EP0004631B1 - Packaging device and process therefor - Google Patents
Packaging device and process therefor Download PDFInfo
- Publication number
- EP0004631B1 EP0004631B1 EP79100919A EP79100919A EP0004631B1 EP 0004631 B1 EP0004631 B1 EP 0004631B1 EP 79100919 A EP79100919 A EP 79100919A EP 79100919 A EP79100919 A EP 79100919A EP 0004631 B1 EP0004631 B1 EP 0004631B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sheet
- goods
- packing material
- package
- column
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B25/00—Packaging other articles presenting special problems
- B65B25/14—Packaging paper or like sheets, envelopes, or newspapers, in flat, folded, or rolled form
Definitions
- the present invention relates to a device for packaging lamellar elements, in particular labels, comprising a fixed pathway on which lamellar elements are fed discontinuously and pushed in a continuous column, on their edge, by a thrust member with discontinuous action, means for guiding the column of lamellar elements pushed, means for retaining the lamellar elements to retain the column of lamellar elements when the thrust member does not exert an action, a separation device comprising a separating member capable of penetrating between two lamellar elements of the column, at the stop of the pushing member, and means for packaging the packages separated by the separating member comprising a device for supplying a packaging material, a device for cutting this material and means for applying this material to the separate packs, as well as possibly a cutting device lamellar elements arranged between the thrust member and the separation device.
- the present invention also relates to a method of packaging lamellar elements, in particular labels, comprising the discontinuous supply of lamellar elements on their edge to a feed path, the discontinuous pushing of these lamellar elements on this path with formation of a continuous column of lamellar elements, a possible cutting of the lamellar elements into a column then taking place, the separation of bundles of lamellar elements from the column by the introduction, at each stop of the thrust discontinuous, of a separating member between two lamellar elements, the supply of a packaging material, the cutting of this material and the application of the cut material on the separate packages, so as to maintain the lamellar elements of each package assembled .
- a device is known as described in the preamble (DE-U-1,835,773) in which the column of labels is pushed through an adhesive strip arranged perpendicular to the direction of advancement of the label packs.
- a welding instrument seals each strip after it has been wrapped around a bundle.
- This device has the disadvantage that the packaging material used is an adhesive strip. This necessarily results in a transfer of the adhesive gum onto the edge of the labels and, during the next phase of treatment, namely the gluing of the labels to the container, bottle or other, the gluing palette causes several labels to be applied. that time. In the case of very large packages, for example 1000 labels, and although the tape is adhesive, it does not hold the labels sufficiently together. Finally, serious problems arise from the moment when the labels have a shape other than rectangular. Indeed, the labels can receive partially to completely rounded, triangular or crown sector shapes and in this case the packaging strip no longer allows satisfactory packaging.
- a packaging device sold by the company Blumer Maschinenbau which comprises a device, in which the path on which the labels are fed is oriented in an upward inclined plane, the labels being supplied in packs by example of 1000 with a cardboard interlayer before passing through the cookie cutter which provides the cut labels with a channel also oriented upwards.
- a device drives out the intermediate cartons from the column of labels by accommodating in their place a pallet which advances each packet of labels in buckets circulating on an endless chain.
- the labels are assembled in a device which spreads over the upper edges of the labels a net of adhesive material.
- the disadvantage of this device lies in the fact that the labels are not well held together if there is not really transfer of the adhesive material between the labels and, in this case, there is a risk of tearing or d entrainment of several labels at the same time when they are used in subsequent chains, for example during bottling.
- the pushing member only allows the labels to pass through the cookie cutter and the device needs an independent label transport system for the rest of the operations.
- US-A-3,648,431 is a device comprising a device for separating planar objects to be packaged which is formed of two elements, which are separated from each other once they have been introduced together between two planar objects.
- This separation device has the drawback that it can only be introduced into a gap already formed beforehand between the two above-mentioned flat objects by the chain supply device and that the separation device is therefore indissolubly linked, in its operation, to this feed device, which cannot be the case when the passage of a continuous column of labels through a punch is necessary and the separation must be carried out following this device cutting.
- the separation of the two elements of the separation device according to the aforementioned patent is achieved by driving one of these elements by the label conveyor belt, this arrangement again being unable to be passed through a cookie cutter.
- a packaging device which comprises a device for unwinding a thermoplastic film, a device for shaping a tube from this film, a unit for sealing the tube formed. , a mechanism for periodically ordering and depositing articles in this tube, means for advancing the tube containing the articles to be packaged and a cyclic device for cutting and transverse sealing of the filled tube.
- the articles to be packaged are transported on a track without lateral guide means and they can pass through the opening existing between the track and a plate which is intended for tensioning the film of thermoplastic material by an under-roll. jacent. This provision is impossible to apply for a column of labels which would disperse immediately.
- the arrangement of this device is in fact designed to allow the introduction of the material to be packaged into a prefabricated packaging tube, which then remains only to be welded at its open insertion end.
- the separation device used only serves to temporarily stop the arrival of the material to be packaged.
- the object of the present invention is to provide a device for packaging lamellar elements, in particular labels, which is capable of operating automatically from the supply of the pushing member until the formation of packages of lamellar elements totally enveloped by the packaging material and which does not have the drawbacks of the devices described above, as well as the development of an automatic packaging process allowing total packaging of the packages of elements lamellar.
- the device for packaging lamellar elements comprises a slot provided in the pathway between the possible cutting device and the device for separating the packages of lamellar elements, through which a sheet is fed.
- continuous packaging material between the label column and the path the separator of the separation device comprising a element for holding the lamellar elements upstream of the separation device and a motor spacer capable of pushing the lamellar elements on the downstream side so as to form a gap between the lamellar elements on the upstream side and those on the downstream side and simultaneously discovering the sheet of packaging material
- the device for cutting the packaging material being arranged so being able to cut the sheet in the interval formed, a member for introducing an intermediate element in the interval formed through one or groove formed in the path, this intermediate element having a general shape of U whose two lateral flanges are located at a mutual distance equal to that of the gap formed, and serve as means for folding up the cut edges of the packaging material on the front front of the column of lamellar elements and on the rear front of the last
- the two flanges of each intermediate element are connected to each other at their lower end by a spacer element provided, in its lower part, with a downward projection capable of sliding in a longitudinal groove parallel to the axis of movement of the labels, provided in the path downstream of the aforementioned opening.
- the flanges of the intermediate element have edges projecting outwards along the base of each of these flanges in the direction of the pushing member and of the opposite end of the path respectively, these flanges making it possible to fold and trap the flaps suitably formed against the respective fronts.
- the downward facing face of the aforementioned projection of the spacer element of the intermediate element is provided with a rack intended for the attachment of folding and closing means.
- the flanges of the intermediate element have openings, open towards the upper end of the flanges.
- the holding element of the separating member is a knife blade which is arranged parallel to the labels, and which is connected to an actuating means fixed on a stationary support so to be able to slide, under the action of this actuating means, between a high position located above the column of lamellar elements and a low position between two lamellar elements.
- the spacer of the separating member consists of a double knife blade, the blades of which are spaced so as to be able to be placed exactly on either side of the holding element, parallel to the lamellar elements, the total release of the holding element and of the spacer element being less than the length of the lamellar elements, and which is connected to an actuating means, fixed on a mobile support, so as to be able to slide between a position high located above the column of lamellar elements and a low position where the blades are located near the path, the movable support itself being connected to at least one actuating means fixed on a stationary support so as to be able to slide in the direction of movement of the lamellar elements and vice versa, between a position where the holding element and the spacer element are together and at least one position where the spacer element is separated from the holding element.
- the insertion member of an intermediate element is formed by two parallel branches, connected to each other by forming a U-shaped part, these branches having their free ends oriented on the side opposite to that of the thrust member and being arranged to support an intermediate element introduced on these branches, and it is connected to an actuating means fixed on a stationary support, so as to be able to slide upwards and down relative to the support, while keeping its branches parallel to the plane of the path, between a low position located below the path and a high position located in the plane of the path.
- the means for folding the packaging material situated over the label packs, on the one hand, on the front edge of the separate pack of lamellar elements and, on the other hand, on the rear front of the previously separated package, the means for folding the packaging material located parallel to the lateral faces of the packages of lamellar elements against these same fronts as well as the means for closing the wrapped packages are arranged on a carriage mobile, provided with rollers capable of rolling on rolling tracks arranged on either side of the path, downstream of the separation device, the carriage being arranged so as to be able to be coupled to the intermediate element situated between the separate package and the previously separated package during the operating cycle of the pushing member.
- the means for folding the packaging material situated parallel to the lateral faces of the label packs against respectively the front edge of the separated pack and the rear edge of the previously separated pack include lever pivotally attached to a cross member of the mobile carriage, the free ends of these lever arms being in one of their positions situated on either side of the gap between the separate package and the previously separated package and in the other from their close position opposite the aforementioned fronts in the interval formed by the intermediate element, these free ends each supporting a double jack, one of the pushers of which is capable of moving in the direction of the pushing member and the other in the opposite direction, so as to fold down the lateral flaps on the aforementioned fronts, simultaneously covering the flanges of the intermediate element, as well as a jack, fixed on a tra pours from the movable carriage and connected in an articulated manner to the lever arms, which in the low position keeps the lever arms apart and in the high position keeps them close together.
- a method as described in the preamble characterized in that, the supply of packaging material being carried out before the separation, between the column of lamellar elements and the path, the method further comprises spacing the separated package from the column of lamellar elements stationary, in the same direction of movement as that obtained by the thrust, with formation between the separated package, separated, and the column d lamellar elements of an interval where the packaging material is exposed, the cutting of this material taking place at this time in the middle of this interval, the introduction from below, in this interval, of an intermediate element capable of maintain the interval formed during the thrust subsequently applied to the column of lamellar elements, after the removal of the separating member, and to transmit this thrust to the separate package, the upward folding of the packaging material cut against the front front of the column and the rear front of the package separated by the intermediate element during its introduction, and the folding of the packaging material on all the other faces of the separate package as well as the closure of the fully wrapped package.
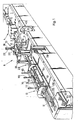
- FIG. 1 represents an overall perspective view of a device for packaging labels according to the invention, comprising a cookie cutter.
- FIG. 2 represents a top view of the separation device, the intermediate element then being introduced into the gap formed between the holding element and the spacer element.
- FIG. 3 shows a sectional view of the separation device, along the line III-III of Figure 2, the introduction member and the intermediate element being shown in elevation, during the introduction of the intermediate element in the interval formed.
- FIG. 4 represents a sectional view of the separation device, along the line IV-IV of FIG. 2, the intermediate element being in the position illustrated in FIG. 3.
- FIG. 5 represents a view partially in section and partially in profile of the mobile support carriage, along the line V-V of FIG. 6.
- FIG. 6 represents a sectional view, along line VI-VI of FIG. 5.
- the device for packaging labels comprises a fixed pathway 1 on which labels 2 are fed discontinuously, on their edges, a pushing member 3 of the labels in the form of the pusher of a cylinder, for example hydraulic, with discontinuous action, which acts perpendicular to the plane of the labels, a cookie cutter 4, ' provided on the input side with retaining clips 5 to retain the labels when the thrust member does not exert any action, a supply slot 6 in a packaging material 7, provided in the path 1 between the punch 4 and the separation device 8, a separation device labels 8 which is arranged so as to form, from the column of labels 2, packets of labels 9, 9 ′, which continue to be moved until the end of the path 1, under the action of the thrust member 3, while being separated from each other res, a device 11 for cutting the packaging material 7 and a movable carriage 12 on which are fixed means for packaging the labels and means for closing the packaging formed.
- the path 1 of the labels is arranged so that the rectilinear force developed by the pusher of the pushing
- the label separation device 8 comprises a separator member 13 capable of penetrating between two labels of the label column 2, when the pushing member 3 stops.
- This separator member 13 comprises an element 14 capable of holding the labels in position upstream of the separation device 8, during the stopping of the pushing member 3, element 14 which will be called in the following maintenance element, and an element 1 capable to move aside, in the direction of movement of the labels illustrated by the arrow F, the labels located downstream of the holding element 14, when the latter is in the position of penetration in the row of labels (as is illustrated in FIG. 4), element 15 which will be called in the following a spacer element.
- the spacer 15 forms a gap between the labels on the upstream side and those on the downstream side of the holding element 14 (see FIG. 3) and discovers the material d packaging 7 located between the column of labels 2 and the path 1.
- the holding element 14 is, in the illustrated embodiment, a knife blade arranged parallel to the labels, above the latter, the width of this blade being substantially less than the length of the labels and the thickness of the blade tapering down.
- This blade 14 is connected to a jack 16, for example hydraulic, which is fixed on a fixed support 17, this jack being capable of sliding the blade 14 from top to bottom and vice versa, its tapered part oriented downwards.
- the spacer 15 of the separating member 13 consists of a double knife blade, the blades 18 and 19 of which are spaced so that they can be placed exactly on either side of the blade of the holding element 14, parallel to the labels.
- the sum of the width of the blade of the holding element 14 and the widths of the blades 18 and 19 is less than the length of the labels.
- the blades 18 and 19 are connected to a jack 22, for example hydraulic, fixed on a movable support 23, this jack being capable of sliding the blades 18 and 19 from the top to the bottom and vice versa.
- the mobile support 23 is slidably mounted on two guides 24 and 25 fixed between, on the one hand, the fixed support 17 and a similar fixed support 26, located downstream.
- Two cylinders 27 and 27 ', for example hydraulic, fixed on the fixed supports 17 and 26 are capable of driving the mobile support 23, and consequently the double blade 18 and 19 in the direction of movement of the labels and vice versa.
- the label separation device 8 further comprises an insert member 28 of intermediate element 29 in the gap formed between the blade 14 in the low position and the blades 18 and 19 in the low position and spaced in the direction of movement of the labels.
- Cer introducer 28 is located below the path 1 and it comprises two parallel branches 10, connected to each other in the form of a U-shaped part, these branches 10 having their free ends oriented from the side opposite to that of the thrust member 3.
- This introduction member 28 is connected to a jack 30 fixed on a fixed support and capable, by sliding along a guide 31, of driving the introduction 28 from top to bottom and vice versa. In the high position, the introduction member 28 is brought through an opening 37 in the path 1 so that the plane formed by the upper edges of the legs 10 of the U-shaped part are exactly in the plane of the route 1.
- the intermediate element 29 is arranged in the shape of a U so as to be able, when it is introduced into the gap between the blade 14 and the double blade 18, 19, to maintain the gap formed during the upward withdrawal of these blades and transmit the pushing movement from the pushing member 3 to the separate label packs 9,9 '.
- Each intermediate element 29 comprises two flanges 32 and 33, connected to each other by a spacer 34, one of the flanges 32 being intended to bear against the front edge 35 of the column 2 of labels on the side upstream of the separation device 8 and the other of these flanges 33 against the rear edge of the separate label package 9.
- the spacer 34 is provided in its lower part with a downward projection 38 capable of sliding between the branches 10 of the introduction member 28.
- This projection has, on the side of its free end, lateral projections 39 and 40 which slide below the branches 10 of the introduction member 28.
- the face of the projection 38 oriented towards the bottom is further provided with a rack 41.
- one of the flanges (in the illustrated embodiment the flange 32) is connected to the spacer 34 so as to be able to pivot towards the opposite flange 33 (see Figure 3).
- a return spring 42 is provided to return the flange 32 to its normal position, that is to say perpendicular to the spacer 34.
- Each of the flanges optionally has at their base flanges 43 and 44 projecting outwards in the direction of the thrust member 3 and of the opposite end of the path 1, respectively.
- the packaging material is, in the embodiment described, a sheet of hot-melt plastic material, for example polyethylene. It has a width slightly greater than the perimeter of a label.
- two parallel triangular flanges 50 and 51 which border the pathway 1. They are spaced from each other by a distance approximately equal to the sum of the length of a label and twice the thickness of the packaging material.
- the angle of each of the flanges, oriented towards the slot, is an acute angle.
- the device 11 for cutting the packaging sheet 7 comprises a knife 46 arranged so as to be able to cut the sheet in the space formed by the separation device 8 before the insertion of the intermediate element 29.
- the space for separation between the holding element 14 in the low position and the spacer element 15 in the low position and moved in the direction of movement of the labels must be sufficient so that the flaps obtained after cutting have a length sufficient to cover respectively the front edge 35 of the label column upstream of the separation device and the rear edge of the separate package 9.
- the knife 46 is disposed laterally with respect to the path 1, with its cutting edge 47 facing the latter, in a plane perpendicular to the axis of movement of the labels.
- the knife 46 is connected to a jack 48 which is capable of passing the knife through a slot 49 provided in the path 1 and of returning the knife to its initial position.
- the part opposite to the cutting edge of the knife slides in guides 99 fixed at the edge of the path.
- These guides have lateral wings 102 in each of which an elongated slot, parallel to the path, is formed. Clamping screws 103 allow the adjusted fixing of the guides 99 at the edge of the path.
- the displacement of the guides 99 laterally allows the cutting device to be adjusted as a function of the size of the flaps to be cut.
- the jack 48 is suspended by its pusher from the knife 46 and by its end opposite to the guides 99.
- the slot 49 is of sufficient thickness to allow the lateral adjustment of the knife 46 described above.
- the retaining clips 5 are arranged on either side of the label column 2 so as to be able to retract when the labels are moved under the action of gold thrust gane 3, by pivoting about an axis perpendicular to the direction of movement of the labels, of the jacks, connected to a fixed support and to the clamps 5 projecting from the path, being arranged so as to be able to pivotly bring the clamps towards each other at a mutual distance less than that allowing the passage of the labels as soon as the pushing member 3 is in movement back to its initial position.
- These jacks cease their action when the thrust member 3 resumes its forward movement.
- the pusher of the pushing member 3 passes, in the end-of-travel position, slightly beyond the clamps 5 so that the pushed labels are retained by the latter when the pushing member ceases its action, the labels upstream of the separation device then being held in position between these clamps 5 and the blade of the holding element 14.
- a retaining bar not shown, retaining the labels which are supplied to the pushing member in the upright position on their edge keeps the labels in this position until the pusher comes before the retaining clips, the retaining bar retained is then removed from the labels.
- the cookie cutter 4 is used to cut in a known manner the rectangular labels which are passed through, so that the force of the pushing member developed in a rectilinear manner can, as mentioned previously, continue to s '' exercise on the labels from one end to the other of the packaging device, the plane of the pathway 1 downstream of the cookie cutter 4 is separated from the plane of this pathway upstream of the cookie cutter piece 4 of a height corresponding to the height of the lower trimming made in the original rectangular label, these two planes remaining parallel to each other.
- the pathway has a longitudinal groove 55, parallel to the axis of movement of the labels, which opens on the side of the pushing member 3 into the opening 37 of the pathway .
- This groove 55 has a shape adapted so that the projection 38 of the spacer 34 of each intermediate element 29 can slide therein when this intermediate element 29 is driven forward under the action of the thrust member 3, the projections lateral 39 and 40 and the rack 41 provided on this projection 38 projecting downward relative to the lower surface of the path 1.
- two parallel rectangular flanges 56 are provided at the edge of the path. These flanges 56 are separated from each other by a distance corresponding approximately to the sum of the length of a label and twice the thickness of the packaging material. Their height is approximately equal to the width of a label. These flanges not only serve to guide the packages of separate labels, but they also have the purpose of holding the packaging material against the lateral faces of these packages.
- Triangular flanges 112 parallel to the path, are fixed by their base to the top of the flanges 56 at the outlet of the separation device 8; they have an acute angle oriented towards this device and allow the folding of the packaging material on the upper face of the separate packages 9.
- the carriage 12 is formed by a support frame for devices for folding and closing the packaging material in its upper part in the plane of the path.
- This frame comprises two end uprights 63 and 64 in the form of a bridge, each connected at their base to the rollers 58 on either side of the path. These uprights are connected to each other, at mid-height, by two crosspieces 65 parallel to the path 1 and, at the top, by a cross-piece 66.
- the frame also has arms 59 which meet below the path in forming a kind of arch. These arms 59 support a hook 60 oriented upwards, capable of engaging with the rack 41 of an intermediate element 29 'which allows the driving of the mobile carriage 12 under the action of the thrust member 3
- the mobile carriage 12 is also connected to a motor 100, for example an electric motor, capable of temporarily moving the carriage via a drive chain 61, in the direction of the thrust member.
- a toothed wheel 54 connected to a shaft 62 pivotally supported by the arms 59 and engaged with the drive chain 61, allows the transmission of the force developed by the motor 100 to the carriage 12.
- the hook 60 is supported on an axis 92 capable of pivoting between two bearings 93 supported by a plate 94 mounted on the arms 59.
- a cylinder 95 of the flat type, is arranged so as to be able to act on the hook 60 to rotate it downwards, a return spring 96 being provided to return the hook 60 to its initial position as soon as the action of the jack 95 cease
- a bar 67 having a heating resistor 68 on its downward-facing side is suspended from two jacks 69 and 70 fixed to the crosspiece 66, which are capable of lowering the bar against the upper face 71 of the separate packages, the heating resistor 68 used to longitudinally weld the side edges of the packaging material folded over this upper face 71, and raise the bar 67.
- the bar In its upward and downward movement, the bar is guided by a central sliding rod 110 passing through the crosspiece 66.
- the resistance 68 is connected to the lower end of the bar 67 so as to be able to come into contact with the face 71 of the label packet and to cause mutual welding of the lateral edges of the packaging material folded over this face 71, when it is heated.
- two lever arms 73 and 74 are connected at one of their ends to two crosspieces 72, via axes 111, so as to be able to pivot around the latter.
- These crosspieces 72 connect the two longitudinal crosspieces 65.
- An arm 75 or 76 is pivotally connected at one of its ends to the central part of the corresponding lever arm 73 or 74 and at the other of its ends to a jack 77, fixed on the crosspiece 66 so that its pusher can slide through it. In the rest position, the jack 77 is at the end of its travel and the free ends of the lever arms 73 and 74 are spaced from each other by a distance much greater than the length of a label.
- each of the lever arms 73 and 74 support double horizontal jacks 79 capable of moving their pushers one in the direction of movement labels and the other in reverse.
- the ends of the pushers of these double jacks 79 are each provided with a heating resistor 97 capable of causing the welding of the front flaps of the separate packages, when it is heated.
- nozzles 80 and 81 which are orientable and which allow blowing compressed air downwards, which has the effect of folding the packaging material located over the separate packages on the front and rear edges respectively thereof.
- These nozzles are fixed to the crosspieces 72 and are connected by flexible conduits to a source of compressed air, not shown. Valves 98 are provided between the flexible conduit and each nozzle to open or close the passage.
- a receiving member 82 of intermediate elements is arranged in an opening 83 made in the path 1.
- This receiving member 82 is formed by two parallel branches 113, one connected to the other by forming a U-shaped part, the free ends of which are oriented in the direction of the pushing member 3.
- the receiving member 82 is arranged in the opening 83 so that the plane formed by the upper edges of its branches 113 ( Figure 1) is located exactly in the plane of the path 1.
- the longitudinal groove 55 mentioned above, opens, by its end opposite to the thrust member, in the opening 83.
- the branches 113 of the receiving member 82 are arranged so as to be able to receive between them the projection 38 of the intermediate element, the lateral projections 39 and 40 passing under these branches 113 when the projection slides between them.
- the receiving member 82 is connected to a jack 84 fixed on a fixed support below the path 1 which is capable of lowering the receiving member 82 by driving the intermediate element 29 received, thanks to the presence lateral projections 39 and 40, and to raise the receiving member 82 alone.
- an endless chain 101 capable of engaging before the rack 41 of each intermediate element 29 which arrives at low position of the receiving member and to drive this intermediate element 29 in the direction of the introducing member 28 on which it slides.
- This endless chain 101 is driven using an independent motor, not shown.
- a detection device of the photoelectric cell type, makes it possible to detect the number of passes of packets of labels between their position where they are supplied to the pushing member 3 and their position at the end of the travel of the push button of the pushing member 3.
- This cell is connected to a counter which signals the number of packets passed to the control unit.
- the control unit causes the thrust member 3 to stop, after returning to its initial position, the supply of 'a new package to the pushing member 3 and the stopping of the supply, as well as the simultaneous descent of the jacks 16 and 22 of the separating member 13, from the position they occupy in Figure 1 .
- a detection device for example a limit switch, signals to the control unit that the holding elements 14 and spacer 15 are in the low position.
- the control unit then triggers the descent of the jack 30 which supports the introduction member 28 as well as a first movement of the jacks 27, 27 'in the direction of the arrow F which drives the movable support 23 forward , and therefore the spacer which pushes the labels separate from column 2 in front of it and discovers the packaging material 7.
- a detection device for example a switch, signals to the control unit that the spacer 15 has reached a distance from the cutting plane of the knife 46 equal to the distance between this plane and the holding element 14 (see the position of the element 15 illustrated in dotted lines in FIG. 3).
- the control unit then stops the jacks 27 and 27 '.
- the column 2 has entrained, between it and the path 1, the packaging material 7, for example a sheet of plastic material, fed through the feed slot 6. This material is then folded down along the lateral faces of the column 2 between the flanges 50 and 51 provided at the entrance to the separation device 8.
- the packaging material 7 for example a sheet of plastic material
- the control unit triggers the return passage of the knife 46 through the slot 49.
- the knife cuts the packaging sheet 7
- the knife 46 has been previously adjusted in the slot 49, so that the distance between its cutting plane and the front edge 35 of the column 2 and the rear edge of the separate packet 9, respectively, is sufficient for the cut edges to overlap. all of these fronts.
- the control unit After detection of the return of the knife 46 to its initial position, for example using a switch, the control unit again drives the cylinders 27 and 27 ′ forward towards their position of limit switch (see position of element 15 illustrated in solid lines in Figure 3), the packaging material cut and located between the separate package 9 and the path 1 is simultaneously driven during this forward movement .
- the ascent of the jack 30 which then supports not only the insertion member 28 but also an intermediate element 29 is controlled as soon as a detector, for example of end of travel, signals the end of the second forward movement of the cylinders 27 and 27 '.
- a detection device for example a limit switch, signals that the actuator 30 is in the high position and therefore that the intermediate element 29 has passed through the opening 37 to fill the gap between the element of holding 14 and the spacer 15.
- the flange 32 of the intermediate element 29 is slightly folded towards the flange 34 under the pressure of the label column and the holding element, this which facilitated the introduction of the intermediate element 29 (see Figure 3), the flange 32 being straightened at the end of the ascent movement.
- the flanges 32 and 33 have during this ascent folded the cut edges of the packaging material against the front front 35 of the column 2 and the rear front of the separate package 9, the edges 43 and 44 of the flanges 32 and 33 used to fold the packaging material and to keep it trapped between the flange 32 or 33 and the front edge 35 of the column 1 or the rear edge of the separate package 9.
- the control unit then causes the cylinders 16 and 22 to rise in order to raise the holding elements 14 and spacers 15. At this time, the column 2 is held in place between the retaining clips 5 and the flange 32 of the intermediate element 29 and the separate package 9 between the flange 33 and the rear flange of the intermediate element 29 'previously introduced on the path 1.
- the control unit causes, from the signal given by a detector of the limit switch type that the jacks 16 and 22 are in the high position, restarting the thrust member 3 and the power supply.
- the thrust of the thrust member 3 is transmitted not only to the label column 2, but also to the separate packages, via the intermediate element 29.
- the control unit simultaneously causes the stop and the disengaging of the motor 100 which has just brought the mobile carriage 12 in the direction of the separation device 8, during the stopping of the thrust member, the return of the jack 95 to its flat position and therefore the raising of the hook 60 under the action of the spring 96, which allows the attachment of the mobile carriage to the rack 41 of the intermediate element 29 ', and the return of the jacks 27 and 27' to their initial position, which brings the spacer element 15 parallel to the holding element 14. Since under the thrust of the thrust member the intermediate element 29 'drives the movable carriage 12, the intermediate element 29 simultaneously exerts on the label column 2 upstream back pressure which is favorable to obtain a good cutting of cookie cutter labels.
- the separate package surrounded by the packaging sheet then forming a kind of channel passes under the two flanges 112 which fold the packaging sheet over the upper face 71 of the separate package 9.
- the control unit causes the actuators 69 and 70 to be lowered towards the separate package 9 and allows the passage of electric current through the resistor 68, which causes the latter to heat up and allows the welding of the edges of the hot-melt sheet folded over the upper face package when the resistance is in contact with them.
- the heating is interrupted after a predetermined time, but the bar 67 remains compressed against the package 9 until the thrust member 3 stops.
- the control unit triggers the temporary opening of the valves 98 of the nozzles 80 and 81, which allows, by blowing compressed air on the upper part of the flaps, the folding of these respectively against the rear flange of the intermediate element 29 'applied against the front edge of the separate package 9 and the front flange of the intermediate element 29' applied against the rear front of the previously separated package 9 ', as well as the return of the cylinder 77 to the high position, which brings the lever arms 73 and 74 closer together.
- a limit switch type detector signals the stop of the jack 77.
- the free ends of the lever arms 73 and 74 are located opposite openings 78 provided in the flanges 32 and 33 of the intermediate element 29 '.
- the control unit causes the displacement of each of the pushers of the double jacks 79 in the direction of the pushing member and respectively in the reverse direction, and allows the passage of electric current through the resistors 97.
- the double jacks 79 however remain in the compression position until the operating cycle of the thrust member stops.
- the control unit causes, in addition to the operations already described above, the return of the jacks 69 and 70 to the high position and therefore the raising of the bar 67, the return of the pushers of the double jacks 79, the return of the jack 77 in the low position and therefore the spacing of the lever arms 73 and 74, the passage of the jack 95 in the low position and therefore the lowering of the hook 60 against the return spring 96, as well as the clutch and the starting of the engine 100.
- the movable carriage 12 attached to the intermediate element 29 accompanies the separate package during a complete operating cycle of the thrust member 3.
- the motor 100 is disengaged and it is in fact the pushing member 3 which allows the carriage 12 to move forward. It is therefore necessary that the folding and welding phases be completed when the pushing member 3 stops.
- the carriage 12 is off the hook and the motor 100 is engaged and triggered so as to actuate the chain 61 in the direction of return of the carriage 12 to its initial position where it must be before the start of the next operating cycle. of the thrust member 3.
- the intermediate element 29 ′ released from the mobile carriage 12, slides at a certain moment between the parallel branches 113 of the receiving member 82.
- the control unit causes the cylinder 84 to return to the low position, which causes the intermediate element 29' to be lowered.
- the flanges of the latter slide down, freeing themselves from the welded flaps which cover them, the weld points sliding in turn in the openings 78 open upwards.
- the intermediate element 29 ′ is immediately driven by the endless chain 101, which at this time is itself driven by a motor, not shown (see FIG. 1).
- the chain 101 drives the intermediate element 29 'to a predetermined distance from the introduction member 28. At this time the aforementioned motor is stopped.
- the control unit causes the jack 84 and consequently the receiving member 82 to go back up.
- the closure devices of the packaging instead of being devices for welding hot-melt material, will then be devices for applying adhesive tapes.
- the feeding of the pushing member can be an automatic feeding or a hand feeding.
- a cookie cutter may or may not be provided.
- the dimensions and shapes of the intermediate element can be modified according to the dimensions and shapes of the labels to be packaged, and the intermediate element can for example have two fixed flanges relative to the spacer.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Basic Packing Technique (AREA)
- Labeling Devices (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Packaging Of Special Articles (AREA)
Description
La présente invention est relative à un dispositif d'empaquetage d'éléments lamellaires, en particulier d'étiquettes, comprenant une voie de cheminement fixe sur laquelle des éléments lamellaires sont alimentés de manière discontinue et poussés en colonne continue, sur leur tranche, par un organe de poussée à action discontinue, des moyens de guidage de la colonne d'éléments lamellaires poussée, des moyens de retenue des éléments lamellaires pour retenir la colonne d'éléments lamellaires lorsque l'organe de poussée n'exerce pas d'action, un dispositif de séparation comprenant un organe séparateur capable de pénétrer entre deux éléments lamellaires de la colonne, à l'arrêt de l'organe de poussée, et des moyens d'emballage des paquets séparés par l'organe séparateur comprenant un dispositif d'alimentation en un matériau d'emballage, un dispositif de coupe de ce matériau et des moyens d'application de ce matériau sur les paquets séparés, ainsi qu'éventuellement un dispositif de découpage des éléments lamellaires agencé entre l'organe de poussée et le dispositif de séparation.The present invention relates to a device for packaging lamellar elements, in particular labels, comprising a fixed pathway on which lamellar elements are fed discontinuously and pushed in a continuous column, on their edge, by a thrust member with discontinuous action, means for guiding the column of lamellar elements pushed, means for retaining the lamellar elements to retain the column of lamellar elements when the thrust member does not exert an action, a separation device comprising a separating member capable of penetrating between two lamellar elements of the column, at the stop of the pushing member, and means for packaging the packages separated by the separating member comprising a device for supplying a packaging material, a device for cutting this material and means for applying this material to the separate packs, as well as possibly a cutting device lamellar elements arranged between the thrust member and the separation device.
La présente invention est également relative à un procédé d'empaquetage d'éléments lamellaires, en particulier d'étiquettes, comprenant l'alimentation discontinue d'éléments lamellaires sur leur tranche à une voie d'alimentation, la poussée discontinue de ces éléments lamellaires sur cette voie avec formation d'une colonne continue d'éléments lamellaires, un éventuel découpage des éléments lamellaires en colonne ayant alors lieu, la séparation de paquets d'éléments lamellaires à partir de la colonne par l'introduction, à chaque arrêt de la poussée discontinue, d'un organe séparateur entre deux éléments lamellaires, l'alimentation en un matériau d'emballage, la coupe de ce matériau et l'application du matériau coupé sur les paquets séparés, de manière à maintenir les éléments lamellaires de chaque paquet assemblés.The present invention also relates to a method of packaging lamellar elements, in particular labels, comprising the discontinuous supply of lamellar elements on their edge to a feed path, the discontinuous pushing of these lamellar elements on this path with formation of a continuous column of lamellar elements, a possible cutting of the lamellar elements into a column then taking place, the separation of bundles of lamellar elements from the column by the introduction, at each stop of the thrust discontinuous, of a separating member between two lamellar elements, the supply of a packaging material, the cutting of this material and the application of the cut material on the separate packages, so as to maintain the lamellar elements of each package assembled .
On connaît actuellement des dispositifs d'empaquetage d'étiquettes dans lesquels, à la sortie d'un emporte-pièce au travers duquel les étiquettes sont passées pour être découpées suivant leur forme définitive sous l'action du poussoir d'un vérin hydraulique, les étiquettes sont recueillies manuellement et entourées d'un ruban en matière élastique pour les maintenir ensemble ou placées dans une barquette en carton. Ces dispositifs présentent l'inconvénient d'une manipulation manuelle, ce qui élève fortement le coût de l'empaquetage des étiquettes, ainsi que le danger, lorsque la personne de service s'empare d'un paquet d'étiquettes contenant par exemple 1000 étiquettes, qu'une partie des étiquettes tombe ou que les étiquettes soient disposées en tête- bêche.Currently known devices for packaging labels in which, at the outlet of a cookie cutter through which the labels are passed to be cut according to their final shape under the action of the pusher of a hydraulic cylinder, the labels are collected manually and surrounded by a ribbon of elastic material to hold them together or placed in a cardboard tray. These devices have the disadvantage of manual handling, which greatly increases the cost of packaging the labels, as well as the danger, when the service person takes a package of labels containing for example 1000 labels. , that part of the labels fall or that the labels are arranged upside down.
On connaît un dispositif tel que décrit au préambule (DE-U-1.835.773) dans lequel la colonne d'étiquettes est poussée au travers d'une bande adhésive disposée perpendiculairement à la direction d'avancement des paquets d'étiquettes. Un instrument de soudage scelle chaque bande après son enroulement autour d'un paquet.A device is known as described in the preamble (DE-U-1,835,773) in which the column of labels is pushed through an adhesive strip arranged perpendicular to the direction of advancement of the label packs. A welding instrument seals each strip after it has been wrapped around a bundle.
Ce dispositif présente l'inconvénient que le matériau d'emballage utilisé est une bande adhésive. Il en résulte nécessairement un transfert de la gomme adhésive sur la tranche des étiquettes et, au cours de la phase suivante du traitement, à savoir l'encollage des étiquettes sur le récipient, bouteille ou autre, la palette d'encollage entraîne plusieurs étiquettes à la fois. Dans le cas de paquets très grands par exemple de 1000 étiquettes et bien que la bande soit adhésive, elle ne maintient pas suffisamment les étiquettes ensemble. Enfin de graves problèmes se posent dès le moment où les étiquettes ont une forme autre que rectangulaire. En effet, les étiquettes peuvent recevoir des formes partiellement à totalement arrondies, triangulaires ou en secteur de couronne et dans ce cas la bande d'emballage ne permet plus un empaquetage satisfaisant.This device has the disadvantage that the packaging material used is an adhesive strip. This necessarily results in a transfer of the adhesive gum onto the edge of the labels and, during the next phase of treatment, namely the gluing of the labels to the container, bottle or other, the gluing palette causes several labels to be applied. that time. In the case of very large packages, for example 1000 labels, and although the tape is adhesive, it does not hold the labels sufficiently together. Finally, serious problems arise from the moment when the labels have a shape other than rectangular. Indeed, the labels can receive partially to completely rounded, triangular or crown sector shapes and in this case the packaging strip no longer allows satisfactory packaging.
On connaît également des dispositifs d'empaquetage, appelés dispositifs de banderollage (US-A-4.074.508), dans lesquels des paquets d'étiquettes en ligne sont avancés vers un ruban en matière thermofusible de largeur nettement inférieure à celle des étiquettes, disposé perpendiculairement à la direction d'avancement des paquets d'étiquettes. Un instrument de soudage scelle chaque ruban après son enroulement autour d'un paquet. Ce dispositif présente l'inconvénient qu'il n'est applicable que pour des étiquettes qui n'ont pas dû passer à l'emporte-pièce, donc de forme rectangulaire, et cela pour les mêmes raisons que celles indiquées pour le dispositif précédent. D'autre part, on peut difficilement envisager avec ce dispositif la réalisation de paquets solides comprenant par exemple 5000 étiquettes à la fois.There are also known packaging devices, called wrapping devices (US-A-4,074,508), in which packets of labels in line are advanced towards a ribbon of hot-melt material of width much less than that of the labels, arranged perpendicular to the direction of advancement of the label packs. A welding instrument seals each tape after it is wrapped around a package. This device has the disadvantage that it is only applicable for labels which have not had to pass through the punch, therefore of rectangular shape, and this for the same reasons as those indicated for the previous device. On the other hand, it is difficult to envisage with this device the production of solid packages comprising for example 5000 labels at a time.
On connaît également un dispositif d'empaquetage mis en vente par la firme Blumer Maschinenbau qui comprend un dispositif, dans lequel la voie de cheminement sur laquelle les étiquettes sont alimentées est orientée suivant un plan incliné vers le haut, les étiquettes étant alimentées en paquets par exemple de 1000 avec un carton intercalaire avant le passage au travers de l'emporte-pièce qui fournit les étiquettes découpées à une rigole également orientée vers le haut. Au sommet de celle-ci, un dispositif chasse les cartons intercalaires de la colonne d'étiquettes en logeant à leur place une palette qui fait avancer chaque paquet d'étiquettes dans des godets circulant sur une chaîne sans fin. Les étiquettes sont assemblées dans un dispositif qui répand sur les tranches supérieures des étiquettes un filet de matière adhésive.There is also known a packaging device sold by the company Blumer Maschinenbau which comprises a device, in which the path on which the labels are fed is oriented in an upward inclined plane, the labels being supplied in packs by example of 1000 with a cardboard interlayer before passing through the cookie cutter which provides the cut labels with a channel also oriented upwards. At the top of the latter, a device drives out the intermediate cartons from the column of labels by accommodating in their place a pallet which advances each packet of labels in buckets circulating on an endless chain. The labels are assembled in a device which spreads over the upper edges of the labels a net of adhesive material.
L'inconvénient de ce dispositif réside dans le fait que les étiquettes ne sont pas bien maintenues ensemble s'il n'y a pas véritablement transfert de la matière adhésive entre les étiquettes et, dans ce cas, il y a risque de déchirure ou d'entraînement de plusieurs étiquettes à la fois lors de leur utilisation dans les chaînes ultérieures, par exemple lors de l'embouteillage. D'autre part, comme dans tous les autres dispositifs précités, on ne peut empaqueter qu'un nombre limité d'étiquettes, sous peine de voir l'assemblage se désagréger sans difficulté. Enfin l'organe de poussée permet uniquement le passage des étiquettes au travers de l'emporte-pièce et le dispositif a besoin d'un système de transport d'étiquettes indépendant pour la suite des opérations.The disadvantage of this device lies in the fact that the labels are not well held together if there is not really transfer of the adhesive material between the labels and, in this case, there is a risk of tearing or d entrainment of several labels at the same time when they are used in subsequent chains, for example during bottling. On the other hand, as in all the other aforementioned devices, it is only possible to package a limited number of labels, under penalty of seeing the assembly disintegrate without difficulty. Finally, the pushing member only allows the labels to pass through the cookie cutter and the device needs an independent label transport system for the rest of the operations.
On connaît aussi par US-A-3.648.431 un dispositif comprenant un dispositif de séparation d'objets plans à empaqueter qui est formé de deux éléments, qui sont écartés l'un de l'autre une fois qu'ils ont été introduits ensemble entre deux objets plans. Ce dispositif de séparation présente l'inconvénient qu'il ne peut être introduit que dans un intervalle déjà formé préalablement entre les deux objets plans susdits par le dispositif d'alimentation de la chaîne et que le dispositif de séparation est donc indissolublement lié, dans son fonctionnement, à ce dispositif d'alimentation, ce qui ne peut être le cas lorsque le passage d'une colonne continue d'étiquettes au travers d'un emporte-pièce est nécessaire et que la séparation doit être effectuée à la suite de ce dispositif de découpage. L'écartement des deux éléments du dispositif de séparation suivant le brevet précité est réalisé par l'entraînement d'un de ces éléments par la bande transporteuse des étiquettes, cet agencement à nouveau ne pouvant être passé au travers d'un emporte-pièce.Also known from US-A-3,648,431 is a device comprising a device for separating planar objects to be packaged which is formed of two elements, which are separated from each other once they have been introduced together between two planar objects. This separation device has the drawback that it can only be introduced into a gap already formed beforehand between the two above-mentioned flat objects by the chain supply device and that the separation device is therefore indissolubly linked, in its operation, to this feed device, which cannot be the case when the passage of a continuous column of labels through a punch is necessary and the separation must be carried out following this device cutting. The separation of the two elements of the separation device according to the aforementioned patent is achieved by driving one of these elements by the label conveyor belt, this arrangement again being unable to be passed through a cookie cutter.
On connaît enfin un dispositif d'emballage, décrit dans US-A-3.016.667 et qui comprend un dispositif de déroulage de film thermoplastique, un dispositif de façonnage d'un tube à partir de ce film, une unité de scellage du tube formé, un mécanisme de commande et de dépôt périodiques d'articles dans ce tube, des moyens d'avancement du tube contenant les articles à emballer et un dispositif cyclique de découpage et de scellage transversal du tube rempli. Selon ce dispositif, les articles à emballer sont transportés sur une voie sans moyens de guidage latéraux et ils peuvent traverser l'ouverture existant entre la voie et une plaque qui est destinée à la mise sous tension du film en matière thermoplastique par un rouleau sous-jacent. Cette disposition est impossible à appliquer pour une colonne d'étiquettes qui se disperseraient immédiatement. L'agencement de ce dispositif est en fait conçu pour permettre l'introduction de la matière à emballer dans un tube d'emballage préfaçonné qu'il n'y a plus ensuite qu'à souder à son extrémité d'introduction ouverte. Le dispositif de séparation utilisé sert uniquement à arrêter temporairement l'arrivée de la matière à emballer.Finally, a packaging device is known, described in US-A-3,016,667 and which comprises a device for unwinding a thermoplastic film, a device for shaping a tube from this film, a unit for sealing the tube formed. , a mechanism for periodically ordering and depositing articles in this tube, means for advancing the tube containing the articles to be packaged and a cyclic device for cutting and transverse sealing of the filled tube. According to this device, the articles to be packaged are transported on a track without lateral guide means and they can pass through the opening existing between the track and a plate which is intended for tensioning the film of thermoplastic material by an under-roll. jacent. This provision is impossible to apply for a column of labels which would disperse immediately. The arrangement of this device is in fact designed to allow the introduction of the material to be packaged into a prefabricated packaging tube, which then remains only to be welded at its open insertion end. The separation device used only serves to temporarily stop the arrival of the material to be packaged.
La présente invention a pour but la réalisation d'un dispositif d'empaquetage d'éléments lamellaires, en particulier d'étiquettes, qui soit susceptible de fonctionner de manière automatique depuis l'alimentation de l'organe de poussée jusqu'à la formation de paquets d'éléments lamellaires totalement enveloppés par la matière d'emballage et qui ne présente pas les inconvénients des dispositifs décrits ci-dessus, ainsi que la mise au point d'un procédé d'empaquetage automatique permettant un emballage total des paquets d'éléments lamellaires.The object of the present invention is to provide a device for packaging lamellar elements, in particular labels, which is capable of operating automatically from the supply of the pushing member until the formation of packages of lamellar elements totally enveloped by the packaging material and which does not have the drawbacks of the devices described above, as well as the development of an automatic packaging process allowing total packaging of the packages of elements lamellar.
Suivant la présente invention, le dispositif d'empaquetage d'éléments lamellaires comprend une fente prévue dans la voie de cheminement entre l'éventuel dispositif de découpage et le dispositif de séparation des paquets d'éléments lamellaires, au travers de laquelle est alimentée une feuille continue de matière d'emballage entre la colonne d'étiquettes et la voie de cheminement, l'organe séparateur du dispositif de séparation comprenant un élément de maintien des éléments lamellaires en amont du dispositif de séparation et un élément d'écartement moteur capable de pousser les éléments lamellaires du côté aval de manière à former un intervalle entre le éléments lamellaires du côté amont et ceux du côté aval et à découvrir simultanément la feuille de matière d'emballage, le dispositif de coupe de la matière d'emballage étant agencé de manière à pouvoir couper la feuille dans l'intervalle formé, un organe d'introduction d'un élément intercalaire dans l'intervalle formé au travers d'une ouverture pratiquée dans la voie de cheminement, cet élément intercalaire ayant une forme générale de U dont les deux flasques latéraux sont situés à une distance mutuelle égale à celle de l'intervalle formé, et servent de moyens de rabattement vers le haut des bords coupés de la matière d'emballage sur le front avant de la colonne d'éléments lamellaires et sur le front arrière du dernier paquet d'éléments lamellaires séparé ainsi que de moyens d'emprisonnement de ces bords coupés pendant l'avancement de la colonne, et des moyens de rabattement de la feuille de matière d'emballage sur la totalité des faces des paquets formés, ainsi que des moyens de fermeture des paquets emballés.According to the present invention, the device for packaging lamellar elements comprises a slot provided in the pathway between the possible cutting device and the device for separating the packages of lamellar elements, through which a sheet is fed. continuous packaging material between the label column and the path, the separator of the separation device comprising a element for holding the lamellar elements upstream of the separation device and a motor spacer capable of pushing the lamellar elements on the downstream side so as to form a gap between the lamellar elements on the upstream side and those on the downstream side and simultaneously discovering the sheet of packaging material, the device for cutting the packaging material being arranged so being able to cut the sheet in the interval formed, a member for introducing an intermediate element in the interval formed through one or groove formed in the path, this intermediate element having a general shape of U whose two lateral flanges are located at a mutual distance equal to that of the gap formed, and serve as means for folding up the cut edges of the packaging material on the front front of the column of lamellar elements and on the rear front of the last separate bundle of lamellar elements as well as means for trapping these cut edges during advancement of the column, and means for folding the sheet of packaging material over all of the faces of the packages formed, as well as means for closing the packaged packages.
Suivant une forme de réalisation de l'invention, les deux flasques de chaque élément intercalaire sont reliés l'un à l'autre à leur extrémité inférieure par un élément d'entretoise pourvu, dans sa partie inférieure, d'une saillie vers le bas capable de coulisser dans une rainure longitudinale parallèle à l'axe de déplacement des étiquettes, prévue dans la voie de cheminement en aval de l'ouverture précitée. Les flasques de l'élément intercalaire présentent des rebords faisant saillie vers l'extérieur le long de la base de chacun de ces flasques en direction respectivement de l'organe de poussée et de l'extrémité opposée de la voie de cheminement, ces rebords permettant de plier et d'emprisonner les rabats formés de manière appropriée contre les fronts respectifs. La face orientée vers le bas de la saillie susdite de l'élément d'entretoise de l'élément intercalaire est pourvue d'une crémaillère destinée à l'accrochage de moyens de rabattement et de fermeture. Les flasques de l'élément intercalaire présentent des ajours, ouverts vers l'extrémité supérieure des flasques.According to one embodiment of the invention, the two flanges of each intermediate element are connected to each other at their lower end by a spacer element provided, in its lower part, with a downward projection capable of sliding in a longitudinal groove parallel to the axis of movement of the labels, provided in the path downstream of the aforementioned opening. The flanges of the intermediate element have edges projecting outwards along the base of each of these flanges in the direction of the pushing member and of the opposite end of the path respectively, these flanges making it possible to fold and trap the flaps suitably formed against the respective fronts. The downward facing face of the aforementioned projection of the spacer element of the intermediate element is provided with a rack intended for the attachment of folding and closing means. The flanges of the intermediate element have openings, open towards the upper end of the flanges.
Suivant une forme avantageuse de réalisation de l'invention, l'élément de maintien de l'organe séparateur est une lame de couteau qui est agencée parallèlement aux étiquettes, et qui est reliée à un moyen d'actionnement fixé sur un support stationnaire de manière à pouvoir coulisser, sous l'action de ce moyen d'actionnement, entre une position haute située au-dessus de la colonne d'éléments lamellaires et une position basse entre deux éléments lamellaires. L'élément d'écartement de l'organe séparateur consiste en une double lame de couteau, dont les lames sont espacées de manière à pouvoir se disposer exactement de part et d'autre de l'élément de maintien, parallélement aux éléments lamellaires, la larguer totale de l'élément de maintien et de l'élément d'écartement étant inférieure à la longueur des éléments lamellaires, et qui est reliée à un moyen d'actionnement, fixé sur un support mobile, de manière à pouvoir coulisser entre une position haute située au-dessus de la colonne d'éléments lamellaires et une position basse où les lames sont situées à proximité de la voie de cheminement, le support mobile étant lui-même relié à au moins un moyen d'actionnement fixé sur un support stationnaire de manière à pouvoir coulisser dans le sens de déplacement des éléments lamellaires et inversement, entre une position où l'élément de maintien et l'élément d'écartement sont ensemble et au moins une position où l'élément d'écartement est écarté de l'élément de maintien.According to an advantageous embodiment of the invention, the holding element of the separating member is a knife blade which is arranged parallel to the labels, and which is connected to an actuating means fixed on a stationary support so to be able to slide, under the action of this actuating means, between a high position located above the column of lamellar elements and a low position between two lamellar elements. The spacer of the separating member consists of a double knife blade, the blades of which are spaced so as to be able to be placed exactly on either side of the holding element, parallel to the lamellar elements, the total release of the holding element and of the spacer element being less than the length of the lamellar elements, and which is connected to an actuating means, fixed on a mobile support, so as to be able to slide between a position high located above the column of lamellar elements and a low position where the blades are located near the path, the movable support itself being connected to at least one actuating means fixed on a stationary support so as to be able to slide in the direction of movement of the lamellar elements and vice versa, between a position where the holding element and the spacer element are together and at least one position where the spacer element is separated from the holding element.
Suivant une forme perfectionnée de réalisation de l'invention, l'organe d'introduction d'un élément intercalaire est formé de deux branches parallèles, reliées l'une à l'autre en formant une pièce en U, ces branches ayant leurs extrémités libres orientées du côté opposé à celui de l'organe de poussée et étant agencées pour supporter un élément intercalaire introduit sur ces branches, et il est relié à un moyen d'actionnement fixé sur un support stationnaire, de mainière à pouvoir coulisser vers le haut et vers le bas par rapport au support, tout en maintenant ses branches parallèles au plan de la voie de cheminement, entre une position basse située en dessous de la voie de cheminement et une position haute située dans le plan de la voie de cheminement.According to an improved embodiment of the invention, the insertion member of an intermediate element is formed by two parallel branches, connected to each other by forming a U-shaped part, these branches having their free ends oriented on the side opposite to that of the thrust member and being arranged to support an intermediate element introduced on these branches, and it is connected to an actuating means fixed on a stationary support, so as to be able to slide upwards and down relative to the support, while keeping its branches parallel to the plane of the path, between a low position located below the path and a high position located in the plane of the path.
Suivant une forme de réalisation avantageuse de l'invention, les moyens de rabattement du matériau d'emballage situé par- dessus les paquets d'étiquettes, d'une part, sur le front avant du paquet d'éléments lamellaires séparé et, d'autre part, sur le front arrière du paquet précédemment séparé, les moyens de rabattement du matériau d'emballage situé parallèlement aux faces latérales des paquets d'éléments lamellaires contre ces mêmes fronts ainsi que les moyens de fermeture des paquets enveloppés sont agencés sur un chariot mobile, muni de galets capables de rouler sur des voies de roulement agencées de part de d'autre de la voie de cheminement, en aval du dispositif de séparation, le chariot étant agencé de manière à pouvoir être attelé à l'élément intercalaire situé entre le paquet séparé et le paquet précédemment séparé pendant le cycle de fonctionnement de l'organe de poussée.According to an advantageous embodiment of the invention, the means for folding the packaging material situated over the label packs, on the one hand, on the front edge of the separate pack of lamellar elements and, on the other hand, on the rear front of the previously separated package, the means for folding the packaging material located parallel to the lateral faces of the packages of lamellar elements against these same fronts as well as the means for closing the wrapped packages are arranged on a carriage mobile, provided with rollers capable of rolling on rolling tracks arranged on either side of the path, downstream of the separation device, the carriage being arranged so as to be able to be coupled to the intermediate element situated between the separate package and the previously separated package during the operating cycle of the pushing member.
Suivant une forme de réalisation préférée de l'invention, les moyens de rabattement du matériau d'emballage situé parallèlement aux faces latérales des paquets d'étiquettes contre respectivement le front avant du paquet séparé et le front arrière du paquet précédemment séparé comprennent des bras de levier fixés à pivotement sur une traverse du chariot mobile, les extrémités libres de ces bras de levier étant dans une de leur position situées de part et d'autre de l'intervalle entre le paquet séparé et le paquet précédement séparé et dans l'autre de leur position rapprochées en face des fronts susdits dans l'intervalle formé par l'élément intercalaire, ces extrémités libres supportant chacune un double vérin dont l'un des poussoirs est capable de se déplacer en direction de l'organe de poussée et l'autre en sens inverse, de manière à rabattre les rabats latéraux sur les fronts susdits, en couvrant simultanément les flasques de l'élément intercalaire, ainsi qu'un vérin, fixé sur une traverse du chariot mobile et relié de manière articulée aux bras de levier, qui en position basse maintient les bras de levier écartés et en position haute les maintient rapprochés.According to a preferred embodiment of the invention, the means for folding the packaging material situated parallel to the lateral faces of the label packs against respectively the front edge of the separated pack and the rear edge of the previously separated pack include lever pivotally attached to a cross member of the mobile carriage, the free ends of these lever arms being in one of their positions situated on either side of the gap between the separate package and the previously separated package and in the other from their close position opposite the aforementioned fronts in the interval formed by the intermediate element, these free ends each supporting a double jack, one of the pushers of which is capable of moving in the direction of the pushing member and the other in the opposite direction, so as to fold down the lateral flaps on the aforementioned fronts, simultaneously covering the flanges of the intermediate element, as well as a jack, fixed on a tra pours from the movable carriage and connected in an articulated manner to the lever arms, which in the low position keeps the lever arms apart and in the high position keeps them close together.
Suivant l'invention, il est prévu un procédé tel que décrit au préambule, caracterise en ce que, l'alimentation en un matériau d'emballage étant effectuée avant la séparation, entre les colonne d'éléments lamellaires et la voie de cheminement, le procédé comprend en outre l'écartement du paquet séparé à partir de la colonne d'éléments lamellaires à l'arrêt, dans le même sens de déplacement que celui obtenu par la poussée, avec formation entre le paquet séparé, écarté, et la colonne d'éléments lamellaires d'un intervalle où le matériau d'emballage est découvert, la coupe de ce matériau ayant lieu à ce moment au milieu de cet intervalle, l'introduction par le bas, dans cet intervalle, d'un élément intercalaire capable de maintenir l'intervalle formé pendant la poussée appliquée ultérieurement à la colonne d'éléments lamellaires, après le retrait de l'organe séparateur, et de transmettre cette poussée au paquet séparé, le rabattement vers le haut du matériau d'emballage coupé contre le front avant de la colonne et le front arrière du paquet séparé par l'élément intercalaire au cours de son introduction, et le rabattement du matériau d'emballage sur toutes les autres faces du paquet séparé ainsi que le fermeture du paquet totalement enveloppé.According to the invention, there is provided a method as described in the preamble, characterized in that, the supply of packaging material being carried out before the separation, between the column of lamellar elements and the path, the method further comprises spacing the separated package from the column of lamellar elements stationary, in the same direction of movement as that obtained by the thrust, with formation between the separated package, separated, and the column d lamellar elements of an interval where the packaging material is exposed, the cutting of this material taking place at this time in the middle of this interval, the introduction from below, in this interval, of an intermediate element capable of maintain the interval formed during the thrust subsequently applied to the column of lamellar elements, after the removal of the separating member, and to transmit this thrust to the separate package, the upward folding of the packaging material cut against the front front of the column and the rear front of the package separated by the intermediate element during its introduction, and the folding of the packaging material on all the other faces of the separate package as well as the closure of the fully wrapped package.
D'autres détails et particularités ressortiront de la description donnée ci-après à titre non limitatif, avec référence aux dessins annexés.Other details and particularities will emerge from the description given below without implied limitation, with reference to the attached drawings.
La figure 1 représente une vue d'ensemble en perspective d'un dispositif d'empaquetage d'étiquettes suivant l'invention, comprenant un emporte-pièce.FIG. 1 represents an overall perspective view of a device for packaging labels according to the invention, comprising a cookie cutter.
La figure 2 représente une vue de dessus du dispositif de séparation, l'élément intercalaire étant alors introduit dans l'intervalle formé entre l'élément de maintien et l'élément d'écartement.FIG. 2 represents a top view of the separation device, the intermediate element then being introduced into the gap formed between the holding element and the spacer element.
La figure 3 représente une vue en coupe du dispositif de séparation, suivant la ligne III-III de la figure 2, l'organe d'introduction et l'élément intercalaire étant représentés en élévation, pendant l'introduction de l'élément intercalaire dans l'intervalle formé.3 shows a sectional view of the separation device, along the line III-III of Figure 2, the introduction member and the intermediate element being shown in elevation, during the introduction of the intermediate element in the interval formed.
Les étiquettes n'ont pas été représentées sur les figures 2 et 3 pour des raisons de simplification des dessins.The labels have not been shown in FIGS. 2 and 3 for reasons of simplification of the drawings.
La figure 4 représente une vue en coupe du dispositif de séparation, suivant la ligne IV-IV de la figure 2, l'élément intercalaire étant dans la position illustrée sur la figure 3.FIG. 4 represents a sectional view of the separation device, along the line IV-IV of FIG. 2, the intermediate element being in the position illustrated in FIG. 3.
La figure 5 représente une vue partiellement en coupe et partiellement de profil du chariot mobile de support, suivant la ligne V-V de la figure 6.FIG. 5 represents a view partially in section and partially in profile of the mobile support carriage, along the line V-V of FIG. 6.
La figure 6 représente une vue en coupe, suivant la ligne VI-VI de la figure 5.FIG. 6 represents a sectional view, along line VI-VI of FIG. 5.
Ainsi qu'il ressort de la figure 1, le dispositif d'empaquetage d'étiquettes suivant l'invention comprend une voie de cheminement fixe 1 sur laquelle des étiquettes 2 sont alimentées de manière discontinue, sur leur tranche, un organe de poussée 3 des étiquettes sous la forme du poussoir d'un vérin, par exemple hydraulique, à action discontinue, qui agit perpendiculairement au plan des étiquettes, un emporte-pièce 4,'muni du côté entrée de pinces de retenue 5 pour retenir les étiquettes lorsque l'organe de poussée n'exerce pas d'action, une fente d'alimentation 6 en un matériau d'emballage 7, prévue dans la voie de cheminement 1 entre l'emporte-pièce 4 et le dispositif de séparation 8, un dispositif de séparation des étiquettes 8 qui est agencé de manière à former, à partir de la colonne d'étiquettes 2 des paquets d'étiquettes 9, 9', qui continuent à être déplacés jusqu'à la fin de la voie de cheminement 1, sous l'action de l'organe de poussée 3, tout en étant séparés les uns des autres, un dispositif de coupe 11 du matériau d'emballage 7 et un chariot mobile 12 sur lequel sont fixés des moyens d'emballage des étiquettes et des moyens de fermeture de l'emballage formé. La voie de cheminement 1 des étiquettes est agencée de manière que la force rectiligne développée par le poussoir de l'organe de poussée 3 s'exerce sur les étiquettes d'un bout à l'autre du dispositif d'emballage suivant l'invention.As is apparent from FIG. 1, the device for packaging labels according to the invention comprises a
Il ressort des figures 2 à 4 que le dispositif de séparation d'étiquettes 8 comprend un organe séparateur 13 capable de pénétrer entre deux étiquettes de la colonne d'étiquettes 2, à l'arrêt de l'organe de poussée 3. Cet organe séparateur 13 comprend un élément 14 capable de maintenir en position les étiquettes en amont du dispositif de séparation 8, pendant l'arrêt de l'organe de poussée 3, élément 14 qu'on appellera dans la suite élément de maintien, et un élément 1 capable d'écarter, dans le sens de déplacement des étiquettes illustré par la fléche F, les étiquettes situées en aval de l'élément de maintien 14, lorsque ce dernier est en position de pénétration dans la rangée d'étiquettes (ainsi qu'il est illustré sur la figure 4), élément 15 qu'on appellera dans la suite élément d'écartement. En s'écartant de l'élément de maintien 14, l'élément d'écartement 15 forme un intervalle entre les étiquettes du côté amont et celles du côté aval de l'élément de maintien 14 (voir figure 3) et découvre le matériau d'emballage 7 situé entre la colonne d'étiquettes 2 et la voie de cheminement 1.It appears from FIGS. 2 to 4 that the
L'élément de maintien 14 est, dans la forme de réalisation illustrée, une lame de couteau agencée parallèlement aux étiquettes, au-dessus de celles-ci, la largeur de cette lame étant sensiblement inférieure à la longueur des étiquettes et l'épaisseur de la lame s'effilant vers le bas. Cette lame 14 est reliée à un vérin 16, par exemple hydraulique, qui est fixé sur un support fixe 17, ce vérin étant capable de faire coulisser la lame 14 du haut vers le bas et inversement, sa partie effilée orientée vers le bas.The
L'élément d'écartement 15 de l'organe séparateur 13 est constitué d'une double lame de couteau, dont les lames 18 et 19 sont espacées de manière à pouvoir se disposer exactement de part et d'autre de la lame de l'élément de maintien 14, parallèlement aux étiquettes. La somme de la largeur de la lame de l'élément de maintien 14 et des largeurs des lames 18 et 19 est inférieure à la longueur des étiquettes. Les lames 18 et 19 sont reliées à un vérin 22, par exemple hydraulique, fixeé sur un support mobile 23, ce vérin étant capable de faire coulisser les lames 18 et 19 du haut vers le bas et inversement. Le support mobile 23 est monté à coulissement sur deux guides 24 et 25 fixés entre, d'une part, le support fixe 17 et un support fixe 26 analogue, situé en aval. Deux vérins 27 et 27', par exemple hydrauliques, fixés sur les supports fixes 17 et 26 sont capables d'entraîner le support mobile 23, et par conséquent la double lame 18 et 19 dans le sens du déplacement des étiquettes et inversement.The
Le dispositif de séparation d'étiquettes 8 comprend en outre un organe d'introduction 28 d'élément intercalaire 29 dans l'intervalle formé entre la lame 14 en position basse et les lames 18 et 19 en position basse et écartée dans le sens de déplacement des étiquettes. Cer organe d'introduction 28 est situé en dessous de la voie de cheminement 1 et il comprend deux branches parallèles 10, reliées l'une à l'autre en forme d'une pièce en U, ces branches 10 ayant leurs extrémités libres orientées du côté opposé à celui de l'organe de poussée 3. Cet organe d'introduction 28 est relié à un vérin 30 fixé sur un support fixe et capable, en coulissant le long d'un guide 31, d'entraîner l'organe d'introduction 28 du haut vers le bas et inversement. En position haute, l'organe d'introduction 28 est amené au travers d'une ouverture 37 dans la voie de cheminement 1 de manière que le plan formé par les bords supérieurs des branches 10 de la pièce en U soient exactement dans le plan de la voie de cheminement 1.The
L'élément intercalaire 29 est agencé en forme de U de manière à pouvoir, lorsqu'il sera introduit dans l'intervalle entre la lame 14 et la double lame 18, 19, maintenir l'intervalle formé lors du retrait vers le haut de ces lames et transmettre le mouvement de poussée de l'organe de poussée 3 aux paquets d'étiquettes séparés 9,9'. Chaque élément intercalaire 29 comprend deux flasques 32 et 33, reliés l'un à l'autre par une entretoise 34, l'un des flasques 32 étant destiné à s'appuyer contre le front avant 35 de la colonne 2 d'étiquettes du côté amont du dispositif de séparation 8 et l'autre de ces flasques 33 contre le front arrière du paquet d'étiquettes séparé 9. L'entretoise 34 est pourvue dans sa partie inférieure d'une saillie vers le bas 38 capable de coulisser entre les branches 10 de l'organe d'introduction 28. Cette saillie présente du côté de son extrémité libre des saillies latérales 39 et 40 qui coulissent en dessous des branches 10 de l'organe d'introduction 28. La face de la saillie 38 orientée vers le bas est en outre munie d'une crémaillère 41. Eventuellement un des flasques (dans la forme de réalisation illustrée le flasque 32) est relié à l'entretoise 34 de manière à pouvoir pivoter vers le flasque opposé 33 (voir figure 3). Un ressort de rappel 42 est prévu pour ramener le flasque 32 dans sa position normale, c'est-à-dire perpendiculairement à l'entretoise 34. Chacun des flasques présente éventuellement à leur base des rebords 43 et 44 faisant saillie vers l'extérieur en direction respectivement de l'organe de poussée 3 et de l'extrémité opposée de la voie de cheminement 1.The
Entre le dispositif de séparation 8 et l'emporte-pièce 4, en dessous de la voie de cheminement 1, est, agencé un dispositif d'alimentation 45 en matériau d'emballage 7, qui comprend des rouleaux de guidage et de mise sous tension du matériau d'emballage, qui font parvenir ce dernier à la fente 6, suivant un sens de déplacement opposé à celui des étiquettes, le matériau d'emballage étant retourné sous la colonne d'étiquettes 2 après son passage au travers de la fente et entraîné par cette colonne au cours de son déplacement.Between the
Le matériau d'emballage est, dans la forme de réalisation décrite, une feuille de matière plastique thermofusible, par exemple de polyéthylène. Elle a une largeur légèrement supérieure au périmètre d'une étiquette.The packaging material is, in the embodiment described, a sheet of hot-melt plastic material, for example polyethylene. It has a width slightly greater than the perimeter of a label.
Entre la fente d'alimentation 6 et le dispositif de séparation 8 sont agencés deux flasques triangulaires parallèles 50 et 51 qui bordent la voie de cheminement 1. Ils sont écartés l'un de l'autre d'une distance approximativement égale à la somme de la longueur d'une étiquette et de deux fois l'épaisseur du matériau d'emballage. L'angle de chacun des flasques, orienté vers la fente, est un angle aigu. Ces flasques triangulaires 50 et 51 servent non seulement au guidage de la colonne d'étiquettes 2, mais aussi au rabattement du matériau d'emballage le long des faces latérales 52 et 53 de cette colonne 2.Between the
Le dispositif de coupe 11 de la feuille d'emballage 7 comprend un couteau 46 agencé de manière à pouvoir couper la feuille dans l'intervalle formé par le dispositif de séparation 8 avant l'introduction de l'élément intercalaire 29. L'intervalle de séparation entre l'élément de maintien 14 en position basse et l'élément d'écartement 15 en position basse et déplacée dans le sens de déplacement des étiquettes doit être suffisant pour que les rabats obtenus après le coupage aient une longueur suffisante pour recouvrir respectivement le front avant 35 de la colonne d'étiquettes en amont du dispositif de séparation et le front arrière du paquet séparé 9. Le couteau 46 est disposé latéralement par rapport à la voie de cheminement 1, avec son arête tranchante 47 orientée face à cette dernière, dans un plan perpendiculaire à l'axe de déplacement des étiquettes. Le couteau 46 est relié à un vérin 48 qui est capable de faire passer le couteau au travers d'une fente 49 prévue dans la voie de cheminement 1 et de ramener le couteau à sa position initiale. La partie opposée à l'arête tranchante du couteau coulisse dans des guides 99 fixés en bordure de la voie de cheminement. Ces guides présentent des ailes latérales 102 dans chacune desquelles une fente allongée, parallèle à la voie de cheminement, est pratiquée. Des vis de serrage 103 permettent la fixation ajustée des guides 99 en bordure de la voie de cheminement. Le déplacement des guides 99 latéralement permet l'ajustement du dispositif de découpage en fonction de la dimension des rabats à découper. Le vérin 48 est suspendu par son poussoir au couteau 46 et par son extrémité opposée aux guides 99. La fente 49 est d'une épaisseur suffisante pour permettre l'ajustage latéral du couteau 46 décrit ci-dessus.The
Les pinces de retenue 5 sont agencées de part et d'autre de la colonne d'étiquettes 2 de manière à pouvoir s'escamoter lorsque les étiquettes sont déplacées sous l'action de l'organe de poussée 3, par pivotement autour d'un axe perpendiculaire au sens de déplacement des étiquettes, des vérins, reliés à un support fixe et aux pinces 5 faisant saillie sur la voie de cheminement, étant agencés de manière à pouvoir rapprocher par pivotement les pinces l'une vers l'autre à une distance mutuelle inférieure à celle permettant le passage des étiquettes dès que l'organe de poussée 3 est en mouvement de retour vers sa position initiale. Ces vérins cessent leur action lorsque l'organe de poussée 3 reprend son mouvement vers l'avant. Le poussoir de l'organe de poussée 3 passe, en position de fin de course, légèrement au-délà des pinces 5 de manière que les étiquettes poussées soient retenues par ces derniers lorsque l'organe de poussée cesse son action, les étiquettes en amont du dispositif de séparation étant alors maintenues en position entre ces pinces 5 et la lame de l'élément de maintien 14.The retaining clips 5 are arranged on either side of the label column 2 so as to be able to retract when the labels are moved under the action of
Une barre de retenue, no représentée, retenant les étiquettes qui sont alimentées à l'organe de poussée en position dressée sur leur tranche maintient les étiquettes dans cette position jusqu'à ce que le poussoir se présente devant les pinces de retenue, la barre de retenue étant alors écartée des étiquettes.A retaining bar, not shown, retaining the labels which are supplied to the pushing member in the upright position on their edge keeps the labels in this position until the pusher comes before the retaining clips, the retaining bar retained is then removed from the labels.
Comme l'emporte-pièce 4 sert à découper d'une manière connue les étiquettes rectangulaires que l'on fait passer au travers, pour que la force de l'organe de poussée développée de manière rectiligne puisse, comme mentionné précédemment, continuer à s'exercer sur les étiquettes d'un bout à l'autre du dispositif d'empaquetage, le plan de la voie de cheminement 1 en aval de l'emporte-pièce 4 est séparé du plan de cette voie en amont de l'emporte-pièce 4 d'une hauteur correspondant à la hauteur de la rognure inférieure effectuée dans l'étiquette rectangulaire d'origine, ces deux plans restant parallèles entre eux. Evidemment, s'il s'agit de l'empaquetage d'étiquettes rectangulaires, il n'y a pas d'emporte-pièce et la voie de cheminement est plane d'un bout à l'autre du dispositif d'empaquetage.As the cookie cutter 4 is used to cut in a known manner the rectangular labels which are passed through, so that the force of the pushing member developed in a rectilinear manner can, as mentioned previously, continue to s '' exercise on the labels from one end to the other of the packaging device, the plane of the
A la sortie du dispositif de séparation 8, la voie de cheminement présente une rainure longitudinale 55, parallèle à l'axe de déplacement des étiquettes, qui débouche du côté de l'organe de poussée 3 dans l'ouverture 37 de la voie de cheminement. Cette rainure 55 a une forme adaptée pour que puisse y coulisser la saillie 38 de l'entretoise 34 de chaque élément intercalaire 29 lorsque cet élément intercalaire 29 est entraîné vers l'avant sous l'action de l'organe de poussée 3, les saillies latérales 39 et 40 et la crémaillère 41 prévues sur cette saillie 38 faisant saillie vers le bas par rapport à la surface inférieure de la voie de cheminement 1.At the outlet of the
De part et d'autre de la voie de cheminement 1, à la sortie du dispositif de séparation 8, sont prévus deux flasques rectangulaires parallèles 56 en bordure de la voie. Ces flasques 56 sont séparés l'un de l'autre d'une distance correspondant approximativement à la somme de la longueur d'une étiquette et de deux fois l'épaisseur du matériau d'emballage. Leur hauteur est approximativement égale à la largeur d'une étiquette. Ces flasques servent non seulement de guidage des paquets d'étiquettes séparés, mais ils ont également pour but de maintenir le matériau d'emballage contre les faces latérales de ces paquets.On either side of the
Des flasques triangulaires 112, parallèles à la voie de cheminement, sont fixés par leur base au sommet des flasques 56 à la sortie du dispositif de séparation 8; ils présentent un angle aigu orienté vers ce dispositif et permettent le rabattement du matériau d'emballage sur la face supérieure des paquets séparés 9.
Ainsi qu'il ressort en particulier des figures 5 et 6, de part et d'autre de la voie de cheminement 1, à la sortie du dispositif de séparation 8, sont prévues également deux voies de roulement 57 sur lesquelles les galets 58 du chariot mobile 12 sont capables de se déplacer dans le sens du déplacement des étiquettes et en sens inverse. Le chariot 12 est formé d'un bâti de support de dispositifs de rabattement et de fermeture du matériau d'emballage dans sa partie supérieure au plan de la voie de cheminement. Ce bâti comprend deux montants d'extrémité 63 et 64 en forme de pont, reliés chacun à leur base aux galets 58 de part et d'autre de la voie de cheminement. Ces montants sont reliés entre eux, à mi-hauteur, par deux traverses 65 parallèles à la voie de cheminement 1 et, au sommet, par une traverse 66. Le bâti présente également des bras 59 se réunissant par-dessous la voie de cheminement en formant une espèce d'arche. Ces bras 59 supportent un crochet 60 orienté vers le haut, capable d'entrer en prise avec la crémaillère 41 d'un élément intercalaire 29' ce qui permet l'entraînement du chariot mobile 12 sous l'action de l'organe de poussée 3. Le chariot mobile 12 est en outre relié à un moteur 100, par exemple électrique, capable de déplacer le chariot de manière temporaire par l'intermédiaire d'une chaîne d'entraînement 61, en direction de l'organe de poussée. Une roue dentée 54 reliée à un arbre 62 supporté à pivotement par les bras 59 et en prise avec la chaîne d'entraînement 61, permet la transmission de la force développée par le moteur 100 au chariot 12. Le crochet 60 est supporté sur un axe 92 capable de pivoter entre deux paliers 93 soutenus par une plaque 94 montée sur les bras 59. Un vérin 95, de type plat, est agencé de manière à pouvoir agir sur le crochet 60 pour le faire pivoter vers le bas, un ressort de rappel 96 étant prévu pour remettre le crochet 60 dans sa position initiale dès que cesse l'action du vérin 95.As is shown in particular in FIGS. 5 and 6, on either side of the
Une barre 67 présentant une résistance chauffante 68 sur sa face orientée vers le bas est suspendue à deux vérins 69 et 70 fixés à la traverse 66, qui sont capables d'abaisser la barre contre le face supérieure 71 des paquets séparés, la résistance chauffante 68 servant à souder longitudinalement les bords latéraux du matériau d'emballage rabattus sur cette face supérieure 71, et de relever la barre 67. Dans son mouvement vers le haut et vers le bas, la barre est guidée par une tige coulissante centrale 110 passant à travers la traverse 66. La résistance 68 est reliée à l'extrémité inférieure de la barre 67 de manière à pouvoir entrer en contact avec la face 71 du paquet d'étiquettes et à provoquer la soudure mutuelle des bords latéraux du matériau d'emballage rabattus sur cette face 71, lorsqu'elle est chauffée.A
Du côté avant du chariot, deux bras de levier 73 et 74 sont reliés à une de leurs extrémités à deux traverses 72, par l'intermédiaire d'axes 111, de manière à pouvoir pivoter autour de ces derniers. Ces traverses 72 relient les deux traverses longitudinales 65. Un bras 75 ou 76 est relié de manière pivotante à une de ses extrémités à la partie centrale du bras de levier correspondant 73 ou 74 et à l'autre de ses extrémités à un vérin 77, fixé sur la traverse 66 de manière que son poussoir puisse coulisser au travers de celle-ci. En position de repos, le vérin 77 est en fin de course et les extrémités libres des bras de levier 73 et 74 sont écartées l'une de l'autre d'une distance largement supérieure à la longueur d'une étiquette. Lorsque le vérin 77 revient en position de début de course, il rapproche les extrémités libres des bras de levier 73 et 74 de manière qu'elles se trouvent face à des ajours 78 pratiqués dans les flasques 32 et 33 de l'élément intercalaire 29' de l'intervalle à l'intérieur duquel se rabattent les bras de levier 73 et 74. Les extrémités libres de chacun des bras de levier 73 et 74 supportent des doubles vérins horizontaux 79 capables de déplacer leurs poussoirs l'un dans le sens de déplacement des étiquettes et l'autre dans le sens inverse. Les extrémités des poussoirs de ces doubles vérins 79 sont chacune pourvues d'une résistance chauffante 97 capable de provoquer la soudure des rabats frontaux des paquets séparés, lorsqu'elle est chauffée.On the front side of the carriage, two
Entre les plans formés par les extrémités de chaque paire de vérins 78 ou 79 et le plan de chacun des flasques 32 et 33 de l'élément intercalaire 29' qui entraîne le chariot mobile 12 sont agencés des ajutages 80 et 81 orientables qui permettent de souffler de l'air comprimé vers le bas, ce qui a pour effet de rabattre la matériau d'emballage situé par-dessus les paquets séparés sur les fronts avant et respectivement arrière de ceux-ci. Ces ajutages sont fixés aux traverses 72 et sont reliés par des conduits souples à une source d'air comprimé non représentée. Des soupapes 98 sont prévues entre le conduit souple et chaque ajutage pour ouvrir ou fermer le passage.Between the planes formed by the ends of each pair of
Vers la fin de la voie de cheminement, un organe de réception 82 d'éléments intercalaires est agencé dans une ouverture 83 pratiquée dans la voie de cheminement 1. Cet organe de réception 82 est formé de deux branches parallèles 113, reliées l'une à l'autre en formant une pièce en U, dont les extrémités libres sont orientées en direction de l'organe de poussée 3. L'organe de réception 82 est disposé dans l'ouverture 83 de manière que la plan formé par les bords supérieurs de ses branches 113 (figure 1 ) soit situé exactement dans le plan de la voie de cheminement 1. La rainure longitudinale 55, citée précédemment, débouche, par son extrémité opposée à l'organe de poussée, dans l'ouverture 83. Les branches 113 de l'organe de réception 82 sont agencées de manière à pouvoir recevoir entre elles la saillie 38 de l'élément intercalaire, les saillies latérales 39 et 40 passant par-dessous ces branches 113 lors du coulissement de la saillie entre elles. L'organe de réception 82 est relié à un vérin 84 fixé sur un support fixe en dessous de la voie de cheminement 1 qui est capable d'abaisser l'organe de réception 82 en entraînant l'élément intercalaire 29 reçu, grâce à la présence des saillies latérales 39 et 40, et de relever l'organe de réception 82 seul.Towards the end of the path, a receiving
Entre l'organe d'introduction 28 d'élément intercalaire en position basse et l'organe de réception 82 en position basse est agencée une chaîne sans fin 101 capable d'entrer en prise avant la crémaillère 41 de chaque élément intercalaire 29 qui arrive en position basse de l'organe de réception et d'entraîner cet élément intercalaire 29 en direction de l'organe d'introduction 28 sur lequel il coulisse. Cette chaîne sans fin 101 est entraînée à l'aide d'un moteur indépendant, non représenté.Between the
Pour la mise en oeuvre du dispositif suivant l'invention, on peut envisager une commande des différentes unités du dispositif, semi- automatique ou automatique.For the implementation of the device according to the invention, it is possible to envisage controlling the various units of the device, semi-automatic or automatic.
Sur les dessins annexés, pour des raisons de clarté, ni l'unité de commande, ni les dispositifs de détection n'ont été représentés. Il s'agit en fait d'éléments connus en soi appliqués au dispositif suivant l'invention pour permettre un fonctionnement totalement automatique de celui-ci.In the accompanying drawings, for reasons of clarity, neither the control unit nor the detection devices have been shown. These are in fact elements known per se applied to the device according to the invention to allow fully automatic operation thereof.
Un dispositif de détection, du type cellule photo-électrique, permet de détecter le nombre de passages de paquets d'étiquettes entre leur position où ils sont alimentés à l'organe de poussée 3 et leur position en fin de course du poussoir de l'organe de poussée 3. Cette cellule est reliée à un compteur qui signale à l'unité de commande le nombre de paquets passés. Chaque fois qu'un nombre de paquets déterminé, par exemple 5 paquets de 1000 étiquettes, est passé, l'unité de commande provoque l'arrêt de l'organe de poussée 3, après son retour à sa position initiale, l'alimentation d'un nouveau paquet à l'organe de poussée 3 et l'arrêt de l'alimentation, ainsi que la descente simultanée des vérins 16 et 22 de l'organe séparateur 13, à partir de la position qu'ils occupent sur la figure 1.A detection device, of the photoelectric cell type, makes it possible to detect the number of passes of packets of labels between their position where they are supplied to the pushing
La colonne d'étiquettes 2 poussée par l'organe de poussée 3 au cours du cycle de fonctionnement qui vient d'être arrêté est retenue dans sa position par les pinces de retenue 5.The column of labels 2 pushed by the pushing
Un dispositif de détection, par exemple un interrupteur de fin de course, signale à l'unité de commande que les éléments de maintien 14 et d'écartement 15 sont en position basse. L'unité de commande déclenche alors la descente du vérin 30 qui supporte l'organe d'introduction 28 ainsi qu'un premier mouvement des vérins 27, 27' dans la direction de la flèche F qui entraîne vers l'avant le support mobile 23, et par conséquent l'élément d'écartement qui pousse devant lui les étiquettes séparées de la colonne 2 et découvre le matériau d'emballage 7.A detection device, for example a limit switch, signals to the control unit that the holding
Un dispositif de détection, par exemple un interrupteur, signale à l'unité de commande que l'élément d'écartement 15 est parvenu à une distance du plan de coupe du couteau 46 égale à la distance entre ce plan et l'élément de maintien 14 (voir la position de l'élément 15 illustrée en pointillé sur la figure 3). L'unité de commande arrête alors les vérins 27 et 27'.A detection device, for example a switch, signals to the control unit that the
Pendant le fonctionnement de l'organe de poussée, la colonne 2 a entraîné, entre elle et la voie de cheminement 1, le matériau d'emballage 7, par exemple une feuille de matière plastique, alimentée à travers la fente d'alimentation 6. Ce matériau est ensuite rabattu le long des faces latérales de la colonne 2 entre les flasques 50 et 51 prévus à l'entrée du dispositif de séparation 8.During the operation of the pushing member, the column 2 has entrained, between it and the
En même temps que l'arrêt des vérins 27 et 27', l'unité de commande déclenche le passage aller-retour du couteau 46 au travers de la fente 49. Au cours de son passage, le couteau coupe la feuille d'emballage 7. Le couteau 46 a été préalablement réglé dans la fente 49, de manière que la distance entre son plan de coupe et respectivement le front avant 35 de la colonne 2 et le front arrière du paquet séparé 9 soit suffisante pour que les bords coupés puissent recouvrir la totalité de ces fronts.At the same time as the
Après détection du retour du couteau 46 à sa position initiale, par exemple à l'aide d'un interrupteur, l'unité de commande entraîne à nouveau l'avancement des vérins 27 et 27' vers l'avant jusqu'à leur position de fin de course (voir position de l'élément 15 illustrée en traits pleins sur la figure 3), le matériau d'emballage coupé et situé entre le paquet séparé 9 et la voie de cheminement 1 étant simultanément entraîné pendant ce déplacement vers l'avant. L'ascension du vérin 30 qui supporte alors non seulement l'organe d'introduction 28 mais aussi un élément intercalaire 29 est commandée dès qu'un détecteur, par exemple de fin de course, signale la fin du second mouvement vers l'avant des vérins 27 et 27'.After detection of the return of the
Un dispositif de détection, par exemple un interrupteur de fin de course, signale que le vérin 30 est en position haute et donc que l'élément intercalaire 29 est passé au travers de l'ouverture 37 pour remplir l'intervalle entre l'élément de maintien 14 et l'élément d'écartement 15. Pendant cette ascension le flasque 32 de l'élément intercalaire 29 s'est légèrement rabattu vers le flasque 34 sous la pression de la colonne d'étiquettes et de l'élément de maintien, ce qui a facilité l'introduction de l'élément intercalaire 29, (voir figure 3), le flasque 32 étant redressé à la fin du mouvement d'ascension. Les flasques 32 et 33 ont pendant cette ascension rabattus les bords coupés de la matière d'emballage contre le front avant 35 de la colonne 2 et le front arrière du paquet séparé 9, les rebords 43 et 44 des flasques 32 et 33 servant à plier la matière d'emballage et à maintenir celle-ci emprisonnée entre le flasque 32 ou 33 et le front avant 35 de la colonne 1 ou le front arrière du paquet séparé 9.A detection device, for example a limit switch, signals that the
L'unité de commande provoque alors l'ascension des vérins 16 et 22 en vue de relever les éléments de maintien 14 et d'écartement 15. A ce moment, la colonne 2 est maintenue en place entre les pinces de retenue 5 et le flasque 32 de l'élément intercalaire 29 et le paquet séparé 9 entre le flasque 33 et le flasque arrière de l'élément intercalaire 29' précédemment introduit sur la voie de cheminement 1. L'unité de commande provoque, dès le signal donné par un détecteur du type interrupteur de fin de course que les vérins 16 et 22 sont en position haute, la remise en marche de l'organe de poussée 3 et de l'alimentation. La poussée de l'organe de poussée 3 est transmise non seulement à la colonne d'étiquettes 2, mais aussi aux paquets séparés, par l'intermédiaire de l'élément intercalaire 29. L'unité de commande provoque simultanément l'arrêt et le débrayage du moteur 100 qui vient de ramener le chariot mobile 12 en direction du dispositif de séparation 8, pendant l'arrêt de l'organe de poussée, le retour du vérin 95 à sa position plate et donc le relèvement du crochet 60 sous l'action du ressort 96, ce qui permet l'accrochage du chariot mobile à la crémaillère 41 de l'élément intercalaire 29', et le retour des vérins 27 et 27' dans leur position initiale, ce qui ramène l'élément d'écartement 15 parallélement a l'élément de maintien 14. Etant donné que sous la poussée de l'organe de poussée l'élément intercalaire 29' entraîne le chariot mobile 12, l'élément intercalaire 29 exerce simultanément sur la colonne d'étiquette 2 en amont une contre- pression qui est favorable pour obtenir un bon découpage des étiquettes à l'emporte-pièce.The control unit then causes the
Dès la sortie du dispositif de séparation 8, donc déjà pendant le mouvement vers l'avant de l'élément d'écartement 15, le paquet séparé entouré de la feuille d'emballage formant alors une espèce de rigole passe sous les deux flasques 112 qui rabattent la feuille d'emballage sur la face supérieure 71 du paquet séparé 9. Lorsque l'accrochage du crochet 60 à la crémaillère 41 est signalé, l'unité de commande provoque l'abaissement des vérins 69 et 70 vers le paquet séparé 9 et permet le passage de courant électrique au travers de la résistance 68, ce qui entraîne le chauffage de cette dernière et permet la soudure des bords de la feuille thermofusible rabattus sur la face supérieure du paquet lorsque la résistance est en contact avec ces derniers. Le chauffage est interrompu après un temps prédéterminé, mais la barre 67 reste comprimée contre le paquet 9 jusqu'à l'arrêt de l'organe de poussée 3.On leaving the
Dès l'interruption du chauffage de la résistance 68, l'unité de commande déclenche l'ouverture temporaire des soupapes 98 des ajutages 80 et 81, ce qui permet, par soufflage d'air comprimé sur la partie supérieure des rabats, le rabattement de ceux-ci contre respectivement le flasque arrière de l'élément intercalaire 29' appliqué contre le front avant du paquet séparé 9 et le flasque avant de l'élément intercalaire 29' appliqué contre le front arrière du paquet précédemment séparé 9', ainsi que le retour du vérin 77 en position haute, ce qui provoque le rapprochement des bras de levier 73 et 74. Pendant ce mouvement de rapprochement des bras de levier 73 et 74, les extrémités des doubles vérins 79 rabattent les parties latérales des rabats contre respectivement le flasque arrière de l'élément intercalaire 29' et le flasque avant de cet élément. Un détecteur de type interrupteur de fin de course signale l'arrêt du vérin 77. Dans cette position du vérin 77, les extrémités libres des bras de levier 73 et 74 sont situées en face d'ajours 78 prévus dans les flasques 32 et 33 de l'élément intercalaire 29'. A ce moment, l'unité de commande provoque le déplacement de chacun des poussoirs des doubles vérins 79 en direction de l'organe de poussée et respectivement en direction inverse, et permet le passage de courant électrique au travers des résistances 97. Les poussoirs s'appuient alors contre les flasques de l'élément intercalaire 29' et le chauffage des résistances 97 permet la soudure des rabats lorsqu'elles entrent en contact avec ces derniers au travers des ajours 78; ce chauffage est automatiquement interrompu après un temps prédéterminé. Les doubles vérins 79 restent cependant en position de compression jusqu'à l'arrêt du cycle de fonctionnement de l'organe de poussée.As soon as the heating of the
A la suite du signal d'arrêt de fonctionnement de l'organe de poussée 3, décrit précédemment, l'unité de commande provoque, en plus des opérations déjà décrites précédemment, le retour des vérins 69 et 70 en position haute et donc le relèvement de la barre 67, le retour des poussoirs des doubles vérins 79, le retour du vérin 77 en position basse et donc l'écartement des bras de levier 73 et 74, le passage du vérin 95 en position basse et donc l'abaissement du crochet 60 à l'encontre du ressort de rappel 96, ainsi que l'embrayage et le démarrage du moteur 100.Following the stop operation signal of the
Ainsi qu'il ressort de ce qui précède, le chariot mobile 12 accroché à l'élément intercalaire 29' accompagne le paquet séparé pendant un cycle complet de fonctionnement de l'organe de poussée 3. Le moteur 100, pendant ce temps, est débrayé et c'est en fait l'organe de poussée 3 qui permet l'avancement du chariot 12. Il est nécessaire, par conséquent que les phases de rabattement et de soudure soient terminées au moment de l'arrêt de l'organe de poussée 3. A ce moment, le chariot 12 est décroché et le moteur 100 est embrayé et déclenché de manière à actionner la chaîne 61 dans le sens de retour du chariot 12 dans sa position initiale où il doit se trouver avant le début du cycle suivant de fonctionnement de l'organe de poussée 3.As is clear from the above, the
L'élément intercalaire 29', libéré du chariot mobile 12, coulisse à un certain moment entre les branches parallèles 113 de l'organe de réception 82. Lorsque le dispositif de détection agencé entre les branches 113 émet le signal de la présence de l'élément intercalaire 29', l'unité de commande provoque le retour en position basse du vérin 84, ce qui entraîne l'abaissement de l'élément intercalaire 29'. Les flasques de ces derniers coulissent vers le bas en se dégageant des rabats soudés qui les couvrent, les points de soudure coulissant quant à eux dans les ajours 78 ouverts vers le haut. En position basse du vérin 84, l'élément intercalaire 29' est immédiatement entraîné par la chaîne sans fin 101, qui à ce moment est elle-même entraînée par un moteur, non représenté (voir figure 1 ).The
La chaîne 101 entraîne l'élément intercalaire 29' jusqu'à une distance prédéterminée de l'organe d'introduction 28. A ce moment le moteur précité est arrêté.The
Dès que le détecteur situé entre les branches 113 de l'organe de réception 82 ne signale plus la présence d'un élément intercalaire, l'unité de commande provoque la remontée du vérin 84 et par conséquent de l'organe de réception 82.As soon as the detector located between the
Lorsqu'un détecteur du type interrupteur de fin de course signale à l'unité de commande le retour en position basse de l'organe d'introduction 28, le moteur précité est remis en marche et l'élément intercalaire peut pénétrer entre les branches 10 de l'organe d'introduction 28. Dès que le détecteur situé entre ces branches signale la présence de l'élément intercalaire, l'unité de commande provoque un nouvel arrêt du moteur d'entraînement de la chaîne 101. A ce moment, l'organe d'introduction 28 est prêt pour l'ascension du vérin 30 commandée à la suite de la détection de la fin du second mouvement vers l'avant de l'élément d'écartement. Dès que l'organe d'introduction 28 a quitté la position basse, le moteur susdit est remis en marche ainsi que la chaîne 101.When a detector of the limit switch type signals to the control unit the return to the low position of the
Il doit être entendu que la présente invention n'est en aucune façon limitée à la forme de réalisation décrite ci-dessus et que bien des modifications peuvent y être apportées sans sortir du cadre du présent brevet.It should be understood that the present invention is in no way limited to the embodiment described above and that many modifications can be made thereto without departing from the scope of this patent.
On peut par exemple prévoir un dispositif où le matériau d'emballage, au lieu d'être une feuille de matière thermofusible, est du papier, par exemple du papier kraft. Les dispositifs de fermeture de l'emballage, au lieu d'être des dispositifs de soudage de matière thermofusible, seront alors des dispositifs d'application de bandes adhésives.One can for example provide a device where the packaging material, instead of being a sheet of hot-melt material, is paper, for example kraft paper. The closure devices of the packaging, instead of being devices for welding hot-melt material, will then be devices for applying adhesive tapes.
L'alimentation de l'organe de poussée peut être une alimentation automatique ou une alimentation à la main. On peut, selon les étiquettes à emballer, prévoir un emporte-pièce ou non.The feeding of the pushing member can be an automatic feeding or a hand feeding. Depending on the labels to be packaged, a cookie cutter may or may not be provided.
En outre, les dimensions et formes de l'élément intercalaire peuvent être modifiées selon les dimensions et formes des étiquettes à emballer, et l'élément intercalaire peut par exemple présenter deux flasques fixes par rapport à l'entretoise.In addition, the dimensions and shapes of the intermediate element can be modified according to the dimensions and shapes of the labels to be packaged, and the intermediate element can for example have two fixed flanges relative to the spacer.
On peut également prévoir de séparer et d'emballer autre chose que des étiquettes, par exemple des éléments en cuir de forme lamellaire, etc....We can also plan to separate and package something other than labels, for example lamellar-shaped leather elements, etc.
On peut également prévoir des flasques de l'élément intercalaire sans ajours et souder uniquement les rabats supérieurs et latéraux entre la résistance du poussoir des doubles vérins et les flasques, le rabat inférieur non soudé étant maintenu emprisonné par les autres rabats.It is also possible to provide flanges of the intermediate element without openings and to weld only the upper and lateral flaps between the resistance of the pusher of the double cylinders and the flanges, the lower flange not welded being kept trapped by the other flaps.
Claims (35)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE2813793 | 1978-03-30 | ||
| DE2813793 | 1978-03-30 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0004631A2 EP0004631A2 (en) | 1979-10-17 |
| EP0004631A3 EP0004631A3 (en) | 1979-10-31 |
| EP0004631B1 true EP0004631B1 (en) | 1981-11-25 |
Family
ID=6035781
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP79100919A Expired EP0004631B1 (en) | 1978-03-30 | 1979-03-27 | Packaging device and process therefor |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US4250689A (en) |
| EP (1) | EP0004631B1 (en) |
| JP (1) | JPS5832082B2 (en) |
| DE (1) | DE2961405D1 (en) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4641489A (en) * | 1984-09-28 | 1987-02-10 | World Color Press, Inc. | Machine for handling signatures |
| JP4318322B2 (en) * | 1993-05-07 | 2009-08-19 | グラプハ−ホルディング・アクチエンゲゼルシヤフト | Apparatus for forming a stack oriented in a vertical direction with respect to papers standing in parallel |
| DE4342112C1 (en) * | 1993-12-10 | 1995-02-02 | Teepack Spezialmaschinen | Apparatus for the groupwise packaging of filled teabags |
| CN110104321B (en) * | 2019-03-12 | 2023-08-25 | 青岛海尔空调器有限总公司 | Connecting component for axial flow fan transportation and axial flow fan packaging and transportation method |
| CN116835066A (en) * | 2023-08-11 | 2023-10-03 | 沧州正大生物制品股份有限公司 | Packing and bagging device for processing freeze-dried materials |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US338021A (en) * | 1886-03-16 | Franklin bennett | ||
| US2296142A (en) * | 1940-08-02 | 1942-09-15 | Samuel J Campbell | Packaging machinery |
| US3402524A (en) * | 1952-09-19 | 1968-09-24 | Nat Biscuit Co | Apparatus for packaging articles |
| US3016667A (en) * | 1959-01-22 | 1962-01-16 | Kerhoas Lucien Yves | Machine for packaging under thermoplastic film |
| FR1407691A (en) * | 1964-06-09 | 1965-08-06 | Seita | Device for filling vessels containing cylindrical bodies, such as cigars |
| US3402803A (en) * | 1966-12-21 | 1968-09-24 | Nat Biscuit Co | Article conveying, collecting and metering method and apparatus |
| US3648431A (en) * | 1969-05-05 | 1972-03-14 | Crown Zellerbach Corp | In-line banding apparatus |
| GB1291069A (en) * | 1969-12-01 | 1972-09-27 | Jacob Salomon | Apparatus for arranging substantially laminar articles into spaced groups |
| US3688468A (en) * | 1970-05-28 | 1972-09-05 | Borden Inc | Apparatus for extruding and wrapping comestibles |
| US3664088A (en) * | 1970-06-23 | 1972-05-23 | Olinkraft Inc | Package forming apparatus |
| US3757465A (en) * | 1971-12-30 | 1973-09-11 | Marvin Glass & Associates | Doll |
| US4098392A (en) * | 1976-10-26 | 1978-07-04 | Greene William F | Potato chips processing machine |
-
1979
- 1979-03-27 DE DE7979100919T patent/DE2961405D1/en not_active Expired
- 1979-03-27 EP EP79100919A patent/EP0004631B1/en not_active Expired
- 1979-03-28 US US06/024,614 patent/US4250689A/en not_active Expired - Lifetime
- 1979-03-30 JP JP54038259A patent/JPS5832082B2/en not_active Expired
Also Published As
| Publication number | Publication date |
|---|---|
| JPS5512087A (en) | 1980-01-28 |
| EP0004631A3 (en) | 1979-10-31 |
| DE2961405D1 (en) | 1982-01-28 |
| US4250689A (en) | 1981-02-17 |
| EP0004631A2 (en) | 1979-10-17 |
| JPS5832082B2 (en) | 1983-07-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0941928B1 (en) | Method and machine for making bags with a transverse zipper | |
| CH438141A (en) | Apparatus for opening bags for filling | |
| FR2608556A1 (en) | APPARATUS FOR FOLDING AND CLOSING A BLANK OF PACKAGING MATERIAL AROUND A PACKAGING OBJECT | |
| FR2590777A1 (en) | SELECTIVELY APPLICABLE SLIDE CLOSURE, METHOD AND APPARATUS | |
| LU83746A1 (en) | ROLL PACKAGING METHOD AND APPARATUS WITH LABEL INSERTION DEVICE | |
| EP0424226B1 (en) | Packaging machine for closing packaging trays or the like after they have been filled, by means of a thermoplastic sealing film | |
| FR2490182A1 (en) | MACHINE FOR CLOSING THE UPPER SHUTTERS OF PARALLELE PIPEDIC BOXES WITH FOLDING SHUTTERS | |
| FR2501628A1 (en) | METHOD AND DEVICE FOR OPENING AND LOADING FLEXIBLE CONTAINERS | |
| EP0560699B1 (en) | Automatic machine for the continuous attaching of self-adhesive handles | |
| FR2765191A1 (en) | METHOD AND MACHINE FOR AUTOMATICALLY BONDING A HEAT SHRINKABLE PLASTIC FILM ON THE BOTTOM OF AN OPEN BOX | |
| FR2467144A1 (en) | METHOD AND APPARATUS FOR PACKING PAPER CELLS IN CARDS FORMALLY FORMED | |
| EP0004631B1 (en) | Packaging device and process therefor | |
| FR2787416A1 (en) | Machine for placing adhesive handles on containers has feed table for adhesive strips and return rollers with cut off blades between them | |
| FR2688192A1 (en) | DEVICE FOR CLOSING CONTAINERS BY THERMOSOLDING OF LIDS AND INSTALLATION COMPRISING SAME. | |
| CH362644A (en) | Multi-lane machine for wrapping articles by wrapping | |
| FR2484979A1 (en) | METHOD AND APPARATUS FOR ASSEMBLING SHEET MATERIAL, IN PARTICULAR FOR CONTINUOUSLY FEEDING RAPID PRINTERS | |
| EP0057144B1 (en) | Machine for packaging cylindrically shaped objects in blanks cut from thermoplastic webs | |
| FR2565201A1 (en) | METHOD AND INSTALLATION FOR PACKAGING A PACKET USING A PACKAGE SHEET AND PACKAGED PACKAGES OBTAINED | |
| FR2930534A1 (en) | METHOD AND DEVICE FOR CUTTING AND END-TO-END BONDING FOR DRAWING MACHINE | |
| FR2586663A1 (en) | DEVICE FOR FEEDING AND CUTTING A BAND OF LABELS | |
| BE515333A (en) | ||
| EP2789539A1 (en) | Food slicer | |
| FR2562033A1 (en) | Machine for automatically and continuously sealing a film made of thermoplastic material on baskets and package obtained using such a machine | |
| FR2772000A1 (en) | PROCESS AND DEVICE FOR JOINING LOTS OF CONTINUOUSLY-FILLED PACKETS BY MEANS OF ADHESIVE TAPE SECTIONS | |
| EP0022419A1 (en) | Apparatus and method for automatically carding clothes pins of the spring type |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): BE CH DE FR GB IT NL SE |
|
| AK | Designated contracting states |
Designated state(s): BE CH DE FR GB IT NL SE |
|
| 17P | Request for examination filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): BE CH DE FR GB IT NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19811125 Ref country code: NL Effective date: 19811125 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 19811125 |
|
| REF | Corresponds to: |
Ref document number: 2961405 Country of ref document: DE Date of ref document: 19820128 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Effective date: 19830331 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19840217 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19840331 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19840427 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19850331 |
|
| BERE | Be: lapsed |
Owner name: CONORELEC Effective date: 19850327 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19851129 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19851203 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19881117 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |