EP0144547A2 - Hubkolbenverdichter für gasförmige Medien - Google Patents
Hubkolbenverdichter für gasförmige Medien Download PDFInfo
- Publication number
- EP0144547A2 EP0144547A2 EP84110223A EP84110223A EP0144547A2 EP 0144547 A2 EP0144547 A2 EP 0144547A2 EP 84110223 A EP84110223 A EP 84110223A EP 84110223 A EP84110223 A EP 84110223A EP 0144547 A2 EP0144547 A2 EP 0144547A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- valve
- openings
- inlet
- valve plate
- cylinder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04B—POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS
- F04B39/00—Component parts, details, or accessories, of pumps or pumping systems specially adapted for elastic fluids, not otherwise provided for in, or of interest apart from, groups F04B25/00 - F04B37/00
- F04B39/10—Adaptations or arrangements of distribution members
- F04B39/1073—Adaptations or arrangements of distribution members the members being reed valves
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T137/00—Fluid handling
- Y10T137/7722—Line condition change responsive valves
- Y10T137/7837—Direct response valves [i.e., check valve type]
- Y10T137/7838—Plural
- Y10T137/7839—Dividing and recombining in a single flow path
- Y10T137/784—Integral resilient member forms plural valves
Definitions
- the invention relates to a reciprocating compressor for gaseous media according to the preamble of claim 1.
- valve arrangements of this type are known. Instead of lamellae, which only cover one opening at a time, a circular or semicircular ring, which covers several openings and is usually attached to two handlebars, can be used. All currently known valve arrangements of this type have i.a. the disadvantage that their opening cross-section (valve gap cross-section) is very small in relation to the available piston area and therefore only average piston speeds of up to approx. 4 m / sec can be achieved.
- the delivery volume of a cylinder unit of a reciprocating compressor is limited by the available valve gap cross-section and the maximum permissible gap speed of the medium. Since with valves of this type, for example, only flow velocities of at most 75 m / sec are acceptable for the medium of air, since otherwise pressure losses and heating become too great, a substantial increase in delivery rate can only be achieved indirectly by a substantial increase in the valve gap cross section.
- the valve gap cross section is the product of the circumferential length of the opening gap, the average gap height (average lamella stroke) and the number of valve openings.
- the maximum permissible mean lamella stroke depends on the opening and closing frequency of the lemelles and their masses, and experience has shown that at a maximum achievable compressor speed of 3 () 0 rpm and the medium air, for reasons of service life, should not exceed 1.5 mm Valve openings with one Diameter over 7 mm pointless. Accordingly, an increase in the total valve gap area cannot be achieved by increasing the valve openings, but rather only by increasing the number of valve openings.
- the invention has for its object to design a reciprocating compressor for gaseous media, especially with regard to its valve arrangement, that within a given piston area, taking into account the aforementioned functional criteria, a much larger valve gap area is achieved than in known valve arrangements, without thereby significantly increasing the manufacturing outlay.
- valve plate in a reciprocating compressor of the type mentioned, this object is achieved in that in the valve plate successive valve openings on the entire inner circle with the same angular pitch and on the outer circle valve openings in the same number as on the inner circle, but offset by half the angular pitch are and that the inlet and outlet valve lamellae each consist of a disk-shaped area drilled through in the center, onto which narrow, radiating arms are formed, which at their ends merge into preferably circular extensions.
- outlet openings lie on the outer circle and the inlet openings lie on the inner circle.
- the inlet openings on the cylinder head side are surrounded by a tubular inlet duct which penetrates the cylinder head cover in a sealed manner and divides the cylinder head chamber into a suction and an external pressure chamber.
- the inlet channel downstream at the inner end with a bottom which contains congruent openings with the inlet openings in the valve plate and is also formed on its cylinder side in the region of the webs between the inlet openings as a stroke limiter for the arms and the circular extensions of the outlet valve lamellae is.
- the gas flow sucked in through the inlet openings can be further favorably influenced by the fact that the inlet openings on their inlet side are approximately pear-shaped in cross-section towards the cylinder axis corresponding to the free space between the radiating arms of the outlet valve lamellae and that the pear-shaped opening cross-section in the valve plate on the Narrow side merges via an inclined wall section into the circular opening on the cylinder side of the valve plate.
- the advantages that the invention offers are primarily to be seen in an optimal use of the predetermined piston area, which is achieved by an arrangement of inlet and outlet openings offset by half an angular pitch in equal numbers. Thanks to this staggered arrangement, the inlet and outlet valve fins can each be from a disk-shaped area pierced in the center stand, on which narrow, radially extending valve fins are molded. With a given piston area, this configuration enables the largest possible number of inlet and outlet openings to be accommodated with an optimal hole diameter and thus an overall increase in the total valve gap area.
- the inlet openings are provided on the inner circle and are enclosed by a tubular inlet channel, this results in a central inflow of the sucked-in medium.
- the outlet openings open into an annular space between the inlet duct and the jacket of the cylinder head space, which results in a concentric outflow of the compressed medium and at the same time the pressure losses can be kept low due to the favorable flow conditions.
- the use of the outlet valves in the edge area of the valve plate instead of in the inner area also has the advantage that more intensive cooling is possible here, which helps to avoid undesired heating of the elements of the outlet valves. This is of particular importance for the compression of media with a relatively high compression exponent, e.g. Air.
- valve gap area achieved by the invention enables, by increasing the piston speed to values of up to 7 m / sec, a simple increase in the delivery rate and thus a specific reduction in the manufacturing costs of a reciprocating piston compressor.
- Higher piston speeds also allow the use of high-speed diesel engines (approx. 3000 rpm) as a directly coupled drive unit as an alternative to the electric motor.
- the good cooling of the exhaust valve fins like their stroke limiter also leads to a reduction in the risk of coking of the lubricating oil.
- the concentric inflow and outflow of the medium results in lower pressure losses and thus less heating of the valve elements.
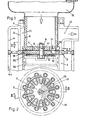
- FIG. 1 shows the upper end of the cylinder 1 of a reciprocating compressor, a valve plate 2 as an intermediate member between the cylinder 1 and the cylinder head 3.
- Cylinder 1 and cylinder head 3 are surrounded by jackets 4 and 4a, which enclose annular spaces for receiving a coolant .
- the cylinder head cover 5 is penetrated by a tubular inlet duct 6, which contains an inner floor 7 and is connected via this to the valve plate 2.
- a fastening screw consisting of a screw bolt 8 and a nut 9, which firmly connects the aforementioned parts, a stroke limiter 10 lying on the cylinder side against the valve plate 2 and the valve plates.
- a smaller through-bore is contained in the base 7, in the valve plate 2 and in the stroke limiter 10, in which a pin 11 is held in a form-fitting manner to prevent rotation.
- a filter 12 is indicated, through which the sucked medium enters the inlet channel 6.
- the annular space 13 located outside the inlet channel 6 in the interior of the cylinder head 3 forms the pressure space from which the compressed medium exits through an outlet connection 14.
- the valve plate 2 contains, on two circles concentric to the cylinder axis, a number of inlet and outlet openings, which are arranged on the outer and inner circles over the entire circumference in each case in the same number and with the same angular division, but offset from one another by half the angular division.
- the openings on the outer circle form the outlet openings 16 and the openings on the inner circle form the inlet openings 15.
- the division angle is approximately 30.
- the hole circle of the inlet openings 15 is approximately 20% smaller than that of the outlet openings 16.
- the inlet openings 15 are elongated on their inlet side for a better inflow towards the cylinder axis approximately pear-shaped, as shown in Fig. 2.
- the pear-shaped extension of the Opening in valve plate 2 merges via an inclined wall section 17 into the circular opening on the cylinder side of valve plate 2.
- the manufacture of the inlet and outlet openings in steel and cast iron is expediently carried out by mechanical processing.
- the openings can be created by means of die-casting, with post-processing only being necessary on the two sealing surfaces.
- FIGS. 3 and 4 consist of a disk-shaped area 18 and 19, on which narrow arms 20 and 21, which extend radially outwards, are formed, which are circular at their ends Skip extensions 22 and 23, respectively.
- a central bore 24 or 25 and a smaller bore 26 or 27 are contained in the disk-shaped area.
- the central bores 24 and 25 are penetrated by the bolt 8 of the fastening screw in the installed position of the lamellar disks, which, in addition to fastening the aforementioned parts, also serves to fasten the lamellar disks.
- the smaller bores 26 and 27 receive the pin 11.
- the configuration described is particularly suitable for reciprocating compressors with a piston diameter of 70 to 100 mm.
- the inlet lamella disc has e.g. a thickness of 0.15 mm and the outlet lamella disc a thickness of 0.3 mm.
- the preferred material is corrosion-resistant spring steel. They can be produced in the usual way by punching.
- the stroke limiter 10 for the inlet valve plates has the same cross-sectional shape as the inlet plate disk according to FIG. 4. Its surface facing the valve plate 2 is spherical.
- the web areas between the inlet openings 15 on the underside of the bottom 7 of the inlet channel 6 serve as stroke limiters for the exhaust valve lamellae.
- These web areas, which form the contact surfaces for the arms 20 and the extensions 22 of the exhaust valve lamellae, are in their shape the shape of the outline of the exhaust lamella disk according to FIG 3 adapted. Their shape is illustrated in the sectional view in FIG. 2.
- the web regions serving as contact surfaces are spherically shaped.
- pear-shaped seals 29 made of a flexible plastic material are inserted at these points.
- the thickness of the pear-shaped seals is approximately 1.2 times the thickness of the outlet disk.
- FIG 5 shows a modified embodiment in the area of the bottom of the input channel 6a.
- the floor 7a not simultaneously designed as a stroke limiter for the outlet fins. Rather, a stroke limiter 31 is provided as an additional component, which is designed in the same way as the stroke limiter 10 for the inlet lamellae.
- the bottom 7a is at a distance from the valve plate 2, with nozzles 30 directed towards and adjoining the valve plate 2 being formed on the bottom 7a and sealingly connecting to the inlet openings 15 in the valve plate 2.
- a central attachment is provided for all components with the aid of a screw 32, which has an elongated threaded section on which a second nut 33 is mounted, which is used for the independent attachment of the inlet channel 6a to the valve plate 2.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Compressor (AREA)
Abstract
Bei diesem Hubkolbenverdichter befindet sich zwischen Zylinder (1) und Zylinderkopf (3) eine Ventilplatte (2), in der auf einem zur Zylinderachse konzentrischen inneren Kreis eine Anzahl Ventilöffnungen mit gleicher Winkelteilung und auf einem äußeren konzentrischen Kreis Ventilöffnungen in gleicher Zahl wie auf dem inneren Kreis, jedoch um die halbe Winkelteilung versetzt angeordnet sind. Vorzugsweise bilden die Ventilöffnungen auf dem äußeren Kreis die Auslaßöffnungen (16) und auf dem inneren Kreis die Einlaßöffnungen (15). Auf beiden Seiten der Ventilplatte (2) sind Ventillamellen und Hubbegrenzungen vorgesehen, die durch eine zentrale Befestigung (8, 9) miteinander verbunden sind. Einlaß- und Auslaßventillamellen bestehen jeweils aus einem im Zentrum durchbohrten scheibenförmigen Bereich (18 bzw. 19), an den schmale, strahlenförmig nach außen verlaufende Arme (20 bzw. 21) angeformt sind, die an ihren Enden in vorzugsweise kreisförmige Erweiterungen (22 bzw. 23) übergehen. Auf der Zylinderkopfseite sind die Einlaßöffnungen (15) von einem rohrförmigen, die Zylinderkopfdecke durchdringenden Einlaßkanal (6) umschlossen, der den Zylinderkopfraum in einen Saug- und einen äußeren Druckraum (13) unterteilt. Eine solche räumliche Anordnung der Ventilöffnungen bietet die Möglichkeit, eine größtmögliche Anzahl von Einlaß- und Auslaßöffnungen in einer optimalen Größe innerhalb einer vorgegebenen Kolbenfläche anzuordnen, wodurch zugleich eine beachtliche Vergrößerung der gesamten Ventilspaltfläche und damit eine spezifische Erhöhung der Fördermenge erzielt wird.
Description
- Die Erfindung betrifft einen Hubkolbenverdichter für gasförmige Medien gemäß dem Oberbegriff des Anspruches 1.
- Hubkolbenverdichter mit Ventilanordnungen in dieser Art sind bekannt. Anstelle von Lamellen, die jeweils nur eine Öffnung abdecken, kann auch ein kreisförmiger oder halbkreisförmiger Ring, der mehrere Öffnungen abdeckt und meistens an zwei Lenkern befestigt ist, verwendet werden. Alle derzeit bekannten Ventilanordnungen dieser Bauart haben u.a. den Nachteil, daß ihr Öffnungsquerschnitt (Ventilspaltquerschnitt) im Verhältnis zur verfügbaren Kolbenfläche sehr gering ist und demnach nur mittlere Kolbengeschwindigkeiten bis ca. 4 m/sec erreichbar sind.
- Das Fördervolumen einer Zylindereinheit eines Hubkolbenverdichters wird durch den zur Verfügung stehenden Ventilspaltquerschnitt und die maximal zulässige Spaltgeschwindigkeit des Mediums begrenzt. Da bei Ventilen dieser Bauart beispielsweise bei dem Medium Luft nur Strömungsgeschwindigkeiten von maximal 75 m/sec vertretbar sind, da ansonsten Druckverluste und Aufheizung zu groß werden, ist eine wesentliche Fördermengenerhöhung indirekt nur durch eine wesentliche Vergrößerung des Ventilspaltquerschnittes zu erreichen. Der Ventilspaltquerschnitt ist das Produkt aus der Umfangslänge des Öffnungsspaltes, der mittleren Spalthöhe (mittlerer Lamellenhub) und der Anzahl der Ventilöffnungen. Weil weiter der maximal zulässige mittlere Lameilenhub von der Öffnungs- und Schließfrequenz der Lemellen und ihrer Massen abhängig ist und bei einer maximal realisierbaren Verdichterdrehzahl von 3( )0 U/min und dem Medium Luft aus Lebensdauergründen erfahrungsgemäß 1,5 mm nicht überschreiten soll, sind Ventilöffnungen mit einem Durchmesser über 7 mm sinnlos. Demzufolge kann eine Vergrößerung der gesamten Ventilspaltfläche nicht durch eine Vergrößerung der Ventilöffnungen, sondern nur durch eine Vergrößerung der Anzahl der Ventilöffnungen erreicht werden.
- Der Erfindung liegt die Aufgabe zugrunde, einen Hubkolbenverdichter für gasförmige Medien vor allem hinsichtlich seiner Ventilanordnung so auszubilden, daß innerhalb einer vorgegebenen Kolbenfläche unter Berücksichtigung der vorgenannten Funktionskriterien eine wesentlich größere Ventilspaltfläche als bei bekannten Ventilanordnungen erzielt wird, ohne dadurch den Fertigungsaufwand wesentlich zu erhöhen.
- Bei einem Hubkolbenverdichter der eingangs genannten Art wird diese Aufgabe erfindungsgemäß dadurch gelöst, daß in der Ventilplatte auf dem ganzen inneren Kreis aufeinanderfolgende Ventilöffnungen mit gleicher Winkelteilung und auf dem äußeren Kreis Ventilöffnungen in gleicher Zahl wie auf dem inneren Kreis, jedoch um die halbe Winkelteilung versetzt angeordnet sind und daß die Einlaß- und Auslaßventillamellen jeweils aus einem im Zentrum durchbohrten scheibenförmigen Bereich bestehen, an den schmale, strahlenförmig nach außen verlaufende Arme angeformt sind, die an ihren Enden in vorzugsweise kreisförmige Erweiterungen übergehen.
- Um eine gute Kühlung der gegenüber den Einlaßventillamellen thermisch höher beanspruchten Auslaßventillamellen zu gewährleisten, liegen nach einer weiteren Ausgestaltung der Erfindung die Auslaßöffnungen auf dem äußeren Kreis und die Einlaßöffnungen auf dem inneren Kreis.
- Nach einer anderen zweckmäßigen Weiterbildung der Erfindung sind die Einlaßöffnungen auf der Zylinderkopfseite von einem rohrförmigen, die Zylinderkopfdecke abgedichtet durchdringenden Einlaßkanal umschlossen, der den Zylinderkopfraum in einen Saug- und einen äußeren Druckraum unterteilt.
- Weiter ist es zweckmäßig, den Einlaßkanal stromab am inneren Ende mit einem Boden auszustatten, der mit den Einlaßöffnungen in der Ventilplatte deckungsgleiche Öffnungen enthält und an seiner Zylinderseite im Bereich der Stege zwischen den Einlaßöffnungen zugleich als Hubbegrenzer für die Arme und die kreisförmigen Erweiterungen der Auslaßventillamellen ausgebildet ist.
- Der durch die Einlaßöffnungen angesaugte Gasstrom kann weiter dadurch günstig beeinflußt werden, daß die Einlaßöffnungen auf ihrer Eingangsseite im Querschnitt zur Zylinderachse hin etwa birnenförmig entsprechend dem Freiraum zwischen den strahlenförmig nach außen verlaufenden Armen der Auslaßventillamellen ausgebildet werden und daß der birnenförmige Öffnungsquerschnitt in der Ventilplatte an der Schmalseite über einen geneigt verlaufenden Wandungsabschnitt in die kreisrunde Öffnung auf der Zylinderseite der Ventilplatte übergeht.
- Die Vorteile, die die Erfindung bietet, sind in erster Linie in einer optimalen Ausnutzung der vorgegebenen Kolbenfläche zu sehen, die durch eine um eine halbe Winkelteilung versetzte Anordnung von Einlaß- und Auslaßöffnungen in jeweils gleicher Anzahl erreicht wird. Dank dieser versetzten Anordnung können die Einlaß- und Auslaßventillamellen jeweils aus einem im Zentrum durchbohrten scheibenförmigen Bereich bestehen, an den schmale, strahlenförmig nach außen verlaufende Ventillamellen angeformt sind. Diese Ausgestaltung ermöglicht bei einer vorgegebenen Kolbenfläche die Unterbringung einer größtmöglichen Anzahl von Einlaß- und Auslaßöffnungen mit einem optimalen Lochdurchmesser und damit insgesamt eine Vergrößerung der gesamten Ventilspaltfläche.
- Werden die Einlaßöffnungen auf dem inneren Kreis vorgesehen und von einem rohrförmigen Einlaßkanal umschlossen, so ergibt dies eine zentrische Einströmung des angesaugten Mediums. Die Auslaßöffnungen münden dabei in einen Ringraum zwischen dem Einlaßkanal und dem Mantel des Zylinderkopfraumes, wodurch ein konzentrisches Abströmen des verdichteten Mediums gegeben ist und zugleich infolge der günstigen Strömungsverhältnisse die Druckverluste gering gehalten werden können. Die Anwendung der Auslaßventile im Randbereich der Ventilplatte statt im Innenbereich hat außerdem den Vorteil, daß hier eine intensivere Kühlung möglich ist, die dazu beiträgt, unerwünschte Aufheizungen der Elemente der Auslaßventile zu vermeiden. Besondere Bedeutung hat dies für das Verdichten von Medien mit einem relativ hohen Verdichtungsexponenten, wie z.B. Luft.
- Die durch die Erfindung erzielte Vergrößerung der Ventilspaltfläche ermöglicht durch Erhöhung der Kolbengeschwindigkeit auf Werte bis zu 7 m/sec auf einfache Weise eine Erhöhung der Fördermenge und damit eine spezifische Verbilligung der Herstellungskosten eines Hubkolbenverdichters. Höhere Kolbengeschwindigkeiten ermöglichen ferner die Verwendung von hochtourigen Dieselmotoren (ca. 3000 U/min) als direkt gekuppelte Antriebsaggregate alternativ zum Elektromotor. Die gute Kühlung der Auslaßventillamellen sowie ihrer Hubbegrenzer führt ferner zu einer Reduzierung der Verkokungsgefahr des Schmieröls. Das konzentrische An- und Abströmen des Mediums ergibt geringere Druckverluste und damit auch geringere Erwärmungen der Ventilelemente.
- Ausführungsbeispiele der Erfindung sind in der Zeichnung dargestellt und werden nachfolgend näher erläutert. Es zeigen:
- Fig. 1 einen senkrechten Schnitt im Bereich Zylinder, Ventilanordnung und Zylinderkopf eines Hubkolbenverdichters gemäß der Erfindung in den Ebenen der Linie II-II der Fig. 2,
- Fig. 2 einen Querschnitt des Zylinderkopfes in den Ebenen der Linie I-I der Fig. l,
- Fig. 3 eine Ansicht einer Scheibe mit Auslaßventillamellen,
- Fig. 4 eine Ansicht einer Scheibe mit Einlaßventillamellen und
- Fig. 5 einen senkrechten Schnitt im Bereich Ventilplatte und Einlaßkanal einer abgewandelten Ausführung.
- Dargestellt sind in Fig. 1 das obere Ende des Zylinders 1 eines Hubkolbenverdichters, eine Ventilplatte 2 als Zwischenglied zwischen dem Zylinder 1 und dem Zylinderkopf 3. Zylinder 1 und Zylinderkopf 3 sind von Mänteln 4 und 4a umgeben, die Ringräume für die Aufnahme eines Kühlmittels umschließen. Die Zylinderkopfdecke 5 ist durchsetzt von einem rohrförmigen Einlaßkanal 6, der einen inneren Boden 7 enthält und über diesen mit der Ventilplatte 2 verbunden ist. In zentralen Bohrungen in der Ventilplatte 2 und im Boden 7 sitzt eine aus einem Schraubenbolzen 8 und einer Mutter 9 bestehende Befestigungsschraube, die die vorgenannten Teile, einen auf der Zylinderseite an der Ventilplatte 2 anliegenden Hubbegrenzer 10 und die Ventillamellen fest miteinander verbindet. Neben dem Schraubenbolzen 8 ist im Boden 7, in der Ventilplatte 2 und im Hubbegrenzer 10 eine kleinere Durchgangsbohrung enthalten, in der ein Stift 11 als Verdrehsicherung formschlüssig gehalten ist.
- Am Eingang des Einlaßkanals 6 ist ein Filter 12 angedeutet, durch den das angesaugte Medium in den Einlaßkanal 6 eintritt. Der außerhalb des Einlaßkanals 6 im Innern des Zylinderkopfes 3 befindliche Ringraum 13 bildet den Druckraum, aus dem das verdichtete Medium durch einen Auslaßstutzen 14 austritt.
- Die Ventilplatte 2 enthält auf zwei zur Zylinderachse konzentrischen Kreisen eine Anzahl von Einlaß- und Auslaßöffnungen, die auf dem äußeren und inneren Kreis über den ganzen Umfang jeweils in gleicher Zahl und mit gleicher Winkelteilung, jedoch gegeneinander um die halbe Winkelteilung versetzt angeordnet sind. Bei dem dargestellten Ausführungsbeispiel bilden die Öffnungen auf dem äußeren Kreis die Auslaßöffnungen 16 und die Öffnungen auf dem inneren Kreis die Einlaß-0 öffnungen 15. Der Teilungswinkel beträgt etwa 30 . Der Lochkreis der Einlaßöffnungen 15 ist um etwa 20 % kleiner als der der Auslaßöffnungen 16.
- Die Einlaßöffnungen 15 sind auf ihrer Eingangsseite zwecks besserer Einströmung zur Zylinderachse hin etwa birnenförmig verlängert, wie dies in Fig. 2 dargestellt ist. Die birnenförmige Verlängerung der Öffnung geht in der Ventilplatte 2 über einen geneigt verlaufenden Wandungsabschnitt 17 in die kreisrunde Öffnung auf der Zylinderseite der Ventilplatte 2 über.
- Die Herstellung der Einlaß- und Auslaßöffnungen wird bei Stahl und Guß zweckmäßigerweise durch mechanische Bearbeitung vorgenommen. Bei Aluminium können die Öffnungen mittels Druckgußverfahren erzeugt werden, wobei nur an den beiden Dichtflächen eine Nachbearbeitung notwendig ist.
- Die Gestaltungen der Auslaß- und Einlaßlamellen ergeben sich aus den Fig. 3 und 4. Beide bestehen aus einem scheibenförmigen Bereich 18 bzw. 19, an den schmale, strahlenförmig nach außen verlaufende Arme 20 bzw. 21 angeformt sind, die an ihren Enden in kreisförmige Erweiterungen 22 bzw. 23 übergehen. Im scheibenförmigen Bereich ist jeweils eine zentrale Bohrung 24 bzw. 25 und daneben eine kleinere Bohrung 26 bzw. 27 enthalten. Die zentralen Bohrungen 24 und 25 sind in der Einbaulage der Lamellenscheiben von dem Bolzen 8 der Befestigungsschraube durchdrungen, die damit außer der Befestigung der vorerwähnten Teile auch der Befestigung der Lamellenscheiben dient. Die kleineren Bohrungen 26 bzw. 27 nehmen den Stift 11 auf.
- Die beschriebene Ausgestaltung ist besonders geeignet für Hubkolbenverdichter mit einem Kolbendurchmesser von 70 bis 100 mm. Die Einlaßlamellenscheibe hat z.B. eine Dicke von 0,15 mm und die Auslaßlamellenscheibe eine Dicke von 0,3 mm. Bevorzugter Werkstoff ist korrosionsbeständiger Federstahl. Die Herstellung kann in üblicher Weise durch Stanzen erfolgen.
- Der Hubbegrenzer 10 für die Einlaßventillamellen hat die gleiche Querschnittsform wie die Einlaßlamellenscheibe gemäß Fig. 4. Seine der Ventilplatte 2 zugewandte Oberfläche ist ballig geformt.
- Als Hubbegrenzer für die Auslaßventillamellen dienen die Stegbereiche zwischen den Einlaßöffnungen 15 auf der Unterseite des Bodens 7 des Einlaßkanals 6. Diese Stegbereiche, die die Anlageflächen für die Arme 20 und die Erweiterungen 22 der Auslaßventillamellen bilden, sind in ihrer Form der Umrißform der Auslaßlamellenscheibe gemäß Fig. 3 angepaßt. Veranschaulicht ist ihre Formgebung in der Schnittdarstellung in Fig. 2. Ebenso wie bei dem Hubbegrenzer 10 sind die als Anlageflächen dienenden Stegbereiche ballig geformt. Die übrigen Abschnitte der Unterseite des Bodens 7 liegen dagegen in einer Ebene senkrecht zur Zylinderachse. In diesen Abschnitten befinden sich u.a. Durchgangsöffnungen 28, die die gleiche Querschnittsform wie die Eingangsseite der Einlaßöffnungen 15 haben.
- Zur Abdichtung der aufeinanderliegenden Flächen des Bodens 7 und der Ventilplatte 2, die die Einlaßöffnungen 15 umgrenzen, sind birnenförmige Dichtungen 29 aus einem weichelastischen Kunststoffmaterial an diesen Stellen eingefügt. Die Dicke der birnenförmigen Dichtungen beträgt etwa das 1,2-fache der Dicke der Auslaßlamellenscheibe. Mit dem Anziehen der Mutter 9 der Schraube 8 werden die Dichtungen 29 auf die Dicke der Auslaßlamellenscheibe zusammengedrückt, und damit wird zugleich die Auslaßlamellenscheibe kraftschlüssig gegen die Ventilplatte 2 verspannt.
- Fig. 5 zeigt eine abgewandelte Ausführung im Bereich des Bodens des Eingangskanals 6a. Hier ist der Boden 7a nicht zugleich als Hubbegrenzer für die Auslaßlamellen ausgebildet. Vielmehr ist ein Hubbegrenzer 31 als zusätzliches Bauteil vorgesehen, der in gleicher Weise gestaltet ist wie der Hubbegrenzer 10 für die Einlaßlamellen. Der Boden 7a hat bei dieser Ausführung von der Ventilplatte 2 einen Abstand, wobei am Boden 7a zur Ventilplatte 2 gerichtete und an dieser anliegende Stutzen 30 angeformt sind, die an die Einlaßöffnungen 15 in der Ventilplatte 2 dichtend anschließen.
- Auch bei dieser Ausführung ist für alle Bestandteile eine zentrale Befestigung mit Hilfe einer Schraube 32 vorgesehen, die einen verlängerten Gewindeabschnitt aufweist, auf dem eine zweite Mutter 33 gelagert ist, die der unabhängigen Befestigung des Einlaßkanals 6a an der Ventilplatte 2 dient.
- Funktionsbeschreibung:
- Wenn der in Fig. 1 angedeutete Kolben 34 sich aus der dargestellten oberen Totpunktlage nach unten bewegt, saugt er das gasförmige Medium durch den Filter 12 in den Einlaßkanal 6 und durch die Öffnungen 28 in dessen Boden 7 sowie die anschließenden Einlaßöffnungen 15 der Ventilplatte 2 in den Zylinderraum 35. Hierbei liegen die Arme 21 und die Erweiterungen 23 der Einlaßlamellen infolge des Unterdrucks im Zylinder 35 an der Hubbegrenzung 10 an und geben so den Weg des Mediums frei. Die Arme 20 und die Erweiterungen 22 der Auslaßlamellen verschließen während der Saugperiode den Zylinderraum 35 gegenüber dem Druckraum 13 im Zylinderkopf 3, in dem Überdruck herrscht, und öffnen erst wieder, nachdem der Kolben 34 aus der unteren Totpunktlage wieder nach oben wandert und der dadurch entstehende Verdichtungsdruck den Druck im Druckraum 13 des Zylinderkopfes leicht übersteigt. In der Offenstellung der Auslaßlamellen liegen die Arme 20 mit ihren Erweiterungen 22 an den zugehörigen Hubbegrenzern an, während gleichzeitig die aus den Armen 21 und den Erweiterungen 23 gebildeten Einlaßlamellen den Saugraum im Einlaßkanal 6 abschließen.
Claims (6)
1. Hubkolbenverdichter für gasförmige Medien mit einer Ventilplatte zwischen Zylinder und Zylinderkopf, in der auf zur Zylinderachse konzentrischen Kreisen mehrere Einlaß- und Auslaßventilöffnungen enthalten sind, mit Einlaßventillamellen auf der dem Zylinder zugewandten Seite der Ventilplatte und Auslaßventillamellen auf der anderen Seite jeweils mit zugehöriger Hubbegrenzung und mit einer zentralen Befestigung dieser Teile an der Ventilplatte, dadurch gekennzeichnet , daß in der Ventilplatte (2) auf dem ganzen inneren Kreis aufeinanderfolgende Ventilöffnungen mit gleicher Winkelteilung und auf dem äußeren Kreis Ventilöffnungen in gleicher Zahl wie auf dem inneren Kreis, jedoch um die halbe Winkelteilung versetzt angeordnet sind und daß die Einlaß- und Auslaßventillamellen jeweils aus einem im Zentrum durchbohrten scheibenförmigen Bereich (18 bzw. 19) bestehen, an den schmale, strahlenförmig nach außen verlaufende Arme (20 bzw. 21) angeformt sind, die an ihren Enden in vorzugsweise kreisförmige Erweiterungen (22 bzw. 23) übergehen.
2. Hubkolbenverdichter nach Anspruch 1, dadurch gekennzeichnet, daß die Einlaßöffnungen (15) auf dem inneren und die Auslaßöffnungen (16) auf dem äußeren Kreis liegen.
3. Hubkolbenverdichter nach den Ansprüchen 1 und 2, dadurch gekennzeichnet, daß die Einlaßöffnungen (15) auf der Zylinderkopfseite von einem rohrförmigen, die Zylinderkopfdecke (5) abgedichtet durchdringenden Einlaßkanal (6) umschlossen sind, der den Zylinderkopfraum in einen Saug- und einen äußeren Druckraum (13) unterteilt.
4. Hubkolbenverdichter nach den Ansprüchen 1 bis 3, dadurch gekennzeichnet, daß der Einlaßkanal (6) stromab am inneren Ende einen Boden (7) aufweist, der mit den Einlaßöffnungen (15) in der Ventilplatte (2) deckungsgleiche Öffnungen (28) enthält und an seiner Zylinderseite im Bereich der Stege zwischen den Einlaßöffnungen (15) die Hubbegrenzer der Arme (20) und der Erweiterungen (22) der Auslaßventillamellen bildet.
5. Hubkolbenverdichter nach Anspruch 3 oder 4, dadurch gekennzeichnet, daß die Einlaßöffnungen (15) auf ihrer Eingangsseite im Querschnitt zur Zylinderachse hin etwa birnenförmig entsprechend dem Freiraum zwischen den strahlenförmig nach außen verlaufenden Armen (20) der Auslaßventillamellen verlängert sind und daß der birnenförmige Öffnungsquerschnitt in der Ventilplatte (2) an der Schmalseite über einen geneigt verlaufenden Wandungsabschnitt (17) in eine kreisrunde Öffnung auf der Zylinderseite der Ventilplatte (2) übergeht.
6. Hubkolbenverdichter nach den Ansprüchen 2, 3 oder 5, dadurch gekennzeichnet, daß der Boden (7a) des Einlaßkanals (6a) von der Ventilplatte (2) einen Abstand hat und daß am Boden (7a) zur Ventilplatte (2) gerichtete und an dieser anliegende Stutzen (30) angeformt sind, die an die Einlaßöffnungen (15) in der Ventilplatte (2) dichtend anschließen.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3333468 | 1983-09-16 | ||
| DE3333468 | 1983-09-16 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0144547A2 true EP0144547A2 (de) | 1985-06-19 |
| EP0144547A3 EP0144547A3 (de) | 1986-10-15 |
Family
ID=6209247
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19840110223 Withdrawn EP0144547A3 (de) | 1983-09-16 | 1984-08-28 | Hubkolbenverdichter für gasförmige Medien |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US4565507A (de) |
| EP (1) | EP0144547A3 (de) |
| JP (1) | JPS6079184A (de) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5201644A (en) * | 1987-12-23 | 1993-04-13 | 3H Invent A/S | Valve arrangement for pump or compressor |
| US5266015A (en) * | 1992-02-13 | 1993-11-30 | Tecumseh Products Company | Compressor suction and discharge valve assembly |
| US5213125A (en) * | 1992-05-28 | 1993-05-25 | Thomas Industries Inc. | Valve plate with a recessed valve assembly |
| US5327932A (en) * | 1993-04-19 | 1994-07-12 | Thomas Industries Inc. | Valve restraint enhancement |
| US7390176B2 (en) * | 2001-10-05 | 2008-06-24 | Carrier Corporation | Multi-port suction reed valve with optimized tips |
| NZ526361A (en) * | 2003-05-30 | 2006-02-24 | Fisher & Paykel Appliances Ltd | Compressor improvements |
| DE102004047159B4 (de) * | 2004-09-29 | 2006-09-07 | Danfoss Compressors Gmbh | Kolbenverdichter, insbesondere hermetischer Kältemittelverdichter |
| FR2895037A1 (fr) * | 2005-12-20 | 2007-06-22 | Tecumseh Europ S A Sa | Dispositif a clapets pour compresseur de fluide et compresseur de fluide |
| JP2008248794A (ja) * | 2007-03-30 | 2008-10-16 | Anest Iwata Corp | 圧縮機の逆止弁 |
| US20130121860A1 (en) * | 2011-11-10 | 2013-05-16 | Gene Bluhm | Retrofit of a reciprocating compressor with a concentric valve |
| TWI621776B (zh) * | 2016-01-15 | 2018-04-21 | Wen-San Chou | 空壓機之汽缸出氣構造改良 |
| TWI608168B (zh) * | 2016-01-18 | 2017-12-11 | 周文三 | 空氣壓縮機之汽缸出氣結構改良 |
| TWI626376B (zh) * | 2016-01-20 | 2018-06-11 | 周文三 | 空氣壓縮機之汽缸出氣構造改良 |
| CN106286231B (zh) * | 2016-10-25 | 2019-03-08 | 马德宝真空设备集团有限公司 | 一种往复式真空泵的吸排气阀组件 |
| JP2020512512A (ja) * | 2017-03-27 | 2020-04-23 | ブルクハルト コンプレッション アーゲー | ピストンコンプレッサバルブおよびピストンコンプレッサバルブを動作させるための方法 |
| JP7165670B6 (ja) * | 2017-03-27 | 2023-08-18 | ブルクハルト コンプレッション アーゲー | ピストンコンプレッサバルブ用のバルブクロージャおよびそのバルブクロージャを動作させるための方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1627680A (en) * | 1923-11-08 | 1927-05-10 | Carl W Vollmann | Valve for gas compressors |
| DE507217C (de) * | 1927-01-14 | 1930-09-15 | Ingersoll Rand Co | Federplattenventil |
| US2682280A (en) * | 1950-08-02 | 1954-06-29 | Gen Electric | Interwoven exhaust valve |
| US2725183A (en) * | 1951-01-10 | 1955-11-29 | Carrier Corp | Valves for reciprocating compressors |
| FR1080792A (fr) * | 1952-05-14 | 1954-12-13 | Thomson Houston Comp Francaise | Perfectionnements aux compresseurs à mouvement alternatif |
| DE1500015A1 (de) * | 1965-09-09 | 1969-05-14 | Kurt Ehmann | Ventil fuer Kolbenkompressoren |
| JPS5820394B2 (ja) * | 1978-01-24 | 1983-04-22 | サンデン株式会社 | 流体吸排装置 |
| DE2910597A1 (de) * | 1979-03-17 | 1980-09-18 | Volkswagenwerk Ag | Ventilanordnung fuer kompressoren |
| DE3335725A1 (de) * | 1983-10-01 | 1985-04-11 | Boge Kompressoren Otto Boge Gmbh & Co Kg, 4800 Bielefeld | Ventil fuer kolbenkompressoren |
-
1984
- 1984-08-28 EP EP19840110223 patent/EP0144547A3/de not_active Withdrawn
- 1984-09-12 JP JP59189854A patent/JPS6079184A/ja active Pending
- 1984-09-17 US US06/650,892 patent/US4565507A/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US4565507A (en) | 1986-01-21 |
| JPS6079184A (ja) | 1985-05-04 |
| EP0144547A3 (de) | 1986-10-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0144547A2 (de) | Hubkolbenverdichter für gasförmige Medien | |
| DE102004047159B4 (de) | Kolbenverdichter, insbesondere hermetischer Kältemittelverdichter | |
| DE602004000553T2 (de) | Saugventil in Lamellenausführung für einen Verdichter | |
| DE4420865C2 (de) | Kältekompressor mit einem kugelförmigen Auslaßventil | |
| DE69015168T2 (de) | Kältemittelkompressorkonstruktion. | |
| DE4110647C2 (de) | Kolbenverdichter | |
| DE4213798C2 (de) | Radialkolbenpumpe, insbesondere Kraftstoffpumpe für Verbrennungsmotoren | |
| DE4446302A1 (de) | Taumelscheibenkompressor mit Druckschwankungsdämpfer | |
| DE69301989T2 (de) | Taumelkolben | |
| DE69302491T2 (de) | Asymetrisches Einlassystem für Schiefscheiben-Verdichter | |
| DE10203579A1 (de) | Gasansaugvorrichtung für Hubkolbenverdichter | |
| DE60214070T2 (de) | Verdichterkolben | |
| DE10244588A1 (de) | Ölabscheider | |
| DE3100118A1 (de) | Auslassventil | |
| EP1800010B1 (de) | Seitenkanalverdichter sowie gehäuseschalen und laufrad hierfür | |
| DE3839172A1 (de) | Taumelscheibenkompressor | |
| DE19821265A1 (de) | Kühlmittelverdichter | |
| DE60309280T2 (de) | Integriertes Ringventil für einen Kompressorkolben | |
| WO2005059362A1 (de) | Kolbenkompressor zum verdichten gasförmiger medien in wenigstens zwei arbeitsräumen | |
| DE19813046A1 (de) | Hubkolbenkompressor | |
| DE202020101747U1 (de) | Membranpumpe und Kaffeemaschine mit Membranpumpe | |
| DE2726089A1 (de) | Ventilplatte | |
| DE2846419A1 (de) | Kolbenzylinder fuer verdichter | |
| DE69018831T2 (de) | Ansaugventil für eine pumpe zum auffangen von verunreinigungen. | |
| DE19903025C2 (de) | Kolbenverdichter für gasförmige Medien |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| RHK1 | Main classification (correction) |
Ipc: F04B 39/10 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19870416 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: REIMERS, REIMER |