CN218775548U - 一种圆桶组对整圆设备 - Google Patents
一种圆桶组对整圆设备 Download PDFInfo
- Publication number
- CN218775548U CN218775548U CN202223379079.2U CN202223379079U CN218775548U CN 218775548 U CN218775548 U CN 218775548U CN 202223379079 U CN202223379079 U CN 202223379079U CN 218775548 U CN218775548 U CN 218775548U
- Authority
- CN
- China
- Prior art keywords
- rounding
- turbine
- slip table
- pinch roller
- remodeling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Automatic Assembly (AREA)
Abstract
本实用新型公开了一种圆桶组对整圆设备,包括同轴且相对设置的两个整圆滑台,两个整圆滑台上分别设有整圆模具,各整圆滑台上设有驱动整圆模具旋转的整圆主轴,各整圆滑台上设有压轮杆,压轮杆的底部安装有整圆压轮,整圆滑台上设有第一伺服电机和连接第一伺服电机以驱动压轮杆升降的涡轮升降机。此圆桶组对整圆设备通过相对设置的两个整圆滑台顶紧在桶体的两端开口内,涡轮升降机驱动压轮杆下降以通过整圆压轮将待整圆的桶体或者罐体压紧在整圆滑台上,再通过两侧的整圆主轴驱动整圆模具转动,待达到设定的旋转圈数,即可完成对桶体或者罐体开口的整圆工作,此设备能较好地保证桶体两端开口整圆的一致性,本实用新型属于机械加工设备领域。
Description
技术领域
本实用新型属于机械加工设备领域,更具体而言,涉及一种圆桶组对整圆设备。
背景技术
圆罐或者圆桶状物体在进行对接或者焊接过程前,需要对桶体或者罐体上变形的圆形敞口进行整圆,现有的设备无法达到对两端开口的罐体进行同时整圆操作,而交替操作则不易保证两端开口的一致性。
发明内容
本实用新型的主要目的在于提供一种圆桶组对整圆设备,能自动完成两端开口的圆桶的整圆工作。
根据本实用新型的第一方面实施例,提供了一种圆桶组对整圆设备,包括同轴且相对设置的两个整圆滑台,两个所述整圆滑台上分别设有整圆模具,各所述整圆滑台上设有驱动所述整圆模具旋转的整圆主轴,各所述整圆滑台上设有压轮杆,所述压轮杆的底部安装有整圆压轮,所述整圆滑台上设有第一伺服电机和连接所述第一伺服电机以驱动所述压轮杆升降的涡轮升降机。
根据本实用新型第一方面实施例所述的圆桶组对整圆设备,两所述整圆模具同轴且相对设置,各所述整圆模具上均设有朝向远端收窄的坡度。
根据本实用新型第一方面实施例所述的圆桶组对整圆设备,所述涡轮升降机安装于所述整圆模具的正上方,所述压轮杆垂直伸入所述涡轮升降机内与所述涡轮升降机形成涡轮传动机构,所述第一伺服电机连接所述涡轮升降机以驱动所述压轮杆进行升降定位。
根据本实用新型第一方面实施例所述的圆桶组对整圆设备,所述涡轮升降机的两侧设有涡轮座板,所述涡轮座板的下方设有平行于所述涡轮座板设置的导向板,所述涡轮座板与所述导向板间设有在所述压轮杆的两侧对称设置的升降导向杆。
根据本实用新型第一方面实施例所述的圆桶组对整圆设备,各所述整圆滑台上设有水平设置的换型滑轨,所述换型滑轨上设有换型滑台,所述整圆滑台上安装有整圆换型气缸,所述整圆换型气缸的输出端连接所述换型滑台,以驱动所述换型滑台沿所述换型滑轨移动。
根据本实用新型第一方面实施例所述的圆桶组对整圆设备,环绕各所述整圆模具均设有整圆退料板,所述整圆退料板的两侧均通过退料推杆连接至退料气缸。
根据本实用新型第一方面实施例所述的圆桶组对整圆设备,两个所述整圆滑台可滑动地安装在机座上的同一滑台轨道上,两所述整圆滑台之间还设有垂直于所述滑台轨道设置的托架,所述托架的底部设有竖直向上设置的托料气缸。
根据本实用新型第一方面实施例所述的圆桶组对整圆设备,所述托架沿所述托料气缸的两侧对称设置,所述托架的两侧分别连接有托架换型滑块和驱动两所述托架换型滑块相向或者相背运动的托架换型气缸。
根据本实用新型第一方面实施例所述的圆桶组对整圆设备,所述机座上位于各所述整圆滑台的外侧均设有固定设置的滑台固定座,所述滑台固定座与所述整圆滑台间连接有调节螺杆,所述调节螺杆旋转以驱动所述整圆滑台沿所述机座上的滑台轨道移动。
本实用新型上述技术方案中的一个技术方案至少具有如下优点或有益效果之一:
此圆桶组对整圆设备通过相对设置的两个整圆滑台顶紧在桶体的两端开口内,涡轮升降机驱动压轮杆下降以通过整圆压轮将待整圆的桶体或者罐体压紧在整圆滑台上,再通过两侧的整圆主轴驱动整圆模具转动,待达到设定的旋转圈数,即可完成对桶体或者罐体开口的整圆工作,此设备能较好地保证桶体两端开口整圆的一致性。
附图说明
下面结合附图和实施例对本实用新型进一步地说明;
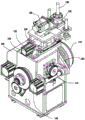
图1是本实用新型实施例中圆桶组对整圆设备的整体结构示意图;
图2是本实用新型实施例中圆桶组对整圆设备的整体结构正视图;
图3是本实用新型实施例中整圆滑台及上层设备的结构示意图;
图4是本实用新型实施例中整圆滑台及上层设备的另一视角结构示意图;
图5是本实用新型实施例中整圆滑台及上层设备的结构主视图。
具体实施方式
下面详细描述本实用新型的实施方式,实施方式的示例在附图中示出,其中相同或类似的标号自始至终表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施方式是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
在本实用新型的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
在本实用新型的描述中,若干的含义是一个或者多个,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”以及“第二”的特征可以明示或者隐含地包括一个或者更多个特征。
在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“连接”应做广义理解,例如,可以是固定连接或活动连接,也可以是可拆卸连接或不可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接或可以相互通信;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通、间接连通或两个元件的相互作用关系。
下文的公开提供了许多不同的实施方式或例子用来实现本实用新型的不同方案。
参照图1至图5所示,提供了一种圆桶组对整圆设备,包括同轴且相对设置的两个整圆滑台100,两个整圆滑台100上分别设有整圆模具110,各整圆滑台100上设有驱动整圆模具110旋转的整圆主轴,各整圆滑台100上设有压轮杆120,压轮杆120的底部安装有整圆压轮121,整圆滑台100上设有第一伺服电机123和连接第一伺服电机123以驱动压轮杆120升降的涡轮升降机122。
此圆桶组对整圆设备通过相对设置的两个整圆滑台100顶紧在桶体的两端开口内,涡轮升降机122驱动压轮杆120下降以通过整圆压轮121将待整圆的桶体或者罐体压紧在整圆滑台100上,再通过两侧的整圆主轴驱动整圆模具110转动,待达到设定的旋转圈数,即可完成对桶体或者罐体开口的整圆工作,此设备能较好地保证桶体两端开口整圆的一致性。
本实用新型其中的一些实施例中,两整圆模具110同轴且相对设置,各整圆模具110上均设有朝向远端收窄的坡度。两侧的整圆模具110相对且对称设置,在各整圆模具110上分别设有朝远端收窄的坡度,以方便在桶体或者罐体的两端对接时,整圆模具110可以顺利地推送到罐体或者桶体两端的开口侧,再从两侧分别推送整圆滑台100以带动整圆模具110靠近,使得桶体两端的开口外周位于滚圆模具端部的平台上。
本实用新型其中的一些实施例中,涡轮升降机122安装于整圆模具110的正上方,压轮杆120垂直伸入涡轮升降机122内与涡轮升降机122形成涡轮传动机构,第一伺服电机123连接涡轮升降机122以驱动压轮杆120进行升降定位。
本实用新型其中的一些实施例中,涡轮升降机122的两侧设有涡轮座板124,涡轮座板124的下方设有平行于涡轮座板124设置的导向板125,涡轮座板124与导向板125间设有在压轮杆120的两侧对称设置的升降导向杆126。
本实用新型其中的一些实施例中,各整圆滑台100上设有水平设置的换型滑轨131,换型滑轨131上设有换型滑台130,整圆滑台100上安装有整圆换型气缸132,整圆换型气缸132的输出端连接换型滑台130,以驱动换型滑台130沿换型滑轨131移动。
本实用新型其中的一些实施例中,环绕各整圆模具110均设有整圆退料板140,整圆退料板140的两侧均通过退料推杆141连接至退料气缸142。
在桶体整圆完成后,可通过退料气缸142推动两侧的退料推杆141,以带动整圆退料板140自整圆磨具110的前端卸掉桶体。
本实用新型其中的一些实施例中,两个整圆滑台100可滑动地安装在机座上的同一滑台轨道200上,两整圆滑台100之间还设有垂直于滑台轨道200设置的托架300,托架300的底部设有竖直向上设置的托料气缸310。
本实用新型其中的一些实施例中,托架300沿托料气缸310的两侧对称设置,托架300的两侧分别连接有托架换型滑块320和驱动两托架换型滑块320相向或者相背运动的托架换型气缸321。
本实用新型其中的一些实施例中,机座上位于各整圆滑台100的外侧均设有固定设置的滑台固定座400,滑台固定座400与整圆滑台100间连接有调节螺杆410,调节螺杆410旋转以驱动整圆滑台100沿机座上的滑台轨道200移动。
此圆桶组对整圆设备通过托架300承载待整圆的桶体或者罐体,并通过位于托架300底部的托料气缸310承托桶体,以通过托架300朝两相对设置的整圆滑台100间推送桶体。
对于不同直径尺寸的桶体,可通过托架换型气缸321驱动托架换型滑块320移动适应桶体不同的直径尺寸。
在更换不同尺寸规格的桶体的过程中,可通过驱动滑台固定座400内的调节螺杆410,通过两侧的滑台固定座400内的调节螺杆410旋转以带动整圆滑台100开合,从而更换位于两侧的整圆滑台100间的待整圆的桶体。
在驱动两侧整圆滑台100动作的同时,也可以通过位于整圆滑台100上方的整圆换型气缸132驱动换型滑台130沿换型滑轨131移动,以对待更换的桶体或者罐体进行避让,同时,通过涡轮升降机122带动升降导向杆126带动压轮杆120和位于压轮杆120端部的整圆压轮121升降,以适应更换后的桶体或者罐体。
尽管已经示出和描述了本实用新型的实施方式,本领域的普通技术人员可以理解:在不脱离本实用新型的原理和宗旨的情况下可以对这些实施方式进行多种变化、修改、替换和变型,本实用新型的范围由权利要求及其等同物限定。
Claims (9)
1.一种圆桶组对整圆设备,其特征在于,包括同轴且相对设置的两个整圆滑台,两个所述整圆滑台上分别设有整圆模具,各所述整圆滑台上设有驱动所述整圆模具旋转的整圆主轴,各所述整圆滑台上设有压轮杆,所述压轮杆的底部安装有整圆压轮,所述整圆滑台上设有第一伺服电机和连接所述第一伺服电机以驱动所述压轮杆升降的涡轮升降机。
2.根据权利要求1所述的圆桶组对整圆设备,其特征在于:两所述整圆模具同轴且相对设置,各所述整圆模具上均设有朝向远端收窄的坡度。
3.根据权利要求1所述的圆桶组对整圆设备,其特征在于:所述涡轮升降机安装于所述整圆模具的正上方,所述压轮杆垂直伸入所述涡轮升降机内与所述涡轮升降机形成涡轮传动机构,所述第一伺服电机连接所述涡轮升降机以驱动所述压轮杆进行升降定位。
4.根据权利要求3所述的圆桶组对整圆设备,其特征在于:所述涡轮升降机的两侧设有涡轮座板,所述涡轮座板的下方设有平行于所述涡轮座板设置的导向板,所述涡轮座板与所述导向板间设有在所述压轮杆的两侧对称设置的升降导向杆。
5.根据权利要求1至4中任意一项所述的圆桶组对整圆设备,其特征在于:各所述整圆滑台上设有水平设置的换型滑轨,所述换型滑轨上设有换型滑台,所述整圆滑台上安装有整圆换型气缸,所述整圆换型气缸的输出端连接所述换型滑台,以驱动所述换型滑台沿所述换型滑轨移动。
6.根据权利要求1至4中任意一项所述的圆桶组对整圆设备,其特征在于:环绕各所述整圆模具均设有整圆退料板,所述整圆退料板的两侧均通过退料推杆连接至退料气缸。
7.根据权利要求1至4中任意一项所述的圆桶组对整圆设备,其特征在于:两个所述整圆滑台可滑动地安装在机座上的同一滑台轨道上,两所述整圆滑台之间还设有垂直于所述滑台轨道设置的托架,所述托架的底部设有竖直向上设置的托料气缸。
8.根据权利要求7所述的圆桶组对整圆设备,其特征在于:所述托架沿所述托料气缸的两侧对称设置,所述托架的两侧分别连接有托架换型滑块和驱动两所述托架换型滑块相向或者相背运动的托架换型气缸。
9.根据权利要求7所述的圆桶组对整圆设备,其特征在于:所述机座上位于各所述整圆滑台的外侧均设有固定设置的滑台固定座,所述滑台固定座与所述整圆滑台间连接有调节螺杆,所述调节螺杆旋转以驱动所述整圆滑台沿所述机座上的滑台轨道移动。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202223379079.2U CN218775548U (zh) | 2022-12-16 | 2022-12-16 | 一种圆桶组对整圆设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202223379079.2U CN218775548U (zh) | 2022-12-16 | 2022-12-16 | 一种圆桶组对整圆设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN218775548U true CN218775548U (zh) | 2023-03-31 |
Family
ID=85723530
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202223379079.2U Active CN218775548U (zh) | 2022-12-16 | 2022-12-16 | 一种圆桶组对整圆设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN218775548U (zh) |
-
2022
- 2022-12-16 CN CN202223379079.2U patent/CN218775548U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN115497742A (zh) | 一种一体成型电感器自动化加工设备 | |
| CN218775548U (zh) | 一种圆桶组对整圆设备 | |
| CN204868309U (zh) | 一种应用于轴承套圈的自动上料装置 | |
| CN113601792A (zh) | 一种多工位换模台车 | |
| CN108581137A (zh) | 一种电机定子氩焊机 | |
| CN208357535U (zh) | 一种工字轮整形装置 | |
| CN217726684U (zh) | 一种无缝内螺纹铜管的成型被动放料装置 | |
| CN208825280U (zh) | 一种小桶挤压扳边机 | |
| CN215431207U (zh) | 保温杯缩口压坯装置及双工位保温杯缩口机 | |
| CN106816311A (zh) | 一种变压器自动化绕线装置 | |
| CN109290669B (zh) | 自动换模移动点焊设备及其焊接方法 | |
| CN116099911A (zh) | 一种点火线圈触片折弯设备 | |
| CN218964444U (zh) | 一种圆桶两端圆形焊接的设备 | |
| CN209021106U (zh) | 一种小桶上底机 | |
| CN116441925B (zh) | 一种桶体的全自动整圆和焊接一体设备 | |
| CN219852351U (zh) | 一种心盘垫板加工用裁切装置 | |
| CN218611338U (zh) | 模架张开装置 | |
| CN117428108B (zh) | 一种大直径镍合金封头整体冲压成型设备及其冲压成型方法 | |
| CN113443521B (zh) | 一种全自动双盘收线设备 | |
| CN220283130U (zh) | 一种便于安装线筒的并线绕线机 | |
| CN220347408U (zh) | 一种钎焊机自动进料装置 | |
| CN220642524U (zh) | 五加仑桶装水桶拔盖电机控制升降机构 | |
| CN115431158B (zh) | 一种液压油缸缸筒抛光装置 | |
| CN116921478B (zh) | 一种用于无缝钢管生产的高效型冷拔机 | |
| CN216736926U (zh) | 一种排线装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |