EP0052778A1 - Verfahren und Vorrichtung zum gleichmässigen Auftragen von flüssigen Behandlungsflotten auf textile Flächengebilde, wie Warenbahnen - Google Patents
Verfahren und Vorrichtung zum gleichmässigen Auftragen von flüssigen Behandlungsflotten auf textile Flächengebilde, wie Warenbahnen Download PDFInfo
- Publication number
- EP0052778A1 EP0052778A1 EP81108873A EP81108873A EP0052778A1 EP 0052778 A1 EP0052778 A1 EP 0052778A1 EP 81108873 A EP81108873 A EP 81108873A EP 81108873 A EP81108873 A EP 81108873A EP 0052778 A1 EP0052778 A1 EP 0052778A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- foam
- goods
- suction
- application device
- arrangement
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000007788 liquid Substances 0.000 title claims abstract description 14
- 238000000034 method Methods 0.000 title claims description 10
- 239000006260 foam Substances 0.000 claims abstract description 45
- 239000004753 textile Substances 0.000 claims abstract description 7
- 238000005187 foaming Methods 0.000 claims abstract description 6
- 239000004744 fabric Substances 0.000 claims description 6
- 230000033001 locomotion Effects 0.000 claims description 3
- 238000000151 deposition Methods 0.000 abstract 1
- 239000002344 surface layer Substances 0.000 abstract 1
- 239000000463 material Substances 0.000 description 11
- 230000035515 penetration Effects 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 238000003825 pressing Methods 0.000 description 3
- 230000009172 bursting Effects 0.000 description 2
- 238000009825 accumulation Methods 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000000109 continuous material Substances 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 238000004043 dyeing Methods 0.000 description 1
- 229920001821 foam rubber Polymers 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 238000007790 scraping Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images



Classifications
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06B—TREATING TEXTILE MATERIALS USING LIQUIDS, GASES OR VAPOURS
- D06B19/00—Treatment of textile materials by liquids, gases or vapours, not provided for in groups D06B1/00 - D06B17/00
- D06B19/0088—Treatment of textile materials by liquids, gases or vapours, not provided for in groups D06B1/00 - D06B17/00 using a short bath ratio liquor
- D06B19/0094—Treatment of textile materials by liquids, gases or vapours, not provided for in groups D06B1/00 - D06B17/00 using a short bath ratio liquor as a foam
Definitions
- the invention relates to a method and a device for uniformly applying liquid treatment liquors to textile fabrics, such as webs of goods, the supply of the liquor to the device taking place in a foamed form thereof, with a device for foaming the liquor by movement or under.
- Pressure which is composed of a mixing chamber designed as a foam generator with separate feeds for air or compressed air and feeds for the liquor fed from a storage container and the foam produced by means of a pipeline or the like. is transported to the application device, and devices are available for the transport of the flat structures, the foam being applied directly to the goods.
- the foam with colored particles or other additives should only transport liquid in minimal quantities and release this liquid completely evenly into the material.
- the present invention is therefore based on the object of ensuring a proper treatment of a material web with foam in that, on the one hand, the foam is transported deep into the material base and then the surface of the product is supplied with liquor.
- the foam should be placed on the smallest possible area.
- the method according to the invention thus consists in that the foam is deposited on a surface that is spatially limited on four sides and is both sucked in and pressed in.
- This has the advantage that the liquor portion of the foam reaches deep into the base of the goods and the surface of the goods does not remain unused, but is protected from a gray haze by the pressing in of further amounts of foam. This has a particular impact on pile goods, for example carpet goods.
- the surface structure of the web acts like a sieve, so that the foam bubbles are destroyed by this surface structure of the web, so that a liquid or respectively liquor accumulation results from bursting of the foam bubbles, which occurs over the entire Surface is completely even.
- the strength of the vacuum is adjustable and the amount of foam to be sucked in is adjustable.
- the amount of the liquor can thus be kept within the desired tolerance limit of 1 to 5% in relation to the desired amount of liquor to be applied per unit area.
- the device according to the invention for carrying out the method consists in that the foam is deposited in the interior of a four-sided space, the boundary of which is an application device, e.g. is a squeegee and a suction arrangement is provided under the goods-through level and this is preferably arranged downstream of the application device in the goods run.
- an application device e.g. is a squeegee
- a suction arrangement is provided under the goods-through level and this is preferably arranged downstream of the application device in the goods run.
- a further development of the inventive concept is that a feed device is provided which brings the foam into a container or the like standing above the web, the one wall of which is wholly or partly formed by the application device and a suction box with a suction arrangement under the goods execution level Suction slot is provided, and a roller doctor blade is preferably arranged downstream of this in the goods run as the application device.
- This roller or roller doctor blade can be driven, the suction arrangement of the roller doctor blade, which is adjustable in suction strength, being directly in front.
- Application devices such as, for example, driven roller doctor blades and suction boxes or suction bars with a suction slot, preferably extend over the total working width.
- the suction arrangement is arranged in relation to the application device in front of this, under this or in the direction of travel behind it. This allows the suction flow to be used optimally.
- the color space limiter which delimits the storage area, is adjustable. This allows the foam to flow down as advantageously as possible, because the liquor dissolves from the foam on the goods.
- the foam is destroyed when the product is applied and the liquid is then available in the minimum amount evenly over the entire area, since the adjustable and adjustable suction arrangement brings about the uniformity and also determines the amount of liquid that is on the product stands. This means that the liquid gets evenly into the goods.
- An advantage of using a vacuum is that the penetration of pure liquid into the goods is easier and more uniform than if additional mechanical resistances on the surface of the goods have to be overcome.
- the relatively low vacuum which is controllable in its strength, removes the air from the material and thus enables the fleet to penetrate the material without resistance and evenly.
- the additional mechanical pressing, pressing or knife application of the foam preferably by means of the roller doctor blade, which is preferably arranged after the suction or suction of the foam into the goods in the direction of travel of the goods, has the advantage of bursting any bubbles that have not burst and of remnant foam and remnants of the fleet, to scrape them free or to free them.
- All of the devices shown are used for the uniform application of liquid treatment liquors to textile fabrics, preferably webs 1, the supply of the liquor to the device taking place in foamed form.
- pile goods such as carpets or the like. thought, but other goods can also be dyed with this device and with this method.
- Feeding device can be provided with a pipeline with outflow nozzles 20, which are arranged uniformly distributed over the width 'of the web.
- the device for foaming the liquor under pressure is shown in FIG. 4 and essentially consists of a mixing chamber with separate feeds for compressed air and liquor fed from a storage container and is described later.
- the web 1 can or will generally rest on an air-permeable printing blanket 3, which can be guided endlessly, as shown in FIG. 2.
- a four-sided limited color space e.g. a container 5 is arranged, in which the foam is deposited, specifically by means of a feed device 2 with an outlet connection 20.
- side boundaries 50 can be provided, which can optionally be adjusted in width in relation to one another and a front wall 55 can be provided.
- the front wall 55 lies on the incoming goods side.
- the suction arrangement 4 is provided with a suction slot 40, this suction arrangement 4 being provided with the suction flow via a suction pump 41.
- the regulation takes place via a valve 141 or the like.
- the suction pump 41 can be connected to the suction box or the suction arrangement 4 via a hose 42 (FIG. 4) or via a stationary arrangement via a pipe 42 ′.
- the suction arrangement 4 should be adjustable in its placement, but should preferably work stationary.
- the material web 1 lying on the printing blanket 3 thus passes under the area of the container 5 and overflows the suction arrangement 4 and then gets under the application device 6 in the case of the embodiment of FIG. 1 under the doctor blade. Cer foam is subsequently pressed into the goods after being sucked in.
- the rear wall 52 building up over the application device 6 prevents foam from flowing over the application device on the outlet side.
- Fig. 2 shows the schematic representation of a similar device with the arrangement of an application device 6, which is designed as a doctor blade.
- the front wall 55 here hangs on a cross member 51, which can be fastened on both sides of the continuous material web on the machine frame in an adjustable manner, specifically in the indicated arrow directions and lockable at any distance from the application device 6.
- the front wall 55 can be specially profiled to form a channel 53 through which the foam can flow downward as advantageously as possible.
- the limitation of the color space is in the form of a / flow channel.
- the rear wall 52 is supported by a sealing strip 152 on the surface of the doctor blade, whereby the seal can be readjusted.
- the rear wall 52 hangs again on a cross-beam, which can also be supported on the machine frame on the right and left of the web passage level.
- the suction arrangement 4 is configured similarly to the exemplary embodiment in FIG. 1.
- FIG. 3 shows an exemplary embodiment, also with a doctor blade as application device 6, but with a fixed container 5 and suction arrangement 4 arranged underneath, which is adjustable in the arrow directions A, B; in front of the application device 6, below and behind the same.
- the figures also show that the printing blanket 3 can be guided over rollers 30, 31. It is permeable to air and liquid.
- the rollers can be driven discontinuously or continuously. In general, continuous motion will be preferable.
- the air is removed from the material, namely from the textile fabric; in particular of a pile product and thus a resistance-free, uniform penetration of the foamed liquor into the material is achieved.
- the suction device namely the suction arrangement, can also be designed as a cross-area box, it can also, as already described, be provided with the suction slot 40, which extends over the working width.
- the effect of the suction arrangement can also be adjusted. If the goods are to be vented first, the suction slit is set further forward, i.e. In the direction of the supply of the goods, if an effect is to be exerted on the foam which is already under pressure, the suction slot 40 is placed close to the application device, for example the doctor blade 6, below the area of the wedge 60 lying in front of the doctor blade.
- the liquor is supplied from a storage container 90 and the compressed air is supplied, for example from a compressor 91.
- Devices for quantity measurement 290 and 291 are provided in both supply lines 190 and 191.
- control valves are provided, only one of which is shown in the compressed air line 191, namely a control valve 92.
- the fleet is conveyed via a pump 93, which in turn is driven by a motor 193 via a device. drives 293.
- both air and liquor get into the mixing head 94, which has a mixing chamber 194.
- the compressed air is introduced into an annular space 294 and reaches the mixing chamber 194 from below through openings in which there are glass balls or a granulate or something similar.
- the foam produced then reaches the feed device 2 in a precisely adjusted mixing ratio, which in FIG. 4 only. is indicated and on the outlet 20 directly to the goods.
- a main tap 96 can be provided in the compressed air line 191.
- foamed application media A wide variety of chemicals can be thought of as foamed application media.
- the application of color is thought of, for example, fabric fleets or dyes for printing and dyeing or color pastes.
- a latex foam can also be applied or inserted as a layer.
- the web can also are treated by the foam, for example by foamed finishing chemicals, but also washed and the like.
- webs with a fibrous structure such as textiles of all kinds, including e.g. also carpets, pile goods, such as velvet, also nonwovens, but also felt, but also other flat products.
- pile goods such as velvet
- nonwovens but also felt, but also other flat products.
- the transition from non-woven to paper is possible as long as it is permeable to air.
- the foam can only be sucked into the surface.
- the limited space can lie in front of any application device or can itself form the application device or be integrated into it.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Treatment Of Fiber Materials (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren und eine Vorrichtung zum gleichmäßigen Auftragen von flüssigen Behandlungsflotten auf textile Flächengebilde, wie Warenbahnen, wobei die Zuführung der Flotte zur Vorrichtung in verschäumter Form derselben erfolgt, mit einer Vorrichtung zum Verschäumen der Flotte durch Bewegung oder unter. Druck, die aus einer als Schaumerzeuger ausgebildeten Mischkammer mit separaten Zuführungen für-Luft oder Druckluft und Zuführungen für die aus einem Vorratsbehälter gespeisten Flotte zusammengesetzt ist und der erzeugte Schaum mittels Rohrleitung od.dgl. zur Auftragsvorrichtung transportiert wird, und Vorrichtungen vorhanden sind für den Transport der Flächengebilde, wobei der Schaum direkt auf die Ware aufgebracht wird.
- Eine derartige Vorrichtung und das zugehörige Arbeitsverfahren ist in der DE-OS 25 23 062 beschrieben.
- Die Vorteile des Aufschäumens von Auftragsflotten sind in dieser DE-OS klar zum Ausdruck gebracht. Bei dieser vorbekannten Vorrichtung wird aber der Schaum innerhalb eines Behälters auf die Ware gelegt, und zwar im Bereich eines Auftragskastens und durch eine Wand des Auftragskastens in die Ware eingerakelt. Das Auflegen-der ver-. schäumten Flotte direkt auf die Ware begründet aber noch nicht das Eindringen der verschäumten Flotte in die Ware, da je nach physikalischer Oberflächenbeschaffenheit und Oberflächenunt-erschiede sowie des chemischen Oberflächenzustandes und der-Gleichmäßigkeit der Chemikalienauflage oder-des Inhaltes der Ware, die Schaumbläschen unterschiedlich schnell und leicht zerbrechen und daher pro Flächeneinheit unterschiedliche Flüssigkeitsmengen zur Verfügung stehen. Der Schaumauftrag lediglich durch Auflegen auf eine Fläche und das Einrakeln des Schaumes durch eine Seitenkante der Auftragskammer gewährleistet kein gleichmäßiges Eindringen des Schaumes in die Warenbahn.
- Der mit Farbpartikeln oder anderen Zusätzen versehene Schaum soll nur Flüssigkeit in minimalen Mengen transportieren und diese-Flüssigkeit vollkommen gleichmäßig an das Material abgeben.
- Der vorliegenden Erfindung liegt somit die Aufgabe zugrunde, eine einwandfreie Behandlung einer Warenbahn mit Schaum zu gewährleisten dadurch, daß einerseits der Schaum tief in den Warengrund hineintransportiert wird und danach die Oberfläche der Ware mit Flotte versorgt wird. Dabei soll der Schaum auf eine möglichst eng begrenzte Fläche abgelegt werden.
- Das erfindungsgemäße Verfahren besteht somit darin, daß der Schaum auf eine vierseitig räumlich begrenzte Fläche abgelegt wird und sowohl eingesaugt als auch eingedrückt wird. Dies hat den Vorteil, daß der Flottenanteil des Schaumes tief in den Warengrund gelangt und die Oberfläche der Ware nicht unversorgt bleibt, sondern durch das Eindrücken weiterer Schaummengen vor einem Grauschleier bewahrt wird. Dies wirkt sich besonders bei Florware, beispielsweise Teppichware aus.
- Insbesondere bei härteren Qualitäten einer mit Flor versehenen Warenbahn wirkt die Oberflächenstruktur der Warenbahn wie ein Sieb, so daß durch diese Oberflächenstruktur der Warenbahn die Schaumbläschen zerstört werden, so daß dann ein Flüssigkeits- bzw. respektive Flottenanfall durch Zerplatzen der Schaumbläschen entsteht, welcher über die gesamte Fläche vollkommen gleichmäßig ist. Das Vakuum ist in seiner Stärke einstellbar und die Menge des einzusaugenden Schaumes ist regelbar. Damit kann die Menge der Flotte in der gewünschten Toleranzgrenze gehalten werden von 1 bis 5 % im Verhältnis zur gewünschten aufzutragenden Flottenmenge pro Flächeneinheit. Dieses genaue Resultat ist mit dem Auflegen von Schaum auf cas Material und dem nachträglichen Einrakeln des Schaumes durch eine Leiste bzw.. eine Seitenkante des Auftragskastens nicht zu erzielen, da die Anstellung der Seitenkante des Kastens nicht veränderbar ist und selbst wenn an dieser Stelle eine Leistenrakel üblicher Art eingesetzt würde, die Rakel allein die Menge der in die Ware eindringenden Flotte nicht verändern kann.
- Die erfindungsgemäße Vorrichtung zur Durchführung des Verfahrens besteht darin, daß der Schaum in das Innere eines vierseitig begrenzten Raumes abgelegt wird, dessen eine Begrenzung eine Auftragseinrichtung, z.B. eine Rakel ist und unter der Warendurchführungsebene eine Sauganordnung vorgesehen ist und dieser vorzugsweise im Warenlauf nachgeordnet die Auftragseinrichtung vorgesehen ist.
- Eine Weiterbildung des Erfindungsgedankens besteht darin, daß eine Zuführungsvorrichtung vorgesehen ist, die den Schaum in einen über der Warenbahn stehenden Behälter od. dgl. einbringt, dessen eine Wand ganz oder teilweise durch die Auftragseinrichtung gebildet wird und unter.der Warendurchführungsebene als Sauganordnung ein Saugkasten mit Saugschlitz vorgesehen ist, sowie diesem im Warenlauf vorzugsweise nachgeordnet als Auftragseinrichtung eine Rollrakel vorgesehen ist. Diese Roll- oder Walzenrakel kann angetrieben sein, wobei die in der Saugstärke einstellbare Sauganordnung der Rollrakel direkt vorgesetzt ist. Auftragseinrichtungen, wie beispielsweise angetriebene Rollrakel und Saugkasten bzw. Saugbalken mit Saugschlitz, gehen vorzugsweise über die Gesamtarbeitsbreite.
- Ferner besteht ein Gedanke der Erfindung darin, daß die Sauganordnung im Verhältnis zur Auftragseinrichtung vor dieser, unter dieser oder in Warenlaufrichtung hinter dieser angeordnet ist. Damit kann der Saugstrom optimal .angesetzt werden.
- Weiterhin besteht ein Gedanke der Erfindung darin, daß der Farbraumbegrenzer, der die Ablagefläche begrenzt, verstellbar ist. Damit kann der Schaum möglichst vorteilhaft nach unten abfließen, denn aus dem Schaum löst sich auf der Ware die Flotte.
- Der Schaum wird beim Auftrag über der Ware zerstört und auf der Ware steht dann nunmehr Flüssigkeit in der minimalen Menge zur Verfügung gleichmäßig über die gesamte Fläche, da die einstellbare und regelbare Sauganordnung die Vergleichmäßigung bringt und auch die Menge der Flüssigkeit bestimmt, die auf der Ware steht. Damit gelangt die Flüssigkeit gleichmäßig in die Ware.
- Ein Vorteil der Verwendung von Vakuum besteht darin, daß das Eindringen von reiner Flüssigkeit in die Ware leichter und gleichmäßiger- erfolgt, als wenn noch zusätzlich mechanische Widerstände an der Warenoberfläche überwunden werden müssen.
- Das relativ geringe, in seiner.Stärke steuerbare Vakkum entfernt die Luft aus dem Material und ermöglicht so ein widerstandsfreies, gleichmäßiges Eindringen der Flotte in das Material.
- Das zusätzliche mechanische Eindrücken, Einpressen oder Einrakeln des Schaumes, vorzugsweise durch die Rollrakel, das vorzugsweise dem Durchsaugen oder Einsaugen des Schaumes in die Ware in Warenlaufrichtung nachgeordnet ist, hat den Vorteil, evtl. nicht zerplatzte Bläschen zum Platzen zu bringen und die Ware von Schaumresten und Flottenresten, freizurakeln bzw. davon zu befreien.
- Insbesondere ist an eine kontinuierliche Arbeitsweise gedacht. Es besteht aber auch die Möglichkeit, diskontinuierlich zu arbeiten, wobei dann die Sauganordnung und vorzugsweise auch die Walzenanordnung hin-.und herverfahrbar ist.
- In den Zeichnungen sind Ausführungsbeispiele für die erfindungsgemäße Vorrichtung dargestellt. Es zeigen:
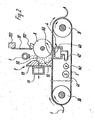
- Fig. 1 eine Vorrichtung mit stationär angeordneter Saugeinrichtung, Zuführungsvorrichtung und Behälter, in schematischer Seitenansicht, mit Streichrakel
- Fig. 2 eine Vorrichtung zum kontinuierlichen Arbeiten in schematischer Seitenansicht, mit Rollrakel
- Fig. 3 eine Vorrichtung mit nachgeschalteter Rollrakel,
- Fig. 4 eine Auftragsvorrichtung in Seitenansicht, schematisch.
- Sämtliche dargestellten Vorrichtungen dienen zum gleichmäßigen Auftrag von flüssigen Behandlungsflotten auf textile Flächengebilde, vorzugsweise Warenbahnen 1, wobei die Zuführung der Flotte zur Vorrichtung in verschäumter Form derselben erfolgt. Vorzugsweise ist an Florware, wie Teppichware od.dgl. gedacht, es können aber auch andere Waren mit dieser Vorrichtung und nach diesem Verfahren gefärbt werden.
- Die Zuführungsvorrichtung ist mit 2 in der Zeichnung bezeichnet. Als. Zuführungsvorrichtung kann eine Rohrleitung vorgesehen sein mit Ausflußstutzen 20, die über die Breite 'der Warenbahn gleichmäßig verteilt angeordnet sind.
- Die Vorrichtung zum Verschäumen der Flotte unter Druck ist in Fig. 4 dargestellt und besteht im wesentlichen aus einer Mischkammer mit separaten Zuführungen'für Druckluft und aus einem Vorratsbehälter zugeführter Flotte und wird später beschrieben.
- Die Warenbahn 1 kann bzw. wird im allgemeinen auf einem luftdurchlässigen Drucktuch 3 aufliegen, das endlos umlaufend geführt werden kann, wie es in Fig. 2 dargestellt ist.
- Ferner besteht die Möglichkeit, die Warenbahn 1 auch über eine an sich bekannte Siebtrommel laufen zu lassen statt über ein Drucktuch 3. In der Siebtrommel ist dann die Sauganordnung 4 vorgesehen, die bei den dargestellten Ausführungsbeispielen der Fig. 1, 2 und 3 als über die gesamte Arbeitsbreite gehender Saugkasten ausgebildet ist mit Saugschlitz 40. Wenn die Vorrichtung in einer. Siebtrommel.liegt, wird es sich um ein Saugsegment handeln. Dies ist aber nicht dargestellt.
- Wie aus Fig. 1 ersichtlich, ist auf dem textilen Flächengebilde, vorzugsweise der luftdurchlässigen Warenbahn 1, ein vierseitig begrenzter Farbraum, z.B. ein Behälter 5, angeordnet, in dem der Schaum abgelegt wird, und zwar durch eine Zuführvorrichtung 2 mit Ausflußstutzen 20. Statt eines Behälters können Seitenbegrenzungen 50 vorgesehen sein, die gegebenenfalls in der Breite im Verhältnis zueinander einstellbar sind und eine Vorderwand 55 vorgesehen sein. Die Vorderwand 55 liegt auf der Warenzulaufseite.
- Unterhalb des Behälters 5 od.dgl. ist die Sauganordnung-4 mit'.Saugschlitz 40 vorgesehen, wobei diese Sauganordnung 4 über eine Saugpumpe 41 mit dem Saugstrom versehen wird. Die Regelung erfolgt über ein Ventil 141 od.dgl. Die Saugpumpe 41 kann über einen Schlauch 42 (Fig. 4) bzw. über stationäre Anordnung über ein Rohr 42' mit dem Saugkasten bzw. der Sauganordnung 4 verbunden sein.
- Welche an sich bekannte Vorrichtung zur Erzielung des Vakuums benutzt wird, ist gleichgültig. Die Sauganordnung 4 sollte einstellbar in ihrer Placierung sein, aber vorzugsweise stationär arbeiten.
- Die in Warenlaufrichtung rückseitig gelegene Rückwand 52 des Behälters 5 wird teilweise durch die Auftragseinrichtung 6 gebildet, die bei dem dargestellten Ausführungsbeispiel als Streichrakel ausgebildet ist, deren Winkel im Verhältnis zum Lauf der Warenbahn 1 einstellbar ist. Die auf dem Drucktuch 3 aufliegende Warenbahn 1 unterläuft somit den Bereich des Behälters 5 und überläuft öie.Sauganordnung 4 und gerät anschließend unter die Auftragseinrichtung 6 im Falle der Ausführung der Fig. 1 unter die Streichrakel. Dabei wird cer Schaum in die Ware nach dem Einsaugen nachträglich eingedrückt. Die über der Auftragseinrichtung 6 sich aufbauende Rückwand 52 verhincert ein Überströmen der Auftragseinrichtung auf der Ablaufseite mit Schaum.
- Fig. 2 zeigt die schematische Darstellung einer ähnlichen Vorrichtung mit Anordnung einer Auftragseinrichtung 6, die als Rollrakel ausgebildet ist. Die Vorderwand 55 hängt hier an einem Querträger 51, der beidseitig der durchlaufenden Warenbahn auf dem Maschinengestell einstellbar befestigt werden kann, und zwar in den angegebenen Pfeilrichtungen verstellbar und in. beliebigem Abstand zur Auftragseinrichtung 6 arretierbar. Die Vorderwand 55 kann besonders profiliert sein, um einen Kanal 53 zu bilden, durch den der Schaum möglichst vorteilhaft nach unten abfließen kann. Somit ist die Begrenzung des Farbraumes in der Form eines/Flußkanales ausgebildet. gleichmäßigen Die Rückwand 52 stützt sich über eine Dichtungsleiste 152 auf der Oberfläche der Rollrakel ab, wobei die Dichtung nachgestellt werden kann. Die Rückwand.52 hängt, wieder an einer Quertraverse, die.rechts und links der Warenbahndurchführungsebene ebenfalls auf dem Maschinengestell abgestützt sein.kann. Die Sauganordnung 4 ist ähnlich dem Ausführungsbeispiel der Fig. 1 ausgebildet.
- In Fig. 3 ist ein Ausführungsbeispiel gezeigt, ebenfalls mit Rollrakel als Auftragseinrichtung 6, jedoch mit fest ausgebildetem Behälter 5 und darunter angeordneter Sauganordnung 4, die in den Pfeilrichtungen A,B verstellbar ist; vor der Auftragseinrichtung 6, unter und hinter dieselbe.
- Die Figuren zeigen noch, daß das Drucktuch 3 über Walzen 30, 31 geführt werden kann. Es ist-durchlässig, und zwar luft- und flüssigkeitsdurchlässig. Die Walzen können diskontinuierlich oder kontinuierlich angetrieben werden. Im allgemeinen wird die kontinuierliche Bewegung vorzuziehen sein.
- Durch das geringe, in seiner Stärke steuerbare Vakuum, wird die Luft aus dem Material entfernt, nämlich aus dem textilen Flächengebilde; insbesondere einer Florware und es wird so ein widerstandsfreies, gleichmäßiges Eindringen der verschäumten Flotte in das Material erzielt.
- Dargestellt ist jeweils ein Flormaterial, weil hier die besonderen Vorteile des erfindungsgemäßen Verfahrens und auch der Vorrichtung besonders zur Wirkung kommen. Die Durchsaugvorrichtung, nämlich die Sauganordnung, kann auch als ein flächenübergreifender Kasten ausgebildet sein, sie kann auch, wie bereits beschrieben, mit dem Saugschlitz 40 versehen sein, der sich über die Arbeitsbreite erstreckt.
- Durch die Veränderbarkeit der Lage der Sauganordnung 4 im Verhältnis zur Auftragseinrichtung 6, vorzugsweise zur Rollrakel, läßt sich die Wirkung der Sauganordnung zusätzlich einstellen. Soll die Ware erst entlüftet werden, wird der Saugschlitz weiter nach vorn gesetzt, d.h. in Richtung auf den Zulauf der Ware, soll eine Wirkung auf den bereits unter Druck stehenden Schaum ausgeübt werden, wird der.Saugschlitz 40 dicht an die Auftragseinrichtung, beispielsweise die Rollrakel 6, herangesetzt unter den Bereich des vor der Rollrakel liegenden Keiles 60.
- In der Fig. 4 ist ein mögliches Ausführungsbeispiel der Vorrichtung zum Verschäumen der Flotte dargestellt. Die Zuführung der Flotte erfolgt von einem Vorratsbehälter 90aus und die Zuführung der Druckluft, bei- spielsweise von einem Kompressor 91 aus. In beiden Zuführungsleitungen 190 und 191 sind Geräte zur Mengenmessung 290 und 291 vorgesehen. Außerdem sind diesbezügliche Steuerventile vorgesehen, wovon nur eines in der Druckluftleitung 191 dargestellt ist, und zwar ein Steuerventil 92.
- Die Flotte wird über eine Pumpe 93 gefördert, die ihrerseits angetrieben wird von einem Motor 193 über ein Ge-. triebe 293. Somit gelangt sowohl Luft als auch Flotte in den Mischkopf 94, der eine Mischkammer 194 aufweist. Die Druckluft wird bei diesem Ausführungsbeispiel in einen Ringraum 294 eingebracht und gelangt von unten über Öffnungen in die Mischkammer 194, in der sich Glaskugeln oder ein Granulat oder etwas ähnliches befinden. Über eine Leitung 95, ein Rohr, einen Schlauch od.dgl. gelangt dann der hergestellte Schaum in genau eingestelltem Mischverhältnis in die Zuführüngsvorrichtung 2, die in Fig. 4 nur. angedeutet ist und über die Ausflußstutzen 20 direkt auf die Ware.
- In der Druckluftleitung 191 kann ein Haupthahn 96 vorgesehen sein.
- Die dargestellten Vorrichtungen stellen lediglich Beispiele dar. Die Erfindung ist nicht auf diese Ausführungsbeispiele beschränkt. So sind Variationen, denkbar und möglich.
- Als verschäumte Auftragsmittel lassen sich "die unterschiedlichsten Chemikalien denken. Zunächst ist an den Auftrag von Farbe gedacht, z.B. Fabrflotten oder an Farbstoffe zum Drucken und Färben bzw Farbpasten. Es kann aber auch ein Latexschaum auf- oder eingetragen werden als Schicht. Die Warenbahn kann auch durch den Schaum behandelt werden, z.B. durch verschäumte Ausrüstungschemikalien, aber auch gewaschen u.dgl.
- Als Substrat kommen insbesondere Warenbahnen mit faseriger Struktur in Betracht, wie Textilien aller Art, darunter z.B. auch Teppiche, Florware, wie Samte, ferner Vliese, aber auch Filze, aber auch andere flächige Erzeugnisse. Der Übergang von Non-woven bis Papier ist möglich, soweit dieses luftdurchlässig ist.
- Je nach zu erzielendem Ergebnis oder je nach vorzunehmendem Arbeitsschritt kann der Schaum nur in die Oberfläche eingesaugt werden.
- Der begrenzte Raum kann vor jeder beliebigen Auftragsvorrichtung liegen oder auch selbst die Auftragseinrichtung bilden bzw. in sie hinein integriert sein.
Claims (8)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT81108873T ATE12124T1 (de) | 1980-11-26 | 1981-10-24 | Verfahren und vorrichtung zum gleichmaessigen auftragen von fluessigen behandlungsflotten auf textile flaechengebilde, wie warenbahnen. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3044408A DE3044408C2 (de) | 1980-11-26 | 1980-11-26 | Vorrichtung zum Auftragen verschäumter Flotten auf eine textile oder faserige Fläche |
| DE3044408 | 1980-11-26 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0052778A1 true EP0052778A1 (de) | 1982-06-02 |
| EP0052778B1 EP0052778B1 (de) | 1985-03-13 |
Family
ID=6117550
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP81108873A Expired EP0052778B1 (de) | 1980-11-26 | 1981-10-24 | Verfahren und Vorrichtung zum gleichmässigen Auftragen von flüssigen Behandlungsflotten auf textile Flächengebilde, wie Warenbahnen |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US4440808A (de) |
| EP (1) | EP0052778B1 (de) |
| JP (1) | JPS57117669A (de) |
| AT (1) | ATE12124T1 (de) |
| DE (1) | DE3044408C2 (de) |
Families Citing this family (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3375413D1 (en) * | 1982-11-12 | 1988-02-25 | Adnovum Ag | Dewatering process, procedure and device |
| GB8329289D0 (en) * | 1983-11-02 | 1983-12-07 | Otty M | Resin impregnation method |
| US4644900A (en) * | 1985-04-25 | 1987-02-24 | Poterala Robert J | Coating apparatus with automatic trough control and seam passage |
| US4767643A (en) * | 1986-07-22 | 1988-08-30 | Westinghouse Electric Corp. | Method of continuously vacuum impregnating fibrous sheet material |
| US4761309A (en) * | 1987-01-05 | 1988-08-02 | Beloit Corporation | Coating apparatus and method |
| US4847116A (en) * | 1988-05-09 | 1989-07-11 | Albany International Corp. | Method for depositing particles and a binder system on a base fabric |
| US4931306A (en) * | 1988-11-25 | 1990-06-05 | Vapor Technologies Inc. | High penetration deposition process and apparatus |
| US5753342A (en) * | 1994-09-23 | 1998-05-19 | Tredegar Industries, Inc. | Vacuum assisted application of thin coatings on apertured substrates and articles produced therefrom |
| KR20020002467A (ko) * | 1998-10-30 | 2002-01-09 | 로날드 디. 맥크레이 | 균일하게 처리된 섬유 웹 및 이의 제조 방법 |
| US6383293B1 (en) * | 1999-11-30 | 2002-05-07 | Owens Corning Fiberglas Technology, Inc. | Applicator for coating fibrous materials |
| US6503412B1 (en) | 2000-08-24 | 2003-01-07 | Kimberly-Clark Worldwide, Inc. | Softening composition |
| US6607783B1 (en) | 2000-08-24 | 2003-08-19 | Kimberly-Clark Worldwide, Inc. | Method of applying a foam composition onto a tissue and tissue products formed therefrom |
| CA2423827C (en) | 2000-11-08 | 2010-07-27 | Kimberly-Clark Worldwide, Inc. | Foam treatment of tissue products |
| US6582555B2 (en) | 2001-11-05 | 2003-06-24 | Kimberly-Clark Worldwide, Inc. | Method of using a nozzle apparatus for the application of the foam treatment of tissue webs |
| US6730171B2 (en) | 2001-11-05 | 2004-05-04 | Kimberly-Clark Worldwide, Inc. | Nozzle apparatus having a scraper for the application of the foam treatment of tissue webs |
| US6805965B2 (en) * | 2001-12-21 | 2004-10-19 | Kimberly-Clark Worldwide, Inc. | Method for the application of hydrophobic chemicals to tissue webs |
| US6797319B2 (en) * | 2002-05-31 | 2004-09-28 | Kimberly-Clark Worldwide, Inc. | Application of foam to tissue products using a liquid permeable partition |
| US6797116B2 (en) | 2002-05-31 | 2004-09-28 | Kimberly-Clark Worldwide, Inc. | Method of applying a foam composition to a tissue product |
| US6835418B2 (en) * | 2002-05-31 | 2004-12-28 | Kimberly-Clark Worldwide, Inc. | Use of gaseous streams to aid in application of foam to tissue products |
| US20040055534A1 (en) * | 2002-09-19 | 2004-03-25 | Gaston Systems, Inc. | Fluid applicator for permeable substrates |
| US6977026B2 (en) * | 2002-10-16 | 2005-12-20 | Kimberly-Clark Worldwide, Inc. | Method for applying softening compositions to a tissue product |
| US6761800B2 (en) | 2002-10-28 | 2004-07-13 | Kimberly-Clark Worldwide, Inc. | Process for applying a liquid additive to both sides of a tissue web |
| US6964725B2 (en) * | 2002-11-06 | 2005-11-15 | Kimberly-Clark Worldwide, Inc. | Soft tissue products containing selectively treated fibers |
| US7029756B2 (en) * | 2002-11-06 | 2006-04-18 | Kimberly-Clark Worldwide, Inc. | Soft tissue hydrophilic tissue products containing polysiloxane and having unique absorbent properties |
| US6949168B2 (en) * | 2002-11-27 | 2005-09-27 | Kimberly-Clark Worldwide, Inc. | Soft paper product including beneficial agents |
| US20040117916A1 (en) * | 2002-12-23 | 2004-06-24 | Polanco Braulio Arturo | Non-destructive treatment process with uniform coverage |
| US7396593B2 (en) * | 2003-05-19 | 2008-07-08 | Kimberly-Clark Worldwide, Inc. | Single ply tissue products surface treated with a softening agent |
| US20050136242A1 (en) * | 2003-12-22 | 2005-06-23 | Kimberly-Clark Worldwide, Inc. | Porous substrates having one side treated at a higher concentration and methods of treating porous substrates |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1258158A (fr) * | 1959-06-01 | 1961-04-07 | Witco Chemical Company Ltd | Procédé et appareil pour imprégner des matières fibreuses |
| FR2258486A2 (en) * | 1974-01-18 | 1975-08-18 | Hoechst Ag | Woven piece goods dyeing process - uses foamed treatment fluid forced through fabric by pressure and/or suction |
| FR2318269A1 (fr) * | 1976-07-16 | 1977-02-11 | Aku Goodrich Chem Ind | Procede d'impregnation de bandes fibreuses |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA760935A (en) * | 1967-06-13 | Reed Paper Group Limited | Mechanically disintegrating foam coating | |
| US1667408A (en) * | 1921-11-09 | 1928-04-24 | Duratex Corp | Method and apparatus for coating fabrics |
| DE1075934B (de) * | 1953-12-19 | 1960-02-18 | Feldmuhle Folien Und Faserstof | Verfahren und Vorrichtung zur Herstellung von Streichpapier |
| NL107191C (de) * | 1957-12-24 | |||
| US3360415A (en) * | 1963-10-21 | 1967-12-26 | Gen Foam Corp | Foam product and process |
| US3969780A (en) * | 1972-05-04 | 1976-07-20 | Henderson James M | Continuous carpet dyeing process |
| DE2523062C3 (de) * | 1975-05-24 | 1980-02-28 | Hoechst Ag, 6000 Frankfurt | Vorrichtung zum kontinuierlichen Auftragen einer flüssigen Behandlungsflotte in Form von Schaum auf breitgeführtes Textilgut |
| US4288475A (en) * | 1979-10-22 | 1981-09-08 | Meeker Brian L | Method and apparatus for impregnating a fibrous web |
-
1980
- 1980-11-26 DE DE3044408A patent/DE3044408C2/de not_active Expired
-
1981
- 1981-10-24 EP EP81108873A patent/EP0052778B1/de not_active Expired
- 1981-10-24 AT AT81108873T patent/ATE12124T1/de not_active IP Right Cessation
- 1981-11-25 US US06/325,059 patent/US4440808A/en not_active Expired - Fee Related
- 1981-11-26 JP JP56188487A patent/JPS57117669A/ja active Pending
-
1982
- 1982-08-30 US US06/413,076 patent/US4497273A/en not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1258158A (fr) * | 1959-06-01 | 1961-04-07 | Witco Chemical Company Ltd | Procédé et appareil pour imprégner des matières fibreuses |
| FR2258486A2 (en) * | 1974-01-18 | 1975-08-18 | Hoechst Ag | Woven piece goods dyeing process - uses foamed treatment fluid forced through fabric by pressure and/or suction |
| FR2318269A1 (fr) * | 1976-07-16 | 1977-02-11 | Aku Goodrich Chem Ind | Procede d'impregnation de bandes fibreuses |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3044408A1 (de) | 1982-05-27 |
| US4440808A (en) | 1984-04-03 |
| US4497273A (en) | 1985-02-05 |
| EP0052778B1 (de) | 1985-03-13 |
| JPS57117669A (en) | 1982-07-22 |
| ATE12124T1 (de) | 1985-03-15 |
| DE3044408C2 (de) | 1984-07-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0052778B1 (de) | Verfahren und Vorrichtung zum gleichmässigen Auftragen von flüssigen Behandlungsflotten auf textile Flächengebilde, wie Warenbahnen | |
| DE3034804C2 (de) | Vorrichtung zum Auftragen eines Mediums auf eine Siebschablone, insbesondere zum Drucken oder Färben | |
| DE69218847T2 (de) | Verfahren und Vorrichtung zum Auftragen eines verschäumten Mediums auf Florteppiche | |
| DE3108963C2 (de) | Auftragsvorrichtung zum Aufbringen von Chemikalien in verschäumter Form | |
| EP0047907B1 (de) | Vorrichtung zum Auftragen von Medien auf Flächengebilde mittels einer Auftragseinrichtung | |
| EP0047887A1 (de) | Vorrichtung zum Auftragen eines Mediums (Veredelungsflotte) auf ein Flächengebilde mittels einer Auftragseinrichtung | |
| DE1264380B (de) | Rakel mit Farbstoffbehaelter zum Bedrucken von Florware mittels Filmdruckschablonen | |
| DE3808698A1 (de) | Vorrichtung zum auftragen gasartiger, fluessiger, pastoeser, vorzugsweise verschaeumter medien auf eine auftragsebene bzw. eine laufende insbes. textile warenbahn | |
| EP0294640A2 (de) | Siebdruckmaschine | |
| DE3137763A1 (de) | "siebzylinder zur aufbringung von fluessigkeiten enthaltenden auftragsmassen auf flaechige waren, z.b. warenbahnen od.dgl." | |
| DE3127469A1 (de) | Vorrichtung zum auftragen von fluessigen, verschaeumten oder pastoesen medien auf eine warenbahn | |
| DE3034802A1 (de) | Verfahren und vorrichtung zum gleichmaessigen auftragen von fluessigen behandlungsflotten auf textile flaechengebilde | |
| DE3200171C2 (de) | Vorrichtung zum Auftragen eines vorzugsweise mit Farbstoff versehenen Auftragsmediums auf eine flächige Ware | |
| DE3034803C2 (de) | Anwendung des Siebdruckverfahrens bzw. einer Siebdruckvorrichtung | |
| DE3226904A1 (de) | Auftragsvorrichtung | |
| DE3137794C2 (de) | Vorrichtung zum kontinuierlichen Auftragen einer Kleinstmenge an Flüssigkeit auf eine Materialbahn | |
| DE3150936A1 (de) | Vorrichtung zum zufuehren von schaum zu einem abnehmer, z.b. einer auftragsstation | |
| DE3112160A1 (de) | Maschine zum auftragen von chemikalien auf faserige flaechengebilde, insbesondere textile warenbahnen | |
| EP0048348A1 (de) | Verfahren und Vorrichtung zum gleichmässigen Auftragen von Flüssigkeiten, Flotten oder Pasten auf Flächengebilde | |
| EP0100883B1 (de) | Vorrichtung zum Zuführen und Auftragen von verschäumten Flotten auf Warenbahnen od. dgl. | |
| DE2054278A1 (de) | Walzenbeschichter | |
| DE3433993A1 (de) | Schlitzrakelartig ausgebildete auftragsvorrichtung | |
| DE3524127A1 (de) | Auftragsvorrichtung bzw. schlitzrakel zum kontinuierlichen auftragen eines verschaeumten, pastoesen oder trockenen auftragsmediums | |
| DE3228904C2 (de) | Als Schlitzrakel ausgebildete Auftragsvorrichtung für rotierende Schablonen | |
| DE3218095A1 (de) | Auftragsvorrichtung zum auftragen von fluessigen, pastoesen oder verschaeumten medien auf flaechige waren |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT CH FR GB IT LI NL |
|
| 17P | Request for examination filed |
Effective date: 19821018 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): AT CH FR GB IT LI NL |
|
| REF | Corresponds to: |
Ref document number: 12124 Country of ref document: AT Date of ref document: 19850315 Kind code of ref document: T |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: MITTER, MATTHIAS ERICH, JR. Owner name: MITTER, MATHIAS |
|
| RIN2 | Information on inventor provided after grant (corrected) |
Free format text: MITTER MATHIAS |
|
| ET | Fr: translation filed | ||
| NLT2 | Nl: modifications (of names), taken from the european patent patent bulletin |
Owner name: MATHIAS MITTER TE SCHLOSS HOLTE EN MATTHIAS ERICH |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19861031 Year of fee payment: 6 Ref country code: AT Payment date: 19861031 Year of fee payment: 6 |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19871024 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19871031 Ref country code: CH Effective date: 19871031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19880501 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19880630 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19881118 |