CN2595485Y - 一种多微孔冲孔机 - Google Patents
一种多微孔冲孔机 Download PDFInfo
- Publication number
- CN2595485Y CN2595485Y CN 03211126 CN03211126U CN2595485Y CN 2595485 Y CN2595485 Y CN 2595485Y CN 03211126 CN03211126 CN 03211126 CN 03211126 U CN03211126 U CN 03211126U CN 2595485 Y CN2595485 Y CN 2595485Y
- Authority
- CN
- China
- Prior art keywords
- guide
- fixed
- plate
- guiding
- drift
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Landscapes
- Presses And Accessory Devices Thereof (AREA)
Abstract
一种多微孔冲孔机,属于冲压机床技术领域,本实用新型包括床身、工作台、导向支架、导向横梁、液压油缸、模具和液压控制系统,框架式床身由型钢焊接成一体,导向支架用螺栓固定在床身的工作台上,其中间设置有导向横梁,液压油缸设置在床身的上面,通过连杆与导向横梁固定连接,使导向横梁在导向立柱上作上下运动,模具设置在导向支架的下固定板上,模具和上模板固定在导向横梁上,冲头用铸铁胶固定在固定板上,固定板用螺钉与上模板固定,冲头与导向板滑配合,上模板和导向板与固定在下模板上的导向柱滑配合,本实用新型具有结构简单,工作可靠,加工工艺简单,制造成本低,可在软质材料和厚度小于1.2mm的钢板上加工多微孔。
Description
技术领域
本实用新型属于冲压机床技术领域,特别涉及一种多微孔冲孔机床。
背景技术
目前,国内多微孔的生产加工,一般采用激光和机械冲压加工,激光加工的生产成本高,在钢板上采用机械冲压加工多微孔时,由于冲头直径在Φ1mm左右,冲孔距在3.5-5mm,一次冲孔数量在100-200多个,对冲孔的模具加工精度要求特别高,小冲头的固定更为困难,有的采用低熔点合金浇注固定时,但是小冲头容易变形,工艺效果也不好。
实用新型内容
本实用新型的目的是解决目前多微孔生产加工中存在的实际技术问题,提供一种结构简单、加工成本低的多微孔冲孔机。
本实用新型由床身、工作台、导向支架、导向横梁、液压油缸、连杆、导向立柱、模具、导套、冲头、弹簧、上模板、固定板、冲模板、导向板、下模板、导向柱、导向套和液压控制系统组成。框架式床身由型钢焊接而成,导向支架由上下固定板通过导向立柱固定连接成一体,其中间设置有导向横梁,并与导向立柱滑配合,导向支架用螺栓固定在床身的工作台上,液压油缸设置在床身上面,其活塞杆通过连杆与导向横梁固定连接,使导向横梁在导向立柱上作上下运动,所述模具的导向柱固定在下模板上,上模板和导向板分别通过导套和导向套与导向柱滑配合,冲头由铸铁胶固定在固定板上,固定板通过螺钉固定在上模板上,冲头与导向板滑配合,并通过导向板使冲头与冲模板的孔对正,对冲头起导向和保护作用,四块冲模板通过螺钉固定在下模板上,弹簧设置在上模板和导向板之间,使导向板始终受向下的弹簧压力,由螺钉限位,上模板用螺栓固定在导向横梁上,下模板用螺栓固定在导向支架的下固定板上。由于采用上述结构,本实用新型具有下列优点:
1、结构简单,工作可靠,生产效率高;
2、加工工艺简单,制造成本低;
3、可在软质材料和钢板(厚度1.2mm以下)上加工多微孔。
附图说明
图1为本实用新型的结构示意图;
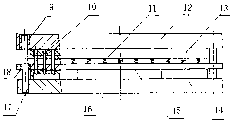
图2为本实用新型模具的结构示意图;
图中:1床身、2工作台、3导向支架、4导向横梁、5液压油缸、6连杆、7导向立柱、8模具、9导套、10冲头、11弹簧、12上模板、13固定板、14冲模板、15导向板、16下模板、17导向柱、18导向套。
具体实施方式
如图1和图2所示,一种多微孔冲孔机包括床身1、工作台2、导向支架3、导向横梁4、液压油缸5、连杆6、模具8、冲头10、上模板12、固定板13、冲模板14、导向板15、下模板16和导向柱17。框架式床身1由型钢焊接成一体,导向支架3由上下固定板通过两个导向立柱7固定连接,其中间设置有导向横梁4,并与导向立柱7滑配合,导向支架3用螺栓固定在床身1的工作台2上,液压油缸5通过螺钉固定在床身1上面,其活塞杆通过连杆6与导向横梁4固定连接,使导向横梁4在导向立柱7上作上下运动,模具8的导向柱17固定在下模板16上,上模板12和导向板15分别通过导套9和导向套18与导向柱17滑配合,冲头10由铸铁胶固定在固定板13上,比用低熔点合金固定工艺效果好,固定板13用螺钉固定在上模板12上,冲头10与导向板15滑配合,并通过导向板15使100多个小冲头10与冲模板14的100多个冲模孔对正,四块冲模板14通过螺钉固定在下模板16上,弹簧11设置在上模板12与导向板15之间,使导向板15始终受向下弹簧压力,由螺钉限位,上模板12用螺栓固定在导向横梁4上,下模板16用螺栓固定在导向支架3的下固定板上,冲头直径为Φ1mm,孔间距为3.5mm,为双行交叉排列,冲头共128个。其工作过程是:液压油缸5通过连杆6使导向横梁4在两个导向立柱7上作上下运动,因此带动上模板12和固定在固定板13上的小冲头10作上下冲压运动,当向上运动时,通过固定在上模板12上的限位螺钉使导向板15与冲模板14离开一定间隙,使冲孔材料通过冲头;当向下运动冲孔时,导向板15与冲模板14接触,使冲头10与冲模板14的冲模孔对正,弹簧11被压缩,导向板15不动,对冲头10始终起导向和保护作用,完成一次冲孔过程。
Claims (3)
1、一种多微孔冲孔机,包括床身、工作台、导向支架、导向横梁、液压油缸、连杆、导向立柱、模具、导套、冲头、弹簧、上模板、固定板、冲模板、导向板、下模板、导向柱、导向套和液压控制系统,其特征在于所述框架式床身由型钢焊接而成,导向支架由上下固定板通过导向立柱固定连接成一体,其中间设置有导向横梁,并与导向立柱滑配合,导向支架用螺栓固定在床身的工作台上,液压油缸设置在床身上面,其活塞杆通过连杆与导向横梁固定连接,使导向横梁在导向立柱上作上下运动,所述模具的导向柱固定在下模板上,上模板和导向板分别通过导套和导向套与导向柱滑配合,冲模板通过螺钉固定在下模板上,弹簧设置在上模板和导向板之间,使导向板始终受向下的弹簧压力,由螺钉限位,上模板用螺栓固定在导向横梁上,下模板用螺栓固定在导向支架的下固定板上。
2、如权利要求1所述的多微孔冲孔机,其特点在于所述冲头用铸铁胶固定在固定板上,固定板通过螺钉固定在上模板上。
3、如权利要求1所述的多微孔冲孔机,其特点在于所述导向板对冲头起导向和保护作用,使冲头与冲模孔对正,冲头与导向板滑配合。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 03211126 CN2595485Y (zh) | 2003-01-24 | 2003-01-24 | 一种多微孔冲孔机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 03211126 CN2595485Y (zh) | 2003-01-24 | 2003-01-24 | 一种多微孔冲孔机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN2595485Y true CN2595485Y (zh) | 2003-12-31 |
Family
ID=33754264
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 03211126 Expired - Fee Related CN2595485Y (zh) | 2003-01-24 | 2003-01-24 | 一种多微孔冲孔机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN2595485Y (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101406914B (zh) * | 2008-11-28 | 2010-06-16 | 哈尔滨工业大学 | 微冲孔模具 |
| CN102151798A (zh) * | 2010-11-16 | 2011-08-17 | 苏州苏铸成套装备制造有限公司 | 提升装置 |
| CN103920793A (zh) * | 2014-04-17 | 2014-07-16 | 上海华世邦精密模具有限公司 | 一种高精度微孔板冲孔精密模具 |
| CN107053326A (zh) * | 2016-12-27 | 2017-08-18 | 上海华世邦模具科技股份有限公司 | 蜂窝状超微孔环保降噪板材加工模具 |
-
2003
- 2003-01-24 CN CN 03211126 patent/CN2595485Y/zh not_active Expired - Fee Related
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101406914B (zh) * | 2008-11-28 | 2010-06-16 | 哈尔滨工业大学 | 微冲孔模具 |
| CN102151798A (zh) * | 2010-11-16 | 2011-08-17 | 苏州苏铸成套装备制造有限公司 | 提升装置 |
| CN103920793A (zh) * | 2014-04-17 | 2014-07-16 | 上海华世邦精密模具有限公司 | 一种高精度微孔板冲孔精密模具 |
| CN103920793B (zh) * | 2014-04-17 | 2016-05-25 | 上海华世邦精密模具有限公司 | 一种高精度微孔板冲孔精密模具 |
| CN107053326A (zh) * | 2016-12-27 | 2017-08-18 | 上海华世邦模具科技股份有限公司 | 蜂窝状超微孔环保降噪板材加工模具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201702549U (zh) | O型圈压入装置 | |
| CN202498148U (zh) | 一种冲压件模具 | |
| CN2595485Y (zh) | 一种多微孔冲孔机 | |
| CN201313446Y (zh) | 圆柱形工件快速打标装置 | |
| CN210497835U (zh) | 一种汽车零部件加工用冲压设备 | |
| CN217990634U (zh) | 一种冲孔翻边装置 | |
| CN218555315U (zh) | 一种锁止摇臂二次成型模具 | |
| CN202137254U (zh) | 一种汽车侧围外板模具的附模 | |
| CN212495144U (zh) | 一种具有顶出机构的锻造装置 | |
| CN201324792Y (zh) | 桥板生产线的冲孔装置 | |
| CN212442841U (zh) | 铝合金冲压翻边复合模具 | |
| CN102000758A (zh) | 一种用于锻造液压机的摔圆模 | |
| CN210208482U (zh) | 一种锻压机 | |
| CN208322055U (zh) | 一种压铸机压射机构 | |
| CN207271902U (zh) | 一种高精度防跳废料冲压模具 | |
| CN106040872A (zh) | 一种电梯零部件的冲压模具 | |
| CN216226425U (zh) | 扇形波纹板安装用冲孔模具 | |
| CN107537923B (zh) | 新型冲头组件 | |
| CN201361657Y (zh) | 多子模 | |
| CN220216445U (zh) | 一种精密件倒圆模具 | |
| CN220279858U (zh) | 一种线路板生产用冲压模具 | |
| CN219851916U (zh) | 一种船舶配件加工装置液压机 | |
| CN218138511U (zh) | 一种玻璃钢拉杆打孔用雕刻机 | |
| CN210615113U (zh) | 一种打印机模具装置 | |
| CN217798298U (zh) | 衬套翻边装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |