CN218503849U - 热导管自动穿料机 - Google Patents
热导管自动穿料机 Download PDFInfo
- Publication number
- CN218503849U CN218503849U CN202222368611.4U CN202222368611U CN218503849U CN 218503849 U CN218503849 U CN 218503849U CN 202222368611 U CN202222368611 U CN 202222368611U CN 218503849 U CN218503849 U CN 218503849U
- Authority
- CN
- China
- Prior art keywords
- drive
- pipe
- bar
- move
- clamping jaw
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Abstract
本实用新型公开了一种热导管自动穿料机,其包括:机台、料仓、第一组装机构、第二组装机构、穿管机构和搬运机构;第一组装机构能够带动线料安装于棒料的外周或管料的内壁;第二组装机构能够带动网料安装于棒料的外周或管料的内壁;穿管机构设置于机台,穿管机构能够带动棒料和管料的至少其一运动并使得二者相互嵌套;搬运机构能够带动棒料和管料的至少其一运动至第一组装机构处,搬运机构能够带动棒料和管料的至少其一运动至第二组装机构处,搬运机构能够带动棒料和管料均运动至穿管机构处。通过第一组装机构、第二组装机构和穿管机构对热导管内的各个部件进行组装,可以实现热导管的自动化装配效果,从而有效地提高装配作业的工作效率。
Description
技术领域
本实用新型涉及导热部件领域,特别涉及一种热导管自动穿料机。
背景技术
众所周知,在热导管的内部包含有以编织线网和铜网组合缠绕于棒材所形成的的毛细结构,从而提升导热效率。因此,在热导管的生产过程中,需要将棒料、组成编织线网的线料和铜网料组装进管料内。然而,目前的热导管组装作业通常由人工进行,而人工组装无疑有着效率低下的问题。
实用新型内容
本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种热导管自动穿料机,能够提高组装的效率。
根据本实用新型的第一方面实施例的热导管自动穿料机,包括:机台、料仓、第一组装机构、第二组装机构、穿管机构和搬运机构;料仓设置于所述机台;第一组装机构设置于所述机台,所述第一组装机构能够带动线料安装于棒料的外周或管料的内壁;第二组装机构设置于所述机台,所述第二组装机构能够带动网料安装于棒料的外周或管料的内壁;穿管机构设置于所述机台,所述穿管机构能够带动棒料和管料的至少其一运动并使得二者相互嵌套;所述搬运机构能够带动棒料和管料的至少其一运动至所述第一组装机构处,所述搬运机构能够带动棒料和管料的至少其一运动至所述第二组装机构处,所述搬运机构能够带动棒料和管料均运动至所述穿管机构处。
根据本实用新型实施例的热导管自动穿料机,至少具有如下有益效果:棒料和管料均设置于料仓内。装配作业开始后,搬运机构将会带动棒料或者管料运动至第一组装机构处,第一组装机构则会将线料安装于棒料的外周或者管料的内壁;并且,搬运机构同样也会带动棒料或者管料运动至第二组装机构处,并使得第二组装机构将网料安装于棒料的外周或者管料的内壁。最后,搬运机构将组装线料和网料后的棒料以及管料运送至穿管机构处,并由穿管机构带动棒料和管料相互运动靠近及嵌套,从而完成热导管的装配作业。
通过第一组装机构、第二组装机构和穿管机构对热导管内的各个部件进行组装,可以实现热导管的自动化装配效果,从而直接、有效地提高装配作业的工作效率,进而使得热导管的生产作业变得更加高效、稳定。
根据本实用新型的一些实施例,所述搬运机构包括活动设置于所述料仓底部的顶料件,所述顶料件能够带动所述料仓内的棒料或管料上升;所述机台上设置有移料夹爪,所述移料夹爪能够夹取并带动被所述顶料件顶起的棒料或管料运动远离所述料仓。
根据本实用新型的一些实施例,所述机台上设置有视觉检测机构,所述移料夹爪往复运动于所述料仓的上方和所述视觉检测机构之间;所述搬运机构能够带动所述视觉检测机构处的棒料或管料运动至所述第一组装机构处。
根据本实用新型的一些实施例,所述第一组装机构包括取料夹爪,所述机台上设置有第一工作台,所述搬运机构能够带动棒料运动至所述第一工作台,所述取料夹爪能够带动线料运动靠近所述第一工作台;所述机台上设置有压料件,所述压料件能够运动靠近或远离所述第一工作台并将线料压合于棒料的外周。
根据本实用新型的一些实施例,所述机台上设置有压料轮组,所述取料夹爪能够带动线料运动靠近所述压料轮组,所述第一工作台与所述取料夹爪分别位于所述压料轮组的两侧,所述第一工作台和所述压料轮组之间设置有第一剪料刀。
根据本实用新型的一些实施例,所述第二组装机构包括第二工作台和送料工作台,所述搬运机构能够带动棒料运动至所述第二工作台;所述第二工作台和所述送料工作台之间设置有成型夹爪;所述机台上设置有进给夹爪,所述进给夹爪能够带动所述第二工作台上的棒料运动靠近所述成型夹爪;所述机台上设置有送料组件和第二剪料刀,所述第二剪料刀能够剪断网料,所述送料组件能够带动被剪断后的网料运动靠近所述成型夹爪。
根据本实用新型的一些实施例,所述送料工作台上设置有进料件,所述进料件连接有三轴位移台,所述进料件能够带动被剪断前的网料相对于所述送料工作台运动并靠近所述成型夹爪。
根据本实用新型的一些实施例,所述机台上设置有整形机构,所述搬运机构带动棒料从所述料仓内依次运动至所述第一组装机构、所述第二组装机构、所述整形机构和所述穿管机构处,所述整形机构能够对棒料及其外周的线料和网料进行整形作业。
根据本实用新型的一些实施例,所述穿管机构包括第一载料台和第二载料台,所述搬运机构能够带动棒料和管料的其中之一运动至所述第一载料台,另一运动至所述第二载料台;所述第二载料台连接有驱动结构并能够带动棒料和管料相互靠近及嵌套。
根据本实用新型的一些实施例,所述搬运机构包括活动设置于所述机台上的安装架,所述安装架设置有多个搬运夹爪,所述安装架能够带动至少一个所述搬运夹爪往复运动于所述第一组装机构和第二组装机构之间,所述安装架能够带动至少一个所述搬运夹爪往复运动于所述第二组装机构和所述穿管机构之间。
本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
本实用新型的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
图1为本实用新型实施例的热导管自动穿料机的示意图;
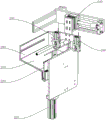
图2为图1示出的热导管自动穿料机的料仓的示意图;
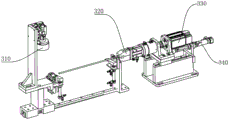
图3为图1示出的热导管自动穿料机的视觉检测机构的示意图;
图4为图1示出的热导管自动穿料机的第一组装机构的示意图;
图5为图1示出的热导管自动穿料机的第二组装机构的示意图;
图6为图1示出的热导管自动穿料机的整形机构的示意图;
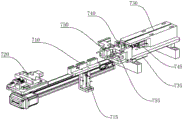
图7为图1示出的热导管自动穿料机的穿管机构的示意图;
图8为图1示出的热导管自动穿料机的搬运机构的示意图。
附图标记:机台100;
料仓200;底斜面210;顶料件220;顶料气缸225;移料夹爪230;移料气缸240;
视觉检测机构300;CCD视觉摄像机310;检测夹爪320;旋转电机330;位移气缸340;
第一组装机构400;储料辊410;限位组件420;取料夹爪430;驱动带435;第一剪料刀440;刀具驱动气缸445;第一工作台450;固定夹爪460;驱动气缸465;压料件470;压料气缸475;压料轮组480;
第二组装机构500;储料轮510;进料件520;三轴位移台530;第二剪料刀540;送料工作台550;送料组件560;进给夹爪570;进给气缸575;第二工作台580;成型夹爪590;
整形机构600;整形工作台610;进料夹爪620;进料气缸625;整形座650;第一气缸660;第二气缸670;
穿管机构700;第一载料台710;升降气缸715;弹性挡板720;第二载料台730;驱动结构735;定位夹爪740;定位气缸745;推料夹爪750;推料气缸755;
搬运机构800;支撑架810;二轴位移台820;安装架830;搬运夹爪850;
具体实施方式
下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
在本实用新型的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
在本实用新型的描述中,若干的含义是一个或者多个,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
本实用新型的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本实用新型中的具体含义。
参照图1,一种热导管自动穿料机,包括:机台100、料仓200、第一组装机构400、第二组装机构500、穿管机构700和搬运机构800;料仓200设置于机台100;第一组装机构400设置于机台100,第一组装机构400能够带动线料安装于棒料的外周或管料的内壁;第二组装机构500设置于机台100,第二组装机构500能够带动网料安装于棒料的外周或管料的内壁;穿管机构700设置于机台100,穿管机构700能够带动棒料和管料的至少其一运动并使得二者相互嵌套;搬运机构800能够带动棒料和管料的至少其一运动至第一组装机构400处,搬运机构800能够带动棒料和管料的至少其一运动至第二组装机构500处,搬运机构800能够带动棒料和管料均运动至穿管机构700处。棒料和管料均设置于料仓200内。装配作业开始后,搬运机构800将会带动棒料或者管料运动至第一组装机构400处,第一组装机构400则会将线料安装于棒料的外周或者管料的内壁;并且,搬运机构800同样也会带动棒料或者管料运动至第二组装机构500处,并使得第二组装机构500将网料安装于棒料的外周或者管料的内壁。最后,搬运机构800将组装线料和网料后的棒料以及管料运送至穿管机构700处,并由穿管机构700带动棒料和管料相互运动靠近及嵌套,从而完成热导管的装配作业。通过第一组装机构400、第二组装机构500和穿管机构700对热导管内的各个部件进行组装,可以实现热导管的自动化装配效果,从而直接、有效地提高装配作业的工作效率,进而使得热导管的生产作业变得更加高效、稳定。
在某些实施例中,参照图2,搬运机构800包括活动设置于料仓200底部的顶料件220,顶料件220能够带动料仓200内的棒料或管料上升;机台100上设置有移料夹爪230,移料夹爪230能够夹取并带动被顶料件220顶起的棒料或管料运动远离料仓200。顶料件220将个别物料从料仓200的底部顶起,可以顺利地将准备进行装配的物料以及料仓200内的其他物料进行分离,从而便于移料夹爪230将其取走。而移料夹爪230则可以将物料带动至下一工序的位置处,比如第一组装机构400或第二组装机构500处,从而使得物料得到进一步地组装,进而达到自动完成装配的效果。
具体地,料仓200的底部设置有底斜面210,底斜面210倾斜向下配置,顶料件220能够运动至底斜面210的最低处,从而顶起料仓200底部的棒料或者管料。
进一步地,顶料件220连接有顶料气缸225,移料夹爪230连接有移料气缸240。
在某些实施例中,参照图3,机台100上设置有视觉检测机构300,移料夹爪230往复运动于料仓200的上方和视觉检测机构300之间;搬运机构800能够带动视觉检测机构300处的棒料或管料运动至第一组装机构400处。热导管内部的棒料具有定位和组装用的斜面,而视觉检测机构300能够对棒料的外形进行视觉检测,从而通过上述斜面对棒料的朝向和位置关系,以及是否具有损伤等情况进行检测,从而得以判别棒料是否能够进行后续的加工,进而便于后续加工的稳定进行。
具体地,视觉检测机构300包括CCD视觉摄像机310,机台100上设置有检测夹爪320,搬运机构800能够将棒料运送至检测夹爪320处并由检测夹爪320夹紧棒料。检测夹爪320连接有位移气缸340,位移气缸340能够通过检测夹爪320带动棒料运动靠近CCD视觉摄像机310,并完成视觉检测作业。
进一步地,检测夹爪320连接有旋转电机330,旋转电机330能够通过检测夹爪320带动棒料进行自转,从而调整棒料的朝向角度。
在某些实施例中,参照图4,第一组装机构400包括取料夹爪430,机台100上设置有第一工作台450,搬运机构800能够带动棒料运动至第一工作台450,取料夹爪430能够带动线料运动靠近第一工作台450;机台100上设置有压料件470,压料件470能够运动靠近或远离第一工作台450并将线料压合于棒料的外周。搬运机构800带动棒料运动至第一工作台450后,取料夹爪430将会带动线料运动靠近位于第一工作台450上的棒料,并由压料件470对线料和棒料进行压合装配,从而完成线料和棒料之间的装配作业,进而得以继续完成热导管整体的装配作业。
具体地,机台100上设置有储料辊410和限位组件420,线料卷绕于储料辊410并引伸至限位组件420处。取料夹爪430连接有驱动带435并往复运动于限位组件420和第一工作台450之间。
进一步地,第一工作台450上设置有固定夹爪460,固定夹爪460连接有驱动气缸465并能够带动棒料运动靠近限位组件420,从而为棒料和线料的装配过程提供便利。第一工作台450的旁侧还设置有压料气缸475,压料气缸475与压料件470连接并能够带动其运动靠近或远离第一工作台450。
再进一步的,限位组件420包括气缸和压块,气缸能够将线料压紧于压块处。
在某些实施例中,参照图4,机台100上设置有压料轮组480,取料夹爪430能够带动线料运动靠近压料轮组480,第一工作台450与取料夹爪430分别位于压料轮组480的两侧,第一工作台450和压料轮组480之间设置有第一剪料刀440。压料轮组480对线料进行压紧,不仅可以对线料进行定位,并且还可以对线料进行整形,从而使得线料能够顺利地组装于棒料的外周。第一剪料刀440则能够剪短线料,从而使得棒材上的线料能够和储料辊410分离,进而避免棒料的后续组装对储料辊410上的线料造成影响。
具体地,第一剪料刀440活动设置于压料轮组480和第一工作台450之间并连接有刀具驱动气缸465445。
在某些实施例中,参照图5,第二组装机构500包括第二工作台580和送料工作台550,搬运机构800能够带动棒料运动至第二工作台580;第二工作台580和送料工作台550之间设置有成型夹爪590;机台100上设置有进给夹爪570,进给夹爪570能够带动第二工作台580上的棒料运动靠近成型夹爪590;机台100上设置有送料组件560和第二剪料刀540,第二剪料刀540能够剪断网料,送料组件560能够带动被剪断后的网料运动靠近成型夹爪590。搬运机构800将棒料运送至第二工作台580之后,进给夹爪570将会夹紧棒料并带动棒料运动靠近成型夹爪590。并且,宋辽组件将会带动网料运动靠近成型夹爪590,并通过第二剪料刀540将网料剪断,以便于被剪断的网料能够配合棒料一并被成型夹爪590进行夹紧成型,进而直接、有效地实现棒料和网料的装配目的。
具体地,机台100上设置有储料轮510、三轴位移台530和进料件520,网料卷绕于储料轮510,三轴位移台530和进料件520连接并能够带动其往复运动于第二工作台580和第二剪料刀540之间并带动储料轮510上的网料沿着送料工作台550运动。
进一步地,进给夹爪570连接有进给气缸575,进给气缸575能够带动进给夹爪570运动,并通过进给夹爪570带动棒料运动靠近送料工作台550。
再进一步的,送料组件560包括压料块和气缸,气缸与压料块连接并能够通过压料块带动网料沿着送料工作台550运动靠近第二工作台580。
在某些实施例中,参照图5,送料工作台550上设置有进料件520,进料件520连接有三轴位移台530,进料件520能够带动被剪断前的网料相对于送料工作台550运动并靠近成型夹爪590。三轴位移台530能够带动进料件520进行多方向的位移,从而确保进料件520能够准确地运动至网料处并对网料进行夹紧带动,进而确保网料能够被顺利地被带动至成型夹爪590处并进行装配作业。
具体地,机台100上设置有储料轮510,网料卷绕于储料轮510,三轴位移台530和进料件520连接并能够带动其往复运动于第二工作台580和第二剪料刀540之间并带动储料轮510上的网料沿着送料工作台550运动。
在某些实施例中,参照图6,机台100上设置有整形机构600,搬运机构800带动棒料从料仓200内依次运动至第一组装机构400、第二组装机构500、整形机构600和穿管机构700处,整形机构600能够对棒料及其外周的线料和网料进行整形作业。在第一组装机构400和第二组装机构500对棒料、线料和网料进行组装之后,整形机构600能够对组装完毕的棒料、线料和网料进行整形贴合,从而使得三者能够更加稳定地合并为一个整体,进而便于三者最后能够顺利地穿插入管料中,以完成热导管的装配作业。
具体地,整形机构600包括整形工作台610和整形座650,搬运机构800能够将初步组装完毕的棒料运送至整形工作台610处。整形工作台610上设置有进料夹爪620和进料气缸625,进料气缸625与进料夹爪620连接并能够将其运送至整形座650。进料夹爪620在带动棒料运动时,将会对配合整形座650共同对棒料进行施力挤压,从而直接、有效地完成整形作业。
进一步地,整形座650连接有第一气缸660和第二气缸670,第一气缸660和第二气缸670相互正交且均能够带动整形座650相对于机台100运动,从而确保整形座650和整形工作台610能够准确地进行定位,并对棒料及其外周的线料和网料进行挤压整形作业。
在某些实施例中,参照图7,穿管机构700包括第一载料台710和第二载料台730,搬运机构800能够带动棒料和管料的其中之一运动至第一载料台710,另一运动至第二载料台730;第二载料台730连接有驱动结构735并能够带动棒料和管料相互靠近及嵌套。棒料和管料,在组装完线料和网料之后,将会被分别运送至第一载料台710和第二载料台730,并由第一载料台710和第二载料台730带动二者相对靠近,从而完成嵌套作业,进而直接、高效地完成棒料和管料的相互组装。
具体地,第一载料台710连接有升降气缸715,升降气缸715能偶带动第一载料台710进行升降,从而确保第一载料台710和第二载料台730能够顺利、准确地进行对位。
以及,第二载料台730连接有驱动结构735,驱动结构735能够带动第二载料台730相对于机台100水平位移,从而得以在水平方向对第一载料台710和第二载料台730进行位置调整,进而确保二者能够对位准确。
进一步地,第二载料台730上设置有定位夹爪740和定位气缸745定位夹爪740能够夹紧管料。定位气缸745与定位夹爪740连接,并能够通过定位夹爪740带动管料与棒料进行相对定位。
以及,第二载料台730上设置有推料夹爪750及推料气缸755,推料夹爪750能够管料运动夹紧管料。推料气缸755与推料夹爪750连接,并能够通过推料夹爪750带动套于棒料的外周。
再进一步的,机台100上设置有弹性挡板720,弹性挡板720与第二载料台730分别位于第一载料台710的两侧,弹性挡板720能够对第一载料台710上的棒料或者管料进行挡位,从而使得其得到支撑,进而避免其被第二载料台730的施力推动至滑落。
在某些实施例中,参照图8,搬运机构800包括活动设置于机台100上的安装架830,安装架830设置有多个搬运夹爪850,安装架830能够带动至少一个搬运夹爪850往复运动于第一组装机构400和第二组装机构500之间,安装架830能够带动至少一个搬运夹爪850往复运动于第二组装机构500和穿管机构700之间。安装架830相对于机台100运动时,将会一并带动各个搬运夹爪850进行运动。其中,在各个搬运夹爪850一并运动时,至少一个搬运夹爪850往复运动于第一组装机构400和第二组装机构500之间,同时至少一个搬运夹爪850往复运动于第二组装机构500和穿管机构700之间。第二组装机构500处的作业完成并将其完成品运送至穿管机构700处的过程中,第一组装机构400的完成品将会同步被运送至第二组装机构500处进行作业。因此,无需等待第一组装机构400、第二组装机构500和穿管机构700全部作业完成,而是在单个工序完成后即可进行下一产品轮次的组装,从而极大幅度的提升装配作业的效率,进而使得热导管的装配作业可以更加高效地进行。
具体地,机台100上设置有支撑架810,支撑架810上设置有二轴位移台820,二轴位移台820与安装架830连接并能够通过安装架830带动搬运夹爪850升降及水平运动,从而确保搬运夹爪850能够顺利地进行完成搬运作业。
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
上面结合附图对本实用新型实施例作了详细说明,但是本实用新型不限于上述实施例,在所述技术领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下作出各种变化。
Claims (10)
1.一种热导管自动穿料机,其特征在于,包括:
机台(100);
料仓(200),设置于所述机台(100);
第一组装机构(400),设置于所述机台(100),所述第一组装机构(400)能够带动线料安装于棒料的外周或管料的内壁;
第二组装机构(500),设置于所述机台(100),所述第二组装机构(500)能够带动网料安装于棒料的外周或管料的内壁;
穿管机构(700),设置于所述机台(100),所述穿管机构(700)能够带动棒料和管料的至少其一运动并使得二者相互嵌套;
搬运机构(800),所述搬运机构(800)能够带动棒料和管料的至少其一运动至所述第一组装机构(400)处,所述搬运机构(800)能够带动棒料和管料的至少其一运动至所述第二组装机构(500)处,所述搬运机构(800)能够带动棒料和管料均运动至所述穿管机构(700)处。
2.如权利要求1所述的热导管自动穿料机,其特征在于:
所述搬运机构(800)包括活动设置于所述料仓(200)底部的顶料件(220),所述顶料件(220)能够带动所述料仓(200)内的棒料或管料上升;
所述机台(100)上设置有移料夹爪(230),所述移料夹爪(230)能够夹取并带动被所述顶料件(220)顶起的棒料或管料运动远离所述料仓(200)。
3.如权利要求2所述的热导管自动穿料机,其特征在于:
所述机台(100)上设置有视觉检测机构(300),所述移料夹爪(230)往复运动于所述料仓(200)的上方和所述视觉检测机构(300)之间;所述搬运机构(800)能够带动所述视觉检测机构(300)处的棒料或管料运动至所述第一组装机构(400)处。
4.如权利要求1所述的热导管自动穿料机,其特征在于:
所述第一组装机构(400)包括取料夹爪(430),所述机台(100)上设置有第一工作台(450),所述搬运机构(800)能够带动棒料运动至所述第一工作台(450),所述取料夹爪(430)能够带动线料运动靠近所述第一工作台(450);
所述机台(100)上设置有压料件(470),所述压料件(470)能够运动靠近或远离所述第一工作台(450)并将线料压合于棒料的外周。
5.如权利要求4所述的热导管自动穿料机,其特征在于:
所述机台(100)上设置有压料轮组(480),所述取料夹爪(430)能够带动线料运动靠近所述压料轮组(480),所述第一工作台(450)与所述取料夹爪(430)分别位于所述压料轮组(480)的两侧,所述第一工作台(450)和所述压料轮组(480)之间设置有第一剪料刀(440)。
6.如权利要求1所述的热导管自动穿料机,其特征在于:
所述第二组装机构(500)包括第二工作台(580)和送料工作台(550),所述搬运机构(800)能够带动棒料运动至所述第二工作台(580);所述第二工作台(580)和所述送料工作台(550)之间设置有成型夹爪(590);
所述机台(100)上设置有进给夹爪(570),所述进给夹爪(570)能够带动所述第二工作台(580)上的棒料运动靠近所述成型夹爪(590);
所述机台(100)上设置有送料组件(560)和第二剪料刀(540),所述第二剪料刀(540)能够剪断网料,所述送料组件(560)能够带动被剪断后的网料运动靠近所述成型夹爪(590)。
7.如权利要求6所述的热导管自动穿料机,其特征在于:
所述送料工作台(550)上设置有进料件(520),所述进料件(520)连接有三轴位移台(530),所述进料件(520)能够带动被剪断前的网料相对于所述送料工作台(550)运动并靠近所述成型夹爪(590)。
8.如权利要求1所述的热导管自动穿料机,其特征在于:
所述机台(100)上设置有整形机构(600),所述搬运机构(800)带动棒料从所述料仓(200)内依次运动至所述第一组装机构(400)、所述第二组装机构(500)、所述整形机构(600)和所述穿管机构(700)处,所述整形机构(600)能够对棒料及其外周的线料和网料进行整形作业。
9.如权利要求1所述的热导管自动穿料机,其特征在于:
所述穿管机构(700)包括第一载料台(710)和第二载料台(730),所述搬运机构(800)能够带动棒料和管料的其中之一运动至所述第一载料台(710),另一运动至所述第二载料台(730);所述第二载料台(730)连接有驱动结构(735)并能够带动棒料和管料相互靠近及嵌套。
10.如权利要求1所述的热导管自动穿料机,其特征在于:
所述搬运机构(800)包括活动设置于所述机台(100)上的安装架(830),所述安装架(830)设置有多个搬运夹爪(850),所述安装架(830)能够带动至少一个所述搬运夹爪(850)往复运动于所述第一组装机构(400)和第二组装机构(500)之间,所述安装架(830)能够带动至少一个所述搬运夹爪(850)往复运动于所述第二组装机构(500)和所述穿管机构(700)之间。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202222368611.4U CN218503849U (zh) | 2022-09-06 | 2022-09-06 | 热导管自动穿料机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202222368611.4U CN218503849U (zh) | 2022-09-06 | 2022-09-06 | 热导管自动穿料机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN218503849U true CN218503849U (zh) | 2023-02-21 |
Family
ID=85212248
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202222368611.4U Active CN218503849U (zh) | 2022-09-06 | 2022-09-06 | 热导管自动穿料机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN218503849U (zh) |
-
2022
- 2022-09-06 CN CN202222368611.4U patent/CN218503849U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110380315B (zh) | 一种自动化端子加工设备及方法 | |
| CN112935020A (zh) | 一种自动管件成型一体机 | |
| CN218503849U (zh) | 热导管自动穿料机 | |
| CN212399977U (zh) | 自动切割机器人和具有其的砖块切割系统 | |
| CN210781957U (zh) | 一种连接器组装机 | |
| CN210576969U (zh) | 一种自动化端子加工设备 | |
| CN210547540U (zh) | 接线鼻自动成型模 | |
| CN209980975U (zh) | 自动化贴片电感绕线机 | |
| CN115476166A (zh) | 热导管自动穿料机 | |
| CN217050336U (zh) | 自适应式回流设备 | |
| CN217433735U (zh) | 汽车球笼切割用圆切机 | |
| CN114210885A (zh) | 热导管加工机 | |
| CN110788586A (zh) | 一种保险丝盒的外壳铜片组装装置及其组装方法 | |
| CN214556978U (zh) | 一种led灯丝裁切设备 | |
| CN213289146U (zh) | 一种区块灯焊线机 | |
| CN214243283U (zh) | 基于自动取料系统的全自动绕线机 | |
| CN214291811U (zh) | 装配系统 | |
| CN216989690U (zh) | 热导管加工机 | |
| CN113471335A (zh) | 一种电池串生产线 | |
| CN110668186A (zh) | 一种物料送件装置 | |
| CN112872773A (zh) | 轴套自动压装装置及其工作方法 | |
| CN218224914U (zh) | 热管缩头端切断装置 | |
| CN215299768U (zh) | 自动成型点火线机 | |
| CN211135900U (zh) | 自动化超声波焊接设备 | |
| CN210914380U (zh) | 一种物料送件装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |