EP0157575B1 - Verfahren zur Verringerung der Breite von Platten durch Pressen und Presse hierzu - Google Patents
Verfahren zur Verringerung der Breite von Platten durch Pressen und Presse hierzu Download PDFInfo
- Publication number
- EP0157575B1 EP0157575B1 EP85302071A EP85302071A EP0157575B1 EP 0157575 B1 EP0157575 B1 EP 0157575B1 EP 85302071 A EP85302071 A EP 85302071A EP 85302071 A EP85302071 A EP 85302071A EP 0157575 B1 EP0157575 B1 EP 0157575B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- slab
- anvils
- width
- pressing
- slabs
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000003825 pressing Methods 0.000 title claims description 75
- 230000009467 reduction Effects 0.000 title claims description 67
- 238000000034 method Methods 0.000 title claims description 30
- 238000005096 rolling process Methods 0.000 claims description 52
- 230000010355 oscillation Effects 0.000 claims description 4
- 210000002105 tongue Anatomy 0.000 description 20
- 238000010008 shearing Methods 0.000 description 7
- 210000000988 bone and bone Anatomy 0.000 description 6
- 238000010438 heat treatment Methods 0.000 description 6
- 238000004513 sizing Methods 0.000 description 6
- 230000007547 defect Effects 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 5
- 238000009749 continuous casting Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 238000009434 installation Methods 0.000 description 4
- 230000001419 dependent effect Effects 0.000 description 3
- 230000012010 growth Effects 0.000 description 2
- 238000005098 hot rolling Methods 0.000 description 2
- 241000251468 Actinopterygii Species 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B15/00—Arrangements for performing additional metal-working operations specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J1/00—Preparing metal stock or similar ancillary operations prior, during or post forging, e.g. heating or cooling
- B21J1/04—Shaping in the rough solely by forging or pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/02—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling heavy work, e.g. ingots, slabs, blooms, or billets, in which the cross-sectional form is unimportant ; Rolling combined with forging or pressing
- B21B1/024—Forging or pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J13/00—Details of machines for forging, pressing, or hammering
- B21J13/02—Dies or mountings therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B2263/00—Shape of product
- B21B2263/20—End shape; fish tail; tongue
Definitions
- This invention relates to a method of reducing the widths of hot slabs by pressing without causing defects such as cracks and more particularly to a press for such a reduction in width of hot slabs.
- ingots as blanks have been rolled by blooming mills to obtain slabs.
- the slabs were once heated in heating furnaces and thereafter rolled by strip mills.
- continuous casting apparatus to produce hot slabs directly without heating the slabs in order to save energy and shorten the steps of production.
- how to unify widths of castings in the continuous casting and how to reduce widths of slabs greatly have recently been investigated for more closely associating the continuous casting apparatus with hot strip mills.
- the rolling of the hot slabs to reduce their widths causes significant irregular deformations in the edges of the slabs which in turn cause great tensile stresses in centres of the slabs.
- the "dog bones" of the slabs are rolled in order to reduce the enlargement of the width in the horizontal rolling, large tensile stresses occur in the centres of the slabs.
- tensile stresses occur repeatedly, so that there is a risk of defects occurring such as cracks in surfaces and inside of the slabs which greatly lower the quality of the products.
- GB-A-2 062 522 discloses a method of reducing the width of a hot slab by vertical rolling wherein the ends of the slab are preformed by pressing prior to rolling. Whilst this method avoids the formation of "fish tails” the problems of "dog bones” and tensile stresses causing cracking will still occur.
- the inventors of this application have studied the continuous pressing of hot slabs to reduce their widths in order to completely eliminate the disadvantages of the prior art.
- This invention resides in the discovery that anvils having a long contacting length when brought into contact with hot slabs in the reduction of width of the slabs by a press, make uniform the deformation in section of the slabs to remarkably reduce the tensile stresses therein. The enlargement in width in the following horizontal rolling is therefore small.
- each of said anvils comprises an inclined entrance portion having an inclined angle of more than 10° and less than 18° relative to the advancing direction of the hot slab and a parallel portion parallel to the advancing direction of the hot slab and contiguous with the inclined entrance portion, and in that the hot slab is advanced between the anvils so that it is pressed by said anvils along its entire length to reduce its width.
- each anvil further comprises an inclined exit portion contiguous with the parallel portion on an exit side of the hot slabs relative to the advancing direction of the hot slabs, and when the anvils are near to the trailing end of the slab, the slab is advanced to preform the trailing end of the slab by means of said inclined exit portions and thereafter said slab is retracted and the remaining portion of the slab which has not been pressed is subjected to the pressing by means of the inclined entrance portions.
- the slab may advanced to preform the trailing end of the slab when the length of the slab which has not been pressed is substantially equal to one half of the original width of the slab.
- the reduction on preforming of the trailing end of the slab may be determined such that the tongue which would occur at the trailing end of the slab were the slab to be simply pressed over its length, and the fishtail which occurs at the trailing end of the slab on pressing the trailing end with the inclined exit portions of the anvils substantially cancel one another.
- the reduction on preforming of the trailing end of the slab may be substantially 0.3 times the total reduction in width of the slab.
- the minimum distance between said anvils when pressing is adjusted such that the remaining portion of the slab which has not been pressed is pressed to reduce the width with a larger minimum distance than that of the already pressed portion of the slab and thereafter said slab is rolled by vertical rolls of roughing rolling mills to a desired width of the slab.
- the length of the remaining portion of the slab may be more than approximately 25% of the contact length of the slab with the inclined entrance portions of the anvils.
- the amplitude and frequency of oscillation of the anvils may be different from those on pressing the trailing end of the slab and on pressing an intermediate portion of the slab said amplitude and frequency may be further varied.
- a press for reducing widths of a hot slab comprising a pair of anvils characterised in that each anvil comprises an inclined entrance portion having an inclined angle more than 10° but less than 18° on an entrance side relative to the advancing direction of the slabs and a parallel portion contiguous with the inclined portion.
- Each anvil may further comprise an inclined exit portion contiguous to the parallel portion on an exit side relative with the advancing direction of the hot slabs.
- Fig. 1a illustrates a sectional configuration of anvils for a press for reducing widths of slabs according to the invention.
- a hot slab 2 is transferred relatively to a pair of anvils 1 in a direction shown by an arrow R.
- the sectional configuration of the anvils comprises an inclined portion AB on an entrance side at a predetermined angle ⁇ to the advancing direction of the slab and a parallel portion BC contiguous with the inclined portion AB.
- the pair of the anvils 1 is oscillated with an amplitude 2a (Fig. 1 b), while the hot slab 2 is moved to reduce its width by the press-forming.
- Figs. 2a, 2b and 2c illustrating the principal operation for reducing the width of the slab by means of the anvils 1, after the press-forming of the hot slab 2 has been effected by the anvils 1 (Fig. 2a), the hot slab 2 is advanced by a distance of 2a/tan 8 in the direction R when the anvils 1 are opened (Fig. 2b). The width of the hot slab 1 is then reduced by the anvils when they are closed, so that the reduction areas W are press- formed with wide contact areas of the inclined and parallel portions of the anvils 1 with the hot slab 2 (Fig. 2c) to form one cycle. By repeating such a cycle, the width of the hot slab 2 is continuously reduced from the leading end to the trailing end of the slab 1.
- the inventors of this application have carried out the following experiments to investigate the relationship between tensile stresses and contacting areas of the anvils 1 with hot slabs 2 affecting the sectional shapes of the slabs.
- Widths of hot slabs having initial widths of 1,500 mm and thicknesses of 220 mm were reduced with reduction amounts ⁇ W (initial widths of the slabs minus widths after press-forming) of 330 mm, with varying inclined angles of the anvils on the entrance side, by means of the continuous width reduction press as shown in Figs. 1a and 1b and Figs. 2a-2c.
- Fig. 3a illustrates the relationship between the inclined angles 8 of the anvils and various parameters T/T o of sectional shapes of the reduced slabs.
- the thicknesses T e at the ends of the slabs are smaller than the thicknesses T c at the centres.
- the thicknesses T e at the ends of the slabs rapidly increase when the ⁇ is more than 18° as shown in Fig. 3a, so that the sections of the slabs become like dog bones having very large ends. Accordingly, when such pressed slabs are horizontally rolled, the centres of the slabs are subjected to large tensile stresses (3 kg/mm 2 ) as shown in Fig. 5.
- Figs. 4 and 5 illustrate internal stresses occurring in the rolled material 2' in rolling directions at right angles to axes of horizontal rolls 12 horizontally rolling the material 2' therebetween as shown in Fig. 6.
- Fig. 7 illustrates one example of the width sizing series including a press for reducing widths of slabs according to the invention.
- a pair of anvils 1 are mounted slidably in a press housing 8.
- the anvils 1 have the shape comprising inclined portions of angles 8 on an entrance side in the advancing direction (R) of hot slabs and parallel portions contiguous therewith.
- the anvils are oscillated with an amplitude 2a by means of hydraulic cylinders 9 for reducing widths of slabs.
- Pinch rolls 10 intermittently transfer the slabs.
- a horizontal rolling mill 11 horizontally rolls the slabs after pressing.
- a hot slab is transferred by the pinch rolls 10 in the direction R into a space between the pair of anvils 1. Then the anvils 1 are pressed into the closed position by the hydraulic cylinders 9 to press the slab so as to reduce its width. Thereafter, while the anvils 1 are being opened, the hot slab is advanced by a predetermined pitch, and the width of the hot slab is reduced in the same manner. By repeating such an operation the reduction in width of the slab is continuously effected and then the hot slab is horizontally rolled by means of the horizontal rolling mill 11.
- the width sizing of hot slabs can be continuously effected with any desired widths without any defects such as cracks in the surfaces and the insides of the slabs.
- the invention has significant effects in accomplishing synchronization and continuity of continuous casting installations and hot rolling mills.
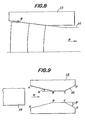
- Fig. 8 illustrates deformations of the trailing end of a slab with the lapse of time when anvils 13 having inclined angles 8 of 12° are operated with amplitudes 2a of 60 mm with reductions AW of 300 mm. As can be seen from Fig.
- tongues do not occur at the stage where the trailing end of the slab is in the proximity of the inclined portions of the anvils 13 so as not to be pressed, tongues start to occur at the stage where the slab 14 has been advanced in the advancing direction R until its traililng end has been advanced to aboutone halfofthewidth of the slab from the rear ends of the inclined portions of the anvils 13. As the slab is advanced, the tongues progressively grow.
- a first embodiment of the invention uses a particular configuration of anvils.
- Fig. 9 illustrates one example of such anvils each having pressing surfaces comprising an inclined portion AB on an entrance side in the advancing direction R of a hot slab 14, a parallel portion BC at an intermediate position and a further inclined portion CD on an exit side.
- the entrance inclined portion AB is at an angle 6 to the advancing direction R of the slab and the inclined exit portion CD is at an angle ⁇ '.
- the inclined entrance portion AB and parallel portion BC form pressing surfaces for forming uniform deformed zones including the leading end of the slab.
- the inclined exit portion CD forms a pressing surface for preforming non-uniform deformed zones by pressing only the trailing end of the slab.
- a treatment of the trailing end of the slab is effected.
- the slab is pressed to reduce its width in the above manner until the length I of the zone which has not been pressed becomes about one half of the width of the slab (Fig. 10a).
- the anvils 13 are opened more than the initial width of the slab and the slab 14 is further advanced in the direction shown by an arrow R to bring the trailing end into a position enabling the trailing end to contact the inclined exit portions 16 of the anvils (Fig. 10b).
- the slab is pressed with the aid of the inclined exit portions 16 in directions shown by arrows in Fig. 10c so as to deform the trailing end of the slab into a fishtail to complete a preforming.
- the reduction d in the preforming of the trailing end of the slab is dependent upon the reduction ⁇ W in width and the like.
- the reduction d is preferably in the range 0.3x ⁇ W to AW.
- the reduction d should be determined so as to cancel the tongues at the trailing end of the stab in simply pressing over its length by means of the fishtail at the trailing end caused by the exit inclined portions of the anvils according to the invention.
- the reduction d should be determined by the following equation. where W s is the original width of the slab, Wp is the width of the pressed slab, T is the temperature of the slab, 0 is the inclined entrance angle ⁇ and 0' is the inclined exit angle ⁇ '.
- the anvils 13 are again opened more than the initial width of the slab and the slab 14 is retracted in a direction shown by an arrow R' (Fig. 10d).
- the trailing end is continuously pressed to reduce its width in the same manner as the reduction before the pressing the trailing end as shown in Fig. 10a until the trailing end leaves the anvils 13. In this manner, the tongue at the trailing end of the slab is minimised by treating the trailing end.
- Fig. 11 illustrates one example of a press for continuously pressing slabs to reduce their widths.
- Anvils 13 are arranged on anvil blocks 18 slidable in a frame of the press and are adapted to be oscillated by means of hydraulic cylinders 19.
- the anvils 13 have the configuration as shown in Fig. 9.
- the advancing direction of the slab 14 is shown by the arrow R.
- a reference numeral 17 denotes pinch rollers for transferring the slab.
- a slab 14 having a width W s is transferred in a direction shown by an arrow R.
- the slab detector 31 detects the leading end of the slab, pinch rollers 30 are lowered.
- a pulse generator 32 connected to the pinch rollers 30 is tracking the slab, the slab is pressed from the leading end so as to reduce its width to a predetermined width Wp to form a uniform deformed zone.
- the slab detector 31' detects the trailing end of the slab 14
- pinch rollers 30' are lowered and the pulse generator 32' is tracks the trailing end.
- the anvils 13 are opened more than the initial width W s of the slab.
- the slab is advanced by the pinch rollers 30' until the trailing end of the slab passes by the points C or the slab 14 has moved a distance L.
- the trailing end is pressed with the anvils 13 to effect the preforming of the trailing end with the reduction d.
- the distance moved by the trailing end of the slab for the preforming may be L+x.
- the positions of the anvils where they are stopped from moving toward each other in pressing can be calculated from the inclined angle ⁇ ' of the inclined portion CD of the anvils 13, the distance x and the reduction d.
- the anvils 13 are opened more than the initial width W s of the slab and the slab 14 is retracted to the original position shown in the phantom lines. Then the slab is pressed to reduce the width in the same manner before the preforming of the trailing end until the trailing end 14a has been pressed between the anvils 13.
- Fig. 14 illustrates a configuration of the slabs pressed to reduce the widths indicated by "trailing end preforming plus continuous pressing".
- the slabs treated according to the invention include only very short crops and permit only minimum tongues to occur, so that the configuration of the trailing ends of the slabs is good.
- the slabs treated by the prior art include long crops and long tongues in their trailing ends.
- this aspect can produce slabs having very good configurations at the trailing end, devoid of tongues, whilst keeping the high productivity of the width reduction technique by continuous pressing, thereby remarkably improving the yield rate of the slabs.
- Such vertical rolls may be caliber rolls or simple cylindrical rolls or caliberless rolls with high reduction efficiencies. In both the cases, they have respective inherent disadvantages.
- edges of a slab 41 are rolled by vertical rolls 42 as shown in Figs. 15 and 16, shearing deformations in width directions occur in the edges so as to irregularly change the shapes in plan view to produce non-uniform portions called "crops" because the edges are free.
- these crops are cut off by crop shears on termination of roughing rolling before finishing rolling. This greatly lowers the yield rate of the slabs.
- a press 43 for preforming is arranged immediately before vertical rolling mill. After preforming the leading and trailing ends of slab 41 in the form shown in Fig. 17 by the press, the slab 41 is transferred between the vertical rolls, so that the leading and trailing ends are hardly subjected to reduction in width by the vertical rolls 42. Accordingly, the above shearing deformations are not caused and the shapes of the slabs are substantially good.
- a vertical rolling mill for reducing the width and a press for preforming arranged immediately thereof must be provided, so that the production line is elongated thus increasing the cost of the installation to making it difficult to realize such an installation.
- Japanese Laid-open Patent Application No. 55-153,602 above mentioned discloses the method of preforming four corners of the slab by using vertical rolls, so that it is necessary to provide an exclusive vertical rolling mill. Therefore, this method does not fundamentally solve the problem. Moreover, an extra process is required for preforming the leading and trailing ends of slabs thus remarkably lowering the production efficiency.
- the press includes as main components a pair of anvils 44 having inclined angles 6 and a pair of hydraulic cylinders 45 connected to the respective anvils for driving them.
- a slab 41 having an original width W s can be pressed to reduce the width by the anvils which are continuously oscillated with amplitude 2a (each anvil) and frequency f by means of the hydraulic cylinders 45.
- the required width W of the pressed slab is substantially coincident with the minimum distance between the anvils 44 when moved towards each other.
- the slab 41 is transferred downward by roller tables (not shown) to the position where it is to be subjected to the reduction in width.
- the slab 41 is pressed to reduce its width by the anvils while they are being closed and is then transferred downward at a speed v while the anvils are opened.
- the second embodiment of the invention resides in the discovery that shapes of crops are determined by the deformations on pressing in conjunction with the shearing deformations on vertical rolling thereafter.
- the slab 41 in an initial stage of pressing the slab 41 is continuously pressed from its leading end to reduce its width by means of anvils 44 oscillated to open and close with a predetermined minimum open distance until the reduction in width arrives in the proximity of the trailing end of the slab 41.
- the predetermined minimum open distance is changed such that the pressed width near the trailing end of the slab is wider than the width W of the already pressed slab.
- the pressing of the slab is effected.
- the configuration of the slab after completion of pressing is shown in Fig. 20 in a plan view, wherein the width W' of the slab at the trailing end having a length I is wider than the predetermined width W of the pressed slab.
- the trailing end of the slab forms a tongue larger than is desired.
- the slab is rolled in roughing rolling by vertical rolls to reduce the width of the slab, so that the fishtail due to the shearing deformations caused by the vertical rolls just cancels the tongue caused in the above pressing by the anvils, with the result that on shearing the crop by means of crop shears before the final finishing rolling, the slab hardly requires any crop to be cut to obtain a complete slab.
- the trailing end is rolled to reduce its width with a predetermined reduction larger than that of the steady portion of the slab, thereby controlling the slab in a good configuration.
- Fig. 21 illustrates a hot strip roughing rolling line relating to the third embodiment of the invention.
- This line includes heating furnaces 46, a press 47 for pressing the overall length of slabs, vertical roll rolling mills 48, 50, 50' and 52 of a roughing mill, and horizontal roll rolling mills 49, 51 and 53.
- the press 47 is arranged between the heating furnaces 46 and the first rolling mills (48, 49).
- the slabs transferred from the heating furnaces are subjected to the sizing of the press 47 and reduced in their widths and are then transferred into the roughing rolling mill.
- the press 47 for pressing the overall width of the slabs is controlled by a device shown in Fig. 22.
- W F width W F of hot rolled products
- thickness H of the products
- width W s of slabs thickness H s of the slabs
- thickness H R of sheet bars heating temperature T and kinds of sheet S upon receipt demand of rolling.
- the amplitude 2a and frequency f in pressing are determined. These determined values are transmitted into a controller 55 for controlling the press 47.
- the minimum open distance W of the anvils, and the amplitude 2a and frequency f of pressing are set by arithmetic operation on the basis of these inputted data in the controller 15.
- the controller 55 for the press When the slab detector 58 detects the leading end of the slab 41, the controller 55 for the press generates a signal to start the oscillation of the anvils 44 through the hydraulic selector valve 59 and hydraulic cylinders 45. At the same time, moreover, when the slab detector 58' detects the leading end of the slab 41, pinch rolls 57 and the buckling preventing device 56 are lowered so as to detect distance advanced by the slab by the pinch rolls to effect the position tracking of the slab 41. The tracking of the slab 41 by the pinch rolls 57 is controlled by a pulse generator (not shown) provided thereat.
- the slab is pressed to reduce the width by the anvils oscillated with amplitude 2a and frequency f from the leading end to the proximity of the trailing end of the slab as above described. Pressing in a manner differ- entfrom this may of course be used. For example, only the leading end of the slab is pressed by the anvils with amplitude and frequency different from those in the above embodiment or the intermediate portion of the slab is pressed by the anvils with varying amplitude and frequency. These modifications are within the scope of the invention.
- the slab detector 58 detects the trailing end of the slab 41, the operation of the press 47 is stopped and at this time the tracking of the trailing end of the slab is effected. Thereafter, the trailing end of the slab is pressed to reduce the width from the location immediately before the end is in contact with the anvils 44 over the length from I to 1+2a/ tan ⁇ .
- the slab 41 as shown in Fig. 20 is obtained.
- the slab is roughing-rolled through one pass in the first rolling mills 48 and 49, three passes including reverse pass in the second rolling mills 50, 51, and 50' and one pass in the third rolling mills 52 and 53 including two horizontal rolling mills, and is fed to the finishing rolling mills.
- a line E indicates the relation between the reduction in width and the tongue at the trailing end of the slab when the slab is roughing-rolled after pressing to reduce the width
- a line F indicates the relation between the reduction and the tongue by the vertical rolls.
- the initial reduction by pressing may be determined to be substantially equal to the reduction of 450 mm which is required to obtain the aimed width of the slab, or in other words to be somewhat wider than the aimed width, thereby obtaining sound slabs.
- slabs having much better shapes in plan view are obtained to improve the yield rate and also the pressing to reduce the width can be continuously effected without stopping the slab as is necessary in the prior art, thereby avoiding lowering the yield rate.
- the reduction by vertical rolls is very small when utilizing the vertical rolls of roughing mills according to the invention, the reduction in width of slabs can be accomplished with installations whose number is one less than those in the prior art process using the preforming press and the exclusive vertical rolling apparatus, thereby avoiding the disadvantage of an extended operating line.
Claims (12)
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP59059532A JPH0683841B2 (ja) | 1984-03-29 | 1984-03-29 | 熱間スラブの幅圧下方法 |
| JP59531/84 | 1984-03-29 | ||
| JP59532/84 | 1984-03-29 | ||
| JP5953384A JPS60203305A (ja) | 1984-03-29 | 1984-03-29 | 熱間スラブのプレスによる幅圧下方法及びプレス装置 |
| JP59059531A JPS60203303A (ja) | 1984-03-29 | 1984-03-29 | プレスによる熱間スラブの幅圧下方法 |
| JP59533/84 | 1984-03-29 |
Publications (4)
| Publication Number | Publication Date |
|---|---|
| EP0157575A2 EP0157575A2 (de) | 1985-10-09 |
| EP0157575A3 EP0157575A3 (en) | 1987-02-04 |
| EP0157575B1 true EP0157575B1 (de) | 1990-05-23 |
| EP0157575B2 EP0157575B2 (de) | 1996-04-10 |
Family
ID=27296912
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP85302071A Expired - Lifetime EP0157575B2 (de) | 1984-03-29 | 1985-03-26 | Verfahren zur Verringerung der Breite von Platten durch Pressen und Presse hierzu |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0157575B2 (de) |
| KR (1) | KR900004152B1 (de) |
| AU (1) | AU567608B2 (de) |
| DE (1) | DE3577816D1 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0224333A2 (de) * | 1985-11-22 | 1987-06-03 | Kawasaki Steel Corporation | Presse zur Verringerung der Breite von warmen Brammen |
| EP0270245A2 (de) * | 1986-12-01 | 1988-06-08 | Kawasaki Steel Corporation | Verfahren zur Verminderung der Breite von Brammen |
| WO1992010318A1 (en) * | 1990-12-14 | 1992-06-25 | Davy Mckee (Sheffield) Limited | Width reduction of metal slab |
| US5331833A (en) * | 1991-03-01 | 1994-07-26 | Sms Schloemann-Siemag Aktiengesellschaft | Method of operating an upsetting press |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4930207A (en) * | 1988-06-07 | 1990-06-05 | Kawasaki Steel Corp. | Method and apparatus for continuous compression forging of continuously cast steel |
| RU2525954C2 (ru) * | 2012-10-16 | 2014-08-20 | Открытое Акционерное Общество "Тяжпрессмаш" | Способ производства заготовок на прокатных станах |
| AT513701B1 (de) * | 2012-12-13 | 2015-06-15 | Gfm Gmbh | Verfahren zum Schmieden eines Werkstücks |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3333452A (en) * | 1965-03-03 | 1967-08-01 | Sendzimir Inc T | Reduction of thick flat articles |
| DE1960418A1 (de) * | 1969-12-02 | 1971-06-24 | Horst Schenk | Werkzeug fuer Schmiedemaschine |
| US3921429A (en) * | 1974-04-11 | 1975-11-25 | Tadeusz Sendzimir | Process and apparatus for modifying the cross section of a slab |
| AU511207B2 (en) * | 1975-08-04 | 1980-07-31 | Ccl Systems Limited | Swaging press and dies |
| JPS5666305A (en) * | 1979-10-31 | 1981-06-04 | Hitachi Ltd | Method and apparauts for edging slab |
| SE7910161L (sv) * | 1979-12-10 | 1981-06-11 | Per Olof Strandell | Forfarande och anordning for att smida profiler |
| JPS5853301A (ja) * | 1981-09-24 | 1983-03-29 | Hitachi Ltd | 板材の幅圧延におけるプレス予成形方法 |
| JPS58215202A (ja) * | 1982-06-08 | 1983-12-14 | Kawasaki Steel Corp | スラブ先後端のプレス予成形方法および装置 |
| EP0112516B1 (de) * | 1982-12-01 | 1988-05-11 | Hitachi, Ltd. | Vorrichtung zur Reduzierung der Brammenbreite |
| JPS59179201A (ja) * | 1983-03-30 | 1984-10-11 | Hitachi Ltd | スラブ幅調整方法 |
-
1985
- 1985-03-26 EP EP85302071A patent/EP0157575B2/de not_active Expired - Lifetime
- 1985-03-26 DE DE8585302071T patent/DE3577816D1/de not_active Expired - Lifetime
- 1985-03-29 KR KR1019850002121A patent/KR900004152B1/ko not_active IP Right Cessation
- 1985-03-29 AU AU40531/85A patent/AU567608B2/en not_active Expired
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0224333A2 (de) * | 1985-11-22 | 1987-06-03 | Kawasaki Steel Corporation | Presse zur Verringerung der Breite von warmen Brammen |
| EP0224333A3 (en) * | 1985-11-22 | 1987-10-28 | Kawasaki Steel Corporation | Press apparatus for reducing widths of hot slabs and slab widths reducing method using the apparatus |
| US4760728A (en) * | 1985-11-22 | 1988-08-02 | Kawasaki Steel Corporation | Method for reducing widths of hot slabs |
| EP0270245A2 (de) * | 1986-12-01 | 1988-06-08 | Kawasaki Steel Corporation | Verfahren zur Verminderung der Breite von Brammen |
| EP0270245A3 (en) * | 1986-12-01 | 1988-09-21 | Kawasaki Steel Corporation | Method of reducing slab in widthwise direction |
| US4848127A (en) * | 1986-12-01 | 1989-07-18 | Kawasaki Steel Corporation | Method of reducing slab in widthwise direction |
| WO1992010318A1 (en) * | 1990-12-14 | 1992-06-25 | Davy Mckee (Sheffield) Limited | Width reduction of metal slab |
| US5331833A (en) * | 1991-03-01 | 1994-07-26 | Sms Schloemann-Siemag Aktiengesellschaft | Method of operating an upsetting press |
Also Published As
| Publication number | Publication date |
|---|---|
| KR900004152B1 (ko) | 1990-06-18 |
| EP0157575A3 (en) | 1987-02-04 |
| AU567608B2 (en) | 1987-11-26 |
| EP0157575B2 (de) | 1996-04-10 |
| EP0157575A2 (de) | 1985-10-09 |
| DE3577816D1 (de) | 1990-06-28 |
| KR850007001A (ko) | 1985-10-30 |
| AU4053185A (en) | 1985-10-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1103647C (zh) | 制造热轧钢带的方法和设备 | |
| US5323951A (en) | Method of joining steel sheet bars in hot rolling and a continuous hot rolling method | |
| US5094094A (en) | Hot-rolling equipment and a method of hot-rolling a slab | |
| EP0157575B1 (de) | Verfahren zur Verringerung der Breite von Platten durch Pressen und Presse hierzu | |
| US4760728A (en) | Method for reducing widths of hot slabs | |
| EP1145777B1 (de) | Verfahren zum herstellen von warmgewalztem stahlblech | |
| EP0665296A1 (de) | Verfahren und Anlage zum Herstellen warmgewalzter Stahlbänder | |
| JP3528504B2 (ja) | 極厚鋼板の製造方法 | |
| US4067220A (en) | Rolling of billets | |
| KR20050092433A (ko) | 연속 주조 강 슬래브의 제조 방법 및 장치 | |
| US4363234A (en) | Method and apparatus for forging sections | |
| CN109794509A (zh) | 热态板带热辊弯分条辊、热辊弯分条系统、工艺及生产线 | |
| JPH0330441B2 (de) | ||
| JPH03128122A (ja) | 厚鋼板の加速冷却方法 | |
| JPS60203304A (ja) | 熱間スラブの幅圧下方法 | |
| JPS61235002A (ja) | スラブ成形方法およびその装置 | |
| JPH0324282B2 (de) | ||
| CN117443946A (zh) | 一种热轧中间坯弯曲缺陷控制方法 | |
| JPS6354444B2 (de) | ||
| JPS60203302A (ja) | 熱間スラブのプレスによる幅圧下方法及びプレス装置 | |
| JPH0446641B2 (de) | ||
| JP2000140906A (ja) | 圧下比が極めて大きな極厚鋼板の製造方法 | |
| JP2000079402A (ja) | 金属素材の圧延装置 | |
| KR20040019734A (ko) | 사이징 프레스 설비를 갖는 열간압연공정의 단차 제어방법 | |
| JPH1094801A (ja) | 熱間スラブの幅プレス方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): DE FR GB |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE FR GB |
|
| 17P | Request for examination filed |
Effective date: 19870723 |
|
| 17Q | First examination report despatched |
Effective date: 19881223 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB |
|
| REF | Corresponds to: |
Ref document number: 3577816 Country of ref document: DE Date of ref document: 19900628 |
|
| ET | Fr: translation filed | ||
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: SMS SCHLOEMANN-SIEMAG AG Effective date: 19900922 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 19960410 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): DE FR GB |
|
| ET3 | Fr: translation filed ** decision concerning opposition | ||
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20040309 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20040324 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20040408 Year of fee payment: 20 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20050325 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |