EP0095955A1 - Method and device for transferring a sheet of material from one unit to another - Google Patents
Method and device for transferring a sheet of material from one unit to another Download PDFInfo
- Publication number
- EP0095955A1 EP0095955A1 EP83400941A EP83400941A EP0095955A1 EP 0095955 A1 EP0095955 A1 EP 0095955A1 EP 83400941 A EP83400941 A EP 83400941A EP 83400941 A EP83400941 A EP 83400941A EP 0095955 A1 EP0095955 A1 EP 0095955A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- conveyor
- sheet
- speed
- adhesion
- conveyors
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 12
- 239000000463 material Substances 0.000 title claims abstract description 5
- 239000004579 marble Substances 0.000 claims description 4
- 238000011089 mechanical engineering Methods 0.000 abstract 1
- 241001080024 Telles Species 0.000 description 2
- 239000000969 carrier Substances 0.000 description 2
- 229940082150 encore Drugs 0.000 description 2
- 230000006978 adaptation Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 210000004027 cell Anatomy 0.000 description 1
- 230000001276 controlling effect Effects 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/02—Feeding articles separated from piles; Feeding articles to machines by belts or chains, e.g. between belts or chains
- B65H5/021—Feeding articles separated from piles; Feeding articles to machines by belts or chains, e.g. between belts or chains by belts
- B65H5/025—Feeding articles separated from piles; Feeding articles to machines by belts or chains, e.g. between belts or chains by belts between belts and rotary means, e.g. rollers, drums, cylinders or balls, forming a transport nip
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/22—Feeding articles separated from piles; Feeding articles to machines by air-blast or suction device
- B65H5/222—Feeding articles separated from piles; Feeding articles to machines by air-blast or suction device by suction devices
- B65H5/224—Feeding articles separated from piles; Feeding articles to machines by air-blast or suction device by suction devices by suction belts
Definitions
- the invention relates to a method and a device for transferring a sheet of material from one set to another, especially when the sheet is supplied by the first set and received by the second. different speeds.
- a result which the invention aims to obtain is a transfer method and device which are simple and guarantee the register with respect to the two sets.
- the device 1 ensures the transfer of sheets 2 coming from a machine 3, at the outlet of which a belt or roller conveyor 4, 5 has communicated to it a certain linear speed V 1 , and going to a receiving machine 6, in the entrance of which a conveyor belt 7 or roller 9, 10 will communicate to it another linear speed V2 resulting for example from a difference between the diameters D 1 , D 2 of those of respective rollers 4, 9 which nevertheless should make a full turn to process the same sheet.
- the device for implementing this method firstly comprises at least two successive conveyors 11, 12.
- these conveyors consist of endless belts formed of belts 13, 14, the upper strand of which receives the sheet 2 and can itself rest on a table 15, 16.
- the tables 15, 16 consist of the active wall of suction boxes 21, 22 making it possible to apply the sheet 2 against the belts so as to increase their respective adhesion forces.
- the two conveyors are provided with means which, with equal contact surfaces, give the second conveyor an adhesive force on the sheet greater than that given to the first conveyor.
- These means can consist of a greater depression in the box 22 of the second conveyor 12 than in the box 21 of the first conveyor 11 and / or in belts differing in such a way that those of the second conveyor 12 offer a greater coefficient of friction than those of the first conveyor 11, for example following differences in materials and / or surface states and at least one of which may be notched.
- the drive pulleys 17, 18 are obviously connected by any known means to their drive means 23, 24.
- the device further comprises a detector 25 of the support of a sufficient part of the sheet 2 on the second conveyor 12 so that the adhesion of this part on the latter is already greater than the adhesion than the rest of the sheet still has on the first carrier.
- This detector controls a regulator 26 of the speed of the motor means 24 of the second conveyor 12.
- the device comprises clutches 27, 28 by which, under the control of the regulator 26, the motor means 24 is connected, sometimes to the motor means 23 controlling the first conveyor, sometimes to the motor means 29 of the receiving machine 6.
- the second conveyor 12 is connected, on the one hand, to the first 11 by a freewheel clutch which, in the manner a bicycle wheel, drives the second conveyor 12 at a speed always at least equal to that of the first conveyor without prohibiting its movement at a higher speed and, on the other hand, to the marble by another wheel free which, as soon as the marble has reached a speed higher than that of the first conveyor, takes over from the drive of the second conveyor.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Separation, Sorting, Adjustment, Or Bending Of Sheets To Be Conveyed (AREA)
- Delivering By Means Of Belts And Rollers (AREA)
Abstract
L'invention se rapporte à un procédé et à un dispositif de transfert d'une feuille de matériau. Le procédé est caractérisé en ce que: on accouple au moins deux transporteurs successifs (11, 12) dont le second a un coefficient d'adhérence plus élevé que le premier et, tout d'abord, on adapte la vitesse de ces transporteurs à celle (V2) qu'a la feuille en arrivant sur le premier transporteur, puis, lorsque la feuille recouvre le second transporteur par une partie jugée suffisante, on modifie la vitesse du second transporteur jusqu'à atteindre la vitesse (V2) à laquelle le second transporteur doit délivrer la feuille, et, enfin, dès que la feuille a quitté le second transporteur, on ramène la vitesse du second transporteur à celle du premier. Application à l'industrie de la construction mécanique et notamment des machines d'impression et de découpage.The invention relates to a method and a device for transferring a sheet of material. The method is characterized in that: at least two successive transporters (11, 12) are coupled, the second of which has a higher coefficient of adhesion than the first and, first of all, the speed of these transporters is adapted to that (V2) that when the sheet arrives on the first conveyor, then, when the sheet covers the second conveyor with a part deemed sufficient, the speed of the second conveyor is modified until reaching the speed (V2) at which the second transporter must deliver the sheet, and finally, as soon as the sheet has left the second transporter, the speed of the second transporter is reduced to that of the first. Application to the mechanical engineering industry and in particular printing and cutting machines.
Description
L'invention se rapporte à un procédé et à un dispositif de transfert d'une feuille de matériau d'un ensemble à un autre et ce notamment lorsque la fourniture de la feuille par le premier ensemble et sa réception par le second se font à des vitesses différentes.The invention relates to a method and a device for transferring a sheet of material from one set to another, especially when the sheet is supplied by the first set and received by the second. different speeds.
Elle trouve, plus particulièrement mais non exclusivement, application dans le transfert des feuilles de papier ou des flans de carton d'une machine d'impression ou de découpage à une autre alors que dans ces machines, les vitesses linéaires peuvent varier dans de grandes proportions et que par rapport aux deux machines, il faut en plus respecter le registre de la feuille.It finds, more particularly but not exclusively, application in the transfer of sheets of paper or blanks of cardboard from one printing or cutting machine to another whereas in these machines, the linear speeds can vary in great proportions and that compared to the two machines, it is also necessary to respect the register of the sheet.
Pour les machines ayant de telles différences de vitesses, il est connu d'utiliser soit un margeur supplémentaire, soit un balancier lançant la feuille vers l'ensemble final, soit également des taquets pousseurs montés sur des chaînes.For machines with such speed differences, it is known to use either an additional feeder, or a pendulum throwing the sheet towards the final assembly, or also pusher cleats mounted on chains.
Les dispositifs de transfert connus à ce jour, ont l'inconvénient d'être complexes et onéreux.The transfer devices known to date have the drawback of being complex and expensive.
Un résultat que l'invention vise à obtenir est un procédé et un dispositif de transfert qui soient simples et garantissent le registre par rapport aux deux ensembles.A result which the invention aims to obtain is a transfer method and device which are simple and guarantee the register with respect to the two sets.
A cet effet, elle a pour objet un procédé de transfert du type cité plus haut, notamment caractérisé en ce que :
- - on accouple au moins deux transporteurs successifs et choisis de manière telle que, à surfaces de contact égales, la feuille ait un coefficient d'adhérence plus élevé sur le second que sur le premier transporteur et en ce que,
- - tout d'abord, on adapte la vitesse de ces transporteurs à celle qu'a la feuille en arrivant sur le premier transporteur, puis, en ce que,
- - lorsque la feuille est dégagée de l'ensemble l'ayant fournie au premier transporteur et recouvre le second transporteur par une partie suffisante de sa longueur pour que les forces d'adhérence de cette partie de la feuille sur le second transporteur soient déjà supérieures à celles qu'a encore le reste de la feuille sur le premier transporteur, on modifie la vitesse du second transporteur jusqu'à atteindre la vitesse V2 à laquelle le second transporteur doit délivrer la feuille et en ce que,
- - enfin, dès que la feuille a quitté le second transporteur, on ramène la vitesse du second transporteur à celle du premier pour lui permettre de recevoir une nouvelle feuille. Elle a également pour objet le dispositif de mise en oeuvre de ce procédé et les machines pourvues d'au moins un tel dispositif de transfert.
- - at least two successive carriers are coupled and chosen in such a way that, with equal contact surfaces, the sheet has a higher coefficient of adhesion on the second than on the first conveyor and in that,
- - first of all, the speed of these conveyors is adapted to that of the sheet when arriving on the first conveyor, then, in that,
- - when the sheet is released from the assembly having supplied it to the first conveyor and covers the second conveyor by a sufficient part of its length so that the adhesion forces of this part of the sheet on the second conveyor are already greater than those which the rest of the sheet still has on the first conveyor, the speed of the second conveyor is modified until reaching the speed V2 at which the second conveyor must deliver the sheet and in that,
- - Finally, as soon as the sheet has left the second conveyor, the speed of the second conveyor is reduced to that of the first to allow it to receive a new sheet. It also relates to the device for implementing this method and the machines provided with at least one such transfer device.
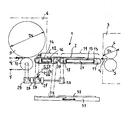
Elle sera bien comprise à l'aide de la description ci-après faite, à titre d'exemple non limitatif, en regard du dessin ci-annexé, qui représente, schématiquement, le dispositif vu de profil.It will be clearly understood with the aid of the description given below, by way of nonlimiting example, with regard to the attached drawing, which schematically represents the device seen in profile.
En se reportant au dessin, on voit que le dispositif 1 assure le transfert de feuilles 2 provenant d'une machine 3, en sortie de laquelle un transporteur à bande ou à rouleaux 4, 5 lui a communiqué une certaine vitesse linéaire V1, et se rendant à une machine réceptrice 6, dans l'entrée de laquelle un transporteur à bande 7 ou à rouleaux 9, 10 lui communiquera une autre vitesse linéaire V2 résultant par exemple d'une différence entre les diamètres D1, D2 de ceux des rouleaux respectifs 4, 9 qui néanmoins devraient faire un tour complet pour traiter une même feuille.Referring to the drawing, it can be seen that the
Selon une caractéristique essentielle du procédé, en vue d'assurer le transfert :
- - on accouple au moins deux transporteurs successifs 11, 12 choisis de manière telle que, à surfaces de contact égales, la feuille ait un coefficient d'adhérence plus élevé sur le second que sur le premier transporteur, et,
- - tout d'abord, on adapte la vitesse de ces transporteurs à celle qu'a la feuille en arrivant sur le premier transporteur, puis,
- - lorsque la feuille est dégagée de l'ensemble l'ayant fournie au premier transporteur et recouvre le second transporteur par une partie suffisante de sa longueur pour que les forces d'adhérence de cette partie de la feuille sur le second transporteur soient déjà supérieures à celle qu'a encore le reste de la feuille sur le premier transporteur , on modifie la vitesse du second transporteur jusqu'à atteindre la vitesse V2 à laquelle le second transporteur doit délivrer la feuille et,
- - enfin, dès que la feuille a quitté le second transporteur, on ramène la vitesse du second transporteur à celle du premier pour lui permettre de recevoir une nouvelle feuille. On comprend que, de ce fait, le procédé de transfert selon l'invention a l'avantage, en cours de transfert de la feuille, de régler sa vitesse pour qu'elle sorte du
dispositif 1 avec la vitesse V2 requise par la machine receptrice tout en garantissant le registre par rapport aux deux machines 3, 6.
- - at least two
successive carriers 11, 12 are coupled chosen in such a way that, with equal contact surfaces, the sheet has a higher coefficient of adhesion on the second than on the first conveyor, and, - - first of all, we adapt the speed of these conveyors to that of the sheet when arriving on the first conveyor, then,
- - when the sheet is released from the assembly having supplied it to the first conveyor and covers the second conveyor by a sufficient part of its length so that the adhesion forces of this part of the sheet on the second conveyor are already greater than that which the rest of the sheet still has on the first conveyor, the speed of the second conveyor is modified until reaching the speed V2 at which the second conveyor must deliver the sheet and,
- - Finally, as soon as the sheet has left the second conveyor, the speed of the second conveyor is reduced to that of the first to allow it to receive a new sheet. It is understood that, therefore, the transfer method according to the invention has the advantage, during transfer of the sheet, of regulating its speed so that it leaves the
device 1 with the speed V2 required by the receiving machine. while guaranteeing the register in relation to the two machines 3, 6.
Le dispositif de mise en oeuvre de ce procédé comprend tout d'abord au moins deux transporteurs successifs 11, 12.The device for implementing this method firstly comprises at least two
De préférence, ces transporteurs consistent en des tapis sans fin formés de courroies 13, 14 dont le brin supérieur reçoit la feuille 2 et peut lui-même prendre appui sur une table 15, 16.Preferably, these conveyors consist of endless belts formed of
Ces courroies sont passées, de manière connue, sur des poulies motrices 17, 18 et de renvoi 19, 20 assurant leur guidage et leur entraînement.These belts are passed, in known manner, on
De préférence, les tables 15, 16 consistent en la paroi active de caissons d'aspiration 21, 22 permettant d'appliquer la feuille 2 contre les courroies de manière à augmenter leurs forces d'adhérence respectives.Preferably, the tables 15, 16 consist of the active wall of
Selon une caractéristique de l'invention, les deux transporteurs sont pourvus de moyens qui, à surfaces de contact égales, donnent au second transporteur une force d'adhérence sur la feuille supérieure à celle donnée au premier transporteur.According to a characteristic of the invention, the two conveyors are provided with means which, with equal contact surfaces, give the second conveyor an adhesive force on the sheet greater than that given to the first conveyor.
Ces moyens peuvent consister en une dépression plus importante dans le caisson 22 du second transporteur 12 que dans le caisson 21 du premier transporteur 11 et/ou en des courroies différant de manière telle que celles du second transporteur 12 offrent un plus grand coefficient de frottement que celles du premier transporteur 11, par exemple suite à des différences de matières et/ou d'états de leur surface et dont au moins l'une d'elle peut être crantée.These means can consist of a greater depression in the
Les poulies motrices 17, 18 sont évidemment reliées par tout moyen connu à leur moyen moteur 23, 24.The
Le dispositif comprend en outre un détecteur 25 de l'appui d'une partie suffisante de la feuille 2 sur le second transporteur 12 pour que l'adhérence de cette partie sur ce dernier soit déjà supérieure à l'adhérence que le reste de la feuille a encore sur le premier transporteur.The device further comprises a detector 25 of the support of a sufficient part of the
Ce détecteur pilote un régulateur 26 de la vitesse du moyen moteur 24 du second transporteur 12.This detector controls a
Du fait de l'adhérence plus forte du second transporteur, on est assuré que, pendant la modification de la vitesse, la feuille suivra la vitesse du second transporteur et glissera alors sur le premier transporteur.Due to the stronger adhesion of the second conveyor, it is ensured that, during the modification of the speed, the sheet will follow the speed of the second conveyor and will then slide on the first conveyor.
La feuille suit donc une loi de mouvement bien précise et c'est bien sûr ce qui permet de respecter le registre entre les machines 3 et 6.The sheet therefore follows a very precise law of movement and this is of course what makes it possible to respect the register between machines 3 and 6.
Pour l'adaptation de la vitesse du second transporteur tantôt à celle du premier transporteur 11, tantôt à celle à laquelle ce second transporteur doit fournir la feuille, dans un mode de réalisation, le dispositif comprend des embrayages 27, 28 par lesquels, sous le contrôle du régulateur 26, le moyen moteur 24 est relié, tantôt au moyen moteur 23 commandant le premier transporteur, tantôt au moyen moteur 29 de la machine réceptrice 6.For the adaptation of the speed of the second conveyor sometimes to that of the
Lorsque l'ensemble final 6 comprend un moyen 31 animé périodiquement d'un même mouvement tel un marbre 31 portant une contre-forme 32 et animé d'un mouvement alternatif sous un cylindre 9, dans un mode préféré de réalisation, le second transporteur 12 est relié, d'une part, au premier 11 par un embrayage à roue libre qui, à la manière d'une roue de bicyclette, assure l'entraînement du second transporteur 12 à une vitesse toujours au moins égale à celle du premier transporteur sans pour autant interdire son déplacement à une vitesse supérieure et, d'autre part, au marbre par une autre roue libre qui, dès que le marbre a atteint une vitesse supérieure à celle du premier transporteur, prend le relais de l'entraînement du second transporteur.When the final assembly 6 comprises a
Claims (10)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8209704 | 1982-05-27 | ||
| FR8209704A FR2527573A1 (en) | 1982-05-27 | 1982-05-27 | METHOD AND DEVICE FOR TRANSFERRING A SHEET OF MATERIAL FROM ONE ASSEMBLY TO ANOTHER |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0095955A1 true EP0095955A1 (en) | 1983-12-07 |
| EP0095955B1 EP0095955B1 (en) | 1986-03-19 |
Family
ID=9274609
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP83400941A Expired EP0095955B1 (en) | 1982-05-27 | 1983-05-10 | Method and device for transferring a sheet of material from one unit to another |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US4632381A (en) |
| EP (1) | EP0095955B1 (en) |
| DE (1) | DE3362587D1 (en) |
| FR (1) | FR2527573A1 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0564901A2 (en) * | 1992-04-07 | 1993-10-13 | Krupp Maschinentechnik Gesellschaft Mit Beschränkter Haftung | Feeding device for panels |
| EP0698573A1 (en) * | 1994-08-23 | 1996-02-28 | Ltg Lufttechnische Gmbh | Apparatus and process for feeding sheet-like goods |
| WO1999043552A1 (en) * | 1998-02-24 | 1999-09-02 | Molins Plc | Processing blanks in the manufacture of packaging |
| WO2009095066A1 (en) * | 2008-01-29 | 2009-08-06 | Böwe Systec AG | Method and apparatus for transporting paper in a paper-handling system from a first transport means to a second transport means |
Families Citing this family (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5184811A (en) * | 1988-10-13 | 1993-02-09 | Sun Automation, Inc. | Method and apparatus for feeding sheets |
| US5048812A (en) * | 1988-11-03 | 1991-09-17 | Prime Technology | Sheet feeding apparatus |
| DE69025824T2 (en) * | 1989-08-23 | 1996-09-26 | Rengo Co Ltd | Paper or cardboard box feeder and its control |
| NL8902753A (en) * | 1989-11-07 | 1991-06-03 | Universal Corrugated Bv | METHOD AND APPARATUS FOR TRANSPORTING MATERIALS CUTS CUT FROM A MATERIAL TRACK |
| US5224693A (en) * | 1991-10-22 | 1993-07-06 | Ricoh Company, Ltd. | Multistage paper feeding/conveying apparatus and method that uses electro static forces |
| DE4139888A1 (en) * | 1991-12-04 | 1993-06-09 | Jagenberg Ag, 4000 Duesseldorf, De | DEVICE FOR BRAKING DOWN SHEETS TO BE PUT DOWN ON A PACK, IN PARTICULAR PAPER OR CARDBOARD SHEETS |
| US5166735A (en) * | 1992-06-05 | 1992-11-24 | Xerox Corporation | Sheet buckle sensing |
| US5375824A (en) * | 1993-03-17 | 1994-12-27 | R. R. Donnelley & Sons Company | Selectable pin spacing on gathering chain |
| FR2704798A1 (en) * | 1993-05-07 | 1994-11-10 | Midoux Jean Louis | Novel sheet separator placed in line at the exit of the cutting press of a board manufacturing line |
| GB2282364A (en) * | 1993-09-29 | 1995-04-05 | Langston Corp | Spacing fed articles, e.g. box blanks |
| US5954330A (en) * | 1996-12-02 | 1999-09-21 | Bell & Howell Postal Systems Inc. | Method and apparatus for synchronizing a document feeder with a mail sorting conveyor |
| US6059705A (en) * | 1997-10-17 | 2000-05-09 | United Container Machinery, Inc. | Method and apparatus for registering processing heads |
| US6443444B1 (en) * | 1999-10-04 | 2002-09-03 | Lockhead Martin Corporation | Singulation mechanism |
| DE10017251A1 (en) * | 2000-04-06 | 2001-10-11 | Ltg Mailaender Gmbh | Device for the bow system |
| US6575450B2 (en) | 2001-01-30 | 2003-06-10 | Lockheed Martin Corporation | Singulation mechanism |
| US6893016B2 (en) * | 2002-03-29 | 2005-05-17 | Graphic Management Associates, Inc. | Print on demand inserter |
| US7832545B2 (en) * | 2003-06-05 | 2010-11-16 | J & L Group International, Llc | System and method for transferring blanks in a production line |
| DE102007017056A1 (en) * | 2006-05-04 | 2007-11-08 | Heidelberger Druckmaschinen Ag | Non-integer bulk feeder for substrates processing machines |
| JP2008001458A (en) * | 2006-06-21 | 2008-01-10 | Canon Inc | Sheet feeder and image forming device |
| US7497318B2 (en) * | 2007-03-07 | 2009-03-03 | Chun-Wei Lin | Conveying and stacking device for corrugated boards |
| DE102010022364B4 (en) * | 2010-06-01 | 2019-08-29 | Oswald Piller | Feed device for dough blanks, in particular for dough strands preformed for pretzel production and method for feeding dough blanks |
| DE102010036015A1 (en) * | 2010-08-31 | 2012-03-01 | Heidelberger Druckmaschinen Ag | gluer |
| JP6431773B2 (en) * | 2015-01-13 | 2018-11-28 | 富士機械工業株式会社 | Printing device that performs multicolor printing on metal sheets |
| JP6424093B2 (en) * | 2015-01-13 | 2018-11-14 | 富士機械工業株式会社 | Printing device that performs multicolor printing on metal sheets |
| DE102015216877B4 (en) * | 2015-09-03 | 2021-06-17 | Koenig & Bauer Ag | Method for the sequential feeding of several sheets to a processing station which processes these sheets |
| WO2019165423A1 (en) * | 2018-02-26 | 2019-08-29 | Sun Automation, Inc. | No-feed-roll corrugated board or paperboard sheet feeder retrofit apparatus and method |
| DE102018133451B4 (en) * | 2018-12-21 | 2023-12-28 | Bdt Media Automation Gmbh | Holding device and method for operating a holding device |
| IT201900002033A1 (en) * | 2019-02-12 | 2020-08-12 | Emmeci Spa | LINE FOR THE REALIZATION OF COATED CARDBOARD BOXES |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2670955A (en) * | 1950-08-24 | 1954-03-02 | Kommandit Ges | Conveyer driving means for sheet cutting and stacking devices |
| US2852256A (en) * | 1955-09-09 | 1958-09-16 | Milprint Inc | Art of delivering flexible sheets |
| DE2124177A1 (en) * | 1971-05-15 | 1972-11-30 | Schön & Cie GmbH, 6780 Pirmasens | Device for storing cut-to-length or punched-out workpieces or stacks of workpieces |
| US3735976A (en) * | 1971-11-12 | 1973-05-29 | Rca Corp | Document picker |
| FR2348881A1 (en) * | 1976-04-19 | 1977-11-18 | Simon Container Mach Inc | STACKING MACHINE FOR CORRUGATED CARDBOARD SHEETS |
| FR2418186A1 (en) * | 1978-02-27 | 1979-09-21 | Matsuo Masaharu | PNEUMATIC LEAF FEEDING APPARATUS |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2052310A (en) * | 1935-05-20 | 1936-08-25 | Lifsitz Sol | Attachment for ironing machines or mangles |
| NL270876A (en) * | 1956-12-31 | 1900-01-01 | ||
| US3827545A (en) * | 1972-12-04 | 1974-08-06 | Scott Paper Co | Method and apparatus for changing the spacing between discrete, flexible web product |
| JPS52159473U (en) * | 1976-05-28 | 1977-12-03 | ||
| US4200276B1 (en) * | 1978-05-15 | 1993-09-14 | Marquip, Inc. | Shingling and stacking of conveyed sheet material |
-
1982
- 1982-05-27 FR FR8209704A patent/FR2527573A1/en active Granted
-
1983
- 1983-05-10 EP EP83400941A patent/EP0095955B1/en not_active Expired
- 1983-05-10 DE DE8383400941T patent/DE3362587D1/en not_active Expired
- 1983-05-20 US US06/496,658 patent/US4632381A/en not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2670955A (en) * | 1950-08-24 | 1954-03-02 | Kommandit Ges | Conveyer driving means for sheet cutting and stacking devices |
| US2852256A (en) * | 1955-09-09 | 1958-09-16 | Milprint Inc | Art of delivering flexible sheets |
| DE2124177A1 (en) * | 1971-05-15 | 1972-11-30 | Schön & Cie GmbH, 6780 Pirmasens | Device for storing cut-to-length or punched-out workpieces or stacks of workpieces |
| US3735976A (en) * | 1971-11-12 | 1973-05-29 | Rca Corp | Document picker |
| FR2348881A1 (en) * | 1976-04-19 | 1977-11-18 | Simon Container Mach Inc | STACKING MACHINE FOR CORRUGATED CARDBOARD SHEETS |
| FR2418186A1 (en) * | 1978-02-27 | 1979-09-21 | Matsuo Masaharu | PNEUMATIC LEAF FEEDING APPARATUS |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0564901A2 (en) * | 1992-04-07 | 1993-10-13 | Krupp Maschinentechnik Gesellschaft Mit Beschränkter Haftung | Feeding device for panels |
| US5375827A (en) * | 1992-04-07 | 1994-12-27 | Krupp Maschinentechnik Gesellschaft mit beschraHaftung | Feeding apparatus for metal sheets |
| EP0564901B1 (en) * | 1992-04-07 | 1997-11-26 | Krupp Kunststofftechnik GmbH | Feeding device for panels |
| EP0698573A1 (en) * | 1994-08-23 | 1996-02-28 | Ltg Lufttechnische Gmbh | Apparatus and process for feeding sheet-like goods |
| WO1999043552A1 (en) * | 1998-02-24 | 1999-09-02 | Molins Plc | Processing blanks in the manufacture of packaging |
| US6855100B1 (en) | 1998-02-24 | 2005-02-15 | Molins Plc | Processing blanks in the manufacture of packaging |
| WO2009095066A1 (en) * | 2008-01-29 | 2009-08-06 | Böwe Systec AG | Method and apparatus for transporting paper in a paper-handling system from a first transport means to a second transport means |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2527573A1 (en) | 1983-12-02 |
| EP0095955B1 (en) | 1986-03-19 |
| FR2527573B1 (en) | 1985-04-19 |
| DE3362587D1 (en) | 1986-04-24 |
| US4632381A (en) | 1986-12-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0095955A1 (en) | Method and device for transferring a sheet of material from one unit to another | |
| EP0612679B1 (en) | Apparatus for delivering semi-rigid sheets, particularly cardboard, from a stack | |
| FR2473394A1 (en) | IMPROVEMENTS IN ROTARY CUTTERS TO ADAPT THE CUTTING OF WOOD IN SHEET | |
| EP0130852B1 (en) | Device for making cardboard boxes in a folded shape | |
| EP0983951B1 (en) | Correcting device with rollers or belts for lateral aligning, during the processing, of articles such as sheets or blanks, partially folded in a folding-gluing machine | |
| FR2774621A1 (en) | PROCESS FOR MANUFACTURING FOLDABLE FIBER PANELS | |
| FR2549805A1 (en) | BELT APPARATUS | |
| EP0638496B1 (en) | Method and means for introducing sheet-like material in a machine | |
| EP2138305B1 (en) | Printing machine | |
| EP0049205B1 (en) | Joining an endless web to a continuously transported mat | |
| BE1016021A3 (en) | PLATES BASED HYDRAULIC BINDER tapered edges, METHOD OF MANUFACTURING PLATE BASED HYDRAULIC BINDER AND PRODUCTION LINE OF SUCH PLATES AND METHOD OF CONSTRUCTION WORK SECOND. | |
| EP0453984A2 (en) | Device for jogging sheets | |
| EP0267431B1 (en) | Device for piling flat objects | |
| EP0921074B1 (en) | Method and apparatus for collecting aligned articles by means of adhesive tapes | |
| FR2458498A1 (en) | METHOD AND INSTALLATION FOR STACKING BAGS, IN PARTICULAR PLASTIC MATERIAL | |
| FR2588537A1 (en) | Friction sheet dispenser, especially for an automatic copier | |
| WO1988007959A1 (en) | Device for wrapping products in packets with label | |
| EP1528021A1 (en) | Feeder of a sheet-processing machine | |
| EP1588966B1 (en) | Device for aligning plate-like elements in a machine for treating them | |
| EP1051295B1 (en) | Method and machine for making labels or the like made adhesive and set on a package winding | |
| EP0003462A1 (en) | Method for cleaning a moving flexible surface and device for the application of this method to the cleaning of conveyor belts | |
| EP0157988B1 (en) | Device for laminating sheets or documents with transparent adhesive sheets | |
| FR2816879A1 (en) | Assembly system for cardboard panels to make large-size panels for packaging has feed section with two magazines and chain conveyors | |
| FR2513610A1 (en) | APPARATUS AND METHOD FOR FORMING A SUBSTANTIALLY ALIGNED AND UNIFORM STACK OF FLAT ITEMS | |
| FR2750967A1 (en) | Transfer of bottles between conveyors |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): DE GB IT |
|
| 17P | Request for examination filed |
Effective date: 19840523 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE GB IT |
|
| REF | Corresponds to: |
Ref document number: 3362587 Country of ref document: DE Date of ref document: 19860424 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19930701 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19950201 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19950501 Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19960510 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19960510 |