EP0022417B1 - Load of rolls of compressible materials, method for its realization and device to apply such a method - Google Patents
Load of rolls of compressible materials, method for its realization and device to apply such a method Download PDFInfo
- Publication number
- EP0022417B1 EP0022417B1 EP80401031A EP80401031A EP0022417B1 EP 0022417 B1 EP0022417 B1 EP 0022417B1 EP 80401031 A EP80401031 A EP 80401031A EP 80401031 A EP80401031 A EP 80401031A EP 0022417 B1 EP0022417 B1 EP 0022417B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- rolls
- load
- layer
- binding
- shaped plates
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 239000000463 material Substances 0.000 title claims abstract description 25
- 238000000034 method Methods 0.000 title claims description 17
- 230000027455 binding Effects 0.000 claims abstract description 13
- 238000009739 binding Methods 0.000 claims abstract description 13
- 230000006835 compression Effects 0.000 claims description 8
- 238000007906 compression Methods 0.000 claims description 8
- 239000004033 plastic Substances 0.000 claims description 6
- 229920003023 plastic Polymers 0.000 claims description 6
- 238000000465 moulding Methods 0.000 claims description 2
- 239000011810 insulating material Substances 0.000 abstract description 5
- 238000004806 packaging method and process Methods 0.000 abstract description 5
- 238000009413 insulation Methods 0.000 description 4
- -1 polyethylene Polymers 0.000 description 4
- 239000004698 Polyethylene Substances 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 235000002767 Daucus carota Nutrition 0.000 description 1
- 244000000626 Daucus carota Species 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 238000012550 audit Methods 0.000 description 1
- 239000011449 brick Substances 0.000 description 1
- 239000000872 buffer Substances 0.000 description 1
- 239000004568 cement Substances 0.000 description 1
- 230000001143 conditioned effect Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 239000004035 construction material Substances 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000012212 insulator Substances 0.000 description 1
- 239000002991 molded plastic Substances 0.000 description 1
- 239000000123 paper Substances 0.000 description 1
- 239000002984 plastic foam Substances 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/07—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles
- B65D85/08—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D71/00—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans or pop bottles; Bales of material
- B65D71/0088—Palletisable loads, i.e. loads intended to be transported by means of a fork-lift truck
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D71/00—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans or pop bottles; Bales of material
- B65D71/02—Arrangements of flexible binders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2571/00—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans, pop bottles; Bales of material
- B65D2571/00006—Palletisable loads, i.e. loads intended to be transported by means of a fork-lift truck
- B65D2571/00012—Bundles surrounded by a film
- B65D2571/00018—Bundles surrounded by a film under tension
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2571/00—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans, pop bottles; Bales of material
- B65D2571/00006—Palletisable loads, i.e. loads intended to be transported by means of a fork-lift truck
- B65D2571/00055—Clapping elements, also placed on the side
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2571/00—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans, pop bottles; Bales of material
- B65D2571/00006—Palletisable loads, i.e. loads intended to be transported by means of a fork-lift truck
- B65D2571/0008—Load supporting elements
- B65D2571/00092—Load supporting elements formed by specially placed articles or parts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2571/00—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans, pop bottles; Bales of material
- B65D2571/00006—Palletisable loads, i.e. loads intended to be transported by means of a fork-lift truck
- B65D2571/00111—Arrangements of flexible binders
Definitions
- the present invention relates to a method and a device for making burdens of compressible materials, in particular fibrous insulating materials, which are themselves in the form of rolls.
- the packaging is, in these different cases, generally constituted by one or more sheets of paper folded over the ends of the roll or of the assembly, or else by sheets of plastic material of the polyethylene sheet type, possibly shrunk by heat treatment. .
- These various types of unit packaging are no longer capable of satisfying satisfactorily the needs of users in the construction field, because very large quantities of products are handled from the places of production to those of the use.
- the covered volume necessary for the storage of such materials can reach one third of the total storage volume of the construction materials handled by the users.
- the palletization technique has solved the problems posed by the handling of heavy materials, such as bricks, cements, etc., but the use of returnable pallets, as well as that of returnable containers , imposes a procedure for recovering this material, with risks of deterioration involving shared responsibility. This solution has not been retained so far for light materials.
- U.S.-A-3,272,329 describes a packaging for rigid materials constituted by drill cores, housed individually in cells of polygonal section, produced by superposing in reverse positions metal members of suitable profile.
- the carrots thus conditioned are separated from each other and are staggered with respect to each other in honeycomb cells.
- the assembly is closed, on the side, of the ends of the cells, by end elements, which are fixed on the superimposed metal sheets to form a rigid storage assembly.
- Such an assembly is therefore not suitable for packaging compressible rollers in contact with each other.
- the invention aims to remedy these drawbacks by proposing a new type of burden of rollers of a compressible material, in particular of insulation rolls, in which the compressible material is only subjected to limited compression, in order to 'avoid permanent deformation, which lends itself to handling by conventional devices such as forklifts and which can be stacked for storage.
- the profiled plates adjoining two opposite faces of the load will each have two passages for the fork of a handling device, these passages resulting from the folding or molding of the material constituting these plates.
- the transverse panels will in this case include perforations for the passage of said fork, or determined marked areas that perforate said fork during the handling of the burden.
- the side buffers will have openings for the passage of strips or similar tying members.
- the burden according to the invention shown in Figures 1 and 2 consists of six rollers 1 of a compressible material, for example a fibrous thermal insulator. These rollers are grouped into two superimposed layers of three rollers, the rollers of the same layer being arranged in parallel and in mutual contact, while the rollers of the upper layer rest by their lower generatrix on the upper generatrix of the rollers of the first layer.
- the rollers of the lower layer are supported by a plate 2 of molded plastic or cardboard, which has been shaped to follow the shape of the rollers 1 and to provide triangular passages 3 for a fork of a handling device.
- an identical plate 2 covers the rollers of the upper layer.
- Panels 4 also made of plastic or cardboard, are arranged against the ends of the rollers 1 and are made integral with the plates 2 by flaps 5 laminated against these plates.
- the plates 2 and the panels 4 thus form a first binding enclosing the rollers 1.
- the panels 4 have cutouts 6 facing the passages 3 of the profiled plates 2.
- a second bond orthogonal to the previous one, consists of two strips 7 of plastic, polypropylene for example, which grip the rollers 1 perpendicular to their axis.
- a cover 8 made of a retractable material, for example polyethylene with a thickness of between 0.07 mm and 0.15 mm, envelops the assembly constituted by the rollers 1, the profiled plates 2, the panels 4 and the straps 7.
- the binding formed by the plates 2 and the panels 4 keeps the batch of rollers 1 in height and prevents it from being deformed laterally, while the strapping using strips 7 prevents the longitudinal sliding of the rollers.
- the cover 8 made of retractable material protects the burden from the weather.
- rollers 1 are compressed under a pressure lower than the pressure which their permanent deformation would cause, before being assembled by orthogonal tying.
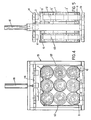
- FIGS. 4 and 5 To make the burdens according to the invention and to compress the batches of rollers, the device shown diagrammatically in FIGS. 4 and 5 will advantageously be used.
- This device comprises a base 10, provided with supports 11 adjustable in position, side walls formed by vertical plates 12 or possibly plates 12 ′ shown in broken lines in FIG. 5 separated by intervals 13, and an upper plate 14, parallel to the base 10 and which can move relative to the latter on a frame 15 under the effect of a jack 16.
- the plate 14 is provided with support blocks 17.
- the batch of rollers is then slightly compressed to the desired volume and the plate 14 is maintained in this position.
- the batch of rollers is then removed from the compression device and it is wrapped in a cover 8 made of shrinkable polyethylene, before passing the assembly through a shrink oven.
- the profiled plates 2 and the panels 4 work in traction, when the pressure exerted during the constitution of the load is removed, at the same time as a stiffening effect is exerted by the panels 4 on the stack. This precompression also makes the plates 2 and the panels 4 particularly suitable for working in compression, when the loads are stacked and that they support the weight of other loads.
- the panels 4 could be replaced by any other means known in the art and capable of performing the same functions.
- the invention therefore provides a particularly simple method for forming bundles of rollers of a compressible material, in particular rolls of thermal insulation, which promotes the handling and storage of these burdens without the need to resort to pallets and large storage areas.
- the process according to the invention can be transposed to articles of compressible material which are not in the form of rolls, for example to substantially parallelepipedal blocks of plastic foam, or to bundles of thermally insulating materials, provided that the shape of these articles allow the use of profiled external plates, comprising passages for the teeth of a fork of a handling device.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Packages (AREA)
- Rolls And Other Rotary Bodies (AREA)
- Reduction Rolling/Reduction Stand/Operation Of Reduction Machine (AREA)
- Treatment Of Fiber Materials (AREA)
- Packaging Of Annular Or Rod-Shaped Articles, Wearing Apparel, Cassettes, Or The Like (AREA)
- Preliminary Treatment Of Fibers (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Basic Packing Technique (AREA)
- Dry Formation Of Fiberboard And The Like (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Glanulating (AREA)
- Storage Of Harvested Produce (AREA)
- Battery Electrode And Active Subsutance (AREA)
- Footwear And Its Accessory, Manufacturing Method And Apparatuses (AREA)
- Buffer Packaging (AREA)
- Spinning Or Twisting Of Yarns (AREA)
- Paper (AREA)
Abstract
Description
La présente invention concerne un procédé et un dispositif pour réaliser des fardeaux de matériaux compressibles, notamment de matériaux isolants fibreux, qui se présentent eux-mêmes sous forme de rouleaux.The present invention relates to a method and a device for making burdens of compressible materials, in particular fibrous insulating materials, which are themselves in the form of rolls.
On connaît différents emballages ou conditionnement de matériaux enroulés qui s'appliquent, soit à des rouleaux individuels, soit à des rouleaux rassemblés bout à bout. L'emballage est, dans ces différents cas, constitué généralement par une ou plusieurs feuilles de papier rabattues sur les extrémités du rouleau ou de l'assemblage, ou bien par des feuilles de matière plastique du genre feuille de polyéthylène, éventuellement rétractées par traitement thermique. Ces divers types d'emballage unitaires ne sont plus susceptibles de répondre d'une manière satisfaisante aux besoins des utilisateurs dans le domaine de la construction, car de très grandes quantités de produits sont manipulées depuis les lieux de production jusqu'à ceux de l'utilisation.Various wrappers or wrapping of rolled materials are known which apply either to individual rolls or to rolls assembled end to end. The packaging is, in these different cases, generally constituted by one or more sheets of paper folded over the ends of the roll or of the assembly, or else by sheets of plastic material of the polyethylene sheet type, possibly shrunk by heat treatment. . These various types of unit packaging are no longer capable of satisfying satisfactorily the needs of users in the construction field, because very large quantities of products are handled from the places of production to those of the use.
Dans le cas des matériaux légers, tels que les matériaux isolants, le volume couvert nécessaire au stockage de tels matériaux peut atteindre un tiers du volume de stockage total des matériaux de construction manipulés par les utilisateurs. Jusqu'à présent, la technique de la palettisation a permis de résoudre les problèmes posés par la manutention des matériaux lourds, tels que briques, ciments, etc..., mais l'emploi de palettes consignées, de même que celui de conteneurs consignés, impose une procédure de récupération de ce matérial, avec des risques de détérioration impliquant un partagé de responsabilité. Cette solution n'a pas été retenue jusqu'ici pour les matériaux légers.In the case of light materials, such as insulating materials, the covered volume necessary for the storage of such materials can reach one third of the total storage volume of the construction materials handled by the users. Until now, the palletization technique has solved the problems posed by the handling of heavy materials, such as bricks, cements, etc., but the use of returnable pallets, as well as that of returnable containers , imposes a procedure for recovering this material, with risks of deterioration involving shared responsibility. This solution has not been retained so far for light materials.
En ce qui concerne les rouleaux de matériaux légers, il a été envisagé de regrouper plusieurs dizaines de rouleaux unitaires, tels que les rouleaux isolants individuels cités plus haut, de façon à constituer un fardeau, par exemple cubique, pouvant dépasser le volume de 15 m3 et un poids de plusieurs centaines de kilos. Mais ce volume et ce poids rendent difficile la manipulation de tels fardeaux, à moins d'employer des moyens de manutention spécifiques et coûteux, tant sur les lieux de production que dans les entrepôts de stockage et sur les lieux d'utilisation. C'est ainsi que des moyens de manutention construits à cet usage, tels que camions-grues ou chariots élévateurs, sont indispensables pour effectuer de telles manutentions, ce qui conduit généralement à des investissements coûteux. En outre, ces fardeaux ont des dimensions telles qu'ils ne peuvent pas être stockés dans les entrepôts courants, très souvent équipés de casiers, de râteliers ou de greniers de dimensions insuffisantes.As regards the rolls of light materials, it has been envisaged to group together several tens of unitary rollers, such as the individual insulating rollers mentioned above, so as to constitute a burden, for example cubic, which can exceed the volume of 15 m 3 and a weight of several hundred kilos. However, this volume and this weight make it difficult to handle such burdens, unless specific and expensive handling means are used, both on the production sites, in the storage warehouses and at the places of use. This is how handling means constructed for this purpose, such as crane trucks or forklifts, are essential for carrying out such handling, which generally leads to costly investments. In addition, these burdens have such dimensions that they cannot be stored in common warehouses, very often equipped with lockers, racks or attics of insufficient dimensions.
De tels fardeaux volumineux pourraient être également stockés à l'air libre, mais alors ils devraient être étanches et résister à toutes les intempéries (gel, pluie et ensoleillement), ce qui augmenterait prohibitivement leur prix.Such bulky burdens could also be stored in the open air, but then they should be waterproof and withstand all weather conditions (frost, rain and sunshine), which would prohibitively increase their price.
Il a été envisagé également de produire des fardeaux dans lesquels des produits isolants élastiques sont rassemblés sous forms comprimée. Des fardeaux de ce type sont connus, dans lesquels des panneaux isolants fibreux comprimés sont empilés les uns sur les autres (brevet français 2 216 811). ). D'autres fardeaux de ce type contiennent des produits fibreux tubulaires, tels que coquilles isolantes, empilées à l'état aplati les unes sur les autres (brevet U.S. 3587201). De tels modes de production de fardeaux ne sont pas réalisables à partir des matériaux isolants considérés, du fait que ceux- ci ne peuvent être réduits à un tel état de compression sans inconvénients.It has also been envisaged to produce bundles in which elastic insulating products are collected in compressed forms. Burdens of this type are known, in which compressed fibrous insulating panels are stacked on top of each other (French patent 2,216,811). ). Other burdens of this type contain tubular fibrous products, such as insulating shells, stacked in a flattened state on top of each other (U.S. Patent 3,587,201). Such methods of producing burdens are not feasible from the insulating materials considered, since these cannot be reduced to such a state of compression without drawbacks.
U.S.-A-3 272 329 décrit un conditionnement pour des matériaux rigides constitués par des carottes de forage, logées individuellement dans des cellules à section polygonale, réalisées en superposant en positions inversées des membrures métalliques de profil approprié. Les carottes ainsi conditionnées sont séparées les unes des autres et sont disposées en quinconce les unes par rapport aux autres dans des cellules en nid d'abeilles. L'ensemble est fermé, du côté, des extrémités des cellules, par des éléments de bout, qui sont fixés sur les feuilles métalliques superposées pour former un ensemble de stockage rigide. Un tel ensemble ne se prête donc pas au conditionnement de rouleaux compressibles au contact les uns des autres.U.S.-A-3,272,329 describes a packaging for rigid materials constituted by drill cores, housed individually in cells of polygonal section, produced by superposing in reverse positions metal members of suitable profile. The carrots thus conditioned are separated from each other and are staggered with respect to each other in honeycomb cells. The assembly is closed, on the side, of the ends of the cells, by end elements, which are fixed on the superimposed metal sheets to form a rigid storage assembly. Such an assembly is therefore not suitable for packaging compressible rollers in contact with each other.
L'invention vise à remédier à ces inconvénients en proposant un nouveau type de fardeau de rouleaux d'une matière compressible, notamment de rouleaux d'isolants, dans lequel la matière compressible n'est soumise qu'à une compression limitée, en vue d'éviter sa déformation permanente, qui se prête à une manutention par des dispositifs usuels tels que des chariots à fourche et qui peut être gerbé pour le stockage.The invention aims to remedy these drawbacks by proposing a new type of burden of rollers of a compressible material, in particular of insulation rolls, in which the compressible material is only subjected to limited compression, in order to 'avoid permanent deformation, which lends itself to handling by conventional devices such as forklifts and which can be stacked for storage.
A cet effet, l'invention a pour objet un fardeaux d'au moins deux couches de rouleaux d'un matériau compressible, caractérisé en ce que les rouleaux de chaque couche sont disposés côte à côte et au contact les uns des autres à l'état comprimé, tandis que les rouleaux de deux couches superposées sont en contact mutuel par leur génératrice inférieure ou supérieure, et en ce qu'il comporte:
- -deux plaques profilées attenant aux couches extrêmes de rouleaux;
- -deux panneaux transversaux disposés respectivement à chaque extrémité desdits rouleaux, lesdits panneaux étant reliés auxdites plaques profilées de manière à former un premier liage de fardeau;
- -un second liage orthogonal audit premier liage, ce second liage prenant appui sur lesdites plaques profilées.
- -two profiled plates adjoining the extreme layers of rollers;
- -two transverse panels disposed respectively at each end of said rollers, said panels being connected to said profiled plates so as to form a first bundling of burden;
- a second bond orthogonal to said first bond, this second bond bearing on said profiled plates.
Selon une caractéristique importante de l'invention les plaques profilées attenant à deux faces opposées du fardeau comporteront chacune deux passages pour la fourche d'un dispositif de manutention, ces passages résultant du pliage ou du moulage du matériau constitutif de ces plaques. Bien entendu, les panneaux transversaux comporteront dans ce cas des perforations pour le passage de ladite fourche, ou des aires repérées déterminées que perforera ladite fourche lors de la manutention du fardeau.According to an important characteristic of the invention, the profiled plates adjoining two opposite faces of the load will each have two passages for the fork of a handling device, these passages resulting from the folding or molding of the material constituting these plates. Of course, the transverse panels will in this case include perforations for the passage of said fork, or determined marked areas that perforate said fork during the handling of the burden.
L'invention a également pour objet un procédé de réalisation d'un tel fardeau, caractérisé en ce que:
- -on dispose sur une plaque profilée une première couche de rouleaux placés côte à côte et au contact les uns des autres;
- -on empile sur cette première couche au moins une autre couche constituée comme la première couche, les rouleaux de la seconde couche étant en contact par leur génératrice inférieure avec la génératrice supérieure des rouleaux de la première couche;
- -on pose une plaque profilée sur l'empilement et l'on compride celui-ci entre les deux plaques profilées;
- -on applique un panneau sur les extrémités antérieure et postérieure des rouleaux empilés et l'on fixe ce panneau sur la bord desdites plaques profilées de manière à former un premier liage dudit empilement à l'état comprié;
- -on maintient ledit empilement à l'état comprimé avec un second lien orthogonal au premier et prenant appui sur lesdites plaques.
- -a first layer of rollers placed side by side and in contact with each other are placed on a profiled plate;
- -on this first layer is stacked with at least one other layer constituted as the first layer, the rollers of the second layer being in contact by their lower generatrix with the upper generatrix of the rollers of the first layer;
- - a profiled plate is placed on the stack and it is compressed between the two profiled plates;
- a panel is applied to the front and rear ends of the stacked rollers and this panel is fixed to the edge of said profiled plates so as to form a first binding of said stack in the compressed state;
- the said stack is maintained in the compressed state with a second link orthogonal to the first and bearing on said plates.
L'invention a également pour object un dispositif pour la mise en oeuvre de ce procédé, caractérisé en ce qu'il comprend:
- -une assise pour la plaque profilée inférieure et l'empilement des couches de rouleaux, cette assise comportant des supports individuels pour les rouleaux de la couche inférieure de fardeau, lesdits supports ayant une forme épousant celle desdits rouleaux et étant réglables en position les uns par rapport aux autres;
- -un plateau supérieur, mobile par rapport à ladite assise sous la sollicitation de moyens de compression; et
- -des butoirs latéraux constituant un gabarit de fardeau.
- a seat for the lower profiled plate and the stacking of the layers of rollers, this seat comprising individual supports for the rollers of the lower layer of burden, said supports having a shape matching that of said rollers and being adjustable in position by relation to others;
- an upper plate, movable relative to said seat under the stress of compression means; and
- - side bumpers constituting a burden gauge.
Avantageusement, les butoirs latéraux comporteront des ouvertures pour le passage de feuillards ou d'organes similaires de liage.Advantageously, the side buffers will have openings for the passage of strips or similar tying members.
Les dessins annexés illustrent la mise en oeuvre de l'invention. Sur ces dessins:
- la figure 1 est une vue en perspective éclatée d'un fardeau de six rouleaux;
- la figure 2 est une vue en perspective de ce même fardeau;
- la figure 3 illustre le gerbage d'une pluralité de fardeaux de six rouleaux et de neuf rouleaux;
- les figures 4 et 5 sont deux vues en élévation, l'une de face et l'autre latérale, d'un dispositif pour la mise en oeuvre de l'invention.
- Figure 1 is an exploded perspective view of a burden of six rollers;
- Figure 2 is a perspective view of the same burden;
- Figure 3 illustrates the stacking of a plurality of bundles of six rolls and nine rolls;
- Figures 4 and 5 are two elevational views, one from the front and the other side, of a device for implementing the invention.
Le fardeau conforme à l'invention représenté sur les figures 1 et 2 est constitué de six rouleaux 1 d'une matière compressible, par exemple d'un isolant thermique fibreux. Ces rouleaux sont regroupés en deux couches superposées de trois rouleaux, les rouleaux d'une même couche étant disposés en parallèle et en contact mutuel, tandis que les rouleaux de la couche supérieure reposent par leur génératrice inférieure sur la génératrice supérieure des rouleaux de la première couche.The burden according to the invention shown in Figures 1 and 2 consists of six
Les rouleaux de la couche inférieure sont supportés par une plaque 2 en matière plastique moulée ou en carton, qui a été profilé pour épouser la forme des rouleaux 1 et pour ménager des passages triangulaires 3 pour une fourche d'un dispositif de manutention.The rollers of the lower layer are supported by a
De façon analogue, une plaque 2 identique coiffe les rouleaux de la couche supérieure.Similarly, an
Des panneaux 4, également en matière plastique ou en carton, sont disposés contre les extrémités des rouleaux 1 et sont rendus solidaires des plaques 2 par des rabats 5 contrecollés contre ces plaques. Les plaques 2 et les panneaux 4 forment ainsi un premier liage enserrant les rouleaux 1. Les panneaux 4 comportent des découpes 6 en regard des passages 3 des plaques profilées 2.Panels 4, also made of plastic or cardboard, are arranged against the ends of the
Un second liage, orthogonal au précédent, est constitué par deux feuillards 7 de matière plastique, de polypropylène par exemple, qui enserrent les rouleaux 1 perpendiculairement à leur axe.A second bond, orthogonal to the previous one, consists of two strips 7 of plastic, polypropylene for example, which grip the
Enfin, une housse 8 en un matériau rétractable, par exemple du polyéthylène d'une épaisseur comprise entre 0,07 mm et 0,15 mm, enveloppe l'ensemble constitué par les rouleaux 1, les plaques profilées 2, les panneaux 4 et les feuillards 7.Finally, a
Le liage constitué par les plaques 2 et les panneaux 4 maintient en hauteur le lot de rouleaux 1 et évite qu'il ne se déforme latéralement, tandis que le cerclage à l'aide des feuillards 7 prévient le glissement longitudinal des rouleaux. La housse 8 en matériau rétractable protège le fardeau contre les intempéries.The binding formed by the
Pour la manutention d'un tel fardeau à l'aide d'un chariot élévateur à fourche, il suffira de percer la housse 8 au moyen de la fourche et d'engager les dents de celle-ci dans les découpes 6 des panneaux 4 et les passages 3 des plaques 2. Il est ainsi possible de gerber facilement plusieurs fardeaux, identiques ou non, les uns sur les autres, comme on le voit sur la figure 3. On peut réaliser des fardeaux de six ou neuf rouleaux, ou même davantage. A titre d'exemple, la figure 3 montre une pile de fardeaux de six et neuf rouleaux.For the handling of such a burden using a forklift, it will suffice to pierce the
La Demanderesse a ainsi réalisé des fardeaux de rouleaux d'isolant thermique fibreux, présentant les caractéristiques suivantes:
- . Fardeaux de six rouleaux:
- -diamètre des rouleaux: 500 à 550 millimètres,
- -longueur du fardeau: 1 600 mm,
- -largeur; (longueur des rouleaux): 1 200 mm,
- -hauteur du fardeau: 860 mm,
- -poids du fardeau: environ 95 kg,
- . Loads of six rolls:
- -diameter of the rollers: 500 to 550 millimeters,
- -length of the burden: 1600 mm,
- -width; (roll length): 1,200 mm,
- -load height: 860 mm,
- -weight of the burden: about 95 kg,
One peut gerber trois fardeaux de ce type, soit au total 18 rouleaux.One can stack three such loads, for a total of 18 rolls.
Fardeaux de neuf rouleaux:
- -diamètre des rouleaux: 500 à 550 millimètres,
- -longueur du fardeau: 1 600 mm
- -largeur: (longueur des rouleaux): 1 200 mm,
- -hauteur de fardeau: 1 280 mm,
- -poids du fardeau: 145 kg environ.
- -diameter of the rollers: 500 to 550 millimeters,
- -length of the burden: 1600 mm
- -width: (roll length): 1,200 mm,
- - burden height: 1280 mm,
- -weight of the burden: approximately 145 kg.
On peut gerber deux fardeaux de ce type, soit 18 rouleaux, comme dans le cas précédant. Dans la pratique, pour réduire le volume du fardeau et pour accroître sa résistance mécanique, les rouleaux 1 sont comprimés sous une pression inférieure à la pression que provoquerait leur déformation permanente, avant d'être assemblés par les liages orthogonaux.We can stack two loads of this type, 18 rolls, as in the previous case. In practice, to reduce the volume of the burden and to increase its mechanical strength, the
Dans le cas de rouleaux d'isolant thermique dont les caractéristiques viennent d'être données, on comprime en général ces rouleaux de manière à provoquer une réduction de 10 à 25 % de leur diamètre, ce qui correspond à une pression de 1 000 à 2 200 Pa. A titre d'exemple, une pression de 1 550 Pa (correspondant à un effort de 250 kg) provoque une réduction de diamètre de 17%.In the case of rolls of thermal insulation, the characteristics of which have just been given, these rolls are generally compressed so as to cause a reduction of 10 to 25% in their diameter, which corresponds to a pressure of 1000 to 2 200 Pa. For example, a pressure of 1,550 Pa (corresponding to an effort of 250 kg) causes a reduction in diameter of 17%.
Pour réaliser les fardeaux conformes à l'invention et pour comprimer les lots de rouleaux, on utilisera avantageusement le dispositif représenté schématiquement sur les figures 4 et 5.To make the burdens according to the invention and to compress the batches of rollers, the device shown diagrammatically in FIGS. 4 and 5 will advantageously be used.
Ce dispositif comprend une base 10, munie de supports 11 réglables en position, des parois latérales constituées par des plaques verticales 12 ou éventuellement des plaques 12' représentées en traits interrompus figure 5 séparées par des intervalles 13, et un plateau supérieur 14, parallèle à la base 10 et pouvant se déplacer par rapport à celle-ci sur un bâti 15 sous l'effet d'un vérin 16. Le plateau 14 est muni de blocs d'appui 17.This device comprises a
Une plaque 2 préalablement profilée reposant sur les supports 11, dont la position a été réglée pour que chacune d'entre eux soit à l'aplomb d'un rouleau 1, on empile des différentes couches de rouleaux et l'on coiffe la dernière avec une plaque 2 identique à la précédente. A l'aide du plateau 14 et du vérin 15, on comprime alors légèrement le lot de rouleaux jusqu'au volume désiré et l'on maintient le plateau 14 dans cette position.A previously profiled
Il est alors possible de cercler les rouleaux au moyen des feuillards 7 en faisant passer ces feuillards dans les intervalles 13 qui séparent les plaques 12. On colle enfin les rabats 5 des panneaux 4 sur les extrémités des plaques inférieure et supérieure 2. On peut aussi procéder à ce collage avant d'effectuer le cerclage des rouleaux.It is then possible to encircle the rollers by means of the strips 7 by passing these strips in the
On retire alors le lot de rouleaux du dispositif de compression et on l'enveloppe d'une housse 8 en polyéthylène rétractable, avant de faire passer l'ensemble dans un four de rétraction.The batch of rollers is then removed from the compression device and it is wrapped in a
Du fait de la compression des rouleaux, préalablement à leur assemblage, les plaques profilées 2 et les panneaux 4 travaillent en traction, lorsqu'on supprime la pression exercée lors de la constitution du fardeau, en même temps qu'un effet de raidissement est exercé par les panneaux 4 sur l'empilement. Cette précom- pression rend aussi les plaques 2 et les panneaux 4 particulièrement aptes à travailler en compression, lorsque les fardeaux sont gerbés et qu'ils supportent le poids d'autres fardeaux.Due to the compression of the rollers, prior to their assembly, the profiled
Naturellement, on pourrait substituer aux panneaux 4 tout autre moyen connu dans la technique et apte à remplir les mêmes fonctions.Naturally, the panels 4 could be replaced by any other means known in the art and capable of performing the same functions.
L'invention propose donc un procédé particulièrement simple pour la constitution de fardeaux de rouleaux d'une matière compressible, notamment de rouleaux d'isolant thermique, qui favorise la manutention et le stockage de ces fardeaux sans qu'il soit nécessaire de recourir à des palettes et à de grandes surfaces de stockage.The invention therefore provides a particularly simple method for forming bundles of rollers of a compressible material, in particular rolls of thermal insulation, which promotes the handling and storage of these burdens without the need to resort to pallets and large storage areas.
On notera qu'il est facile, pour l'utilisateur, d'extraire les rouleaux des fardeaux qui viennent d'être décrits et que les matériaux constitutifs de ces fardeaux sont peu volumineux, peu coûteux et facilement destructibles après utilisation.It will be noted that it is easy for the user to extract the rollers from the bundles which have just been described and that the materials constituting these bundles are not very bulky, inexpensive and easily destructible after use.
Le procédé conforme à l'invention est transposable à des articles de matière compressible ne se présentant pas sous la forme de rouleaux, par exemple à des blocs sensiblement parallélépipédiques de mousse de matière plastique, ou encore à des paquets de matériaux thermiquement isolants, à condition que la forme de ces articles permettre d'utiliser des plaques externes profilées, comportant des passages pour les dents d'une fourche d'un dispositif de manutention.The process according to the invention can be transposed to articles of compressible material which are not in the form of rolls, for example to substantially parallelepipedal blocks of plastic foam, or to bundles of thermally insulating materials, provided that the shape of these articles allow the use of profiled external plates, comprising passages for the teeth of a fork of a handling device.
Une telle application de ce procédé entre dans le cadre de la présente invention.Such an application of this method is within the scope of the present invention.
Claims (19)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR7917771A FR2460862A1 (en) | 1979-07-09 | 1979-07-09 | BURDEN OF ROLLERS OF COMPRESSIBLE MATERIALS |
| FR7917771 | 1979-07-09 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0022417A1 EP0022417A1 (en) | 1981-01-14 |
| EP0022417B1 true EP0022417B1 (en) | 1984-03-28 |
Family
ID=9227675
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP80401031A Expired EP0022417B1 (en) | 1979-07-09 | 1980-07-09 | Load of rolls of compressible materials, method for its realization and device to apply such a method |
Country Status (20)
| Country | Link |
|---|---|
| US (1) | US4444311A (en) |
| EP (1) | EP0022417B1 (en) |
| JP (1) | JPS56500804A (en) |
| AT (1) | ATE6846T1 (en) |
| AU (1) | AU540917B2 (en) |
| BR (1) | BR8008728A (en) |
| CA (1) | CA1150684A (en) |
| DE (1) | DE3067253D1 (en) |
| DK (1) | DK72381A (en) |
| ES (2) | ES8106259A1 (en) |
| FR (1) | FR2460862A1 (en) |
| GR (1) | GR68740B (en) |
| IE (1) | IE50003B1 (en) |
| IN (1) | IN153203B (en) |
| MA (1) | MA18903A1 (en) |
| OA (1) | OA06576A (en) |
| PT (1) | PT71526A (en) |
| RO (1) | RO81754B (en) |
| TR (1) | TR21382A (en) |
| WO (1) | WO1981000091A1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10026269A1 (en) * | 2000-05-26 | 2001-11-29 | Saint Gobain Isover G & H Ag | Large bundle for transporting and storing insulating material rolls has rolls accommodated inside high compression module, with modules lying on pallet one above other with large main surfaces flush in stack |
| DE10062038C1 (en) * | 2000-12-13 | 2002-05-08 | Pfleiderer Daemmstofftechnik | Packaging unit, for mineral wool product reels, has hollow cylinders inserted in spaces between stacked reels for reception of lifting forks of fork lift truck |
| DE10152385A1 (en) * | 2001-10-24 | 2003-05-08 | Saint Gobain Isover G & H Ag | Large pack of insulating material has individual and multiple rolls compressed into module to specified dimensions |
Families Citing this family (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1037654B (en) * | 1956-03-01 | 1958-08-28 | Byk Gulden Lomberg Chem Fab | Process for increasing the solubility of tyrothricin and other antibiotics with peptide character as well as candicidin in water and body fluids |
| DE1245542B (en) * | 1963-02-21 | 1967-07-27 | Baxter Laboratories Inc | Process for the production of water-soluble preparations of polypeptide antibiotics |
| FR2510515B1 (en) * | 1981-07-31 | 1985-12-06 | Saint Gobain Isover | PROCESS FOR PACKAGING PANELS OF COMPRESSIBLE MATERIAL AND PACKAGING PRODUCED BY THIS PROCESS |
| US4391371A (en) * | 1982-05-13 | 1983-07-05 | Champion International Corporation | Fiberboard shipping container having laminated spacing members |
| US4909388A (en) * | 1983-05-24 | 1990-03-20 | Kouzou Watanabe | Compressed roll paper, method of and apparatus for producing same |
| US4884682A (en) * | 1984-04-30 | 1989-12-05 | Highland Manufacturing And Sales Company | System for baling strands of material and a denser bale of strands of material so produced |
| US5154288A (en) * | 1988-02-05 | 1992-10-13 | Gloeyer Wolfgang | Multipack |
| US5027582A (en) * | 1989-04-14 | 1991-07-02 | The Procter & Gamble Company | Compact, core-wound paper product and method of making |
| US4886167B1 (en) * | 1989-04-14 | 1991-06-11 | Compact,core-wound paper product | |
| US5100076A (en) * | 1990-10-04 | 1992-03-31 | Modular Concepts, Inc. | Fabric roll |
| US5421537A (en) * | 1990-10-04 | 1995-06-06 | Modular Concepts, Inc. | Enlarged end cap assembly made from smaller end caps |
| US5351827B1 (en) * | 1993-06-25 | 1996-10-15 | Dometic Corp | Returnable packaging system for awnings |
| ES2121656B1 (en) * | 1995-03-22 | 1999-05-16 | Impresion De Aluminio S A Impa | PACKAGING FOR THE TRANSPORT AND STORAGE OF COILS OF LAMINARY MATERIALS. |
| US5624031A (en) * | 1995-07-20 | 1997-04-29 | Green Bay Packaging, Inc. | Tray construction and method of constructing |
| DE19616153A1 (en) * | 1996-04-23 | 1997-10-30 | Focke & Co | Container packaging and method and device for producing the same |
| US5755541A (en) * | 1996-05-03 | 1998-05-26 | Inter-American Vanguard Corporation | Drum transport support system |
| US6152663A (en) * | 1997-12-24 | 2000-11-28 | Keip; Charles P. | Shipping system for stabilizing flexible loads |
| US6264410B1 (en) * | 1997-12-24 | 2001-07-24 | Charles P. Keip | Shipping container system for stabilizing flexible loads |
| US6050761A (en) * | 1997-12-24 | 2000-04-18 | Keip; Charles P. | Shipping container system for stabilizing flexible loads |
| US6047523A (en) * | 1998-03-18 | 2000-04-11 | Tenneco Packaging Inc. | Vertical packaging of webbing rolls |
| US6182422B1 (en) | 1998-05-18 | 2001-02-06 | Delkor Systems, Inc. | Temporary package and method |
| US6692335B2 (en) * | 1999-06-25 | 2004-02-17 | James O. Watkins | Streamer and launcher |
| US6601291B2 (en) | 2001-06-14 | 2003-08-05 | Georgia-Pacific Resins, Inc. | Apparatus and method of producing a core board product |
| US6770339B2 (en) * | 2002-08-08 | 2004-08-03 | Johns Manville International, Inc. | Insulation package |
| BE1015523A3 (en) * | 2003-05-22 | 2005-05-03 | Knauf Insulation S A | Roll package and manufacturing method thereof. |
| US7100862B2 (en) * | 2003-09-03 | 2006-09-05 | Ottawa Fibre, Inc. | Roll-up machine and method |
| DE102005020892A1 (en) * | 2005-05-04 | 2006-11-09 | Saint-Gobain Isover G+H Ag | Packaging unit for pipe shells |
| US20070095693A1 (en) * | 2005-11-03 | 2007-05-03 | Sealed Air Corporation (Us) | Compressed layered roll package and associated method |
| US8132393B2 (en) * | 2008-03-04 | 2012-03-13 | Sealed Air Corporation | Radial compression system for rolls of material and associated method |
| PL2206656T3 (en) * | 2009-01-13 | 2011-05-31 | Ursa Insulation Sa | Package for mineral wool products, modules to form such package and process to manufacture such a package |
| US9821923B2 (en) * | 2010-11-04 | 2017-11-21 | Georgia-Pacific Consumer Products Lp | Method of packaging product units and a package of product units |
| BE1021295B1 (en) * | 2013-08-06 | 2015-10-23 | Ontex Bvba | IMPROVED PACKAGING METHOD AND DEVICE |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US175404A (en) * | 1876-03-28 | Improvement in packages of plasterers hair | ||
| DE519119C (en) * | 1931-02-24 | Hirsch | Rod packaging | |
| US3288311A (en) * | 1964-06-12 | 1966-11-29 | Donald P Beattie | Skid |
| US3272329A (en) * | 1966-01-26 | 1966-09-13 | Mehalov John | Core box assembly |
| FR1579675A (en) * | 1968-07-03 | 1969-08-29 | ||
| US3587201A (en) * | 1968-07-10 | 1971-06-28 | Johns Manville | Pipe-insulation packaging system |
| US3638790A (en) * | 1969-12-29 | 1972-02-01 | Union Carbide Corp | Palletized packaging of cylindrical objects |
| US3764351A (en) * | 1971-06-21 | 1973-10-09 | Union Carbide Corp | Shrink wrap shirred casing package |
| DE2228066A1 (en) * | 1972-06-09 | 1973-12-20 | Kaimeier & Sohn Kg W | PACKAGING FOR SHIPPING, STORAGE AND RETAIL SALE OF CABLE PIPES, CONNECTORS, KNEE JOINTS OR THE LIKE |
| AT335900B (en) * | 1972-12-27 | 1977-04-12 | Koepp Ag | STACKABLE TRANSPORT AND STORAGE PACKING FOR FLEXIBLE POLYURETHANE FOAM BLOCKS |
| US4036364A (en) * | 1976-04-08 | 1977-07-19 | Monsanto Company | Unitized palletless load and method of forming same |
| DE2631817A1 (en) * | 1976-07-15 | 1978-01-19 | Fricke Theodor | Packing for bundle of thin=walled tubes - has U=shaped protective layer covering ends of bundle and attached by adhesive band |
| US4195732A (en) * | 1978-02-28 | 1980-04-01 | Great Northern Corporation | Supporting and spacing member for web material rolls |
| ES245560Y (en) * | 1978-10-04 | 1980-06-16 | PERFECT PACKAGING FOR A GLASS TUBE BEAM |
-
1979
- 1979-07-09 FR FR7917771A patent/FR2460862A1/en active Granted
-
1980
- 1980-07-08 GR GR62410A patent/GR68740B/el unknown
- 1980-07-08 ES ES493205A patent/ES8106259A1/en not_active Expired
- 1980-07-09 WO PCT/FR1980/000116 patent/WO1981000091A1/en unknown
- 1980-07-09 AT AT80401031T patent/ATE6846T1/en not_active IP Right Cessation
- 1980-07-09 OA OA57159A patent/OA06576A/en unknown
- 1980-07-09 TR TR21382A patent/TR21382A/en unknown
- 1980-07-09 IE IE1423/80A patent/IE50003B1/en unknown
- 1980-07-09 EP EP80401031A patent/EP0022417B1/en not_active Expired
- 1980-07-09 MA MA19101A patent/MA18903A1/en unknown
- 1980-07-09 BR BR8008728A patent/BR8008728A/en unknown
- 1980-07-09 PT PT71526A patent/PT71526A/en unknown
- 1980-07-09 JP JP50147780A patent/JPS56500804A/ja active Pending
- 1980-07-09 AU AU60573/80A patent/AU540917B2/en not_active Ceased
- 1980-07-09 DE DE8080401031T patent/DE3067253D1/en not_active Expired
- 1980-07-16 CA CA000356310A patent/CA1150684A/en not_active Expired
- 1980-08-05 ES ES1980252430U patent/ES252430Y/en not_active Expired
- 1980-08-14 IN IN931/CAL/80A patent/IN153203B/en unknown
-
1981
- 1981-02-18 DK DK72381A patent/DK72381A/en not_active Application Discontinuation
- 1981-03-02 RO RO103567A patent/RO81754B/en unknown
-
1982
- 1982-09-23 US US06/422,283 patent/US4444311A/en not_active Expired - Fee Related
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10026269A1 (en) * | 2000-05-26 | 2001-11-29 | Saint Gobain Isover G & H Ag | Large bundle for transporting and storing insulating material rolls has rolls accommodated inside high compression module, with modules lying on pallet one above other with large main surfaces flush in stack |
| DE10026269B4 (en) * | 2000-05-26 | 2013-04-18 | Saint-Gobain Isover G+H Ag | Large container for transport and storage of insulation rolls and the like products |
| DE10062038C1 (en) * | 2000-12-13 | 2002-05-08 | Pfleiderer Daemmstofftechnik | Packaging unit, for mineral wool product reels, has hollow cylinders inserted in spaces between stacked reels for reception of lifting forks of fork lift truck |
| DE10152385A1 (en) * | 2001-10-24 | 2003-05-08 | Saint Gobain Isover G & H Ag | Large pack of insulating material has individual and multiple rolls compressed into module to specified dimensions |
| DE10152385B4 (en) * | 2001-10-24 | 2012-11-22 | Saint-Gobain Isover G+H Ag | Large containers made of several, in each case wound into a roll, foil-wrapped insulating material webs of mineral wool, in particular glass wool |
Also Published As
| Publication number | Publication date |
|---|---|
| AU6057380A (en) | 1981-02-03 |
| RO81754B (en) | 1984-08-30 |
| GR68740B (en) | 1982-02-11 |
| MA18903A1 (en) | 1981-04-01 |
| OA06576A (en) | 1981-08-31 |
| US4444311A (en) | 1984-04-24 |
| ES252430U (en) | 1980-11-16 |
| ES493205A0 (en) | 1981-08-01 |
| IE50003B1 (en) | 1986-01-22 |
| FR2460862B1 (en) | 1983-08-26 |
| AU540917B2 (en) | 1984-12-06 |
| IN153203B (en) | 1984-06-16 |
| BR8008728A (en) | 1981-04-28 |
| RO81754A (en) | 1984-06-21 |
| PT71526A (en) | 1980-08-01 |
| CA1150684A (en) | 1983-07-26 |
| JPS56500804A (en) | 1981-06-18 |
| ATE6846T1 (en) | 1984-04-15 |
| TR21382A (en) | 1984-07-20 |
| ES8106259A1 (en) | 1981-08-01 |
| FR2460862A1 (en) | 1981-01-30 |
| WO1981000091A1 (en) | 1981-01-22 |
| DK72381A (en) | 1981-02-18 |
| IE801423L (en) | 1981-01-09 |
| EP0022417A1 (en) | 1981-01-14 |
| ES252430Y (en) | 1982-10-16 |
| DE3067253D1 (en) | 1984-05-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0022417B1 (en) | Load of rolls of compressible materials, method for its realization and device to apply such a method | |
| FR2510515A1 (en) | METHOD FOR CONDITIONING PANELS OF COMPRESSIBLE MATERIAL AND PACKINGS PRODUCED THEREBY | |
| EP0592314B1 (en) | Method and device for packaging compressible isolation products | |
| EP0324699B1 (en) | Means for making an assembly of empty or full bottles | |
| EP2989023B1 (en) | Device comprising reusable holders for the packaging of flat items, and corresponding packaging | |
| EP0648684B1 (en) | Device for positioning coils and packaging method using this device | |
| FR2912122A1 (en) | Package for e.g. storing household products, has housings for receiving crosspiece that is molded in complex high density expanded polystyrene, where crosspiece is equipped with polystyrene film and includes rectangular section | |
| EP0050078A1 (en) | Batch of loads of rolls of compressible materials and method of preparing such batches | |
| WO2018042119A1 (en) | Package of insulating products and process for manufacturing such a package | |
| EP0565388B1 (en) | Reusable package with locating means for the contents | |
| FR2580260A1 (en) | STACK OF INSULATOR CHAINS | |
| EP0001941B1 (en) | Pack comprising several superposed layers of unit loads, method and machine for its assembly | |
| FR2664234A1 (en) | METHOD FOR OVERPACKING A PALLETIZED LOAD USING A STRETCH PLASTIC FILM COVER. | |
| EP0246161B1 (en) | Package for a liquid product | |
| FR2807738A1 (en) | Pallet system, for transporting compressors or gas cylinders, has pallet, cardboard support sheet, to which collars are stuck which fit around bases of objects, and double-walled lid with apertures in lower wall into which objects fit | |
| BE868554R (en) | TRANSPORT CASE FOR BOXES OR CONTAINERS | |
| FR2861365A1 (en) | Flexible vented thermal insulation material packaging method for e.g. garage door, comprises compressing panel, obtained by folding material in accordion, using platen, and associating package to panel to maintain panel in compressed state | |
| FR2690899A1 (en) | Lightweight construction of stacked containers and lids for food processing - has rectangular containers locked together in stack by lids connected by cross members | |
| EP0847366B1 (en) | Intercalary plate for assemblies of piles of trays with egg receiving cavities | |
| FR2872488A1 (en) | Nestable tray for holding milk product e.g. cheese, has lateral walls equipped with panel that is provided with longitudinal flap intended to form fold, which extends over part of height of lateral walls | |
| EP3507206A1 (en) | Insulating product module and process for manufacturing such a module | |
| CH637082A5 (en) | Device for packaging spools of thread by stacking | |
| FR2698609A1 (en) | Collapsible box for heavy roller - has removable cradle for taking roller ends and hinges for folding lateral faces to allow access | |
| BE675630A (en) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19810529 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 6846 Country of ref document: AT Date of ref document: 19840415 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3067253 Country of ref document: DE Date of ref document: 19840503 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19840622 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19840630 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19840713 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19840716 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19840731 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19840906 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19840930 Year of fee payment: 5 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19850709 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19850710 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19870731 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19890331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19890401 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19890709 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19890731 Ref country code: CH Effective date: 19890731 Ref country code: BE Effective date: 19890731 |
|
| BERE | Be: lapsed |
Owner name: ISOVER SAINT-GOBAIN Effective date: 19890731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19900201 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| EUG | Se: european patent has lapsed |
Ref document number: 80401031.2 Effective date: 19860730 |