EP0059452B1 - Procédé de dépôt électrolytique de palladium et d'alliages de palladium - Google Patents
Procédé de dépôt électrolytique de palladium et d'alliages de palladium Download PDFInfo
- Publication number
- EP0059452B1 EP0059452B1 EP82101494A EP82101494A EP0059452B1 EP 0059452 B1 EP0059452 B1 EP 0059452B1 EP 82101494 A EP82101494 A EP 82101494A EP 82101494 A EP82101494 A EP 82101494A EP 0059452 B1 EP0059452 B1 EP 0059452B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- palladium
- plating
- molar
- process according
- electroplating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- KDLHZDBZIXYQEI-UHFFFAOYSA-N Palladium Chemical compound [Pd] KDLHZDBZIXYQEI-UHFFFAOYSA-N 0.000 title claims description 118
- 238000000034 method Methods 0.000 title claims description 34
- 238000009713 electroplating Methods 0.000 title claims description 29
- 229910001252 Pd alloy Inorganic materials 0.000 title claims description 19
- 238000007747 plating Methods 0.000 claims description 61
- 229910052763 palladium Inorganic materials 0.000 claims description 57
- XFNJVJPLKCPIBV-UHFFFAOYSA-N trimethylenediamine Chemical compound NCCCN XFNJVJPLKCPIBV-UHFFFAOYSA-N 0.000 claims description 24
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 17
- 229920000768 polyamine Polymers 0.000 claims description 16
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 13
- RPNUMPOLZDHAAY-UHFFFAOYSA-N Diethylenetriamine Chemical compound NCCNCCN RPNUMPOLZDHAAY-UHFFFAOYSA-N 0.000 claims description 13
- 239000010949 copper Substances 0.000 claims description 13
- 229910052802 copper Inorganic materials 0.000 claims description 13
- 239000000872 buffer Substances 0.000 claims description 12
- KIDHWZJUCRJVML-UHFFFAOYSA-N putrescine Chemical compound NCCCCN KIDHWZJUCRJVML-UHFFFAOYSA-N 0.000 claims description 10
- 125000001931 aliphatic group Chemical group 0.000 claims description 9
- 229910052759 nickel Inorganic materials 0.000 claims description 9
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 claims description 7
- 229910052709 silver Inorganic materials 0.000 claims description 7
- 239000004332 silver Substances 0.000 claims description 7
- 239000007864 aqueous solution Substances 0.000 claims description 5
- NBIIXXVUZAFLBC-UHFFFAOYSA-L Phosphate ion(2-) Chemical compound OP([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-L 0.000 claims description 4
- 239000005700 Putrescine Substances 0.000 claims description 4
- NAQMVNRVTILPCV-UHFFFAOYSA-N hexane-1,6-diamine Chemical compound NCCCCCCN NAQMVNRVTILPCV-UHFFFAOYSA-N 0.000 claims description 4
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 claims description 4
- UYBWIEGTWASWSR-UHFFFAOYSA-N 1,3-diaminopropan-2-ol Chemical compound NCC(O)CN UYBWIEGTWASWSR-UHFFFAOYSA-N 0.000 claims description 3
- ZNZJJSYHZBXQSM-UHFFFAOYSA-N propane-2,2-diamine Chemical group CC(C)(N)N ZNZJJSYHZBXQSM-UHFFFAOYSA-N 0.000 claims description 3
- 229940085991 phosphate ion Drugs 0.000 claims 2
- KWYHDKDOAIKMQN-UHFFFAOYSA-N N,N,N',N'-tetramethylethylenediamine Chemical compound CN(C)CCN(C)C KWYHDKDOAIKMQN-UHFFFAOYSA-N 0.000 claims 1
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 21
- 239000008139 complexing agent Substances 0.000 description 15
- PIBWKRNGBLPSSY-UHFFFAOYSA-L palladium(II) chloride Chemical compound Cl[Pd]Cl PIBWKRNGBLPSSY-UHFFFAOYSA-L 0.000 description 14
- 229910002666 PdCl2 Inorganic materials 0.000 description 12
- 229910052737 gold Inorganic materials 0.000 description 10
- 239000010931 gold Substances 0.000 description 10
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 9
- 239000002184 metal Substances 0.000 description 9
- 239000000243 solution Substances 0.000 description 9
- 229910000396 dipotassium phosphate Inorganic materials 0.000 description 8
- 229910052739 hydrogen Inorganic materials 0.000 description 8
- 239000001257 hydrogen Substances 0.000 description 8
- 229910052751 metal Inorganic materials 0.000 description 8
- 239000000203 mixture Substances 0.000 description 7
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 6
- 229910045601 alloy Inorganic materials 0.000 description 6
- 239000000956 alloy Substances 0.000 description 6
- 239000000463 material Substances 0.000 description 6
- 239000000126 substance Substances 0.000 description 6
- 229910000404 tripotassium phosphate Inorganic materials 0.000 description 6
- 238000002474 experimental method Methods 0.000 description 5
- GPNDARIEYHPYAY-UHFFFAOYSA-N palladium(II) nitrate Inorganic materials [Pd+2].[O-][N+]([O-])=O.[O-][N+]([O-])=O GPNDARIEYHPYAY-UHFFFAOYSA-N 0.000 description 5
- 239000008363 phosphate buffer Substances 0.000 description 5
- 239000003115 supporting electrolyte Substances 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- 230000001464 adherent effect Effects 0.000 description 4
- 150000001450 anions Chemical class 0.000 description 4
- 150000001875 compounds Chemical class 0.000 description 4
- -1 cyclic sulfate esters Chemical class 0.000 description 4
- 150000002500 ions Chemical class 0.000 description 4
- LWIHDJKSTIGBAC-UHFFFAOYSA-K tripotassium phosphate Chemical compound [K+].[K+].[K+].[O-]P([O-])([O-])=O LWIHDJKSTIGBAC-UHFFFAOYSA-K 0.000 description 4
- PIICEJLVQHRZGT-UHFFFAOYSA-N Ethylenediamine Chemical compound NCCN PIICEJLVQHRZGT-UHFFFAOYSA-N 0.000 description 3
- 229910019142 PO4 Inorganic materials 0.000 description 3
- 238000013019 agitation Methods 0.000 description 3
- 238000005260 corrosion Methods 0.000 description 3
- 230000007797 corrosion Effects 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 150000002739 metals Chemical class 0.000 description 3
- 229910000364 palladium(II) sulfate Inorganic materials 0.000 description 3
- 235000021317 phosphate Nutrition 0.000 description 3
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 3
- 239000010970 precious metal Substances 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 230000001681 protective effect Effects 0.000 description 3
- VEXZGXHMUGYJMC-UHFFFAOYSA-M Chloride anion Chemical compound [Cl-] VEXZGXHMUGYJMC-UHFFFAOYSA-M 0.000 description 2
- 229910002651 NO3 Inorganic materials 0.000 description 2
- NHNBFGGVMKEFGY-UHFFFAOYSA-N Nitrate Chemical compound [O-][N+]([O-])=O NHNBFGGVMKEFGY-UHFFFAOYSA-N 0.000 description 2
- 229910002065 alloy metal Inorganic materials 0.000 description 2
- 239000007853 buffer solution Substances 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- XLYOFNOQVPJJNP-ZSJDYOACSA-N heavy water Substances [2H]O[2H] XLYOFNOQVPJJNP-ZSJDYOACSA-N 0.000 description 2
- 150000002431 hydrogen Chemical class 0.000 description 2
- 238000010348 incorporation Methods 0.000 description 2
- 229910002094 inorganic tetrachloropalladate Inorganic materials 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- RFLFDJSIZCCYIP-UHFFFAOYSA-L palladium(2+);sulfate Chemical compound [Pd+2].[O-]S([O-])(=O)=O RFLFDJSIZCCYIP-UHFFFAOYSA-L 0.000 description 2
- KJFMBFZCATUALV-UHFFFAOYSA-N phenolphthalein Chemical compound C1=CC(O)=CC=C1C1(C=2C=CC(O)=CC=2)C2=CC=CC=C2C(=O)O1 KJFMBFZCATUALV-UHFFFAOYSA-N 0.000 description 2
- 239000010452 phosphate Substances 0.000 description 2
- 229910052697 platinum Inorganic materials 0.000 description 2
- 229910001316 Ag alloy Inorganic materials 0.000 description 1
- 229910001020 Au alloy Inorganic materials 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-M Bicarbonate Chemical compound OC([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-M 0.000 description 1
- 239000007832 Na2SO4 Substances 0.000 description 1
- 229910021586 Nickel(II) chloride Inorganic materials 0.000 description 1
- 229910021120 PdC12 Inorganic materials 0.000 description 1
- BELBBZDIHDAJOR-UHFFFAOYSA-N Phenolsulfonephthalein Chemical compound C1=CC(O)=CC=C1C1(C=2C=CC(O)=CC=2)C2=CC=CC=C2S(=O)(=O)O1 BELBBZDIHDAJOR-UHFFFAOYSA-N 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 1
- 229910001128 Sn alloy Inorganic materials 0.000 description 1
- PMZURENOXWZQFD-UHFFFAOYSA-L Sodium Sulfate Chemical compound [Na+].[Na+].[O-]S([O-])(=O)=O PMZURENOXWZQFD-UHFFFAOYSA-L 0.000 description 1
- QAOWNCQODCNURD-UHFFFAOYSA-L Sulfate Chemical compound [O-]S([O-])(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- VRUVRQYVUDCDMT-UHFFFAOYSA-N [Sn].[Ni].[Cu] Chemical compound [Sn].[Ni].[Cu] VRUVRQYVUDCDMT-UHFFFAOYSA-N 0.000 description 1
- 229910052783 alkali metal Inorganic materials 0.000 description 1
- 150000008044 alkali metal hydroxides Chemical class 0.000 description 1
- 229910001413 alkali metal ion Inorganic materials 0.000 description 1
- 150000001340 alkali metals Chemical class 0.000 description 1
- 239000012670 alkaline solution Substances 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 229910021538 borax Inorganic materials 0.000 description 1
- 150000001768 cations Chemical class 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000003153 chemical reaction reagent Substances 0.000 description 1
- 150000001868 cobalt Chemical class 0.000 description 1
- 150000004696 coordination complex Chemical class 0.000 description 1
- 239000003353 gold alloy Substances 0.000 description 1
- 150000004820 halides Chemical class 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- GVEXUMDADXWTNR-UHFFFAOYSA-N hexane-1,6-diamine;n,n,n',n'-tetramethylethane-1,2-diamine Chemical compound CN(C)CCN(C)C.NCCCCCCN GVEXUMDADXWTNR-UHFFFAOYSA-N 0.000 description 1
- 150000003951 lactams Chemical class 0.000 description 1
- 150000002596 lactones Chemical class 0.000 description 1
- 229910052744 lithium Inorganic materials 0.000 description 1
- 229910001092 metal group alloy Inorganic materials 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 150000001455 metallic ions Chemical class 0.000 description 1
- QMMRZOWCJAIUJA-UHFFFAOYSA-L nickel dichloride Chemical compound Cl[Ni]Cl QMMRZOWCJAIUJA-UHFFFAOYSA-L 0.000 description 1
- MOFOBJHOKRNACT-UHFFFAOYSA-N nickel silver Chemical compound [Ni].[Ag] MOFOBJHOKRNACT-UHFFFAOYSA-N 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- SWELZOZIOHGSPA-UHFFFAOYSA-N palladium silver Chemical compound [Pd].[Ag] SWELZOZIOHGSPA-UHFFFAOYSA-N 0.000 description 1
- 229960003531 phenolsulfonphthalein Drugs 0.000 description 1
- 150000003013 phosphoric acid derivatives Chemical class 0.000 description 1
- 229910052700 potassium Inorganic materials 0.000 description 1
- 238000001878 scanning electron micrograph Methods 0.000 description 1
- 229910052708 sodium Inorganic materials 0.000 description 1
- 229910052938 sodium sulfate Inorganic materials 0.000 description 1
- 239000004328 sodium tetraborate Substances 0.000 description 1
- 235000010339 sodium tetraborate Nutrition 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/50—Electroplating: Baths therefor from solutions of platinum group metals
- C25D3/52—Electroplating: Baths therefor from solutions of platinum group metals characterised by the organic bath constituents used
Definitions
- the invention is a process for electroplating palladium and palladium alloys of the type described in the preamble clause of claim 1.
- Precious metals are used as protective films on surfaces for a variety of reasons. In the jewelry trade, it is used to improve the appearance of an article as in gold plated jewelry. In other applications, it is used to protect against corrosion of metals and other surface materials.
- protective films made of precious metals are used as conduction paths in electrical circuits and as contact surfaces in devices with electrical contacts. Gold is used extensively in these applications with great success. However, the increased price of gold makes it attractive to look at other precious metals as protective films on various surfaces.
- Palladium and palladium alloys are used extensively in a variety of industrial applications. Typical examples are the jewelry trade where such films are used to protect surfaces against corrosion and to improve appearance, in the electrical arts in various electrical devices and electronic circuits and in the optical field for various types of optical devices.
- palladium is especially attractive as an electrical contact material in electrical connectors, relay contacts, switches, etc.
- Palladium alloys with at least 10 mole percent palladium, remainder of at least one of the metals silver nickel and copper are also useful for the same applications. Indeed, because of the increasing cost of gold, palladium and palladium alloys become more and more attractive economically as a contact material, surface material, and in other applications. In many applications where gold is used, it is often economically attractive to use palladium, provided, an inexpensive and efficient method of plating ductile and adherent palladium is available.
- Ethylenediamine has been used in a palladium alloy plating procedure (U.S.S.R. Patent No. 519,497 issued 30 June 1976); (C. A. 85: 113802m) and it was known to the inventors that ethylenediamine is useful in palladium electroplating in the following composition bath: 28 gm/I PdCI 2 , 140 gm/I Na 2 S0 4 and sufficient ethylenediamine to dissolve the PdCl 2 .
- the bath is used at room temperature, the current density is 20 mA/cm 2 and the pH between 11 and 12.
- DE-A-2244437 discloses electroplating of gold and gold alloys including gold alloyed with palladium. It describes a large number of complexing agents for the metallic ions in the bath, including various aliphatic polyamines with diethylenetriamine being mentioned as an example, and it is essentially directed to the production of ductile and bright decorative platings.
- the invention is based on a critical selection of a few complexing agents from myriads of compounds; and it has been found that palladium and its mentioned alloys may be electroplated without simultaneous hydrogen evolution, if the used complexing agent is one or more organic aliphatic polyamines selected from diaminopropane (particularly 1,3-diaminopropane), diethylenetriamine, 1,4-diaminobutane, 1,6-diaminohexane N,N,N',N'-tetramethylethylenediamine and 2-hydroxy-1,3-diaminopropane.
- the aqueous electroplating bath is alkaline, i.e.
- pH between 7.5 and 13.5 to avoid corrosion of the surface being plated and sufficiently conductive to allow plating i.e. greater than 10- 3 ohm-' cm- 1 .
- Additional substances may be added to the palladium plating bath to control and adjust pH (such as a buffer), to increase conductivity and to improve the properties of the plated metal.
- Typical substances used to improve the plated metal are lactones (i.e., phenolphthalein, phenolsulfone- phthalein, etc.), lactams, cyclic sulfate esters, cyclic imides and cyclic oxazolinones.
- Certain poly-alkoxylated alkylphenols may also be useful. The process is also useful for plating certain palladium alloys including at least 10 mole percent palladium, remainder copper, nickel and/or silver.
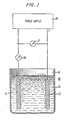
- the Figure shows a typical apparatus useful in electroplating palladium and palladium alloys in accordance with the invention.
- the invention is a process for electroplating palladium metal or palladium alloy in which the indicated group of organic aliphatic polyamines is used as complexing agent in the palladium plating bath.
- the conditions (pH, temperature, etc.) under which optimum plating occurs with these preferred complexing agents permits rapid plating without incorporation or evolution of hydrogen.
- undesirable chemical attack on the surface being plated is minimal or insignificant under optimum conditions of plating with these complexing agents.
- Alloy plating may also be carried out using the indicated complexing agents.
- Concerned palladium alloys consists of at least 10 mole percent palladium, remainder copper, silver and/ or nickel. Other useful alloys are 60 mole percent palladium, remainder silver, copper and/or nickel, or 40 mole percent palladium, remainder silver, copper and/or nickel, etc.
- the palladium-silver alloys are particularly useful, especially for electrical contact surfaces.
- a large variety of counter ions may be used in the electroplating bath provided the anions are stable (chemically and electrochemically) and in particular are not subject to oxidation or reduction under conditions of the electroplating process.
- the anion should not interfere with the plating process by either chemical attack on the surface being plated or on the metal complex system.
- Typical anions are halides, nitrate, sulfate and phosphates. Chloride ion is preferred because of the low cost of palladium chloride and the stability of the chloride ion under conditions of the electroplating process.
- certain ions including those set forth above, may be used as supporting electrolyte to increase conductivity of the electroplating bath.
- the cation used for the supporting electrolyte may be any soluble ion which does not interfere with the electroplating process.
- Alkali-metal ions Na, K, Li
- Palladium chloride is preferred because of availability and stability.
- useful are compounds yielding tetrachloropalladate ion in aqueous solution such as alkali-metal tetrachloropalladate (i.e., K 2 PdCI 4 ). These compounds may be used initially to make the bath and to replenish the bath.
- the pH of the bath may vary from 7.5 to 13.5, with the range from 11.0 to 12.5 preferred.
- the preference particularly applies when the preferred polyamines are used, namely 1,3-diaminopropane and diethylenetriamine.
- very rapid plating can be carried out with excellent plating results.
- a bath composition which permits rapid plating with more alkaline solution is preferred because of decreased attack on the surface being plated and decreased chances of hydrogen evolution.
- the plating process may be carried out with or without a buffer system.
- a buffer system is often preferred because it maintains constant pH and adds to the conductivity of the bath.
- Typical buffer systems are the phosphate system, borax, bicarbonate, etc.
- Preferred is the HPO-VPO-14 system often made by adding an alkali-metal hydroxide (KOH, NaOH, etc.) to an aqueous solution of the hydrogen phosphate ion.
- concentration of buffer varies from about 0.1 Molar to 2 Molar (about 1.0+0.2 Molar preferred) and the mole ratio of hydrogen phosphate to phosphate varies from 5/1 to 1/5 (with equal mole amounts within ⁇ 50 percent preferred). These mole ratios often depend on the particular pH desired for the plating bath.
- the bath temperature often depends on bath composition and concentration, plating cell design, pH and plating rate. Contemplated temperatures for typical conditions are from room temperature to about 80 degrees C with 40 to 60 degrees C most preferred.
- Various surfaces may be plated using the disclosed process. Usually, the plating would be carried out on a metal surface or alloy surface but any conducting surface would appear sufficient. Also, electrolessly plated surfaces may be useful. Typical metal and alloy surfaces are copper, nickel, gold, platinum, palladium (as, for example, a surface electrolessly plated with palladium and then electroplated with palladium in accordance with the invention). Various alloy surfaces may also be used such as copper-nickel-tin alloys.
- composition of the bath may vary within the claimed limits. In general, sufficient polyamine should be present to complex with the palladium. Usually, it is advantageous if excess polyamine is present in the bath solution.
- the palladium concentration in the bath varies from 0.01 Molar to saturation. Preferred concentrations often depend on plating rate, cell geometry, agitation, etc. Typical preferred palladium concentration ranges for high-speed plating (54 to 1076 mA/cm 2 ) [50 to 1000 ASF] are higher than for low-speed plating (up to 54 mA/cm 2 ) [up to 50 ASF]. Preferred palladium concentration ranges for high-speed plating vary also from 0.1 1 0 1.0 Molar. For low-speed plating, the preferred range is from 0.05 to 0.2 Molar. Where palladium alloy plating is included, the alloy metal (i.e. copper, silver or nickel) replaces part of the palladium in the composition of the plating bath. Up to 90 mole percent of palladium may be replaced by alloy metal.
- the alloy metal i.e. copper, silver or nickel
- the amount of complexing agent may vary from 0.5 times (on the basis of moles) the concentration of the palladium species to saturation of the complexing agent. Generally, it is preferred to have excess complexing agent, typically from two times to 12 times the mole concentration of the palladium species. Most preferred is about six times the mole concentration of palladium.
- the preferred ranges of complexing agent in terms of palladium species are the same for high-speed and low-speed baths.
- the concentration of buffer may vary over large limits. Such concentrations often depend on cell design, plating rates, etc. Typically, the buffer concentration varies from 0.1 Molar to saturation with from 0.2 to 2.0 Molar preferred.
- the bath may be prepared in a variety of ways well known in the art.
- a typical preparation procedure which yields excellent result is set forth below: Equal volumes (142 ml) of 1,3-diaminopropane and water are mixed in a beaker. Heat of solution is sufficient to heat the resulting solution to about 60 degrees C. To this solution with vigorous stirring are added 50 gms of PdCI 2 in portions of 0.5 g every two minutes. Since the resulting reaction is exothermic, the solution can be maintained at 60 degrees C by adjusting the rate of addition of PdCl 2 . The solution is filtered to remove solid matter (generally undissolved PdC1 2 or PdO) and diluted to one liter.
- Electroplating experiments are carried out in an electroplating cell provided with means for high agitation. Temperature is maintained between 50 and 65 degrees C, 55 degrees preferred. Current is passed through anode, electroplating bath and cathode. The electrical energy is supplied by a conventional power supply. The current density is 188 mA/cm 2 (175 ASF). Typical thicknesses in these experiments are 102 to 381 ⁇ m (40 to 150 microinches). The deposit is crack free as determined by a scanning electron micrograph at 10,000 magnification. Both adherence and ductility are excellent. Similar results are obtained using 0.1 Molar palladium and 0.5 Molar palladium. Plating rate is often determined by the thickness desired after a predetermined period of plating.
- a strip line plating apparatus see, for example, US-A-4,153,523 and US-A-4,230,538 the strip line being plated is exposed to the plating solution for a set period of time (depending on the speed the strip is moving down the line and the length of the plating cell) and the plating rate is adjusted to give the desired thickness in this period of time. Similar results are obtained with diethylenetriamine. Experiments carried out with 2 hydroxy-1,3-diaminopropane, 1,4-diaminobutane and 1,6-diaminohexane yield similar results.
- a typical bath contains 16.66 g PdCl 2 , 42 g polyamine complexing agent, 42 g K 3 PO 4 , 139 g K 2 HP0 4 and sufficient water to make one liter.
- the preparation procedure is exactly the same as above.
- the pH is about 10.8 at 55 degrees C and plating is carried out in the temperature range from 50 to 65 degrees C. Typical slow plating rates are about 11 mA/cm 2 (10 ASF).
- Electroplating was carried out at 55 degrees C.
- Electroplating was carried out at 55 degrees C.
- Electroplating was carried out at 55 degrees C.
- Electroplating was carried out at 55 degrees C.
- Palladium alloys may also be electroplated in accordance with the invention.
- a typical bath composition for palladium alloy plating is as follows: 69.6 g Ag 2 0, 53.2 g PdCl 2 , 222 g 1,3-diaminopropane, 106.2 g K 3 PO 4 , 86.5 g K 2 HP0 4 and water to one liter.
- the pH of the bath is adjusted to 11.3 by the addition of KOH or H 3 P0 4 .
- the bath temperature is maintained between 40 and 65 degrees C and current density between 1.1 and 538 mA/cm 2 (1 and 500 ASF).
- the other polyamine complexing agents mentioned above are also useful, including diethylenetriamine.
- a useful bath for palladium-nickel plating is as follows: 38.9 g NiCl 2 , 53.2 g PdCl 2 , 222 g 1,3-diaminopropane, 106 g K 3 P0 4 , 86.5 g K 2 HP0 4 and water to one liter.
- Preferred operating temperature is from 40 to 65 degrees C
- pH is about 12
- current density from 1.1 to 538 mA/cm 2 (1 to 500 ASF).
- cobalt salt added to the bath.
- the stripline plating apparatus described in the above-cited patents are particularly advantageous for carrying out the process. They permit good control of the bath conditions, the rate of plating and permit rapid palladium plating.
- the palladium plating process is highly advantageous for plating electrical contact pins for electrical connectors such as described in the above references.
- Fig. 1 shows apparatus 10 useful in the practice of the invention.
- the surface to be plated 11 is made the cathode in the electrolytic process.
- the anode 12 is conveniently made of platinized titanium or may be made of various other materials such as oxides of platinum group metals, binder metal oxides, etc.
- Both anode and cathode are at least partially immersed in the electroplating bath 13 containing source of palladium complex with an organic aliphatic polyamine.
- a container 14 is used to hold the palladium plating solution and the anode 12 and cathode 11 are electrically connected to an adjustable source of electrical energy 15.
- An ammeter 16 and voltmeter 17 are used to monitor current and voltage.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Electroplating And Plating Baths Therefor (AREA)
Claims (9)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US23915181A | 1981-02-27 | 1981-02-27 | |
| US239151 | 1994-05-05 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0059452A2 EP0059452A2 (fr) | 1982-09-08 |
| EP0059452A3 EP0059452A3 (en) | 1982-11-10 |
| EP0059452B1 true EP0059452B1 (fr) | 1985-10-09 |
Family
ID=22900832
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP82901061A Expired EP0073236B1 (fr) | 1981-02-27 | 1982-02-18 | Procede de revetement par electrodeposition de palladium et des alliages de palladium |
| EP82101494A Expired EP0059452B1 (fr) | 1981-02-27 | 1982-02-26 | Procédé de dépôt électrolytique de palladium et d'alliages de palladium |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP82901061A Expired EP0073236B1 (fr) | 1981-02-27 | 1982-02-18 | Procede de revetement par electrodeposition de palladium et des alliages de palladium |
Country Status (7)
| Country | Link |
|---|---|
| EP (2) | EP0073236B1 (fr) |
| JP (1) | JPS58500289A (fr) |
| CA (1) | CA1189016A (fr) |
| DE (1) | DE3266736D1 (fr) |
| GB (1) | GB2112018B (fr) |
| HK (1) | HK48088A (fr) |
| WO (1) | WO1982002908A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4444232C1 (de) * | 1994-07-21 | 1996-05-09 | Heraeus Gmbh W C | Bad zum galvanischen Abscheiden von Palladium-Silber-Legierungen |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4478692A (en) * | 1982-12-22 | 1984-10-23 | Learonal, Inc. | Electrodeposition of palladium-silver alloys |
| US4741818A (en) * | 1985-12-12 | 1988-05-03 | Learonal, Inc. | Alkaline baths and methods for electrodeposition of palladium and palladium alloys |
| EP0693579B1 (fr) * | 1994-07-21 | 1997-08-27 | W.C. Heraeus GmbH | Bain pour le dépÔt électrolytique d'alliages Palladium-Argent |
| DE4431847C5 (de) * | 1994-09-07 | 2011-01-27 | Atotech Deutschland Gmbh | Substrat mit bondfähiger Beschichtung |
| FR2807450B1 (fr) * | 2000-04-06 | 2002-07-05 | Engelhard Clal Sas | Bain electrolytique destine au depot electrochimique du palladium ou de ses alliages |
| TWI354716B (en) * | 2007-04-13 | 2011-12-21 | Green Hydrotec Inc | Palladium-containing plating solution and its uses |
| US8900436B2 (en) * | 2008-05-07 | 2014-12-02 | Umicore Galvanotechnik Gmbh | Pd and Pd-Ni electrolyte baths |
| JP2012241260A (ja) * | 2011-05-23 | 2012-12-10 | Kanto Gakuin | 電解パラジウム−リン合金めっき液、めっき被膜及びめっき製品 |
| DE102018126174B3 (de) * | 2018-10-22 | 2019-08-29 | Umicore Galvanotechnik Gmbh | Thermisch stabile Silberlegierungsschichten, Verfahren zur Abscheidung und Verwendung |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2244437A1 (de) * | 1971-09-06 | 1973-03-15 | Omf California Inc | Elektrolytisches bad zur elektrochemischen abscheidung von goldlegierungen und dessen anwendung |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2452308A (en) * | 1946-02-28 | 1948-10-26 | George C Lambros | Process of plating palladium and plating bath therefor |
| DE2360834C3 (de) * | 1973-12-06 | 1978-05-18 | Inovan-Stroebe Kg, 7534 Birkenfeld | Bad und Verfahren zum galvanischen Abscheiden von Palladiumschichten |
| DE2506467C2 (de) * | 1975-02-07 | 1986-07-17 | Schering AG, 1000 Berlin und 4709 Bergkamen | Bad und Verfahren zur galvanischen Abscheidung von Palladium-Nickel-Legierungen |
| US4066517A (en) * | 1976-03-11 | 1978-01-03 | Oxy Metal Industries Corporation | Electrodeposition of palladium |
| DE2939920C2 (de) * | 1979-10-02 | 1982-09-23 | W.C. Heraeus Gmbh, 6450 Hanau | Verwendung eines Amins in einem Bad zum galvanischen Abscheiden von Palladium |
| US4278514A (en) * | 1980-02-12 | 1981-07-14 | Technic, Inc. | Bright palladium electrodeposition solution |
-
1982
- 1982-02-18 WO PCT/US1982/000200 patent/WO1982002908A1/fr active IP Right Grant
- 1982-02-18 JP JP50116582A patent/JPS58500289A/ja active Granted
- 1982-02-18 GB GB08230414A patent/GB2112018B/en not_active Expired
- 1982-02-18 DE DE8282901061T patent/DE3266736D1/de not_active Expired
- 1982-02-18 EP EP82901061A patent/EP0073236B1/fr not_active Expired
- 1982-02-26 EP EP82101494A patent/EP0059452B1/fr not_active Expired
- 1982-02-26 CA CA000397244A patent/CA1189016A/fr not_active Expired
-
1988
- 1988-06-30 HK HK48088A patent/HK48088A/xx not_active IP Right Cessation
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2244437A1 (de) * | 1971-09-06 | 1973-03-15 | Omf California Inc | Elektrolytisches bad zur elektrochemischen abscheidung von goldlegierungen und dessen anwendung |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4444232C1 (de) * | 1994-07-21 | 1996-05-09 | Heraeus Gmbh W C | Bad zum galvanischen Abscheiden von Palladium-Silber-Legierungen |
Also Published As
| Publication number | Publication date |
|---|---|
| HK48088A (en) | 1988-07-08 |
| DE3266736D1 (en) | 1985-11-14 |
| GB2112018B (en) | 1984-08-15 |
| WO1982002908A1 (fr) | 1982-09-02 |
| EP0073236A4 (fr) | 1983-01-14 |
| GB2112018A (en) | 1983-07-13 |
| CA1189016A (fr) | 1985-06-18 |
| JPH0219197B2 (fr) | 1990-04-27 |
| JPS58500289A (ja) | 1983-02-24 |
| EP0073236B1 (fr) | 1985-10-09 |
| EP0059452A2 (fr) | 1982-09-08 |
| EP0059452A3 (en) | 1982-11-10 |
| EP0073236A1 (fr) | 1983-03-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4911798A (en) | Palladium alloy plating process | |
| US4486274A (en) | Palladium plating prodedure | |
| US4427502A (en) | Platinum and platinum alloy electroplating baths and processes | |
| US4478691A (en) | Silver plating procedure | |
| US4673472A (en) | Method and electroplating solution for deposition of palladium or alloys thereof | |
| EP0415631B1 (fr) | Dépôt électrolytique d'un film de palladium | |
| US4715935A (en) | Palladium and palladium alloy plating | |
| EP0059452B1 (fr) | Procédé de dépôt électrolytique de palladium et d'alliages de palladium | |
| US6743346B2 (en) | Electrolytic solution for electrochemical deposit of palladium or its alloys | |
| US20040195107A1 (en) | Electrolytic solution for electrochemical deposition gold and its alloys | |
| US4478692A (en) | Electrodeposition of palladium-silver alloys | |
| US4297177A (en) | Method and composition for electrodepositing palladium/nickel alloys | |
| EP0198355B1 (fr) | Bain de dépôt électrolytique et son application | |
| US4468296A (en) | Process for electroplating palladium | |
| GB2089374A (en) | Electrodeposition of palladium and palladium alloys | |
| US4377450A (en) | Palladium electroplating procedure | |
| US4465563A (en) | Electrodeposition of palladium-silver alloys | |
| US4454010A (en) | Palladium plating procedure | |
| EP0225422A1 (fr) | Bains alcalins et procédés pour le dépôt électrolytique de palladium et alliages de palladium | |
| US4297179A (en) | Palladium electroplating bath and process | |
| US4493754A (en) | Electrodes for palladium electroplating process | |
| US4778574A (en) | Amine-containing bath for electroplating palladium | |
| US4545869A (en) | Bath and process for high speed electroplating of palladium | |
| US4566953A (en) | Pulse plating of nickel-antimony films | |
| US4470886A (en) | Gold alloy electroplating bath and process |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): IT |
|
| AK | Designated contracting states |
Designated state(s): IT |
|
| 17P | Request for examination filed |
Effective date: 19821027 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): IT |
|
| ITF | It: translation for a ep patent filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| ITPR | It: changes in ownership of a european patent |
Owner name: TRASFORMAZIONE SOCIETARIA;AT & T TECHNOLOGIES INC. |