EP0111283B1 - Hängende Düsenstockausbauvorrichtung - Google Patents
Hängende Düsenstockausbauvorrichtung Download PDFInfo
- Publication number
- EP0111283B1 EP0111283B1 EP83112198A EP83112198A EP0111283B1 EP 0111283 B1 EP0111283 B1 EP 0111283B1 EP 83112198 A EP83112198 A EP 83112198A EP 83112198 A EP83112198 A EP 83112198A EP 0111283 B1 EP0111283 B1 EP 0111283B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- removal device
- accordance
- tuyere stock
- stock removal
- supporting frame
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21B—MANUFACTURE OF IRON OR STEEL
- C21B7/00—Blast furnaces
- C21B7/16—Tuyéres
- C21B7/166—Tuyere replacement apparatus
Description
- Die Erfindung betrifft eine hängende Düsenstockausbauvorrichtung, insbesondere eine Düsenstockausbauvorrichtung für Hochöfen mit einer um die Ofenrast kreisförmig und konzentrisch zur Ofenachse verlaufenden Heisswindringleitung an welcher die Düsenstockausbauvorrichtung mittels Rollen an Schienen, welche mit der Heisswindringleitung eine mechanische Einheit bilden, aufgehängt und entlang diesen verfahrbar ist.
- Der Herd eines Hochofens wird bekanntlich über eine Reihe von in der Ofenwandung angeordneten sogenannten Windformen mit Heisswind, welcher mit Sauerstoff angereichert sein kann, gespeist. Der Heisswind wird von den Winderhitzern einer den Hochofen umgebenden Ringleitung zugeführt und gelangt von dieser über sogenannte Düsenstöcke zu den einzelnen Windformen. Diese Düsenstöcke bestehen im wesentlichen aus einem von der Ringleitung schräg abwärts verlaufenden, mit Einrichtungen für den Ausgleich von Wärmedehnungen versehenen Fallrohr, einem an dieses Fallrohr anschliessenden Krümmer und schliesslich einer diesen Krümmer mit der Windform horizontal verbindenden sogenannten Blasdüse.
- Da die Windformen in den Hochofen hineinragen und damit hohen mechanischen und thermischen Beanspruchungen mit damit einhergehendem Verschleiss ausgesetzt sind, müssen sie verhältnismässig oft ersetzt werden. Dieses Ersetzen der Windformen, d.h. die Demontage einer defekten und die Montage einer intakten Windform bedingt das zeitweilige Entfernen zumindest der Blasdüse und des Krümmers des Düsenstocks, wobei natürlich für die Zeitdauer dieser Reparaturarbeiten die Heisswindzufuhr und damit der Ofenbetrieb unterbrochen werden müssen.
- Bei kleineren, d.h. eigentlich nicht mehr zeitgemässen Ofen kann dieser Windformaustausch notfalles vorwiegend manuell, mit einem nur minimalen Werkzeugaufwand durchgeführt werden. Bei mittleren bis sehr grossen, d.h.modernen Hochöfen werden die zu handhabenden Massen jedoch so gross, dass für den Windformaustausch und die damit zusammenhängenden Arbeitsvorgänge nur maschinelle Vorrichtungen in Frage kommen.
- Für die praktische Ausgestaltung einer solchen Vorrichtung zum Ersetzen schadhafter Windformen mit damit zwangsläufig verbundenem Ausbau zumindest eines Teils des Düsenstocks, weshalb diese Vorrichtung in der Folge als Düsenstockausbaüvorrichtung bezeichnet sei, bietet sich dem Konstrukteur natürlich eine Vielzahl von Möglichkeiten an, unter denen er jedoch nur diejenigen berücksichtigen kann, welche ein möglichst günstiges Verhältnis von Aufwand zu Nutzeffekt versprechen, wobei bezüglich Nutzeffekt auch ein minimaler Ofenstillstand, so wie er oben als unvermeidlich erwähnt wird, anzustreben ist.
- Ein Vorschlag zur Lösung dieser konstruktiven Auflage, welcher sich in der Praxis bereits gut bewährt hat, wird in DE-A-2833303 beschrieben. Dort sind an einem Hubarm eines Flurfahrzeuges vom Fahrzeugführer ferngesteuerte, zweckdienlich ausgestaltete Handhabungswerkzeuge montiert, mit Hilfe derer der Düsenstock ausgebaut wird. Da dieses Fahrzeug als Mehrzweckfahrzeug ausgebildet sein kann, muss bei einem bewertenden Vergleich dieses Systems mit anderen berücksichtigt werden, dass das Fahrzeug während der Zeit, wo es nicht für den Austausch von Windformen benutzt wird und dies ist natürlich für den Grossteil der Ofenbetriebszeit der Fall, einer anderen innerbetrieblichen Verwendung zugeführt werden kann, wodurch der eigentliche Ausrüstungsaufwand für den Düsenstockausbau minimiert ist.
- Die Verwendbarkeit dieser Lösung ist jedoch naturgemäss auf Hochöfen beschränkt, bei welchen unterhalb der Heisswindringleitung und der Düsenstöcke eine geräumige, um den ganzen Ofen durchgehend verlaufende, d.h. ununterbrochene Plattform oder Bühne vorhanden ist. Eine solche Plattform ist jedoch nur bei modernen, grossen Hochöfen möglich. Bei kleinen bis mittleren Ofen muss mangels genügender Höhe die Plattform oberhalb des oder der Abstichlöcher unterbrochen werden, um genügend Platz für den Einsatz der Stichlochbohr- und-stopfmaschinen zur Verfügung zu haben, so dass mit dem erwähnten Fahrzeug die über den unterbrochenen Stellen der Plattform befindlichen Düsenstöcke nicht bedient werden können.
- Andere Vorschläge zur Lösung des Düsenstockausbauproblems gehen vom Sachverhalt aus, dass sowohl die Düsenstöcke als auch die Heisswindringleitung sich um den ganzen Ofenumfang herum erstrecken. Sie sehen deshalb eine Düsenstockausbauvorrichtung vor, welche entlang von an der Ringleitung aufgehängten Schienen verfahrbar ist, so dass auch diejenigen Düsenstöcke, welche sich oberhalb der unterbrochenen Abschnitte der genannten Plattform oder Bühne befinden, bedient werden können.
- Die bisher bekannt gewordenen Vorschläge dieser Art arbeiten mit aufgehängten Düsenstockausbauvorrichtungen, welche, wenn sie sämtliche von der Erfindung anvisierten Montagevorgänge, wie Ausbau der Blasdüse mitsamt Krümmer, Ausbau der Windform sowie gegebenenfalls Ausbau des schrägen Fallrohres, ermöglichen sollen, einen sehr aufwendigen konstruktiven Aufbau haben. Dieser war bisher notwendig, um sämtliche für die gedachte Aufgabe notwendigen Bewegungen maschinell ausführen zu können. Zu diesem Aufwand gehörten unter anderem eine Mehrzahl von elektrischen und/oder hydraulischen Betätigungsmotoren mit den dazugehörigen Zuleitungen bzw. Leistungsversorgungseinheiten.
- Im Gegensatz zu dem weiter oben erwähnten Mehrzweckfahrzeug kann eine solche an aufgehängten Schienen verfahrbare Vorrichtung ausschliesslich zum Zweck der Düsenstockhandhabung Verwendung finden, so dass ein aufwendiger, d.h. teurer Aufbau derselben rentabilitätsmässig sehr ins Gewicht fällt. Da desweiteren auf Grund des komplizierten Aufbaus der bekannten Systeme das Risiko eines Defektes entsprechend deren konstruktiven Komplexität steigt, muss auch noch, trotz und wegen des grossen technischen Aufwandes, ein grösseres Versagensrisiko mit in Kauf genommen werden.
- Um diese entlang an der Heisswindringleitung aufgehängten Schienen verfahrbaren Düsenstockausbauvorrichtungen universeller verwendbar zu machen, sind auch Vorschläge bekannt geworden, bei welchen zusätzliche Einrichtungen es ermöglichen sollen, an einer solchen Düsenstockausbauvorrichtung auch die Stichlochbohr- und/oder die Stichlochstopfmaschine aufhängen und damit um den Ofen herum verfahrbar machen zu können. Dieses Konzept bedeutet jedoch einen Einbruch in die übliche Infrastruktur des unteren Hochofenbereichs, kommt also für die Verwendung bei einem bestehenden Hochofen kaum in Betracht, ganz abgesehen von der Komplexität einer solchen Anlage.
- Zur Vermeidung dieser Nachteile und Unzulänglichkeiten des Standes der Technik ist es Aufgabe der Erfindung, eine hängende Düsenstockausbauvorrichtung der eingangs erwähnten Gattung vorzuschlagen, mit welcher bei minimalem konstruktivem Aufwand und damit einhergehender Betriebssicherheit und Wirtschaftlichkeit alle für den Aus- und Einbau der Blasdüse mitsamt Krümmer der Windform und gegebenenfalls des schrägen Fallrohrs des Düsenstocks notwendigen Handhabungsoperationen ausgeführt werden können.
- Diese Aufgabe wird, ausgehend von einer hängenden Düsenstockausbauvorrichtung der eingangs erwähnten Art, durch die im Kennzeichnen des Hauptanspruchs angeführten Merkmale gelöst. Ein Ausführungsbeispiel der Erfindung ist in den Zeichnungen, in denen gleiche Teile mit den gleichen Referenzzahlen versehen sind, dargestellt und wird in folgenden näher beschrieben. Es zeigen:
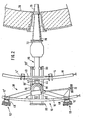
- Figur 1, eine hängende Düsenstockausbauvorrichtung in ihrer relativen Anordnung zur Heisswindringleitung und einem Düsenstock;
- Figur 2, eine Draufsicht auf die Darstellung nach Figur 1, jedoch unter Weglassung der Ringleitung und des schrägen Fallrohrs des Düsenstocks:
- Figur 3, das Befestigen des Düsenstockkrümmers mitsamt Blasdüse an einem Auslegerarm der Düsenstockausbauvorrichtung in einer ersten Phase der Düsenstockdemontage,
- Figur 3a, eine Einzelheit der Figur 3;
- Figur 4, die Lagerung von Krümmer und Blasdüse am Auslegerarm in einer zweiten Phase ihrer Demontage,
- Figur 4a, eine Einzelheit der Figur 4;
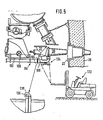
- Figur 5, einen dritten Demontageschritt von Krummer und Blasdüse:
- Figur 5a, eine Einzelheit der Figur 5:
- Figur 6, einen ersten Demontageschritt für die Windform:
- Figur 7, einen zweiten Demontageschritt für die Windform:
- Figur 8, die Demontage des schrägen Fallrohrs des Düsenstocks mit Hilfe der Düsenstockausbauvorrichtung und eines Adapters:
- Figur 9, eine Einzelheit der Vorrichtung zur Demontage des schrägen Fallrohrs nach Figur 8.
- In den Figuren 1 und 2 ist die vorgeschlagene hängende Düsenstockausbauvorrichtung pauschal mit der Referenzzahl 10 bezeichnet. Sie hängt mittels äusseren Rollen 12, 12' und inneren Rollen 14, 14' an Schienen 16, bzw. 18 welche ihrerseits an der teilweise im Schnitt dargestellten Heisswindringleitung 20 des Hochofens befestigt sind. Die Schienen 16, 18 bestehen vorzugsweise aus 1-oder U-Profilen. Ein Teil der Hochofenwandung im Bereich eines Formkastens 22, eines Kühlrings 24 und einer Windform 26 (schematisiert dargestellt) ist im Schnitt dargestellt und mit der Referenzzahl 28 bezeichnet. An die Windform 26 schliesst sich stromaufwärts der Düsenstock 27, bestehend aus einer Blasdüse 30 mit Krümmer 32 und einem schrägen Windfallrohr 34, an. Letzteres ist an die Ringleitung 20 angeschlossen.
- Die Rollen 12, 12',14, 14' sind die Fahrrollen eines Wagens 36, mit Hilfe dessen die Ausbauvorrichtung 10 vor dem auszubauenden Düsenstock 27 in Stellung gebracht wird. Der Rahmen dieses Wagens 36 ist zweiteilig ausgeführt und zwar besteht er aus einem, von oben gesehen (Figur 2) Y-förmigen Teil 38 mit den Fahrrollen 12, 12' und einem geraden, horizontalen Verbindungsträger 40 zwischen den Rollen 14,14'.
- Das Bein 42 des Y-förmigen Teils 38 ist mit Hilfe eines Schwenklagers 44 am Verbindungsträger 40 mittig gelagert, so dass die an dieser Stelle vorhandene Last gleichmässig auf die Rollen 14,14' verteilt ist.
- Die Fortbewegung des Wagens 36 entlang den Schienen 16, 18 geschieht durch Betätigung von selbsthemmenden, auf die äusseren 12, 12' und/oder inneren Rollen 14,14' einwirkenden Getrieben 46, 48, welche ihrerseits manuell mit Hilfe von Kettenzügen 50, 52, betätigt werden.
- Am Wagen 36 um eine vertikale Achse 54 schwenkbar montiert ist ein Joch 56 mit je zwei sich davon hinwegerstreckenden Armen 58, 58' und 60, 60'. Die Arme 58' und 60' sind identisch mit den Armen 58, bzw. 60 und von diesen in der Zeichnung verdeckt. Die Arme 58, 58' verlaufen im wesentlichen horizontal und haben an ihrem Ende einen Anlenkpunkt 62 für die Extremität der Kolbenstange 64 eines doppeltwirkenden Hydraulikzylinders 66, während die Arme 60,60' schräg nach rechts unten (in Figur 1) verlaufen und an ihren Enden Anlenkpunkte 68, 68' haben. Das Joch 56 mit den Armen 58, 58' und 60, 60', im folgenden kurz mit Schwenksupport 70 bezeichnet, wird ebenfalls mittels Kettenzug 72 und einem selbsthemmenden Schneckengetriebe 74 betätigt, d.h. um die vertikale Achse 54 geschwenkt. An dieser Stelle der Vorrichtung ist das Vorhandensein eines selbsthemmenden Getriebes wichtig, da die Last ein unerwünschtes Drehmoment um die Achse 54 erzeugen kann, wenn letztere nicht genau vertikal ist, was durch Montageungenauigkeiten,Verziehen der Ringleitung, usw., durchaus der Fall sein kann.
- Am Schwenksupport 70 und dem daran angelenkten Hydraulikzylinder 66 mit einem zylinderseitigen Anlenkpunkt 76 ist schliesslich ein Traggestell 78 aufgehängt, dessen Unterteil 80 im wesentlichen aus zwei Schienen 82,84, vorzugsweise mit U-Profil, besteht, in welchen ein Montagewagen 86 auf Rollen 88, 88' und 90, 90' im wesentlichen horizontal ist der Körper des Montagewagens 86 vorzugsweise im wesentlichen rohrförmig.
- Der Oberteil 92 des Traggestells 72 ist ebenfalls vorzugweise rohrförmig. Oberteil 92 und Unterteil 80 sind durch geeignet geformte Stahlplatten 94, 96 (in Figur 2 durch die Schienen 16 und 18 verdeckt) starr miteinander verbunden.
- Das Verschieben des Montagewagens 86 geschieht auch hier durch ein manuell betätigtes, selbsthemmendes (nicht dargestelltes) Schneckengetriebe mit Antriebsrad 98, und einem Zahnstangentrieb mit Ritzel 100 auf der Ausgangswelle des am Oberteil 92 befestigten Schneckengetriebes und Zahnstange 102 (Zähne nicht dargestellt) am oberen Teil des Montagewagens 86. Auch hier hat das selbsthemmende Schneckengetriebe den Zweck, durch die Last hervorgerufene Kräfte in Fahrtrichtung des Montagewagens 86 unwirksam zu machen. Solche Kräfte entstehen z.B. unter anderem dann wenn das Traggestell 78 mitsamt Montagewagen 86 durch Betätigen des Hydraulikzylinders 66 um die Anlenkpunkte 68, 68' aus der Horizontalen herausgeschwenkt wird.
- Der Hydraulikzylinder 66 mit den Anlenkpunkten 62 am Schwenksupport 70 und 76 am Oberteil 92 des um die Anlenkpunkte 68, 68' schwenkbaren Traggestells 78 ist doppelwirkend und wird manuell durch eine nicht dargestellte Handpumpe, analog einem Wagenheber, betätigt. Zur Erleichterung der Betätigung kann auch ein elektrisch oder luftbetrienenes Hydraulikkraftgerät verwendet werden.
- Der rohrförmige Körper des Montagewagens 86 ist in Richtung auf die Hochofenwand zu in Form eines Auslegerarms 104 verlängert. Dessen Extremität 106 ist entsprechend ausgebildet, z.B. in Form eines Flansches, um daran die für den Düsenstockausbau (und -einbau) geeigneten Werkzeuge befestigen zu können. In Figur 1 besteht dieses Werkzeug aus einem Tragrahmen 108, in welchen ein Tragschemel 110 für Blasdüse 30 und Krümmer 32 montiert werden kann. Der Tragrahmen 108 kann z.B. aus zwei L-förmigen Flachstählen 112,112' bestehen, welche an der Extremität 106 des Arms 104 befestigt sind, vorzugsweise mit Hilfe einer an sich bekannten Stift/Vorsteckkeil -Verbindung (nicht gezeigt).
- Der Tragschemel 110 ist eine auf die vorgeschlagene Düsenstockausbauvorrichtung adaptierte, vereinfachte Ausführung eines analogen Schemels, dessen Aufbau und Wirkungsweise in der weiter oben genannten Schrift detailliert beschrieben werden. Dieser Schemel 110 hat, von der Seite gesehen (Figur 1) wiegenförmige Gestalt und besteht im wesentlichen aus zwei Seitenstücken, z.B. wiegenförmig ausgebildeten, mit (nicht sichtbaren) Querstreben verbundenen Flachstählen 114, 114' an deren ofenseitigen Querstreben zwei Rollen 116,116' drehbar montiert sind. Für Einzelheiten zu dieser Rollenmontage an einem Tragschemel beziehe man sich auf die genannte Patentschrift. Der Tragschemel 110 kann mit dem Tragrahmen 108 eine Einheit bilden, indem er dauernd an Drehpunkten 118, 118' mit dem Tragrahmen 108 schwenkbar verbunden bleibt. Er kann jedoch auch erst vor Beginn der Düsenstockdemontage mit diesem Tragrahmen 108 verbunden werden, z.B. mit Hilfe eines Steckbolzens durch die Punkte 118, 118'. In diesem Falle kann der Tragrahmen 108 nicht nur zur Aufnahme des Schemels dienen, sondern auch, nach Entfernung dieses letzteren, zur Aufnahme anderer Demontagewerkzeuge.
- Die Figuren 3,4 und 5 zeigen verschiedene aufeinanderfolgende Schritte bei der Demontage von Blasdüse 30 mitsamt Krümmer 32.
- Zunächst wird der Arm 104 durch Betätigung des Zylinders 66 (Figur 1) um einen bestimmten Winkel (Figur 3) aus der Horizontalen hochgeschwenkt, bis die Rollen 116, 116' an dem Befestigungsflansch 120 von Blasdüse 30 und Krümmer 32 zum Anliegen kommen. Hierbei ist der Schemel 110 nur an den Drehpunkten 118, 118', z.B. mittels Steckbolzen, mit dem Tragrahmen 108 verbunden (siehe auch Figur 3a). Gleichzeitig oder anschliessend wird der Schemel 110 manuell um die Drehpunkte 118, 118' hochgeschwenkt, bis Bohrungen 122, 122' im Schemel 110 mit einer Oese 124 am Krümmer 32 fluchten worauf durch Durchstecken eines Steckbolzens, oder dergleichen, Schemel 110 und Krümer 32 (mit Blasdüse 30) im Punkt 124 miteinander verbunden werden. Der Schemel 110 nimmt dann in bezug zum Arm 108 die Stellung ein, wie sie am besten aus Figur 3a hervorgeht, d.h., dass Bohrungen 126,126' im Schemel sich im wesentlichen oberhalb von Bohrungen 128, 128' im Tragrahmen 108 befinden. Die nächste Phase besteht im Lösen der Verschraubung (nicht gezeigt) zwischen den Flanschen von Fallrohr 34 und Krümmer 32. Anschliessend wird der Arm 104 durch entsprechende Betätigung des Zylinders 66 abgesenkt, wobei das Blasdüsenmundstück sich bei 130 an der Windform 26 abstützt und der Krümmer 32 mit dem linken Teil (in Figur 4) des Schemels 110 um eine grössere Strecke nach unten geht als die Punkte 118,118'. In einem bestimmten Augenblick kommen dann die Bohrungen 126, 126' im Schemel 110 mit den Bohrungen 128, 128' im Tragrahmen 108 zum Fluchten, sodass Schemel 110 und Tragrahmen 108 durch einen Steckbolzen miteinander verbunden werden können. Schemel 110 und Tragrahmen 108 nahmen dann die relative Stellung zueinander ein, wie sie aus den Figuren 4 und 4a hervorgeht. Der Ktümmer 32 ist jetzt im Punkt 124 fest mit dem Schemel 110 verbunden, welcher seinerseits in den Punkten 128 und 118 fest mit dem Tragrahmen 108 verbunden ist. Da andererseits das Gewicht von Krümmer 32 und Blasdüse 30 rechts (gemäss der in den Figuren gewählten Position) vom Befestigungspunkt 124 (Oese) grösser ist als dasjenige links davon, befinden sich Düse und Krümmer durch Abstützen auf den Rollen 116, 116' in stabilem Gleichgewicht und können gefahrlos aus der Windform 28 und der Ofenwandung 28 herausgezogen werden. Dies geschieht durch Betätigen des Zahnstangentriebes 100/102.
- Figur 5 zeigt die Stellung von Montagewagen 86 und Krümmer 32 mit Blasdüse 30 nach Beendigung des Extraktionsvorganges. Der Tragrahmen 108 mit den darauf gelagerten Düsenstockteilen kann jetzt von einem Hubstapler 132 aufgenommen und weggefahren werden. Hierbei ist die Verwendung einer Drehschemelpalette 134 vorteilhaft. Es versteht sich von selbst, dass der Hubstapler 132 wegen der Ofenwand 28 in Wirklichkeit nicht die (illustrationshalber gewählte) Stellung gemäss Figur 5 einnehmen kann, wie auch die Aufnahme des Tragrahmens 108 durch den Hubstapler 132 nicht notwendigerweise in der gezeigten Stellung der Blasdüse 30 vor dem Formkasten 22 erfolgen muss. Vielmehr kann durch das Verfahren des Wagens 36 die Last an einem beliebigen Punkt unterhalb der Ringleitung 20 gebracht und durch eine Betätigung des Kettenzugs 72 in eine beliebige Stellung um die Hochachse 54 herumgeschwenkt werden. Man ist also weitgehend frei in der Wahl der Stelle, an der die Aufnahme der Last durch den Hubstapler erfolgt, wenn man normalerweise auch ein Verfahren des Wagens 36 entlang den Schienen 16, 18 auf ein Minimum beschränken wird. Ein Verfahren der Last entlang den Schienen 16, 18 ist dann nicht zu vermeiden, wenn die Hubstaplerfahrbahn unter dem auszubauenden Düsenstock unterbrochen ist. Zur Vereinfachung der Trennung des Tragrahmens 108 vom Montagewagen 86 kann der Tragrahmen 108 einfach am Arm 104 des Montagewagens 86 eingehängt sein, anstatt dass der Tragrahmen und der Arm durch eine Stift/Vorsteckkeil-Verbindung, oder dergleichen, miteinander verbunden sind. Diese Einhängbefestigung mittels Zapfen 136 und Haken 138 ist in den Figuren 5 und 5a schematisch dargestellt und in den Figuren 3a und 4a angedeutet.
- Die Figuren 6 und 7 zeigen die Entfernung der Windform 26, welche ebenfalls mit Hilfe der vorgeschlagenen Düsenstockausbauvorrichtung durchgeführt werden kann. Hierzu wird am Tragrahmen 208, welcher mit dem Tragrahmen 108 in den vorherigen Figuren identisch ist eine an sich bekannte Windformextraktionsvorrichtung 140 montiert, wozu die am Tragrahmen 208 vorhandenen Bohrungen 218 und 228, welche den Bohrungen 118 und 128 in Figur 3a entsprechen, Verwendung finden können. Wie aus Figur 6 ersichtlich ist, ist die Extraktionsvorrichtung 140 bei 218 am Tragrahmen 208 direkt angelenkt und an Steckbolzen durch die Bohrungen 228 unter Zwischenschaltung einer Stellspindel 142. Durch Verfahren des Montagewagens 86 und durch Betätigung von Zylinder 66 und Stellspindel 142 (Pfeile 144, bzw. 146) kann die Extraktionsstange 148 in jede gewünschte Stellung in bezug zur Windform 26 gebracht werden. Der Extraktionsvorgang selbst sowie eine eventuelle Abstützung (nicht gezeigt) zwischen der Extraktionsvorrichtung 140 und dem Kühlring 24 zum Verhindern einer unerwünschten Lockerung desselben in der Hochofenwand und im Formkasten 22 sind in der vorerwähnten Patentschrift näher beschrieben.
- Figur 7 zeigt die Windform in herausgefahrener Stellung. Die Windform 26 kann jetzt in einen bereitstehenden Schemel auf der Arbeitsbühne abgelenkt und durch eine neue Windform (zwecks Einbau) ersetzt werden.
- Der Tragrahmen 208 mitsamt Extraktionsvorrichtung 140 und Windform 26 können aber auch, analog zur Figur 5, von einem Hubstapler aufgenommen und weggefahren werden, wobei diese Aufnahme der Last durch den Hubstapler, wie weiter oben erwähnt, an einer praktisch beliebigen Stelle im Bereich der Ringleitung 20 erfolgen kann.
- Figur 8 zeigt den Ausbau des schrägen Fallrohrs 34 des Düsenstocks 27. Hierzu kann die Düsenstockausbauvorrichtung mit einem Adapter 150 versehen werden welcher im wesentlichen aus einer längsverstellbaren, spannschlossartigen Strebe 152 besteht, einem Trag-und Stützarm 154, sowie einem Betätigungshebel 156. Die Strebe 152 ist einerseits an einem Ausleger des schwenkbaren Joches 56 angelenkt und andererseits an der oberen Extremität des Trag-und Stützarms 154. An dieser oberen Extremität des Trag-und Stützarms 154 ist ein (nicht dargestellter) Bolzen vorgesehen welcher mit einer an einem oberen Flanschteil 158 des Fallrohres 34 befindlichen (nicht dargestellten) Bohrung in Eingriff gebracht werden kann. Am unteren Teil des Trag-und Stützarms 154 sind waagerechte Verlängerungen 160, 160' mit beidseitigen Abstützblechen 182, 182' vorgesehen, gegen welche der untere Flansch 164 des Fallrohres 34 sich bei dessen Demontage abstützen kann. Diese Trag- und Stützarmkonstruktion ist eine Variante eines analogen Armes in obengenannter Patentschrift, aus welcher Einzelheiten hierzu entnommen werden können.
- Der Betätigungshebel 156 ist ein zweiarmiger Hebel mit den Armen 166 und 168. Der Drehpunkt 170 dieses zweiarmigen Hebels 156 entspricht einer Lagerung an einem ersten Ausleger 172, welcher starr mit dem Oberteil 92 des Traggestells 78 (siehe auch Figur 1) verbunden ist. Die Extremität des Armes 166-des Betätigungshebels 156 ist am Trag- und Stützarm 154 angelenkt, während die Extremität des Armes 168 an der Kolbenstangenextremität eines manuell bedienten Betätigungszylinders 174 angelenkt ist. Die Betätigung kann analog wie beim Hydraulikzylinder 66, auch mittels eines elektrisch oder luftbetriebenen Hydraulikkraftgeräts erfolgen. Zylinderseitig ist dieser Betätigungszylinder 174 an einem zweiten Ausleger 176 angelenkt, welcher seinerseits ebenfalls mit dem Oberteil 92 starr verbunden ist. Wird der Kolben des Zylinders 174 eingefahren, d.h. in Figur 8 nach links in Pfeilrichtung 178 betätigt, so wird das Fallrohr 34 in die gestrichelt gezeichnete Stellung 34' abgesenkt. Da die Anlenkpunkte 170, 180, 182, 184 der Teile 152 und 166 die Ecken eines Paralellogramms darstellen (siehe auch Figur 9), entspricht dieses Absenken des Fallrohrs 34 kinematisch gesehen einer Schiebung, d.h. dass die Achse 0 des Fallrohrs 34 beim Absenken ihre Richtung beibehält.
- Durch die Längsverstellbarkeit der Strebe 152, z.B. mittels Mutter und Spindeln mit Rechts- und Linksgewinde, kann der obere Paralellogrammeckpunkt 182 zwischen den Stellungen 182' und 182" verschoben werden wodurch das Einführen des obenerwähnten Bolzens am Arm 154 in das Loch im Flanschteil 158 erleichtert wird. Andererseits kann der Anlenkpunkt 170 des Hebels 156 am starr am Oberteil 92 befestigten ersten Ausleger 172 zwischen den Stellungen 170' und 170" dadurch verlagert werden, dass mit Hilfe des Zylinders 86 das Oberteil 92 um seinen Anlenkpunkt 68 am Schwenksupport 70 geschwenkt wird. Hiermit ist es möglich, vor dem Lösen des Fallrohres 34 von der Ringleitung 20 die Abstützbleche 182,182' am flansch 164 des Fallrohres zum Anliegen zu bringen.
- Durch das genannte Verschieben der Punkte 182 und 170 wird das genannte Paralellogramm zwar etwas verformt, wodurch die Achse 0 des Fallrohres 34 beim Absenken nicht ihre genaue Richtung beibehält,jedoch hat dies keinerlei praktische Bedeutung.
- Es versteht sich von selbst, dass die beschriebene Düsenstockausbauvorrichtung auch zum Wiedereinbau der verschiedenen Düsenstockkomponenten verwendet wird. Die Handhabungsbewegungen laufen dann im wesentlichen in umgekehrter Reihenfolge ab.
- An der vorgeschlagenen Düsenstockausbauvorrichtung können mannigfache Detailänderungen vorgenommen werden, ohne dass deswegen der Rahmen der Erfindung verlassen werden würde. So könnte z.B. der Montagewagen 86 auch nach links (nach der in den in Figuren gewählten Position) durch einen Auslegerarm ähnlich dem nach rechts zeigenden Auslegerarm 104 verlängert werden. An diesem zweiten, beim Ausbau von Krümmer 32 und Blasdüse 30 nach links zeigenden (nicht gezeigten) Auslegerarm könnte dann, wenn die Platzverhältnisse dies zulassen, die Windformextraktionsvorrichtung 140 z.B. dauernd montiert bleiben. Zum Ausbau der Windform 26 würde dann einfach der Schwenksupport 70 um 180° um die Hochachse 54 geschwenkt werden, wodurch das Extraktionsgerät 140 ebenfalls in die in den Figuren 6 und 7 gezeigte Lage gebracht werden könnte.
- Wie aus den vorstehenden Ausführungen hervorgeht, können mit der vorgeschlagenen Düsenstockausbauvorrichtung trotz ihrem konstruktiv einfachen Aufbau alle Handhabungsbewegungen ausgeführt werden, um sämtliche Teile des Düsenstocks inklusive Windform aus- und einzubauen. Die manuelle Bedienung über selbsthemmende Getriebe und Hydraulikzylinder erlaubt ein präzises, schnelles und risikofreies Positionieren der Handhabungswerkzeuge an den auszuhauenden Teilen. Zur Erzielung des gleichen Resultates war bisher ein beträchtlich grosser Aufwand notwendig.
Claims (19)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT83112198T ATE21936T1 (de) | 1982-12-10 | 1983-12-05 | Haengende duesenstockausbauvorrichtung. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| LU84522 | 1982-12-10 | ||
| LU84522A LU84522A1 (de) | 1982-12-10 | 1982-12-10 | Haengende duesenstockausbauvorrichtung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0111283A1 EP0111283A1 (de) | 1984-06-20 |
| EP0111283B1 true EP0111283B1 (de) | 1986-09-03 |
Family
ID=19729995
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP83112198A Expired EP0111283B1 (de) | 1982-12-10 | 1983-12-05 | Hängende Düsenstockausbauvorrichtung |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US4582302A (de) |
| EP (1) | EP0111283B1 (de) |
| AT (1) | ATE21936T1 (de) |
| BR (1) | BR8306934A (de) |
| CA (1) | CA1220024A (de) |
| DE (1) | DE3365913D1 (de) |
| ES (1) | ES527547A0 (de) |
| LU (1) | LU84522A1 (de) |
| ZA (1) | ZA838934B (de) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6221313B1 (en) | 1999-11-15 | 2001-04-24 | North American Refractories Co. | Taphole knockout device |
| CN110980518A (zh) * | 2020-01-17 | 2020-04-10 | 东阳格盘机械科技有限公司 | 一种门吊夹轨器装置 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE428866C (de) * | 1926-05-11 | Gelsenkirchener Bergwerks Akt | Vorrichtung zum Auswechseln der Armaturteile von Schachtoefen | |
| GB1187596A (en) * | 1966-07-21 | 1970-04-08 | Yawata Iron & Steel Co | Blast Furnace Arrangemet |
| JPS5237426B2 (de) * | 1972-06-15 | 1977-09-22 | ||
| FR2314119A1 (fr) * | 1975-06-13 | 1977-01-07 | Usinor | Appareil de manutention a auto-centrage, notamment pour busillon de porte-vent pour haut fourneau |
| US4087084A (en) * | 1975-10-28 | 1978-05-02 | Louis A. Grant, Inc. | Apparatus for changing blast furnace tuyeres |
| US4266907A (en) * | 1977-07-28 | 1981-05-12 | Paul Wurth, S.A. | Device for handling the various components of an installation for the injection of pre-heated air into a shaft furnace |
| CA1119399A (en) * | 1978-12-07 | 1982-03-09 | James L. Egan | Apparatus for changing tuyeres on a blast furnace |
-
1982
- 1982-12-10 LU LU84522A patent/LU84522A1/de unknown
-
1983
- 1983-11-25 ES ES527547A patent/ES527547A0/es active Granted
- 1983-11-30 ZA ZA838934A patent/ZA838934B/xx unknown
- 1983-12-05 DE DE8383112198T patent/DE3365913D1/de not_active Expired
- 1983-12-05 CA CA000442542A patent/CA1220024A/en not_active Expired
- 1983-12-05 EP EP83112198A patent/EP0111283B1/de not_active Expired
- 1983-12-05 AT AT83112198T patent/ATE21936T1/de not_active IP Right Cessation
- 1983-12-09 BR BR8306934A patent/BR8306934A/pt not_active IP Right Cessation
- 1983-12-12 US US06/637,368 patent/US4582302A/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| EP0111283A1 (de) | 1984-06-20 |
| ATE21936T1 (de) | 1986-09-15 |
| ES8500331A1 (es) | 1984-11-01 |
| DE3365913D1 (en) | 1986-10-09 |
| US4582302A (en) | 1986-04-15 |
| ZA838934B (en) | 1984-08-29 |
| LU84522A1 (de) | 1984-10-22 |
| BR8306934A (pt) | 1984-07-24 |
| CA1220024A (en) | 1987-04-07 |
| ES527547A0 (es) | 1984-11-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102009056245B4 (de) | Windenergieanlage mit Hebevorrichtung | |
| EP1105619A2 (de) | Bohrvorrichtung und verfahren zum abteufen einer bohrung | |
| EP1983147A2 (de) | Baugerät, Mäkler und Verfahren zur Montage des Mäklers am Baugerät | |
| DE102008032739B4 (de) | Mobilkran und Verfahren zur Montage | |
| DE102015016279A1 (de) | Turmdrehkran | |
| WO2008128533A1 (de) | Hilfseinrichtung zum aufstellen der unteren und oberen wippstütze eines verstellbaren hilfsauslegers eines mobilkranes | |
| DE2051148B2 (de) | Stapelvorrichtung fuer das horizontale lagern von rohren fuer erdoelbohrungen und dergleichen | |
| DE2708179A1 (de) | Vorrichtung zum auseinandernehmen grosser konstruktionen | |
| DE102018107657A1 (de) | Vorrichtung zum Anziehen von Schraubverbindungen | |
| DE2611468C2 (de) | Verfahren zum Heben von Lasten sowie Vorrichtung zum Durchführen des Verfahrens | |
| DE102013213716A1 (de) | Vorrichtung und Verfahren zum Anheben einer Pfanne | |
| EP0111283B1 (de) | Hängende Düsenstockausbauvorrichtung | |
| EP0112540A1 (de) | Anlage zum Führen und Wechseln von Tauchlanzen | |
| DE102007028778B4 (de) | Gittermastkran mit Derrickausleger | |
| DE102006057526B4 (de) | Einrichtung zum Wechseln von Segmenten in einer Strangführung einer Stranggießanlage | |
| DE3144328C2 (de) | Hubbalkenofen | |
| DE2748542B2 (de) | Glockenlose Beschickungsvorrichtung für Schachtofen, insbesondere Hochöfen | |
| DE202008017634U1 (de) | Vorrichtung zum Verlegen einer vorgefertigten Auskleidung in U-Bahnstationen und Verkehrstunneln | |
| DD140360A5 (de) | Schmelzenbehandlungsanlage mit einem kippbaren behandlungsgefaess | |
| DE102009030741B4 (de) | Vorrichtung und Verfahren zur Montage und/oder Demontage eines Kranauslegers und Kran mit einer derartigen Vorrichtung | |
| EP2377800A1 (de) | Verfahren zur Anordnung einer Anzeigeeinheit an einem Turmdrehkran | |
| DE3212551C2 (de) | Elektrostahlwerksgebäude mit einem Elektroschmelzofen sowie einer Vorrichtung zum Elektrodenwechseln oder -annippeln | |
| WO2015070836A1 (de) | Koksofenbedienungsmaschinen, die ein türwerkzeug aufweisen | |
| AT228973B (de) | Brückenkran | |
| DE2647535A1 (de) | Kranaufbau |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE DE FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19841030 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE DE FR GB IT |
|
| REF | Corresponds to: |
Ref document number: 21936 Country of ref document: AT Date of ref document: 19860915 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3365913 Country of ref document: DE Date of ref document: 19861009 |
|
| ET | Fr: translation filed | ||
| ITF | It: translation for a ep patent filed |
Owner name: MODIANO & ASSOCIATI S.R.L. |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20001116 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20001118 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20001122 Year of fee payment: 18 Ref country code: AT Payment date: 20001122 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20010119 Year of fee payment: 18 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011205 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011205 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011231 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| BERE | Be: lapsed |
Owner name: PAUL WURTH S.A. Effective date: 20011231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020702 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20011205 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020830 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |