric with respect to the geometric axis thereof.
- a grinding wheel having a side is used frustoconical or toric lined with a strip of abrasive material, and the grinding wheel is rotated about an axis inclined relative to the axis of rotation of the surface to be treated so as to apply said grinding wheel along a generator contact, against the object to be polished, under the above pressure.
- the angle of inclination of the axis of rotation of the grinding wheel relative to the surface to be treated is equal to half the angle at the top of the truncated cone of the grinding wheel.
- the side of the frustoconical or toric wheel is filled with a strip of abrasive material carried by a support of elastic compressible material so as to generate, along the generatrix of contact between the object to be polish and grindstone, a generally elliptical contact surface.
- the strip is placed eccentrically on the side of the grinding wheel and the strip of abrasive material is rotated around an axis offset from its geometric axis by a distance less than the average radius of the frustoconical or toroidal flank, the axis of rotation of the strip being inclined relative to its geometric axis and relative to the axis of rotation of the aforementioned surface.
- the wheel When the angle at the top of the frusto-conical wheel is a flat angle, the wheel is flat and the adhesive strip becomes an eccentric annular crown.
- the grinding wheel is rotated in the same plane as the surface to be polished. Therefore, the axis of rotation of the eccentric annular ring is parallel to the geometric axis of the latter.
- the eccentricity of the crown relative to the geometric axis is a distance less than the radius of the crown.
- the grindstone with a frusto-conical or toroidal side advantageously provides a restricted contact surface allowing during the polishing a very localized heating which brings the microfusion to the surface of the material to be polished.
- An appreciable advantage of the mechanical polishing method according to the invention lies in the possibility of automating and combining the roughing, the size and the polishing of a surface made of mineral material, either by using various machines with transfer members. one machine to another, either by using a single machine where the grinding stations are arranged so as to successively receive the object to be treated. In this way, the objects can be loaded continuously, which allows all the machines in the first case and all the stations in the second case to work continuously.
- the total time does not exceed the transfer time (dead time) plus the time of longest job.
- the final goal is to allow access to the perfect polish (optical) by a completely automatic process, making possible the production of glass or crystal surfaces which were only accessible by manual and empirical processes.
- the grinding and mechanical polishing operation is generally carried out in several stages by successively using abrasive wheels of increasingly fine grains.
- the last operation can for example be carried out with a strip of felt under watering using a suspension of cerium oxide.
- the felt ring is preferably mounted on an elastic sponge support.
- the invention also relates to a machine for grinding and mechanically polishing a substantially flat surface using at least one grinding wheel by the method described above, machine comprising a gripping head for clamping and centering the object to be polished, a means for rotating the gripping head and the object around an axis of rotation, means for bringing the gripping head and the object to the grinding wheel driven in rotation to apply it thereto under an appropriate and constant pneumatic pressure for the duration of grinding and or polishing, the grinding wheel having a frustoconical or toric flank, furnished with a strip of abrasive material, around a axis inclined with respect to the axis of rotation of the surface, so as to apply said grinding wheel, along a contact generator, against the object to be polished, under the above-mentioned pressure.
- the strip of abrasive material is fixed, oblique and eccentric with respect to the axis of rotation of the grinding wheel and offset with respect to this axis by a distance substantially equal to the width of the strip of abrasive material.
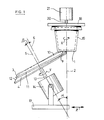
- a flat surface 1 to be treated is given a rotational movement, for example in the direction of arrow X with a diamond strip annular 3 of a rotary grinding wheel 4 of frustoconical or toric shape, the grinding wheel 4 rotating about its axis of rotation 5 inclined at an angle ⁇ relative to the axis 2.
- the strip 3 is driven in a rotational movement in the direction of the arrow Y around its geometric axis 6 inclined in turn by an angle ⁇ relative to the axis of rotation 5 of the grinding wheel 4.
- the speeds and the directions of rotation of the surface 1 and of the strip diamond 3 can be the same or different.
- the surface 1 is constantly in contact with the diamond strip 3 by a contact generator 7 which cuts the axis of rotation 2 of the surface 1.
- the surface 1 can be that of an object to be polished 19 fixed to a gripping head 18, this head being rotated around a shaft 20.
- the gripping head 18 can be moved by a supply means 21 so as to apply the surface to be treated 1 against the strip 3.
- the hatched area 8 represents a contact area of the diamond crown 3 with the surface 1.
- the contact area between the strip 3 and the surface to be treated 1 is moved by translation of a carriage 17 in the direction of the arrows Z .
- Figure 3 shows a frustoconical or toric wheel 4 carrying the diamond strip 3 eccentric.
- This wheel 4 is wedged on a floating shaft 13 of a motor 14.
- the axis 5 of the shaft 13 is inclined at an angle ⁇ relative to the geometric axis 2 of the surface to be treated 1 (see FIG. 4 ).
- a substantially constant pressure is applied by the diamond crown 3 to the surface 1 during the treatment of the latter.
- This constant pressure is ensured by the floating shaft 13 which is subject himself to a thrust exerted by a fluid as described in Belgian Patent No. 696,828. Due to the presence of a support made of elastic material, this pressure provides the grinding wheel with a generally generally elliptical contact surface 8 allowing, during polishing, a very localized heating which brings the microfusion to the surface 1 of the material to be polished.
- Grinding and polishing the glass to the conventional mechanical finish involves four stages of work: - roughing or roughing with an abrasive, generally free of silicon carbide or fixed such as diamond; - cutting with a harder abrasive such as corundum or diamond; - polishing with an abrasive such as pumice stone on a cork backing, and - buffing with an abrasive such as cerium oxide on a fabric-based support.
- an abrasive generally free of silicon carbide or fixed such as diamond
- - cutting with a harder abrasive such as corundum or diamond
- - polishing with an abrasive such as pumice stone on a cork backing
- - buffing with an abrasive such as cerium oxide on a fabric-based support.
- the first step corresponds to an abrasion work to define the desired geometry or the shape blank. It gives a rough surface.
- the size then gives a matt surface, the polishing brings back a certain shine and the buffing returns the original shine of the blown or pressed part.
- Polishing and buffing correspond to microfusion work.
- the intermediate stages combine the abrasion effect and the microfusion effect in variable proportions.
- Microfusion is an operation that occurs by heating between the glass and the polishing wheel. This results in a creep of the glass surface and a restoration of the shine. Previous abrasion defects due to roughing and size appear if the underlying layers destabilized at each grinding step have not been removed by each grinding wheel following the previous step.
- the disadvantages of the conventional system are, due to the use of various abrasives and the presentation of these, that is to say free for roughing operations using grains or agglomerated and free for finishing operations each operation must be carried out "separately".
- the total process time is therefore the sum of the separate times.
- the process which in the finishing phases is essentially manual, does not allow the control of the depth of successive passes. It is slow and expensive.
- the frustoconical or toric wheel can have an inside diameter of about 75 mm to 150 mm, preferably 90 mm, and an outside diameter of 100 mm to 200 mm, preferably 150 mm.
- the diamond strip 3 can have a width of 10 mm to 30 mm, preferably 15 mm and an outside diameter of 135 mm and an inside diameter of around 105 mm.
- the angle ⁇ of the axis of rotation 5 of the grinding wheel with the axis of rotation of the surface 1 can be approximately 2 to 45 degrees, preferably 4 degrees.
- the inclination ⁇ of the geometric axis 6 of the strip 3 depends on the eccentric position of the strip 3 on the frustoconical or toric flank of the grinding wheel 12.
- FIG. 5 partially shows the extreme positions (areas 8 and 9 of FIG. 2) occupied by the diamond strip 3 during each rotation of the grinding wheel 5, when the diamond strip 3 such as a veiled wheel turns in contact of the surface 1 around a center of rotation moving along the axis of rotation 5 of the grinding wheel 4.
- FIG. 5 an extreme position occupied by the diamond strip 3, in which its inner edge 10 is adjacent to the axis of rotation 2 of the surface 1 is shown in solid lines, while the other extreme position in which the outer edge 11 of the crown is adjacent to the axis of rotation 2 of the surface 2 is shown in phantom.
- Cerium oxide buffing can be applied directly and in minimum time. Manually, the operator performs the work in hidden time because the previous operations are automatic.
- the buffing can also be carried out automatically on one of the work stations, similar to each other, of the machine according to the invention.
- the buffing, which is by definition, the last polishing operation is for example carried out with a strip of felt under watering using a suspension of cerium oxide.
- FIG. 6 schematically shows how a flat grinding wheel provided with an eccentric abrasive strip 3 can be used.
- the abrasive strip becomes a diamond annular ring 23 driven in a rotational movement around an axis 26 distant from its geometric axis 24, by a distance less than the radius R of the ring, the axis of rotation 26 of this ring 23 being parallel to its geometric axis 24, as well as to the axis of rotation 2 of the surface to be treated.
- the hatched areas 8 and 9 represent the extreme contact areas of the diamond crown 3 with the surface 1.
- the area of contact of the latter with the surface to be treated 1 passes through the two aforementioned extreme positions shown diagrammatically by the areas 8 and 9.
- the inner edge 10 of the diamond crown 23 is adjacent to the axis of rotation 2 of the surface 1, while in the position represented by the area 9, it is the edge outside 11 of the diamond crown 23 which is adjacent thereto (see also FIG. 8).
- the diamond crown 23 is mounted eccentrically on the cup wheel 12 pivoting about the axis of rotation 26.
- the geometric axis 24 of the diamond crown 23 is offset with respect to the axis of rotation 26 by a distance D substantially equal to half the width L of the diamond crown 23.
- the cup wheel 12 is wedged on a floating shaft 13 of an electric motor 14.
- the axis of the shaft 13 is eccentric relative to the geometric axis 24 of the diamond crown 23.
- a substantially constant pressure is applied by the diamond crown 23 to the surface 1 during the treatment of the latter.
- This constant pressure is provided by the floating shaft 13 which is itself subjected to a thrust exerted by a fluid.
- the diamond crown 23 can have an outside diameter DE of 150 millimeters and the width L of the diamond crown 23 can be 15 millimeters.
- the distance D between the geometric axis 24 of the diamond crown and the axis of rotation 26 of the latter can be approximately 7.5 millimeters.
- the distance D can obviously be different from this value, but it must preferably be less than the radius R of the diamond crown 23.
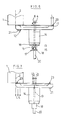
- FIG. 7 shows the cup wheel 12 moved by a half-turn relative to FIG. 6.
- FIG. 7 diagrams are shown at 21 of the unbalances mounted on the grinding wheel 12 carrying the diamond crown 23, these unbalances 21 being intended to balance the grinding wheel 12 and the crown 23, so as to prevent them from undergoing vibrations during of their rotational movements around the eccentric axis 26.
- FIG. 8 partially shows the extreme positions (areas 8 and 9 of FIG. 2) occupied by the diamond crown 23 rotating around its eccentric axis 6 in contact with the surface 1.
- FIG. 8 the position of the diamond crown 23, in which its inner edge 10 is adjacent to the axis of rotation 2 of the surface 1 is shown in solid lines, while the other extreme position in which the outer edge 11 of the crown is adjacent to the axis of rotation 2 of the surface 2 is shown in phantom.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Inorganic Chemistry (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
Abstract
Description
- La présente invention est relative à un procédé pour polir mécaniquement une surface d'un objet en matériau minéral à l'aide d'au moins une meule entraînée en rotation et d'une matière abrasive, éventuellement en plusieurs étapes, dans lequel on entraîne cette surface en rotation autour d'un axe de symétrie, en mettant celle-ci en contact avec la ou les meules susdites sous une pression d'application appropriée et constante pendant la durée du meulage et/ou du polissage, de manière à balayer cette surface et réaliser une profondeur de passe bien définie.
- Elle trouve sa principale application dans la verrerie, la cristallerie et la fabrication d'objets céramiques pour parachever une surface mate plus ou moins rugueuse selon les abrasifs utilisés résultant d'une opération d'ébauche, de taille ou d'enlèvement du pontil dans le cas d'une pièce moulée.
- Le procédé suivant la présente invention est un procédé pour polir mécaniquement une surface plane ou courbe d'un objet en verre, en cristal ou en matériau céramique tel qu'un verre à boire, un vase, un cendrier ou tout autre objet en matériau minéral présentant une surface plane ou à rayon de courbure de 150 mm à 1 m.
- On connaît un procédé pour polir et/ou adoucir une surface plane d'un objet en verre entraîné en rotation autour d'un axe perpendiculaire à cette surface, en maintenant celle-ci en contact avec une couronne abrasive d'une meule rotative tournant autour de son axe géométrique qui est parallèle à l'axe de rotation de la surface à traiter, de façon que cette surface soit balayée par la couronne abrasive.
- Ce procédé connu présente l'inconvénient de faire apparaître des marques ou stries sur la surface traitée. Pour éliminer ces stries, la surface traitée doit être soumise à un traitement de ponçage manuel, par exemple à l'aide d'un rodoir.
- On connaît aussi un procédé pour polir ou adoucir une surface plane d'un objet en verre dans lequel on utilise des machines complexes lourdes dans lesquelles une meule à boisseau portant une couronne abrasive effectue des mouvements orbitaux.
- Ce type de mouvement de la couronne abrasive permet d'éviter la formation de stries ou marques sur la surface traitée, mais exige l'emploi d'un équipement compliqué et coûteux. Ce procédé ne parvient pas à donner la finition voulue et en particulier à restaurer le lustre et la brillance à la surface traitée, qui conserve un aspect mat.
- Divers procédés connus sont utilisés à ce jour pour assurer la brillance des surfaces d'objets en verre, en cristal ou matières céramiques, devenues mates en raison d'une opération de meulage préalable.
- Un premier procédé couramment utilisé pour rendre brillante une surface meulée, consiste à immerger la surface à traiter dans une solution concentrée d'acides fluorhydrique et sulfurique. L'acide dissout le verre, élimine les aspérités des surfaces rugueuses à traiter et attaque, plus ou moins en profondeur, selon la composition du matériau, de la concentration du bain d'acide et de la durée du temps de contact, les couches sous-jacentes déstabilisées, dont l'élimination procure la brillance de la surface.
- La surface rendue brillante est rincée dans une solution aqueuse alcaline afin de neutraliser l'acide encore présent à la surface du verre et stopper ainsi les réactions chimiques qui entraînent la dissolution du verre en profondeur.
- Ce procédé largement répandu, notamment dans la gravure du verre et le polissage des pièces d'art en cristal taillé présente cependant de nombreux inconvénients décrits ci-dessous.
- La solution acide attaque le verre, le cristal ou le matériau céramique sur toute la surface en contact avec elle de la pièce immergée.
- La solution acide altère les portions de surface non taillées, initialement brillantes de la pièce en verre, cristal ou matériau céramique formée par pressage ou soufflage et immergée ensuite dans la solution acide. L'attaque à l'acide provoque une surface lisse qui a conservé son aspect brillant, mais présente des pores semblables à ceux d'une peau d'orange. La surface traitée est donc brillante, mais elle est moins lisse que la surface originellement soufflée ou pressée.
- En outre, les arêtes d'intersection des surfaces taillées et des surfaces produites initialement par soufflage ou pressage, sont émoussées et arrondies par l'attaque à l'acide. La netteté des arêtes vives obtenues par le taillage est dégradée par le traitement à l'acide. En outre, l'éclat originel du verre, du cristal ou du matériau céramique est terni. Après traitement à l'acide, une pièce, bien que taillée évoque plus une pièce pressée ou moulée, suivant l'importance de l'attaque à l'acide.
- Un deuxième inconvénient du traitement à l'acide est sa mise en oeuvre difficile et dangereuse. La solution d'acide est très corrosive et les émanations gazeuses de celle-ci sont très toxiques et une source de dangers graves pour les opérateurs.
- Les sels et les composants du verre, notamment les métaux dont le plomb, en suspension dans les liquides de rinçage, représentent un danger très grave de pollution pour les eaux environnantes. Les normes très strictes actuelles, anti-pollution, ont obligé les verriers utilisant des installations de polissage à l'acide, d'investir dans des installations d'épuration très coûteuses. Cependant, l'épuration n'est pas toujours complète, quoique d'un entretien à frais très élevés, ce qui amène à plus ou moins long terme les autorités locales ou nationales sensibilisées par la qualité de l'environnement, à interdire purement et simplement l'exploitation des procédés de polissage à l'acide.
- On a découvert à présent qu'il est possible d'éviter l'apparition de défauts dans la surface traitée d'un objet en verre en modifiant sans aucun procédé connu du type décrit dans le deuxième paragraphe de la page 2 du présent mémoire.
- On a découvert également qu'il est possible de procurer à une surface meulée, par polissage mécanique, à nouveau sa brillance, en utilisant la même machine connue que celle décrite ci-dessus, en adjoignant simplement une ou plusieurs étapes supplémentaires ne nécessitant aucun frais supplémentaire d'équipement.
- L'invention concerne un procédé pour polir mécaniquement une surface d'un objet en matériau minéral à l'aide d'au moins une meule entraînée en rotation et d'une matière abrasive, éventuellement en plusieurs étapes, dans lequel on entraîne cette surface en rotation autour d'un axe de symétrie, en mettant celle-ci en contact avec la ou les meules susdites sous une pression d'application appropriée et constante pendant la durée du meulage et/ou du polissage, de manière à balayer cette surface et réaliser une profondeur de passe bien définie. Ce procédé est essentiellement caractérisé en ce que dans l'une des étapes au moins de polissage, on fait tourner la couronne abrasive autour d'un axe incliné ou excentré par rapport à l'axe géométrique de celle-ci.
- Dans un mode de mise en oeuvre particulier de l'invention, on utilise une meule présentant un flanc tronconique ou torique garnie d'un bandeau de matière abrasive, et on fait tourner la meule autour d'un axe incliné par rapport à l'axe de rotation de la surface à traiter de manière à appliquer ladite meule le long d'une génératrice de contact, contre l'objet à polir, sous la pression susdite. L'angle d'inclinaison de l'axe de rotation de la meule par rapport à la surface à traiter est égal à la moitié de l'angle au sommet du tronc de cône de la meule.
- Suivant une particularité de l'invention, on garnit le flanc de la meule tronconique ou torique d'un bandeau de matière abrasive porté par un support en matériau élastique compressible de manière à engendrer, le long de la génératrice de contact entre l'objet à polir et la meule, une surface de contact généralement elliptique.
- Dans un mode particulier de mise en oeuvre du procédé suivant l'invention, on place le bandeau excentriquement sur le flanc de la meule et on fait tourner le bandeau de matière abrasive autour d'un axe décalé par rapport à son axe géométrique d'une distance inférieure au rayon moyen du flanc tronconique ou torique, l'axe de rotation du bandeau étant incliné par rapport à son axe géométrique et par rapport à l'axe de rotation de la surface précitée.
- Lorsque l'angle au sommet de la meule tronconique est un angle plat, la meule est plane et le bandeau adhésif devient une couronne annulaire excentrée. La meule est entraînée en rotation dans le même plan que la surface à polir. De ce fait, l'axe de rotation de la couronne annulaire excentrée est parallèle à l'axe géométrique de celle-ci. L'excentrement de la couronne par rapport à l'axe géométrique est une distance inférieure au rayon de la couronne.
- Dans ce mode de mise en oeuvre particulier du procédé suivant l'invention, on constate qu'au cours de chaque tour de mouvement de rotation de la couronne abrasive autour d'un axe de rotation excentré parallèle à l'axe géométrique de celle-ci, son aire de contact avec la surface à traiter passe d'une position dans laquelle le bord inférieur de la couronne est adjacent à l'axe de rotation de ladite surface, à une autre position dans laquelle le bord extérieur de la couronne est adjacent à l'axe de rotation de ladite surface.
- La meule à flanc tronconique ou torique assure avantageusement une surface restreinte de contact permettant pendant le polissage un échauffement très localisé qui amène la microfusion à la surface du matériau à polir.
- Un avantage appréciable du procédé de polissage mécanique selon l'invention réside dans la possibilité d'automatiser et de combiner le dégrossissage, la taille et le polissage d'une surface en matériau minéral, soit en utilisant diverses machines avec des organes de transfert d'une machine à l'autre, soit en utilisant une seule machine où les stations de meulage sont disposées de façon à recevoir successivement l'objet à traiter. De cette façon, les objets peuvent être chargés en continu, ce qui permet à toutes les machines dans le premier cas et à toutes les stations dans le second cas, de travailler en continu.
- Il en résulte que le temps total n'excède pas le temps de transfert (temps mort) plus le temps de travail le plus long.
- Ces opérations peuvent évidemment être robotisées.
- Le but final est de permettre d'accéder au poli parfait (optique) par un procédé complétement automatique, rendant possible la production de surfaces de verre ou de cristal qui étaient seulement accessibles par des procédés manuels et empiriques.
- C'est ce que tous les verriers et cristalliers recherchent aujourd'hui : restaurer la splendeur passée du cristal de façon économique et contrôlée pour pouvoir éliminer au maximum les procédés existant actuellement et principalement les procédés de polissage à l'acide.
- L'opération de meulage et de polissage mécanique s'effectue généralement en plusieurs étapes en mettant en oeuvre successivement des meules abrasives de grains de plus en plus fins.
- La dernière opération peut par exemple être effectuée avec un bandeau de feutre sous arrosage à l'aide d'une suspension d'oxyde de cérium. L'anneau de feutre est monté de préférence sur un support spongieux élastique.
- L'invention concerne également une machine pour meuler et polir mécaniquement une surface sensiblement plane à l'aide d'au moins une meule par le procédé décrit plus haut, machine comprenant une tête de préhension pour serrer et centrer l'objet à polir, un moyen de mise en rotation de la tête de préhension et de l'objet autour d'un axe de rotation, un moyen d'amenée d e la tête de préhension et de l'objet vers la meule entraînée en rotation pour l'appliquer sur celle-ci sous une pression pneumatique appropriée et constante pendant la durée du meulage et ou du polissage, la meule présentant un flanc tronconique ou torique, garni d'un bandeau de matière abrasive, autour d'un axe incliné par rapport à l'axe de rotation de la surface, de manière à appliquer ladite meule, le long d'une génératrice de contact, contre l'objet à polir, sous la pression susdite.
- Selon une particularité de la machine suivant l'invention, le bandeau de matière abrasive est fixe, oblique et excentré par rapport à l'axe de rotation de la meule et décalé par rapport à cet axe d'une distance sensiblement égale à la largeur du bandeau de matière abrasive.
- D'autres particularités et détails du procédé et de la machine suivant l'invention apparaîtront au cours de la description suivante dans laquelle il est fait référence aux dessins schématiques ci-annexés.
- Dans ces dessins :
- - la figure 1 est une vue schématique en élevation latérale illustrant le procédé pour polir ou adoucir une surface d'un objet en verre à l'aide d'une meule tronconique;
- - la figure 2 est une vue en plan d'une meule tronconique portant un bandeau annulaire diamanté excentré;
- - la figure 3 est une vue en élevation montrant une meule à flanc tronconique portant un bandeau diamanté annulaire dont l'axe de rotation est éloigné par rapport à son centre, cette figure montrant également un moteur à arbre flottant sur lequel est calée la meule;
- - la figure 4 est une vue semblable à celle de la figure 1 illustrant le procédé suivant la présente invention pour adoucir une surface courbe en verre à l'aide d'une meule torique;
- - la figure 5 est une vue en plan montrant les positions extrêmes de déplacement de l'aire de contact entre la surface à traiter et le bandeau incliné et excentré fixé sur la surface latérale d'une meule tronconique;
- - la figure 6 est une vue en élevation latérale similaire à celle de la figure 1, illustrant la mise en oeuvre dans le procédé selon l'invention, d'une meule plane portant sur une face latérale, un bandeau abrasif excentré constituant une couronne annulaire abrasive excentrée;
- - la figure 7 est une vue en élevation montrant une meule à boisseau portant une couronne diamantée circulaire dont l'axe de rotation est éloigné par rapport à cette figure montrant également un moteur à arbre flottant sur lequel est calé la meule;
- - la figure 8 est une vue partielle en élevation latérale montrant les positions extrêmes occupées par la couronne diamantée au contact de la surface à traiter, au cours de son mouvement excentrique de rotation.
- Dans ces différentes figures, les mêmes signes de référence désignent des éléments identiques ou analoques.
- Comme illustré à la figure 1, une surface plane 1 à traiter, de forme circulaire ou d'une autre forme, par exemple polygonale, est animée d'un mouvement de rotation, par exemple dans le sens de la flèche X avec un bandeau diamanté annulaire 3 d'une meule rotative 4 de forme tronconique ou torique, la meule 4 tournant autour de son axe de rotation 5 incliné d'un angle α par rapport à l'axe 2. Le bandeau 3 est animé d'un mouvement de rotation dans le sens de la flèche Y autour de son axe géométrique 6 incliné à son tour d'un angle β par rapport à l'axe de rotation 5 de la meule 4. Les vitesses et les sens de rotation de la surface 1 et du bandeau diamanté 3 peuvent être identiques ou différents.
- Comme le montre la figure 1, la surface 1 est constamment en contact avec le bandeau diamanté 3 par une génératrice de contact 7 qui coupe l'axe de rotation 2 de la surface 1. La surface 1 peut être celle d'un objet à polir 19 fixé à une tête de préhension 18, cette tête étant mise en rotation autour d'un arbre 20. La tête de préhension 18 peut êtr e déplacée par un moyen d'amenée 21 de manière à appliquer la surface à traiter 1 contre le bandeau 3.
- Pendant les mouvements de rotation de la surface 1 et de la couronne diamentée 3 en contact avec cette surface, celle-ci est balayée entièrement par le bandeau diamanté 3.
- En raison de la position excentrée du bandeau diamanté 3, ce dernier est en contact, au cours de sa rotation, avec des aires successives de la surface en verre 1. A la figure 5, l'aire hachurée 8 représente une aire de contact de la couronne diamantée 3 avec la surface 1. Comme le révèle la figure 1, l'aire de contact entre le bandeau 3 et la surface à traiter 1 est déplacée par translation d'un chariot 17 dans le sens des flèches Z.
- La figure 3 montre une meule tronconique ou torique 4 portant le bandeau diamanté 3 excentré. Cette meule 4 est calée sur un arbre flottant 13 d'un moteur 14. L'axe 5 de l'arbre 13 est incliné d'un angle α par rapport à l'axe géométrique 2 de la surface à traiter 1 (voir figure 4).
- Une pression sensiblement constante est appliquée par la couronne diamantée 3 sur la surface 1 au cours du traitement de celle-ci. Cette pression constante est assurée par l'arbre flottant 13 qui est soumis lui-même à une poussée exercée par un fluide comme décrit dans le brevet belge N o 696.828. En raison de la présence d'un support en matériau élastique, cette pression assure à la meule une surface restreinte de contact 8 généralement elliptique permettant pendant le polissage un échauffement très localisé qui amène la microfusion à la surface 1 du matériau à polir.
- Le meulage et le polissage du verre jusqu'à la finition mécanique classique comporte quatre étapes de travail:
- le dégrossissage ou l'ébauche avec un abrasif, généralement libre de carbure de silicium ou fixe tel que le diamant;
- la taille avec un abrasif plus dur tel que le corindon ou le diamant;
- le polissage avec un abrasif tel que la pierre ponce sur un support de liège, et
-le lustrage avec un abrasif tel que l'oxyde de cérium sur support à base de tissus. - La première étape correspond à un travail d'abrasion pour définir la géométrie désirée ou l'ébauche de forme. Elle donne une surface rugueuse.
- La taille donne ensuite une surface mate, le polissage ramène un certain éclat et le lustrage rend le brillant originel de la pièce soufflée ou pressée.
- Le polissage et le lustrage correspondent à un travail de microfusion. Selon les abrasifs et les méthodes de travail utilisés, les étapes intermédiares combinent dans des proportions variables l'effet d'abrasion et l'effet de microfusion.
- La microfusion est une opération qui se produit par échauffement entre le verre et la roue de polissage. Il en résulte un fluage de la surface en verre et une restauration de la brillance. Les défauts d'abrasion antérieurs dus au dégrossissage et à la taille apparaissent si les couches sous-jacentes déstabilisées à chaque étape de meulage n'ont pas été enlevées par chaque meule qui suit l'étape antérieure.
- Si les étapes de meulage préparatoires ont été correctement faites, la qualité du poli restaure la brillance complète du verre. Il est donc primordial de garder la maîtrise des étapes successives du meulage afin que chaque étape en aval d'une autre en enlève non seulement le "métier c'est-à-dire les traces visibles d'usinage mais enlève également suffisamment de matière pour dégager entièrement la couche déstabilisée sous-jacente.
- Les inconvénients du système classique sont, en raison de l'utilisation de divers abrasifs et de la présentation de ceux-ci, c'est-à-dire libres pour les opérations d'ébauche à l'aide de grains ou agglomérés et libres pour les opérations de finition chaque opération doit être réalisée "en séparé". Le temps total du procédé est donc la somme des temps séparés. De plus il est nécessaire de prévoir des nettoyages intermédiaires sous pe ine de véhiculer des grains d'un abrasif de dégrossissage tel que le carbure de silicium ou diamant vers un poste de finition. Le procédé qui dans les phases de finition est essentiellement manuel, ne permet pas le contrôle de la profondeur des passes successives. Il est lent et coûteux.
- La meule tronconique ou torique peut avoir un diamètre intérieur d'environ 75 mm à 150 mm, de préférence 90 mm et un diamètre extérieur de 100 mm à 200 mm, de préférence 150 mm.
- Le bandeau diamanté 3 peut avoir une largeur de 10 mm à 30 mm, de préférence 15 mm et un diamètre extérieur de 135 mm et un diamètre intérieur de 105 mm environ.
- L'angle α de l'axe de rotation 5 de la meule avec l'axe de rotation de la surface 1 peut être d'environ 2 à 45 degrés, de préférence 4 degrés. L'inclinaison β de l'axe géométrique 6 du bandeau 3 dépend de la position excentrée du bandeau 3 sur le flanc tronconique ou torique de la meule 12.
- A la figure 3, on a schématisé en 15 des balourds montés sur la meule 4 portant la couronne diamantée 3, ces balourds 15 étant destinés à équilibrer la meule 4 et la couronne 3, de façon à empêcher qu'elles subissent des vibrations au cours de leurs mouvements de rotation.
- Les moyens utilisés dans le procédé décrit ci-dessus sont:
- 1) Un choix judicieux d'outils à concrétion diamantée à liant métallique ou résinoîde tels que décrits dans la demande de brevet européen n o 793027921 publiée sous le n o 13486 au nom de INTERFACE DEVELOPMENTS LIMITED;
- 2) les outils peuvent être lubrifiés uniquement à l'eau perdue, chargée d'additifs tel que tensio-actifs ou autres (bio-dégradables), ce qui permet de grouper les stations de dégrossissage, de taille et de polissage, à la limite dans une même machine transfert sans danger de perturber les opérations d'aval par rapport aux opérations d'amont;
- 3) la haute précision de positionnement relatif du verre par rapport à chaque meule;
- 4) la haute précision dans la géométrie des outils (faux-rond, rigidité des broches porte-meules et porte-pièces, absence de vibrations);
- 5) le montage des outils sur des broches à déplacement flottant sur leur axe de révolution, permettant un contrôle de la pression sur le verre et, si nécessaire, une progammation de la pression pendant le cycle de travail;
- 6) le contrôle rigoureux de la profondeur de passe de chaque station de travail;
- 7) lors du dégrossissage et de la taille les outils sont disposés de façon sécante par rapport au verre en rotation;
- 8) lors du polissage, les meules abrasives (diamantées ou autres) ont une aire de contact avec la surface à traiter au moins égale à une génératrice de contact. L'axe de révolution de la meule 4 est généralement oblique par rapport à l'axe de révolution de la surface à traiter (voir la figure 1). L'angle d'inclinaison α dépend de l'angle au sommet du cône. L'outil est donc du type "conique" dans le cas du polissage d'une surface plane et du type "torique" dans le cas du polissage d'une surface sphérique. Dans le cas du polissage d'une surface plane, la conicité des outils de polissage dépend de la souplesse de l'outil. Dans le cas du polissage d'une surface sphérique, la génératrice de l'outil torique est un arc de circonférence de même rayon que celui de la surface à polir et le rayon de la directrice du tore dépend de la souplesse de l'outil. La disposition de la meule par rapport à la surface à traiter permet d'augmenter la pression spécifique. Cette façon de faire provoque un échauffement très localisé qui amène la microfusion dans les phases finales du polissage;
- 9) dans une situation extrême, l'angle au sommet de la meule est égal à 180°. La meule est alors plane et le bandeau abrasif est constitué d'une couronne annulaire abrasive montée excentrée par rapport à son axe géométrique;
- 10)un éloignement micromé trique du verre par rapport à la meule et/ou une réduction progressive de la pression de contact permettra le rodage final et amplifiera la phase de microfusion;
- 11)un mouvement de va-et-vient, programmé en fonction de la surface à polir, ainsi q'une vitesse adéquate d'entraînement de l'objet à polir, permettent d'obtenir des surfaces géométriquement "parfaites".
- Les résultats obtenus sur des surfaces en verre ou en cristal, brutes à tailler en surface plane (ou sphérique concave) sont, sur un diamètre de 90 mm :
- rugosité Ra (CLA) = 2 micro-inches, alors que le poli optique est de 1 micro-inch;
- planéité de la surface de l'ordre de 0,01 mm. - La figure 5 montre partiellement les positions extrêmes (aires 8 et 9 de la figure 2) occupées par le bandeau diamanté 3 au cours de chaque tour de rotation de la meule 5, lorsque le bandeau 3 diamanté tel qu'une roue voilée tourne au contact de la surface 1 autour d'un centre de rotation se déplaçant le long de l'axe de rotation 5 de la meule 4.
- A la figure 5, une position extrême occupée par le bandeau diamanté 3, dans laquelle son bord intérieur 10 est adjacent à l'axe de rotation 2 de la surface 1 est montrée en traits pleins, tandis que l'autre position extrême dans laquelle le bord extérieur 11 de la couronne est adjacent à l'axe de rotation 2 de la surface 2 est montrée en traits mixtes.
- Le lustrage à l'oxyde de cérium peut être appliqué directement et en un temps minimum. Manuellement, l'opérateur effectue le travail en temps masqué car les opérations antérieures sont automatiques. Le lustrage peut aussi être effectué automatiquement sur un des postes de travail, semblables entre eux, de la machine selon l'invention. Le lustrage, qui est par définition, la dernière opération de polissage est par exemple effectuée avec un bandeau de feutre sous arrosage à l'aide d'une suspension d'oxyde de cérium.
- La figure 6 montre schématiquement comment une meule plane pourvue d'un bandeau abrasif 3 excentré peut être mise en oeuvre.
- Dans ce procédé, le bandeau abrasif devient une couronne annulaire diamantée 23 animée d'un mouvement de rotation autour d'un axe 26 éloigné, par rapport à son axe géométrique 24, d'une distance inférieure au rayon R de la couronne, l'axe de rotation 26 de cette couronne 23 étant parallèle à son axe géométrique 24, ainsi qu'à l'axe de rotation 2 de la surface à traiter.
- En raison de la position excentrée de l'axe de rotation 26 de la couronne diamantée 23, cette dernière est en contact, au cours de sa rotation, avec des aires successives de la surface en verre 1. A la figure 2, les aires hachurées 8 et 9 représentent des aires de contact extrêmes de la couronne diamantée 3 avec la surface 1. Comme le révèle la figure 2, au cours de chaque tour entier de rotation de la couronne diamantée 3, l'aire de contact de celle-ci avec la surface à traiter 1 passe par les deux positions extrêmes susdites schématisées par les aires 8 et 9.
- Dans la position représentée par l'aire 8, le bord intérieur 10 de la couronne diamantée 23 est adjacent à l'axe de rotation 2 de la surface 1, tandis que dans la position représentée par l'aire 9, c'est le bord extérieur 11 de la couronne diamantée 23 qui y est adjacent (voir également la figure 8).
- Comme on le voit à la figure 6, la couronne diamantée 23 est montée de manière excentrée sur la meule à boisseau 12 pivotant autour de l'axe de rotation 26. L'axe géométrique 24 de la couronne diamantée 23 est décalé par rapport à l'axe de rotation 26 d'une distance D sensiblement égale à la moitié de la largeur L de la couronne diamantée 23.
- La demanderesse a constaté qu'une surface en verre traitée par une couronne diamantée tournant autour d'un axe excentré par rapport à son axe géomatrique est exempte des défauts se manifestant lors de la mise en oeuvre du procédé connu évoqué plus haut aux pages 1 et 2.
- Comme dans le procéd é susdit, la meule à boisseau 12 est calée sur un arbre flottant 13 d'un moteur électrique 14. L'axe de l'arbre 13 est excentré par rapport à l'axe géométrique 24 de la couronne diamantée 23.
- Une pression sensiblement constante est appliquée par la couronne diamantée 23 sur la surface 1 au cours du traitement de celle-ci. Cette pression constante est assurée par l'arbre flottant 13 qui est soumis lui-même à une poussée exercée par un fluide.
- Dans sa position de repos, l'extrémité inférieure 15 de l'arbre 13 prend appui sur une bille 16 constituant le piston d'un cylindre de poussée 17, dont le corps 18 est fixé au carter 19 du moteur 14, et est raccordée à un tuyau 20 d'air comprimé.
- Lorsque le traitement de la surface 1 à polir est entamé, une pression d'air comprimé est admise dans la soupape 17 à travers le tuyau 20 d'alimentation de celle-ci. Sous l'effet de cette pression la bille 16 soulève l'arbre 13 de façon que la couronne diamantée 23 soit maintenue en contact avec la surface 1 à traiter en exerçant sur celle-ci une pression sensiblement constante.
- La couronne diamantée 23 peut avoir un diamètre extérieur DE de 150 millimètres et la largeur L de la couronne diamantée 23 peut être de 15 millimètres. La distance D entre l'axe géométrique 24 de la couronne diamantée et l'axe de rotation 26 de celle-ci peut être d'environ 7,5 millimètres. La distance D peut évidemment être différente de cette valeur, mais elle doit être, de préférence inférieure au rayon R de la couronne diamantée 23.
- La figure 7 montre la meule à boisseau 12 mue d'un demi-tour par rapport à la figure 6.
- A la figure 7, on a schématisé en 21 des balourds montés sur la meule 12 portant la couronne diamantée 23, ces balourds 21 étant destinés à équilibrer la meule 12 et la couronne 23, de façon à empêcher qu'elles subissent des vibrations au cours de leurs mouvements de rotation autour de l'axe excentré 26.
- Il est évident que 'invention n'est pas limitée aux détails décrits ci-dessus et que ces détails pourront être modifiés sans sortir du cadre de cette invention.
- La figure 8 montre partiellement les positions extrêmes (aires 8 et 9 de la figure 2) occupées par la couronne diamantée 23 tournant autour de son axe excentré 6 au contact de la surface 1.
- A la figure 8, la posistion de la couronne diamantée 23, dans laquelle son bord intérieur 10 est adjacent à l'axe de rotation 2 de la surface 1 est montrée en traits pleins, tandis que l'autre position extrême dans laquelle le bord extérieur 11 de la couronne est adjacent à l'axe de rotation 2 de la surface 2 est montrée en traits mixtes.
Claims (21)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT87870115T ATE71008T1 (de) | 1986-08-19 | 1987-08-18 | Verfahren und vorrichtung zum mechanischen schleifen und polieren der flaeche eines mineralischen materials, insbesondere aus glas. |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BE0/217058A BE905292A (fr) | 1986-08-19 | 1986-08-19 | Procede pour polir ou adoucir une surface plane d'un objet en verre. |
| BE217058 | 1986-08-19 | ||
| BE8700437A BE1000491A5 (fr) | 1987-04-22 | 1987-04-22 | Procede et machine pour meuler et polir mecaniquement une surface en materiau mineral, plus specialement en verre. |
| BE8700437 | 1987-04-22 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0257013A2 true EP0257013A2 (fr) | 1988-02-24 |
| EP0257013A3 EP0257013A3 (en) | 1988-05-11 |
| EP0257013B1 EP0257013B1 (fr) | 1992-01-02 |
Family
ID=25655021
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP87870115A Expired - Lifetime EP0257013B1 (fr) | 1986-08-19 | 1987-08-18 | Procédé et machine pour meuler et polir mécaniquement une surface en matériau minéral, plus spécialement en verre |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0257013B1 (fr) |
| JP (1) | JPH01121159A (fr) |
| DE (1) | DE3775655D1 (fr) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE1002432A4 (nl) * | 1986-09-24 | 1991-02-05 | Lindner Maschinen Gmbh W | Bewerkingstoestel voor de bewerking der randzones van glaswaren. |
| US5514025A (en) * | 1991-05-24 | 1996-05-07 | Shin-Etsu Handotai Co. Ltd. | Apparatus and method for chamfering the peripheral edge of a wafer to specular finish |
| EP0868976A2 (fr) * | 1997-03-06 | 1998-10-07 | Keltech Engineering | Procédé et dispositif de polissage pour le polissage à grande vitesse avec un plateau abrasif rotatif |
| CN102452034A (zh) * | 2010-10-26 | 2012-05-16 | 洛阳北方玻璃技术股份有限公司 | 玻璃圆孔自动抛光机 |
| CN102601691A (zh) * | 2012-04-06 | 2012-07-25 | 大连理工大学 | 一种圆锥面磨削方法 |
| CN113681440A (zh) * | 2021-09-24 | 2021-11-23 | 义乌工商职业技术学院 | 加工圆柱工件的液动压抛光设备 |
| CN114425737A (zh) * | 2022-01-26 | 2022-05-03 | 黄河水利职业技术学院 | 一种接口锥智能超声抛光清洗装置 |
| CN117020911A (zh) * | 2023-10-09 | 2023-11-10 | 河南百合特种光学研究院有限公司 | 灯杯整形抛光工艺及装置 |
| CN117067051A (zh) * | 2023-10-18 | 2023-11-17 | 赣州得辉达科技有限公司 | 一种音响外壳自动打磨装置 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006068888A (ja) * | 2004-09-06 | 2006-03-16 | Speedfam Co Ltd | 定盤の製造方法及び平面研磨装置 |
| CN106002550B (zh) * | 2016-06-08 | 2018-06-29 | 芜湖万辰电光源科技有限公司 | 玻璃杯打磨一体机 |
| CN108789124A (zh) * | 2018-07-06 | 2018-11-13 | 福建福晶科技股份有限公司 | 一种锥形产品的加工方法 |
| CN110788698B (zh) * | 2019-10-14 | 2020-11-06 | 上海交通大学 | 基于雾化CeO2辅助轴向进给的磨削加工方法、系统、介质及设备 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2676439A (en) * | 1952-07-18 | 1954-04-27 | Baker Dan Dysart | Rotary sander |
| FR1268852A (fr) * | 1959-10-17 | 1961-08-04 | Fortuna Werke Spezialmaschinen | Procédé et appareil pour l'équilibrage dynamique et statique de machines à meuler équipées d'un indicateur d'oscillations |
| US3007288A (en) * | 1957-12-16 | 1961-11-07 | Pilkington Brothers Ltd | Production of polished bevels on glass plates |
| US3030744A (en) * | 1960-03-08 | 1962-04-24 | Harig Mfg Corp | Air film bearing for machine tools |
| US3119210A (en) * | 1961-08-08 | 1964-01-28 | Roland E Doeden | Air operated tool |
| BE696828A (fr) * | 1967-04-10 | 1967-09-18 | ||
| DE2016615A1 (de) * | 1970-04-08 | 1971-10-28 | Vüleroy & Boch, Keramische Werke KG, 6642 Mettlach | Vorrichtung zum Schleifen des Bodens von Glasern |
| US3624969A (en) * | 1970-07-15 | 1971-12-07 | American Optical Corp | Lens generating apparatus |
| US3742653A (en) * | 1970-08-05 | 1973-07-03 | Toyoda Machine Works Ltd | Control devices for the radial displacement of shafts |
| EP0123891A2 (fr) * | 1983-03-31 | 1984-11-07 | Comadur SA | Procédé pour former une lentille convergente dans une plaque d'un matériau minéral transparent |
| EP0124161A2 (fr) * | 1983-04-27 | 1984-11-07 | Ermanno Pacini | Rouleau tronconique avec surface abrasive pour machine de polissage munie de rouleaux tronconiques |
-
1987
- 1987-08-18 DE DE8787870115T patent/DE3775655D1/de not_active Expired - Lifetime
- 1987-08-18 EP EP87870115A patent/EP0257013B1/fr not_active Expired - Lifetime
- 1987-08-19 JP JP20428887A patent/JPH01121159A/ja active Pending
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2676439A (en) * | 1952-07-18 | 1954-04-27 | Baker Dan Dysart | Rotary sander |
| US3007288A (en) * | 1957-12-16 | 1961-11-07 | Pilkington Brothers Ltd | Production of polished bevels on glass plates |
| FR1268852A (fr) * | 1959-10-17 | 1961-08-04 | Fortuna Werke Spezialmaschinen | Procédé et appareil pour l'équilibrage dynamique et statique de machines à meuler équipées d'un indicateur d'oscillations |
| US3030744A (en) * | 1960-03-08 | 1962-04-24 | Harig Mfg Corp | Air film bearing for machine tools |
| US3119210A (en) * | 1961-08-08 | 1964-01-28 | Roland E Doeden | Air operated tool |
| BE696828A (fr) * | 1967-04-10 | 1967-09-18 | ||
| DE2016615A1 (de) * | 1970-04-08 | 1971-10-28 | Vüleroy & Boch, Keramische Werke KG, 6642 Mettlach | Vorrichtung zum Schleifen des Bodens von Glasern |
| US3624969A (en) * | 1970-07-15 | 1971-12-07 | American Optical Corp | Lens generating apparatus |
| US3742653A (en) * | 1970-08-05 | 1973-07-03 | Toyoda Machine Works Ltd | Control devices for the radial displacement of shafts |
| EP0123891A2 (fr) * | 1983-03-31 | 1984-11-07 | Comadur SA | Procédé pour former une lentille convergente dans une plaque d'un matériau minéral transparent |
| EP0124161A2 (fr) * | 1983-04-27 | 1984-11-07 | Ermanno Pacini | Rouleau tronconique avec surface abrasive pour machine de polissage munie de rouleaux tronconiques |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE1002432A4 (nl) * | 1986-09-24 | 1991-02-05 | Lindner Maschinen Gmbh W | Bewerkingstoestel voor de bewerking der randzones van glaswaren. |
| US5514025A (en) * | 1991-05-24 | 1996-05-07 | Shin-Etsu Handotai Co. Ltd. | Apparatus and method for chamfering the peripheral edge of a wafer to specular finish |
| EP0868976A2 (fr) * | 1997-03-06 | 1998-10-07 | Keltech Engineering | Procédé et dispositif de polissage pour le polissage à grande vitesse avec un plateau abrasif rotatif |
| EP0868976A3 (fr) * | 1997-03-06 | 2000-08-23 | Keltech Engineering | Procédé et dispositif de polissage pour le polissage à grande vitesse avec un plateau abrasif rotatif |
| CN102452034B (zh) * | 2010-10-26 | 2013-08-14 | 洛阳北方玻璃技术股份有限公司 | 玻璃圆孔自动抛光机 |
| CN102452034A (zh) * | 2010-10-26 | 2012-05-16 | 洛阳北方玻璃技术股份有限公司 | 玻璃圆孔自动抛光机 |
| CN102601691A (zh) * | 2012-04-06 | 2012-07-25 | 大连理工大学 | 一种圆锥面磨削方法 |
| CN113681440A (zh) * | 2021-09-24 | 2021-11-23 | 义乌工商职业技术学院 | 加工圆柱工件的液动压抛光设备 |
| CN113681440B (zh) * | 2021-09-24 | 2022-11-08 | 义乌工商职业技术学院 | 加工圆柱工件的液动压抛光设备 |
| CN114425737A (zh) * | 2022-01-26 | 2022-05-03 | 黄河水利职业技术学院 | 一种接口锥智能超声抛光清洗装置 |
| CN117020911A (zh) * | 2023-10-09 | 2023-11-10 | 河南百合特种光学研究院有限公司 | 灯杯整形抛光工艺及装置 |
| CN117020911B (zh) * | 2023-10-09 | 2024-01-16 | 河南百合特种光学研究院有限公司 | 灯杯整形抛光工艺及装置 |
| CN117067051A (zh) * | 2023-10-18 | 2023-11-17 | 赣州得辉达科技有限公司 | 一种音响外壳自动打磨装置 |
| CN117067051B (zh) * | 2023-10-18 | 2023-12-26 | 赣州得辉达科技有限公司 | 一种音响外壳自动打磨装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH01121159A (ja) | 1989-05-12 |
| EP0257013A3 (en) | 1988-05-11 |
| DE3775655D1 (de) | 1992-02-13 |
| EP0257013B1 (fr) | 1992-01-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0257013B1 (fr) | Procédé et machine pour meuler et polir mécaniquement une surface en matériau minéral, plus spécialement en verre | |
| EP1606079B1 (fr) | Machine de meulage de verres optiques | |
| FR2690639A1 (fr) | Dispositif pour le travail de finition du pourtour de verres de lunettes. | |
| BE1001701A3 (fr) | Meule a boisseau et utilisation de celle-ci pour le meulage et le polissage mecaniques du verre. | |
| GB2342060A (en) | Wafer edge polishing | |
| BE1000491A5 (fr) | Procede et machine pour meuler et polir mecaniquement une surface en materiau mineral, plus specialement en verre. | |
| EP0344142B1 (fr) | Procédé de tronçonnage-flettage combinés à l'aide d'outils abrasifs d'articles de verrerie ou de cristallerie et dispositif mettant en oeuvre le procédé | |
| JP2000317835A5 (fr) | ||
| JP3290235B2 (ja) | 研摩方法及び研摩装置 | |
| CN212095630U (zh) | 一种航空零部件打磨抛光装置 | |
| FR2677912A1 (fr) | Dispositif et procede pour arrondir les aretes de disques semiconducteurs. | |
| FR2575101A1 (fr) | Outil pour l'usinage de surfaces optiques et machine utilisant un tel outil | |
| JP2008142836A (ja) | ブラシ研削装置及びブラシ研削方法 | |
| BE905292A (fr) | Procede pour polir ou adoucir une surface plane d'un objet en verre. | |
| JPH01274958A (ja) | ウエハ外周部の鏡面研磨方法 | |
| CN216066965U (zh) | 一种石油机械工件加工用研磨装置 | |
| JP2001001262A (ja) | 総型工具のツルーイング方法およびツルアー | |
| JP2000246635A (ja) | 砥石の再生方法およびその装置 | |
| BE1005799A3 (fr) | Meule pour le decoupage ou le polissage de diamants. | |
| JPH02185359A (ja) | 研削方法及びその装置 | |
| JP2561969Y2 (ja) | 平面研削盤のドレッシング装置 | |
| JP3065395U (ja) | 流体球面研磨機 | |
| JPH0569309A (ja) | 超仕上方法 | |
| JPH06126618A (ja) | 砥石成形用の研削盤 | |
| JPH0440851Y2 (fr) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19881003 |
|
| 17Q | First examination report despatched |
Effective date: 19900209 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19920102 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19920102 Ref country code: AT Effective date: 19920102 |
|
| REF | Corresponds to: |
Ref document number: 71008 Country of ref document: AT Date of ref document: 19920115 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3775655 Country of ref document: DE Date of ref document: 19920213 |
|
| ITF | It: translation for a ep patent filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19920413 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19920817 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19920818 Year of fee payment: 6 Ref country code: DE Payment date: 19920818 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19920828 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19920831 Ref country code: LI Effective date: 19920831 Ref country code: CH Effective date: 19920831 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19920903 Year of fee payment: 6 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19930818 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19930819 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19930831 |
|
| BERE | Be: lapsed |
Owner name: BIEBUYCK LEON Effective date: 19930831 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19930818 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19940429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19940503 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| EUG | Se: european patent has lapsed |
Ref document number: 87870115.0 Effective date: 19940310 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050818 |