EP0023442A1 - Presse zum Giessen von Betonprodukten - Google Patents
Presse zum Giessen von Betonprodukten Download PDFInfo
- Publication number
- EP0023442A1 EP0023442A1 EP80401013A EP80401013A EP0023442A1 EP 0023442 A1 EP0023442 A1 EP 0023442A1 EP 80401013 A EP80401013 A EP 80401013A EP 80401013 A EP80401013 A EP 80401013A EP 0023442 A1 EP0023442 A1 EP 0023442A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- mold
- vibrating table
- jaws
- press
- molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/08—Producing shaped prefabricated articles from the material by vibrating or jolting
- B28B1/087—Producing shaped prefabricated articles from the material by vibrating or jolting by means acting on the mould ; Fixation thereof to the mould
- B28B1/0873—Producing shaped prefabricated articles from the material by vibrating or jolting by means acting on the mould ; Fixation thereof to the mould the mould being placed on vibrating or jolting supports, e.g. moulding tables
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/0002—Auxiliary parts or elements of the mould
- B28B7/0014—Fastening means for mould parts, e.g. for attaching mould walls on mould tables; Mould clamps
Definitions
- the present invention relates generally to molding presses and relates more particularly to a molding press for concrete products, such as for example concrete blocks, by subjecting the concrete to a vibration operation.
- presses for molding concrete products are already known.
- these presses include a chassis, a horizontal vibrating table supported by a unidirectional vibrating device with vertical action, a system of feeding boards one by one on the vibrating table, a mold movable vertically thanks to hydraulic jacks , each cylinder having its piston fixed to the mold and its cylinder fixed to the chassis, and a concrete supply system.
- a press for molding concrete products of the type described above has drawbacks.
- shocks from the vibrating table occur on the board, and therefore on the mold supported on said board.
- the hydraulic cylinders which serve to support the mold on the board, withstand the shocks and transmit them to the chassis. So a such transmission of shocks is noisy, and causes mechanical destruction. It therefore follows that the energy consumption is high and that the yield of the molding press is low.
- the object of the present invention is to remedy the aforementioned drawbacks in particular by proposing a press for molding concrete products which has a high yield and which is very reliable.
- the subject of the invention is a press for molding concrete products, of the type comprising a frame, a horizontal vibrating table supported by a unidirectional vibrating device with vertical action, a system for feeding boards one by one on the vibrating table, a mold movable vertically between an upper demolding position and a lower molding position in which it is supported on the board, and a concrete supply system, characterized in that it comprises means for joining, during the vibration phase of the concrete in the mold, said mold to said vibrating table, the board then being sandwiched between the mold and the table, so that the mold, the board and the table form a rigid unitary assembly subjected to vibration .
- the securing means comprise lugs integral with the mold and extending towards the vibrating table, clamps or jaws intended to grip the lower ends of said lugs, means for controlling the opening and the closing the jaws, as well as means for applying said mold to the vibrating table with a predetermined force.
- the last aforementioned means comprise means for pulling or pushing, relative to the vibrating table, supports for the jaws when the latter are clamped on the lower end of the legs.
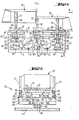
- a molding press 10 for concrete products such as for example concrete blocks, comprises a frame 11 (partially shown), and a horizontal vibrating table 12 supported by a unidirectional vibrating device with vertical action constituted for example by two vibrators 13 of a known type.
- the molding press 10 is supplied with planks of wood or other material 14 by a suitable system of feeding planks 14 one by one onto the vibrating table 12.
- the press 10 is conventionally supplied with concrete by appropriate means.
- FIG. 1 there is shown at 15 a mold which has been broken down into two half-molds in order to show on the right part of Figure 1 the mold 15 in the molding position, and on the left part of Figure 1 the same mold 15 in the demolding position.
- the mold 15 can be moved vertically between an upper demolding position (left part of FIG. 1) and a lower molding position in which it is pressed on the board 14 (right part of FIG. 1), by the action of one or more hydraulic cylinders (not shown) whose piston is fixed to the mold and whose cylinder or body is fixed to the chassis.
- these hydraulic jacks no longer serve to support the mold 15 on the vibrating table 12.
- the mold 15 has a substantially parallelepiped shape, two opposite faces of which are respectively provided externally with three hooking lugs 17, of axis of symmetry 18 and distributed evenly over the length of the mold 15.
- the mold 15 has three pairs of legs 17, and we can clearly see in Figure 2 two legs 17 of the same pair.
- the distance separating the two legs 17 of the same pair is slightly greater than the width of the vibrating table 12.
- the hooking lugs 17 extend towards the vibrating table 12 and the length of these is greater than the height of the mold.
- the lower part of each latch 17 has a recess 19 whose role will appear in the following.
- each tab 17 is in fact intended to be clamped in two jaws or claws 21, when the mold 15 is in the molding position.
- six pairs of jaws 21 are provided to grip the lower ends 20 of the six legs 17, and each two pairs of jaws 21 corresponding to each pair of legs 17 is fixed to a support plate 22 by means of joints 23 (figure 2). Consequently, there are three support plates 22 for the three pairs of legs 17, and two pairs of jaws 21 per plate 22.
- Each jaw 21 of the same pair has a projecting part 25 which will engage in the recess 19 of the corresponding tab 17, when the tab-jaw assembly is in the locked position. It should be noted in this connection that the jaw-leg assembly can be replaced by a completely different one. appropriate locking device without departing from the scope of the invention.
- each jaw 21 has a pivot axis 26 which is slightly offset from the axis of symmetry of the jaw. More specifically, it can be said that the pivot axis 26 is located in the lower part of the jaw 21 between the axis of symmetry of the jaw and the axis 18 of the tab 17.
- six stops 27 fixed under the vibrating table 12 cooperate respectively with two jaws 21 belonging to two pairs of jaws associated with the same support plate 22.
- each support plate 22 and the vibrating table 12 is mounted a pair of pneumatic bellows cylinders 30 supplied with compressed air, each bellows cylinder 30 having an upper flange 31 fixed to the vibrating table 12 and a lower flange 32 fixed to the corresponding support plate 22.
- each bellows cylinder 30 having an upper flange 31 fixed to the vibrating table 12 and a lower flange 32 fixed to the corresponding support plate 22.
- each support plate 22 is connected to the base of the frame 11 via a rigid connection and a single pneumatic bellows cylinder 40 supplied with compressed air in opposite directions two bellows cylinders 30 associated with this plate 22.
- a single pneumatic bellows cylinder 40 supplied with compressed air in opposite directions two bellows cylinders 30 associated with this plate 22.
- each bellows cylinder 40 has a lower flange 41 fixed to the base of the chassis 11 and an upper flange 42 fixed to a rigid connection constituted by two parts forming beams 43 and 44, the part 44 being integral with the corresponding support plate 22.
- the axis 45 of each bellows cylinder 40 is located exactly in the middle of the distance separating the axes 46 of the two bellows cylinders 30 of the same pair (FIG. 2).
- the pneumatic bellows cylinders 30 and 40 which vionn to be described and which provide a connection between the vibrating table and the base of the chassis 11, simultaneously constitute means for controlling the opening and closing of the jaws 21, and means for apply the mold 15 on the vibrating table 12 by pulling it down with a predetermined force. More precisely, the bellows jacks 30 and 40 constitute means for pulling or pushing, with respect to the vibrating table 12, the support plates 22 of the jaws 21 when the latter are clamped on the lower end 20 of the lugs 17.
- the concrete is introduced into the mold 15, and the vibration phase of the concrete in the mold, which makes it possible to compact the concrete, begins.
- the mold 15, the board 14 and the vibrating table 12 form a rigid unitary assembly subjected to vibration.
- the vibration is perfectly sinusoidal, having a determined frequency (for example between 50 and 200 Hertz) and an adjustable amplitude (from 0.2-0.3 to 3 min) as a function of the masses put on the unbalance vibrators 13.
- the hydraulic cylinders no longer have the function of keeping the mold compressed on the board and vibrating table assembly; therefore they can have a very flexible attachment which has the advantage of no longer communicating vibrations to the chassis.
- the three bellows cylinders 40 being empty, they prohibit any transmission of vibration from the vibrating table to the base of the chassis 11.
- the three bellows cylinders 40 are inflated and the six bellows cylinders 30 are deflated.
- This has the effect of raising the three plates 22 for supporting the jaws 21, and opening the jaws 21 cooperating with the stops 27.
- the hydraulic cylinders (again supplied) fixed on the one hand to the mold 15 and on the other hand to the chassis, raise the mold 15 - lugs 17 assembly. Consequently, the board 14 supporting the molded concrete products is removed from the press 10 by means appropriate. Another board 14 is then brought to the vibrating table 12, and the molding and demolding operations are carried out as described above.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Press-Shaping Or Shaping Using Conveyers (AREA)
- Moulds, Cores, Or Mandrels (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR7919461 | 1979-07-27 | ||
| FR7919461A FR2462249A1 (fr) | 1979-07-27 | 1979-07-27 | Presse de moulage de produits en beton |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0023442A1 true EP0023442A1 (de) | 1981-02-04 |
Family
ID=9228395
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP80401013A Withdrawn EP0023442A1 (de) | 1979-07-27 | 1980-07-03 | Presse zum Giessen von Betonprodukten |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US4332540A (de) |
| EP (1) | EP0023442A1 (de) |
| ES (1) | ES493717A0 (de) |
| FR (1) | FR2462249A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2642355A1 (fr) * | 1989-02-01 | 1990-08-03 | Euromat Sa | Presse a vibrations pour moulage de produits en beton |
| CN103580367A (zh) * | 2013-11-19 | 2014-02-12 | 无锡建仪仪器机械有限公司 | 振动电机缓冲装置 |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4531903A (en) * | 1982-07-23 | 1985-07-30 | Sxd Refractories, Inc. | Apparatus for forming particles into shaped articles |
| DE3513388A1 (de) * | 1985-04-15 | 1986-10-16 | Bernd Dipl.-Ing. 7517 Waldbronn Schenk | Vorrichtung zur herstellung von kunststoff-formteilen insbesondere von kunststoff-hohlkoerpern |
| DE4101593A1 (de) * | 1991-01-21 | 1992-07-23 | Siegfried Gebhart | Vorrichtung zum herstellen von steinen |
| JP2882702B2 (ja) * | 1991-05-20 | 1999-04-12 | 株式会社神戸製鋼所 | タイヤ加硫機の金型クランプ装置 |
| ES2154169B1 (es) * | 1998-09-02 | 2001-10-16 | Moncho Luis Celest Castellanos | Sistema para la construccion de edificios mediante piezas prefabricadas. |
| JP2000127124A (ja) * | 1998-10-26 | 2000-05-09 | Shigeru Kobayashi | コンクリートブロック成形装置 |
| US8252221B2 (en) * | 2006-12-29 | 2012-08-28 | Lacuna Inc. | Compacting techniques for forming lightweight concrete building blocks |
| DK178024B1 (da) * | 2013-01-10 | 2015-03-23 | Bio Beton System Aps | Fremgangsmåde til fremstilling af en permabel betonflise, betonflise, samt anvendelse af betonflisen |
| WO2014075677A1 (en) * | 2012-11-13 | 2014-05-22 | Bio Beton System Aps | Method for manufacturing a pervious concrete slab, a concrete slab, and use of the concrete slab |
| CN107053449B (zh) * | 2017-06-07 | 2023-03-24 | 中国联合装备集团安阳机械有限公司 | 用于复合墙板制造的翻转及底模分布机 |
| IT201900004988A1 (it) * | 2019-04-03 | 2020-10-03 | O C E M S R L Officina Costruzioni Elettro Mecc | Pressa per la produzione di manufatti tramite pressatura di un impasto in uno stampo |
| CN111220436A (zh) * | 2020-01-20 | 2020-06-02 | 长安大学 | 一种可拆卸的混凝土试件振动成型和脱模一体设备 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1595255A (en) * | 1925-11-16 | 1926-08-10 | Hiram A Smith | Vibrating machine |
| GB558907A (en) * | 1942-09-15 | 1944-01-26 | Leon Emile Callebaut | Improved means for securing moulds and mould frames to vibrating tables |
| US2342440A (en) * | 1942-09-23 | 1944-02-22 | Whitsitt William Gambill | Molding apparatus |
| FR995074A (fr) * | 1949-07-19 | 1951-11-27 | Prod En Beton Arme Soc Ind De | Procédé et dispositif de fixation d'une pièce sur une table vibrante |
| DE1033578B (de) * | 1952-05-23 | 1958-07-03 | Schlosser & Co G M B H | Kopplungseinrichtung fuer beaufschlagte mehrteilige Koerper in Steinformmaschinen |
| FR1506377A (fr) * | 1965-09-09 | 1967-12-22 | Machine à mouler par injection | |
| FR2324426A1 (fr) * | 1975-09-19 | 1977-04-15 | Reymann Wolfgang | Installation a secousses a deux ou plusieurs batis vibreurs pour des coffrages a beton |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3530554A (en) * | 1968-03-25 | 1970-09-29 | Superlite Builders Supply Inc | Concrete block machine with pallet locking dogs |
| US3920364A (en) * | 1968-11-19 | 1975-11-18 | Cadogan Rawlinson Christopher | Press |
| US3679340A (en) * | 1969-09-15 | 1972-07-25 | Besser Co | Apparatus for forming building blocks |
| US3660004A (en) * | 1970-04-30 | 1972-05-02 | Besser Co | Pallet clamp |
| DE7437975U (de) * | 1974-11-14 | 1976-05-26 | Bekum Maschinenfabriken Gmbh, 1000 Berlin | Blasformeinheit |
| US4238177A (en) * | 1978-04-24 | 1980-12-09 | Crile Eugene E | Molding machine with vibration isolation |
-
1979
- 1979-07-27 FR FR7919461A patent/FR2462249A1/fr active Granted
-
1980
- 1980-07-01 US US06/165,032 patent/US4332540A/en not_active Expired - Lifetime
- 1980-07-03 EP EP80401013A patent/EP0023442A1/de not_active Withdrawn
- 1980-07-24 ES ES493717A patent/ES493717A0/es active Granted
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1595255A (en) * | 1925-11-16 | 1926-08-10 | Hiram A Smith | Vibrating machine |
| GB558907A (en) * | 1942-09-15 | 1944-01-26 | Leon Emile Callebaut | Improved means for securing moulds and mould frames to vibrating tables |
| US2342440A (en) * | 1942-09-23 | 1944-02-22 | Whitsitt William Gambill | Molding apparatus |
| FR995074A (fr) * | 1949-07-19 | 1951-11-27 | Prod En Beton Arme Soc Ind De | Procédé et dispositif de fixation d'une pièce sur une table vibrante |
| DE1033578B (de) * | 1952-05-23 | 1958-07-03 | Schlosser & Co G M B H | Kopplungseinrichtung fuer beaufschlagte mehrteilige Koerper in Steinformmaschinen |
| FR1506377A (fr) * | 1965-09-09 | 1967-12-22 | Machine à mouler par injection | |
| FR2324426A1 (fr) * | 1975-09-19 | 1977-04-15 | Reymann Wolfgang | Installation a secousses a deux ou plusieurs batis vibreurs pour des coffrages a beton |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2642355A1 (fr) * | 1989-02-01 | 1990-08-03 | Euromat Sa | Presse a vibrations pour moulage de produits en beton |
| EP0382653A1 (de) * | 1989-02-01 | 1990-08-16 | Euromat S.A. | Vibrationspresse zum Formen von Betongegenständen |
| CN103580367A (zh) * | 2013-11-19 | 2014-02-12 | 无锡建仪仪器机械有限公司 | 振动电机缓冲装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2462249B1 (de) | 1982-12-17 |
| US4332540A (en) | 1982-06-01 |
| ES8104737A1 (es) | 1981-04-16 |
| FR2462249A1 (fr) | 1981-02-13 |
| ES493717A0 (es) | 1981-04-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0023442A1 (de) | Presse zum Giessen von Betonprodukten | |
| EP0051885B1 (de) | Vorrichtung zum Eindrücken und Setzen von Dübeln in Betonplatten | |
| FR3118595A1 (fr) | Machine vibrante pour la production d’éléments de construction | |
| EP0382653A1 (de) | Vibrationspresse zum Formen von Betongegenständen | |
| FR2693278A1 (fr) | Dispositif comportant un vibrateur fixé à un véhicule pour produire des vibrations sismiques. | |
| EP0202138B1 (de) | Verfahren zur Herstellung von Mauerblöcken, Anlage zur Durchführung dieses Verfahrens und daraus hergestellter Gegenstand | |
| FR2534497A1 (fr) | Dispositif pour la fabrication de bandes metalliques | |
| FR2532580A1 (fr) | Ensemble vibrant pour le moulage d'elements notamment en beton | |
| FR2507519A1 (fr) | Appareil de transport a pinces, avec commande par fluide de pression, pour la prehension de flans a grande surface | |
| FR2478520A1 (fr) | Dispositif pour la fabrication de pieces moulees en matiere plastique ou en caoutchouc | |
| WO2010112681A1 (fr) | Dispositif de verrouillage pour dispositif de compaction par vibrotassage, et dispositif de compaction equipe d'un tel dispositif de verrouillage | |
| FR2670696A1 (fr) | Machine a dessabler. | |
| FR2617886A1 (fr) | Moule a voussoir | |
| BE1001291A4 (fr) | Machine a traiter les recipients et, en particulier, machine de remplissage. | |
| FR2901161A1 (fr) | Dispositif de debourrage de pieces de fonderies comprenant un espace d'accueil des pieces defini sous forme d'un espace ferme. | |
| CA1274223A (fr) | Procede pour former le fond d'un sachet en matiere synthetique souple et dispositif pour sa mise en oeuvre | |
| WO1985004435A1 (fr) | Machine de pavage | |
| FR2514275A1 (fr) | Machine de moulage avec fixation automatique des outillages | |
| EP0168846B1 (de) | Abführvorrichtung zum Einsatz in Spaltmaschinen für Häute | |
| FR2535988A1 (fr) | Appareil et procede pour realiser un moule de fonderie | |
| FR2596508A1 (fr) | Gabarit de mesure pour installation de redressement de chassis de vehicules | |
| FR2580893A1 (fr) | Appareil perfectionne pour la preparation des sols au moyen d'un rouleau sous le tracteur et dont la pression exercee au sol est reglable, avant ou pendant le travail. | |
| EP0086165B1 (de) | Vorrichtung zum Halten, Positionieren und Antreiben der Wickelwelle beim Wickeln von Bahnen | |
| EP0165189A1 (de) | Vorrichtung zum Halten von plattenförmigen Materialien auf den Tischen einer Sägemaschine | |
| FR2566014A1 (fr) | Appareil manuel de pressage de tissus impregnes |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE GB IT LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19810622 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19831105 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: VAN DE CAVEYE, YVES HENRI |