DE202020101034U1 - Vakuumiergerät-Aufbau - Google Patents
Vakuumiergerät-Aufbau Download PDFInfo
- Publication number
- DE202020101034U1 DE202020101034U1 DE202020101034.4U DE202020101034U DE202020101034U1 DE 202020101034 U1 DE202020101034 U1 DE 202020101034U1 DE 202020101034 U DE202020101034 U DE 202020101034U DE 202020101034 U1 DE202020101034 U1 DE 202020101034U1
- Authority
- DE
- Germany
- Prior art keywords
- vacuum
- support structure
- drive
- heat seal
- support
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000010276 construction Methods 0.000 title 1
- 238000004806 packaging method and process Methods 0.000 claims abstract description 31
- 238000010438 heat treatment Methods 0.000 claims description 8
- 238000001514 detection method Methods 0.000 claims description 5
- 239000012530 fluid Substances 0.000 claims description 3
- 238000007789 sealing Methods 0.000 description 13
- 230000001953 sensory effect Effects 0.000 description 10
- 238000000034 method Methods 0.000 description 9
- 230000000694 effects Effects 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B31/00—Packaging articles or materials under special atmospheric or gaseous conditions; Adding propellants to aerosol containers
- B65B31/02—Filling, closing, or filling and closing, containers or wrappers in chambers maintained under vacuum or superatmospheric pressure or containing a special atmosphere, e.g. of inert gas
- B65B31/024—Filling, closing, or filling and closing, containers or wrappers in chambers maintained under vacuum or superatmospheric pressure or containing a special atmosphere, e.g. of inert gas specially adapted for wrappers or bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/18—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools
- B29C65/22—Heated wire resistive ribbon, resistive band or resistive strip
- B29C65/221—Heated wire resistive ribbon, resistive band or resistive strip characterised by the type of heated wire, resistive ribbon, band or strip
- B29C65/222—Heated wire resistive ribbon, resistive band or resistive strip characterised by the type of heated wire, resistive ribbon, band or strip comprising at least a single heated wire
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/74—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area
- B29C65/743—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area using the same tool for both joining and severing, said tool being monobloc or formed by several parts mounted together and forming a monobloc
- B29C65/7433—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area using the same tool for both joining and severing, said tool being monobloc or formed by several parts mounted together and forming a monobloc the tool being a wire
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
- B29C66/431—Joining the articles to themselves
- B29C66/4312—Joining the articles to themselves for making flat seams in tubular or hollow articles, e.g. transversal seams
- B29C66/43121—Closing the ends of tubular or hollow single articles, e.g. closing the ends of bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/832—Reciprocating joining or pressing tools
- B29C66/8324—Joining or pressing tools pivoting around one axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/84—Specific machine types or machines suitable for specific applications
- B29C66/849—Packaging machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/84—Specific machine types or machines suitable for specific applications
- B29C66/861—Hand-held tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/14—Applying or generating heat or pressure or combinations thereof by reciprocating or oscillating members
- B65B51/146—Closing bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B57/00—Automatic control, checking, warning, or safety devices
- B65B57/005—Safety-devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/001—Joining in special atmospheres
- B29C66/0012—Joining in special atmospheres characterised by the type of environment
- B29C66/0014—Gaseous environments
- B29C66/00145—Vacuum, e.g. partial vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7128—Bags, sacks, sachets
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Dispersion Chemistry (AREA)
- Vacuum Packaging (AREA)
Abstract
Ein Vakuumiergerät-Aufbau, wobei das Vakuumiergerät Folgendes umfasst:
eine Tragstruktur;
eine automatische Beutelzufuhrstruktur, wobei die automatische Beutelzufuhrstruktur an der Tragstruktur angeordnet ist, um einen Verpackungsbeutel in das Vakuumiergerät zu ziehen;
eine Vakuumerzeugungsstruktur, die an der Tragstruktur angeordnet ist, wobei die Vakuumerzeugungsstruktur eine beweglich mit der Tragstruktur verbundene erste Vakuumkammer und eine an der Tragstruktur angeordnete und auf einer Seite der ersten Vakuumkammer befindliche zweite Vakuumkammer umfasst;
eine Heißsiegelstruktur, wobei die Heißsiegelstruktur beweglich mit der Tragstruktur verbunden ist und sich zwischen der automatischen Beutelzufuhrstruktur und der Vakuumerzeugungsstruktur befindet; und
eine Antriebsstruktur, wobei die Antriebsstruktur an der Tragstruktur angeordnet ist, wobei die Antriebsstruktur zur Steuerung der Bewegung der Heißsiegelstruktur und des Öffnens und Schließens der Vakuumerzeugungsstruktur dient.
eine Tragstruktur;
eine automatische Beutelzufuhrstruktur, wobei die automatische Beutelzufuhrstruktur an der Tragstruktur angeordnet ist, um einen Verpackungsbeutel in das Vakuumiergerät zu ziehen;
eine Vakuumerzeugungsstruktur, die an der Tragstruktur angeordnet ist, wobei die Vakuumerzeugungsstruktur eine beweglich mit der Tragstruktur verbundene erste Vakuumkammer und eine an der Tragstruktur angeordnete und auf einer Seite der ersten Vakuumkammer befindliche zweite Vakuumkammer umfasst;
eine Heißsiegelstruktur, wobei die Heißsiegelstruktur beweglich mit der Tragstruktur verbunden ist und sich zwischen der automatischen Beutelzufuhrstruktur und der Vakuumerzeugungsstruktur befindet; und
eine Antriebsstruktur, wobei die Antriebsstruktur an der Tragstruktur angeordnet ist, wobei die Antriebsstruktur zur Steuerung der Bewegung der Heißsiegelstruktur und des Öffnens und Schließens der Vakuumerzeugungsstruktur dient.
Description
- Technisches Gebiet der Erfindung
- Die vorliegende Erfindung betrifft einen Vakuumiergerät-Aufbau und insbesondere einen Vakuumiergerät-Aufbau mit Automatisierungseffekt und höherer Sicherheit.
- Stand der Technik
- Mit Vakuumiergeräten kann automatisch die Luft aus dem Verpackungsbeutel abgesaugt und das Siegeln nach Erreichen eines voreingestellten Vakuumgrads abgeschlossen werden. Vakuumiergeräte werden in der Lebensmittelindustrie häufig eingesetzt. Mit der Förderung von Kleinverpackungen und der Entwicklung von Supermärkten wird der Anwendungsbereich der Vakuumiergeräte immer umfangreicher. Harte Verpackungsboxen werden zunehmend durch Verpackungsbeutel ersetzt.
- Gewöhnliche kleine Vakuumiergeräte oder Haushaltsvakuumiergeräte werden in der Regel manuell oder halbautomatisch betätigt. Die Hauptbetätigung besteht darin, die äußere Abdeckung eines Vakuumiergeräts zu öffnen und die Beutelöffnung eines Verpackungsbeutels auf die Vakuumkomponente zu legen. Nach dem Schließen der äußeren Abdeckung wird die Steuertaste zur Vakuumerzeugung und zum Heißsiegeln gedrückt. Der Prozess ist zeitaufwendig und arbeitsintensiv und die Effizienz ist extrem schlecht. Wenn ferner die heißgesiegelte Struktur immer noch Restwärme hat, kann dies zu Verbrennungen führen, was die Sicherheitsbedenken während des Gebrauchs erhöht.
- Aufgabe der Erfindung
- Die Hauptaufgabe der vorliegenden Erfindung besteht in der Erzielung eines Automatisierungseffekts durch die automatische Beutelzufuhrstruktur und in der Reduzierung der Gefahr, dass der Benutzer mit der Heißsiegelstruktur in Kontakt kommt, um somit die Sicherheit bei der Verwendung zu erhöhen.
- Zur Lösung der obigen Aufgabe umfasst das erfindungsgemäße Vakuumiergerät Folgendes: eine Tragstruktur, eine an der Tragstruktur angeordnete automatische Beutelzufuhrstruktur, eine Vakuumerzeugungsstruktur, die an der Tragstruktur angeordnet ist und eine beweglich mit der Tragstruktur verbundene erste Vakuumkammer und eine auf einer Seite der ersten Vakuumkammer befindliche zweite Vakuumkammer aufweist, eine Heißsiegelstruktur, die beweglich mit der Tragstruktur verbunden ist und sich zwischen der automatischen Beutelzufuhrstruktur und der Vakuumerzeugungsstruktur befindet, und eine Antriebsstruktur, die an der Tragstruktur angeordnet ist und die Heißsiegelstruktur und die Vakuumerzeugungsstruktur betätigt.
- Mit dem obigen Aufbau kann der Benutzer die Beutelöffnung des Lebensmittel enthaltenden Verpackungsbeutels auf die automatische Beutelzufuhrstruktur legen. Die Beutelöffnung des Verpackungsbeutels wird durch die automatische Beutelzufuhrstruktur zur Vakuumerzeugungsstruktur bewegt und befindet sich zwischen der ersten Vakuumkammer und der zweiten Vakuumkammer. Die Antriebsstruktur treibt die erste Vakuumkammer so an, dass sie an der zweiten Vakuumkammer geschlossen wird, und treibt die Heißsiegelstruktur so an, dass sie fest gegen den Verpackungsbeutel gedrückt wird. Anschließend startet die Vakuumerzeugungsstruktur den Vakuumerzeugungsvorgang, um die Luft aus dem Verpackungsbeutel abzusaugen. Wenn Luft für eine vorgegebene Zeit abgesaugt wurde oder ein voreingestellter Vakuumgrad erreicht wird, wird der Vakuumerzeugungsvorgang gestoppt. Der Verpackungsbeutel wird erneut für eine zweite vorgegebene Zeit durch die Heißsiegelstruktur heißgesiegelt. Anschließend wird die erste Vakuumkammer durch die Antriebsstruktur zum Öffnen angetrieben, wobei gleichzeitig die Heißsiegelstruktur vom Verpackungsbeutel ferngehalten wird. Schließlich treibt die automatische Beutelzufuhrstruktur den Verpackungsbeutel so an, dass er aus dem Vakuumiergerät herausbewegt wird. Auf diese Weise kann der Automatisierungseffekt erzielt und die Effizienz bei der Verwendung verbessert werden. Ferner kommt der Benutzer mit der Heißsiegelstruktur nicht in Berührung, sodass es zu keinen Verbrennungen kommt, wodurch die Sicherheit bei der Verwendung erheblich verbessert wird.
- Figurenliste
-
-
1 zeigt eine perspektivische Ansicht; -
2 zeigt eine teilweise Explosionsansicht; -
3 zeigt eine Schnittansicht entlang der SchnittlinieA-A gemäß1 ; -
4 zeigt eine erste schematische Ansicht der Beutelzufuhr; -
5 zeigt eine zweite schematische Ansicht der Beutelzufuhr; -
6 zeigt eine erste schematische Ansicht des durch Vakuumerzeugung erreichten Siegelns; -
7 zeigt eine zweite schematische Ansicht des durch Vakuumerzeugung erreichten Siegelns; -
8 zeigt eine erste schematische Ansicht des Heißsiegelns; -
9 zeigt eine zweite schematische Ansicht des Heißsiegelns; -
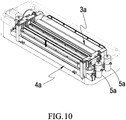
10 zeigt eine perspektivische Ansicht eines weiteren bevorzugten Ausführungsbeispiels; -
11 zeigt eine schematische Ansicht der Betätigung des weiteren bevorzugten Ausführungsbeispiels. - Detaillierte Beschreibung der bevorzugten Ausführungsbeispiele
- Es wird auf die
1 bis9 Bezug genommen. Aus den Figuren ist ersichtlich, dass das erfindungsgemäße Vakuumiergerät1 Folgendes umfasst: - eine Tragstruktur
11 ; - eine automatische Beutelzufuhrstruktur
2 , die an der Tragstruktur11 angeordnet ist, wobei die automatische Beutelzufuhrstruktur2 mehrere schwenkbar an der Tragstruktur11 angeordnete Antriebselemente21 , mehrere schwenkbar an der Tragstruktur11 angeordnete und mit einem der Antriebselemente21 verbundene erste Zahnräder22 , mehrere schwenkbar an der Tragstruktur11 angeordnete und mit dem anderen Antriebselement21 verbundene zweite Zahnräder23 und mindestens einen an der Tragstruktur11 angeordneten Motor24 , der mit den ersten Zahnrädern22 oder den zweiten Zahnrädern23 verbunden ist und diese zur Drehung antreibt (im vorliegenden Ausführungsbeispiel werden die ersten Zahnräder22 angetrieben), aufweist, wobei die ersten Zahnräder22 und die zweiten Zahnräder23 miteinander in Eingriff stehen, wobei im vorliegenden Ausführungsbeispiel der zweite Motor24 ein Servomotor ist; - ein Detektionsmodul
25 , das an der Tragstruktur11 angeordnet ist, wobei im vorliegenden Ausführungsbeispiel das Detektionsmodul25 ein Lichtdetektor zum Detektieren der Position des Verpackungsbeutels6 ist, ohne jedoch darauf beschränkt zu sein; - eine Heißsiegelstruktur
3 , die beweglich an der Tragstruktur11 angeordnet ist und sich zwischen der automatischen Beutelzufuhrstruktur2 und der Vakuumerzeugungsstruktur4 befindet, wobei die Heißsiegelstruktur3 entweder eine Heizdrahtkomponente oder eine PTC-Komponente ist, wobei im vorliegenden Ausführungsbeispiel die Heißsiegelstruktur eine Heizdrahtkomponente ist; wobei die Heizdrahtkomponente einen beweglich an der Tragstruktur11 angeordneten Heißsiegelstreifen31 und ein am Heißsiegelstreifen31 angeordnetes Heizelement32 (z. B. Heizdraht) umfasst, wobei der Heißsiegelstreifen31 mit mindestens einem ersten Schwenkverbindungsabschnitt311 und mindestens einem ersten Anlageabschnitt312 versehen ist, wobei die Tragstruktur11 mit einem ersten Durchgangsloch111 versehen ist. Auf diese Weise ist der Heißsiegelstreifen31 mittels des ersten Schwenkverbindungsabschnitts311 schwenkbar mit der Tragstruktur11 verbunden, wobei der erste Anlageabschnitt312 beweglich durch das erste Durchgangsloch111 durchgesteckt ist; - eine Vakuumerzeugungsstruktur
4 , die an der Tragstruktur11 angeordnet ist, wobei die Vakuumerzeugungsstruktur4 eine beweglich mit der Tragstruktur11 verbundene erste Vakuumkammer41 und eine an der Tragstruktur11 angeordnete und auf einer Seite der ersten Vakuumkammer41 befindliche zweite Vakuumkammer42 umfasst, wobei die erste Vakuumkammer41 mit mindestens einem zweiten Schwenkverbindungsabschnitt411 und mindestens einem zweiten Anlageabschnitt412 versehen ist, wobei die erste Vakuumkammer41 mittels des zweiten Schwenkverbindungsabschnitts411 schwenkbar mit der Tragstruktur11 verbunden ist, wobei der zweite Anlageabschnitt412 beweglich durch ein zweites Durchgangsloch112 der Tragstruktur11 durchgesteckt ist, wobei im vorliegenden Ausführungsbeispiel sowohl das erste Durchgangsloch111 als auch das zweite Durchgangsloch112 längliche Durchgangslöcher sind, die in der Tragstruktur11 vorgesehen sind; - einen Absaugmotor
43 , der an der Tragstruktur11 angeordnet und mit der ersten Vakuumkammer41 durchgängig verbunden ist; - ein erstes elastisches Element
113 , das an der Tragstruktur11 angeordnet ist, wobei die zwei Enden des ersten elastischen Elements113 jeweils an der Tragstruktur11 und am ersten Anlageabschnitt312 anliegen; - ein zweites elastisches Element
114 , das an der Tragstruktur11 angeordnet ist, wobei die zwei Enden des zweiten elastischen Elements114 jeweils an der Tragstruktur11 und am zweiten Anlageabschnitt412 anliegen; - eine Antriebsstruktur
5 , die an der Tragstruktur11 angeordnet ist, wobei die Antriebsstruktur5 mindestens einen an der Tragstruktur11 angeordneten ersten Motor51 , mindestens eine an der Tragstruktur11 angeordnete Antriebsbefestigungsplatte52 , mindestens ein beweglich an der Antriebsbefestigungsplatte52 angeordnetes Antriebselement53 , mindestens ein an der Tragstruktur11 angeordnetes und mit dem ersten Motor51 verbundenes Antriebszahnrad54 und ein an der Antriebsbefestigungsplatte52 angeordnetes sensorisches Element55 aufweist; und - einen sensorischen Abschnitt
531 , wobei der sensorische Abschnitt531 am Antriebselement53 angeordnet ist und auf das sensorische Element55 abgestimmt ist. - Anhand der obigen Beschreibung lässt sich der Aufbau der vorliegenden Technik nachvollziehen. Durch den Aufbau können die Vorteile der Automatisierung und der erhöhten Sicherheit erreicht werden. Nachstehend wird eine ausführliche Erläuterung gegeben.
- Es wird auf die
2 ,4 und5 Bezug genommen. Der Benutzer kann die Beutelöffnung des Lebensmittel enthaltenden Verpackungsbeutels6 zwischen den Antriebselementen21 der automatischen Beutelzufuhrstruktur2 legen. Im vorliegenden Ausführungsbeispiel sind die Antriebselemente21 Rollen. Das Detektionsmodul25 erkennt das Vorhandensein des Verpackungsbeutels6 . Zu diesem Zeitpunkt werden die ersten Zahnräder22 durch den ersten Motor51 zur Drehung angetrieben, wobei die zweiten Zahnräder23 durch die ersten Zahnräder22 zur Drehung angetrieben werden. Auf diese Weise drehen sich alle Antriebselemente21 , um den Verpackungsbeutel6 in das Vakuumiergerät1 zu transportieren, wobei die Beutelöffnung des Verpackungsbeutels6 bis zu einer Stelle zwischen der ersten Vakuumkammer41 und der zweiten Vakuumkammer42 bewegt wird. - Während der Verpackungsbeutel
6 durch die automatische Beutelzufuhrstruktur2 angetrieben und somit bewegt wird, wird die Bewegung des Verpackungsbeutels6 nicht behindert, da der Heißsiegelstreifen31 durch den ersten Anlageabschnitt312 und zusammen mit der durch das erste elastische Element113 bewirkten elastischen Kraft sich in einem geöffneten Zustand befindet und die erste Vakuumkammer41 durch den zweiten Anlageabschnitt412 und zusammen mit der durch das zweite elastische Element114 bewirkten elastischen Kraft sich in einem geöffneten Zustand befindet. - Es wird auf die
2 ,6 bis9 Bezug genommen. Wenn die Beutelöffnung des Verpackungsbeutels6 in die Vakuumerzeugungsstruktur4 bewegt wird, wird die Antriebsstruktur5 betätigt. Ihr Betätigungsmodus besteht darin, dass das Antriebszahnrad54 durch den ersten Motor51 zur Drehung angetrieben wird, wodurch auf der Antriebsbefestigungsplatte52 das Antriebselement53 durch das Antreiben des Antriebszahnrads54 in Richtung des ersten Anlageabschnitts312 und des zweiten Anlageabschnitts412 bewegt wird und somit der erste Anlageabschnitt312 und der zweite Anlageabschnitt412 durch das Antriebselement53 gedrückt werden. Wenn der zweite Anlageabschnitt412 gedrückt und im zweiten Durchgangsloch112 nach unten bewegt wird, wird die erste Vakuumkammer41 um den als Achse dienenden zweiten Schwenkverbindungsabschnitt411 gedreht und an der zweiten Vakuumkammer42 geschlossen, um somit die Beutelöffnung des Verpackungsbeutels6 zu verschließen. Wenn der erste Anlageabschnitt312 gedrückt und nach unten bewegt wird, wird der Heißsiegelstreifen31 um den als Achse dienenden ersten Schwenkverbindungsabschnitt311 gedreht und liegt somit am Verpackungsbeutel6 an. Wenn im vorliegenden Ausführungsbeispiel der zweite Anlageabschnitt412 durch das Antriebselement53 gedrückt und dadurch positioniert wird, korrespondiert die Position des sensorischen Abschnitts531 des Antriebselements53 mit der Position des sensorischen Elements55 , um zu informieren, dass der erste Motor51 positioniert wurde und sich nicht mehr dreht. Somit können die erste Vakuumkammer41 und die zweite Vakuumkammer42 zur Durchführung einer Vakuumerzeugung beieinander liegen. Im vorliegenden Ausführungsbeispiel wird die Vakuumerzeugungsstruktur4 zur Durchführung einer Vakuumerzeugung zusammen mit dem Absaugmotor43 verwendet. Wenn die Vakuumerzeugungsstruktur4 zum Erreichen eines voreingestellten Vakuumgrads oder für eine vorgegebene Zeit betätigt wird, wird das Antriebselement53 weiter nach vorne bewegt und gegen den ersten Anlageabschnitt312 gedrückt, wodurch der Verpackungsbeutel6 durch den Heißsiegelstreifen31 stark gedrückt wird, um den Heißsiegelvorgang durchführen zu können (im vorliegenden Ausführungsbeispiel ist das sensorische Element55 ein Infrarotdetektorelement und der sensorische Abschnitt531 eine Lücke zur Infraroterfassung, jedoch sind das sensorische Element und der sensorische Abschnitt nicht darauf beschränkt). - Nach dem Heißsiegeln für eine zweite vorgegebene Zeit ist das Heißsiegeln abgeschlossen. Zu diesem Zeitpunkt ist, da sich die Vakuumerzeugungsstruktur
4 in einem Vakuumzustand befindet, eine Druckentlastung (z. B. das Einleiten von Gas in die erste Vakuumkammer41 und die zweite Vakuumkammer42 ) erforderlich, um den Druck in der Vakuumerzeugungsstruktur4 auf die gleiche Höhe zu bringen, wie der äußere Luftdruck, wodurch die erste Vakuumkammer41 und die zweite Vakuumkammer42 voneinander getrennt werden können. - Anschließend wird das Antriebselement
53 durch Steuerung des ersten Motors51 in die entgegengesetzte Richtung bewegt, wobei, wenn der erste Anlageabschnitt312 und der zweite Anlageabschnitt412 nicht durch das Antriebselement53 gedrückt werden, sie jeweils durch das erste elastische Element113 bzw. das zweite elastische Element114 gedrückt werden. Auf diese Weise werden der Heißsiegelstreifen31 und die erste Vakuumkammer41 vom Verpackungsbeutel6 ferngehalten. Anschließend wird der Verpackungsbeutel6 durch die automatische Beutelzufuhrstruktur2 so angetrieben, dass er das Vakuumiergerät1 verlässt. - Auf diese Weise können die automatische Beutelzufuhrstruktur
2 , die Vakuumerzeugungsstruktur4 , die Heißsiegelstruktur3 und die Antriebsstruktur5 aufeinander abgestimmt werden, um die Vorgänge der Beutelzufuhr, der Vakuumerzeugung, des Siegelns und der Beutelrückgabe automatisch abzuschließen. Für die gesamte Betätigung ist keine manuelle Unterstützung erforderlich, wodurch die Arbeitseffizienz erheblich verbessert werden kann. Gleichzeitig sind die automatische Beutelzufuhrstruktur2 , die Vakuumerzeugungsstruktur4 , die Heißsiegelstruktur3 und die Antriebsstruktur5 im Inneren des Geräts angeordnet, sodass der Benutzer mit ihnen nicht in Berührung kommt. Daher kann verhindert werden, dass es zu Verbrennungen am menschlichen Körper kommt, wodurch die Sicherheit bei der Verwendung erheblich verbessert wird. - Es wird nun auf die
10 und11 Bezug genommen. Aus den Figuren ist ersichtlich, dass das vorliegende Ausführungsbeispiel dem obigen Ausführungsbeispiel ähnlich ist. Der einzige Unterschied besteht darin, dass im vorliegenden Ausführungsbeispiel die Antriebsstruktur5a in Form mehrerer Fluidantriebselemente dargestellt ist. Im vorliegenden Ausführungsbeispiel sind die Fluidantriebselemente Pneumatikpumpen. D. h. die Vakuumerzeugungsstruktur4a und die Heißsiegelstruktur3a können durch die Pneumatikpumpen betätigt werden. - Wenn Luft in die Antriebsstruktur
5a eingeleitet wird, werden die Vakuumerzeugungsstruktur4a und die Heißsiegelstruktur3a voneinander getrennt. Wenn der Verpackungsbeutel positioniert ist, wird die Antriebsstruktur5a in die entgegengesetzte Richtung betätigt, damit die Vakuumerzeugungsstruktur4a und die Heißsiegelstruktur3a sich auf dem Verpackungsbeutel befinden und aneinander anliegen, somit können der nachfolgende Vakuumerzeugungsvorgang und der nachfolgende Heißsiegelvorgang durchgeführt werden. Nachdem beim Verpackungsbeutel der Vakuumerzeugungsvorgang und der Heißsiegelvorgang abgeschlossen sind, wird die Antriebsstruktur5a betätigt, um die Vakuumerzeugungsstruktur4a und die Heißsiegelstruktur3a voneinander zu trennen und somit den Verpackungsbeutel herauszuziehen. Aus dem Obigen ist ersichtlich, dass der Antriebsmodus der Antriebsstruktur5a nicht auf den oben beschriebenen Modus beschränkt ist.
Claims (9)
- Ein Vakuumiergerät-Aufbau, wobei das Vakuumiergerät Folgendes umfasst: eine Tragstruktur; eine automatische Beutelzufuhrstruktur, wobei die automatische Beutelzufuhrstruktur an der Tragstruktur angeordnet ist, um einen Verpackungsbeutel in das Vakuumiergerät zu ziehen; eine Vakuumerzeugungsstruktur, die an der Tragstruktur angeordnet ist, wobei die Vakuumerzeugungsstruktur eine beweglich mit der Tragstruktur verbundene erste Vakuumkammer und eine an der Tragstruktur angeordnete und auf einer Seite der ersten Vakuumkammer befindliche zweite Vakuumkammer umfasst; eine Heißsiegelstruktur, wobei die Heißsiegelstruktur beweglich mit der Tragstruktur verbunden ist und sich zwischen der automatischen Beutelzufuhrstruktur und der Vakuumerzeugungsstruktur befindet; und eine Antriebsstruktur, wobei die Antriebsstruktur an der Tragstruktur angeordnet ist, wobei die Antriebsstruktur zur Steuerung der Bewegung der Heißsiegelstruktur und des Öffnens und Schließens der Vakuumerzeugungsstruktur dient.
- Vakuumiergerät-Aufbau nach
Anspruch 1 , bei dem die Antriebsstruktur mindestens einen an der Tragstruktur angeordneten ersten Motor, mindestens eine an der Tragstruktur angeordnete Antriebsbefestigungsplatte, mindestens ein beweglich an der Antriebsbefestigungsplatte angeordnetes Antriebselement und mindestens ein an der Tragstruktur angeordnetes und mit dem ersten Motor verbundenes Antriebszahnrad aufweist. - Vakuumiergerät-Aufbau nach
Anspruch 2 , bei dem die Antriebsstruktur ferner mindestens ein auf der Antriebsbefestigungsplatte angeordnetes sensorisches Element aufweist, wobei das Antriebselement einen sensorischen Abschnitt aufweist. - Vakuumiergerät-Aufbau nach
Anspruch 1 , bei dem die automatische Beutelzufuhrstruktur mehrere schwenkbar an der Tragstruktur angeordnete Antriebselemente, mindestens ein schwenkbar an der Tragstruktur angeordnetes und mit dem Antriebselement verbundenes erstes Zahnrad, mindestens ein schwenkbar an der Tragstruktur angeordnetes und mit dem Antriebselement verbundenes zweites Zahnrad und mindestens einen an der Tragstruktur angeordneten Motor, der mit dem ersten Zahnrad oder dem zweiten Zahnrad verbunden ist und dieses zur Drehung antreibt, aufweist, wobei das erste Zahnrad und das zweite Zahnrad miteinander in Eingriff stehen. - Vakuumiergerät-Aufbau nach
Anspruch 1 , bei dem die Tragstruktur mit einem Detektionsmodul versehen ist. - Vakuumiergerät-Aufbau nach
Anspruch 1 , bei dem die Heißsiegelstruktur entweder eine Heizdrahtkomponente oder eine PTC-Komponente ist. - Vakuumiergerät-Aufbau nach
Anspruch 6 , bei dem die Heizdrahtkomponente einen beweglich an der Tragstruktur angeordneten Heißsiegelstreifen und ein an der Unterseite des Heißsiegelstreifens angeordnetes Heizelement umfasst, wobei die Tragstruktur mit einem ersten Durchgangsloch und mindestens einem ersten elastischen Element versehen ist; wobei der Heißsiegelstreifen mindestens einen schwenkbar mit der Tragstruktur verbundenen ersten Schwenkverbindungsabschnitt und mindestens einen beweglich durch das erste Durchgangsloch durchgesteckten ersten Anlageabschnitt aufweist, wobei die zwei Enden des ersten elastischen Elements jeweils an der Tragstruktur und am ersten Anlageabschnitt anliegen. - Vakuumiergerät-Aufbau nach
Anspruch 1 , bei dem die Tragstruktur mit mindestens einem zweiten Durchgangsloch und mindestens einem zweiten elastischen Element versehen ist, wobei die erste Vakuumkammer mit einem zweiten Schwenkverbindungsabschnitt und einem zweiten Anlageabschnitt versehen ist, wobei die erste Vakuumkammer mittels des zweiten Schwenkverbindungsabschnitts schwenkbar mit der Tragstruktur verbunden ist, wobei der zweite Anlageabschnitt beweglich im zweiten Durchgangsloch angeordnet ist, wobei die zwei Enden des zweiten elastischen Elements jeweils an der Tragstruktur und am zweiten Anlageabschnitt anliegen. - Vakuumiergerät-Aufbau nach
Anspruch 1 , bei dem die Antriebsstruktur mehrere Fluidantriebselemente ist.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE202020101034.4U DE202020101034U1 (de) | 2020-02-26 | 2020-02-26 | Vakuumiergerät-Aufbau |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE202020101034.4U DE202020101034U1 (de) | 2020-02-26 | 2020-02-26 | Vakuumiergerät-Aufbau |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| DE202020101034U1 true DE202020101034U1 (de) | 2020-03-08 |
Family
ID=69955545
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE202020101034.4U Active DE202020101034U1 (de) | 2020-02-26 | 2020-02-26 | Vakuumiergerät-Aufbau |
Country Status (1)
| Country | Link |
|---|---|
| DE (1) | DE202020101034U1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117360896A (zh) * | 2023-12-08 | 2024-01-09 | 哈尔滨商业大学 | 一种食品包装袋封口装置及方法 |
-
2020
- 2020-02-26 DE DE202020101034.4U patent/DE202020101034U1/de active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117360896A (zh) * | 2023-12-08 | 2024-01-09 | 哈尔滨商业大学 | 一种食品包装袋封口装置及方法 |
| CN117360896B (zh) * | 2023-12-08 | 2024-03-22 | 哈尔滨商业大学 | 一种食品包装袋封口装置及方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE60006691T2 (de) | Kontaktkörper und verfahren zu deren verbindung | |
| EP1137360B2 (de) | Filterbeutel für einen staubsauger | |
| DE1942410A1 (de) | Maschine zum Fertigen von Beuteln | |
| CH658029A5 (de) | Vorrichtung zum spannen, verschliessen und abschneiden von kunststoffbaendern fuer packstueckumreifungen. | |
| DE69008376T2 (de) | Steuerventil für ein Dornsammelsystem. | |
| DE202020101034U1 (de) | Vakuumiergerät-Aufbau | |
| DE102011084571B4 (de) | Vorrichtung zur Behandlung von Lebensmitteln mit verbesserter Tür-Anbindung | |
| DE2339518C2 (de) | Vorrichtung zum Herstellen rohrförmiger Behälter-Grundkörper aus einem Zuschnitt | |
| CH417449A (de) | Vorrichtung zum Abpacken von Schüttgütern in einer Schutzgasatmosphäre | |
| DE2841017A1 (de) | Geraet zum verschliessen von - mit lebensmitteln o.dgl. gefuellten - beuteln aus kunststoff-folie durch verschweissen unter gleichzeitiger absaugung der luft aus dem zu verschliessenden beutel | |
| EP1466829A1 (de) | Anlage zum Füllen von Ventilsäcken | |
| DE2330365A1 (de) | Einrichtung zum abnehmen eines stuecks von einem ausgeschnittenen stapel | |
| DE1586093A1 (de) | Einrichtung zum Aufbringen von Aufreissstreifen auf ein Einschlagmaterialband | |
| DE1907388A1 (de) | Druckmittelbetaetigtes Ziehwerkzeug fuer Blindniete | |
| CH440872A (de) | Schliessvorrichtung, insbesondere für Autoklaven | |
| DE2838586C2 (de) | Verfahren und Vorrichtung zum Glattziehen von bedruckten Bogen | |
| DE2638152C2 (de) | Vorrichtung zum Abheben und Abziehen einzelner Bogen von einem Bogenstapel | |
| DE2622078A1 (de) | Leitungsdaempfungsvorrichtung | |
| DE10007182C2 (de) | Verschließgerät für einen mit einem Foliendeckel zu verschließenden Behälter | |
| DE70206C (de) | Spitzdütenmaschine | |
| DE202025101603U1 (de) | Antriebsvorrichtung und Antriebsstruktur für Sonnendach | |
| DE3337876C1 (de) | UEberwendlichnaehmaschine | |
| DE2231122A1 (de) | Maschine zur herstellung von beuteln | |
| DE975530C (de) | Einrichtung zum Abschneiden einesí¬Brandsohlen zum Aufkleben laufend zugefuehrtení¬Verstaerkungs- oder profilierten Rippenbandes | |
| DE1761792C (de) | Briefumschlagfüllmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| R207 | Utility model specification | ||
| R150 | Utility model maintained after payment of first maintenance fee after three years |