CN217169965U - Feeding device and automatic feeding and discharging system - Google Patents
Feeding device and automatic feeding and discharging system Download PDFInfo
- Publication number
- CN217169965U CN217169965U CN202220737720.6U CN202220737720U CN217169965U CN 217169965 U CN217169965 U CN 217169965U CN 202220737720 U CN202220737720 U CN 202220737720U CN 217169965 U CN217169965 U CN 217169965U
- Authority
- CN
- China
- Prior art keywords
- assembly
- jacking
- plate
- station
- lifting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images













Landscapes
- Specific Conveyance Elements (AREA)
Abstract
The utility model discloses a feedway, automatic unloading system of going up, feedway includes: the material placing assembly is provided with at least two material placing stations; the material placing assembly is connected with the conveying assembly and is driven by the conveying assembly to move, so that at least one material placing station is located at a first position, and at the same time, at least one material placing station is located at a second position; the first position is a position for obtaining materials from the material placing station, and the second position is a position for feeding the materials to the material placing station. The utility model provides a feedway can realize that feed, material loading go on in step at the in-process that uses, avoids influencing the feed because of the material loading, can make feedway continuous operation, and the reduction is interrupted, effectively improves feed efficiency.
Description
Technical Field
The utility model relates to an automation equipment technical field, more specifically say, relate to a feedway. Furthermore, the utility model discloses still relate to an unloading system in automation including above-mentioned feedway.
Background
In the prior art, in the stamping industry, generally, feeding and discharging are carried out manually, and workpieces, semi-finished products or finished products need to be carried for many times in the manual feeding process, so that the labor intensity is high; in the process of stamping operation, the operation environment is severe, and certain safety risk exists; in addition, manual work is limited by physical strength, skill and the like, which makes efficiency low.
In the feeding process, the equipment needs to stop acting during manual feeding, and the production efficiency is influenced.
In summary, how to improve the feeding efficiency is an urgent problem to be solved by those skilled in the art.
SUMMERY OF THE UTILITY MODEL
In view of this, the utility model aims at providing a feeding device, at the in-process that uses, can realize the uninterrupted duty of equipment, avoid making the device pause work because of the material loading, can effectively improve work efficiency.
Another object of the utility model is to provide an unloading system in automation including above-mentioned feedway.
In order to achieve the above object, the present invention provides the following technical solutions:
a feeder device comprising:
the material placing assembly is provided with at least two material placing stations;
the material placing assembly is connected with the conveying assembly and is driven by the conveying assembly to move, so that at least one of the material placing stations is located at a first position, and at the same time, at least one of the material placing stations is located at a second position;
the first position is a position where the material is obtained by the material placing station, and the second position is a position where the material is fed to the material placing station.
Optionally, the material placing device further comprises a jacking assembly arranged on the lower portion of the material placing assembly, the jacking assembly is used for controlling the lifting of the material located on the material placing station, and the material placing station is provided with a through hole used for enabling the jacking assembly to penetrate out.
Optionally, the jacking assembly comprises:
a mounting frame is arranged on the base plate,
the jacking driving piece is arranged on the mounting frame and provided with a first moving end capable of lifting and moving;
the lifting plate is connected to the first moving end;
and the jacking guide part is arranged on the mounting frame and connected with the lifting plate so as to limit the lifting direction of the lifting plate.
Optionally, the jacking guide portion includes:
a jacking linear bearing mounted to the mounting bracket;
and one end of the jacking optical shaft is connected to the lifting plate, the other end of the jacking optical shaft can be lifted relative to the jacking linear bearing, and the jacking bearing is sleeved on the periphery of the jacking optical shaft.
Optionally, the material placement assembly comprises:
the discharging plate is provided with at least two discharging stations and is used for bearing the materials;
the magnetic force piece dividers are arranged on the peripheries of the corresponding feeding stations and used for separating the stacked materials;
the fixing piece is arranged on the material placing plate and is used for fixedly arranging the magnetic force piece-dividing device on the material placing plate;
and the limiting fixing piece is arranged at the periphery of the corresponding discharging station and used for limiting the placing position of the material.
Optionally, the transfer assembly comprises:
a bottom plate, a plurality of first connecting plates,
the conveying driving piece is arranged on the bottom plate and provided with a movable second moving end, and the second moving end is connected to the material placing component;
the conveying guide part is arranged on the bottom plate, and the material placing assembly slides along the conveying guide part relative to the bottom plate.
Optionally, the material placing assembly slides along the length direction of the bottom plate, and the material placing assembly is provided with two material placing stations along the sliding direction; a first buffer limiting component and a second buffer limiting component are respectively arranged at two ends of the bottom plate in the length direction;
when the material discharging plate is in contact with one of the first buffering limiting assembly and the second buffering limiting assembly, one material discharging station is located at the first position, and the other material discharging station is located at the second position.
Optionally, the bottom plate is provided with a sensor corresponding to the material placing station, and the sensor is used for detecting whether the material exists in the material placing station.
An automatic feeding and discharging system comprises a transfer device, a processing and positioning device and any one feeding device, wherein the transfer device comprises:
the material taking device is used for obtaining materials in the feeding station at the first position;
the material taking device is arranged on the first transfer device and is driven by the first transfer device to move so as to transfer the material from the first position to the processing and positioning equipment.
Optionally, the feeding device further comprises:
the oil groove is used for containing oil;
the oil wiping device is used for sucking oil and wiping the sucked oil on the surface of the material to be transferred;
and the second transfer device is used for driving the oil tank to move between the first position and the second position.
Optionally, the processing positioning apparatus includes:
the positioning plate is provided with a secondary limit stop block for limiting the position of the material;
a pushing piece which is movably arranged relative to the positioning plate so as to push the material to be contacted with the secondary limit stop;
the pushing part is provided with a movable third moving end, and the pushing part is connected with the third moving end.
Use the utility model provides a feedway's in-process can drive the material through the conveying subassembly and place the subassembly and remove, and the material is placed the subassembly and is in the in-process that removes, can make wherein at least one blowing station be located the first position, and wherein at least one blowing station is located the second position simultaneously, and the first position is the position of acquireing the material by the blowing station, and the second position is the position with material loading to blowing station. In the process of actual feeding, when the material is obtained in the emptying station located at the first position, the emptying station located at the second position can be fed, when the material is completely obtained in the emptying station located at the first position, the conveying assembly can be controlled to drive the material placing assembly to move, so that the emptying station with the material moves to the first position, the empty emptying station moves to the second position, the material is continuously obtained in the emptying station located at the first position, and the emptying station located at the second position is fed, so that feeding and feeding are synchronously performed.
Compared with the prior art, the utility model provides a feedway can realize that feed, material loading go on in step at the in-process that uses, avoids influencing the feed because of the material loading, can make feedway continuous operation, and the reduction is interrupted, effectively improves feed efficiency.
Furthermore, the utility model also provides an unloading system in automation including above-mentioned feedway.
Drawings
In order to more clearly illustrate the embodiments of the present invention or the technical solutions in the prior art, the drawings required to be used in the description of the embodiments or the prior art will be briefly described below, it is obvious that the drawings in the following description are only embodiments of the present invention, and for those skilled in the art, other drawings can be obtained according to the provided drawings without creative efforts.
Fig. 1 is a schematic structural diagram of a feeding device according to an embodiment of the present invention;
FIG. 2 is a schematic top view of FIG. 1;
FIG. 3 is a schematic view of the material placement assembly of FIG. 1 moving to the other end;
FIG. 4 is a schematic structural view of an embodiment of a jacking assembly;
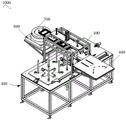
fig. 5 is a schematic structural diagram of an embodiment of an automatic loading and unloading system provided by the present invention;
FIG. 6 is a front view of the automatic loading and unloading system of FIG. 5;
FIG. 7 is a top view of the automatic loading and unloading system of FIG. 5;
FIG. 8 is a side view of the robotic loading and unloading system of FIG. 5;
fig. 9 is a schematic structural diagram of a specific embodiment of the combined oil applying device and transferring apparatus provided by the present invention;
fig. 10 is a schematic structural diagram of an embodiment of the first transfer device or the second transfer device according to the present invention;
fig. 11 is a schematic structural diagram of an embodiment of an oil wiping device provided by the present invention;
FIG. 12 is a top view of the oil wiping device of FIG. 11;
FIG. 13 is a schematic diagram of a specific embodiment of a processing fixture;
fig. 14 is a bottom view of the tooling orientation apparatus of fig. 13.
In fig. 1-14:
the automatic loading and unloading system 1000, the material placing component 100, the material placing plate 101, the magnetic force separator 102, the fixing component 103, the limit fixing component 104, the material placing station 105, the through hole 106, the material 200, the conveying component 300, the cylinder connecting plate 301, the cylinder floating joint 302, the conveying driving component 303, the reinforcing plate 304, the moving connecting plate 305, the bottom plate 306, the buffer limiting components 307 and 3071 which are first buffer limiting components, 3072 which are second buffer limiting components, the limiting block 308, the buffer 309, the sensor 310, the guide rail 311, the fixing plate 312, the jacking component 400, the mounting rack 401, the jacking driving component 402, the jacking guide part 403, the jacking linear bearing 404, the jacking optical axis 405, the lifting fixing plate 406, the lifting plate 407, the second transferring device 500, the first moving component 501, the horizontal cylinder 5011, the 5012 connecting plate 502, the second moving component 502, the lifting power component 5021, the lifting connecting plate 5022, the mounting plate 5023, The device comprises a cylinder connecting block 5024, a guide assembly 503, a lifting optical axis 5031, a lifting linear bearing 5032, a lifting optical axis fixing seat 5033, a stroke limiting block 504, a transfer frame 505, a processing and positioning device 600, a positioning plate 601, a secondary limiting block 602, a pushing part 603, a pushing part 604, a long through hole 605, an oil wiping device 700, an oil wiping sponge 701, a sponge fixing bracket 702, a bracket fixing block 703, a mounting frame 704, an oil groove 800, a material taking device 900, a suction cup 901, a suction cup fixing block 902, a vacuum component connecting plate 903, a vacuum component 904, a vacuum generator 9041, a vacuum solenoid valve 9042 and a negative pressure gauge 9043.
Detailed Description
The technical solutions in the embodiments of the present invention will be described clearly and completely with reference to the accompanying drawings in the embodiments of the present invention, and it is obvious that the described embodiments are only some embodiments of the present invention, not all embodiments. Based on the embodiments in the present invention, all other embodiments obtained by a person skilled in the art without creative work belong to the protection scope of the present invention.
The core of the utility model is to provide a feedway, at the in-process that uses, can realize the uninterrupted duty of equipment, avoid making the device pause work because of the material loading, can effectively improve work efficiency.
The other core of the utility model is to provide an unloading system in automation including above-mentioned feedway.
The materials mentioned in the application document can be materials which are stacked in a sheet shape, can also be block-shaped materials or other materials with irregular shapes, and are determined according to actual conditions.
Please refer to fig. 1-14.
In one embodiment, as shown in FIG. 1, the supply device comprises:
the material placing assembly 100 is provided with at least two material placing stations 105;
the conveying assembly 300 is connected with the material placing assembly 100, and the conveying assembly 300 drives the material placing assembly 100 to move, so that at least one discharging station 105 is located at a first position, and at the same time, at least one discharging station 105 is located at a second position;
the first position is a position where the material 200 is taken from the emptying station 105, and the second position is a position where the material 200 is fed to the emptying station 105.
It should be noted that, in the specific use process, the material placing stations 105 may be located at the first positions one by one, and the material placing stations 105 may be located at the second positions one by one, or a plurality of material placing stations 105 may be located at the first positions at the same time, and a plurality of material placing stations 105 may be located at the second positions at the same time.
When the material placing assembly 100 is provided with a plurality of material placing stations 105, the plurality of material placing stations 105 may be distributed along a straight line, or may be distributed in a matrix manner, or in other distribution manners, which is determined according to actual situations, and will not be described herein again.
In the process of using the feeding device provided in this embodiment, the material placing assembly 100 may be driven by the conveying assembly 300 to move, and during the moving process of the material placing assembly 100, at least one of the emptying stations 105 may be located at a first position, and at the same time, at least one of the emptying stations 105 is located at a second position, where the first position is a position where the material 200 is obtained from the emptying station 105, and the second position is a position where the material 200 is fed to the emptying station 105. In the actual feeding process, when the material 200 in the discharge station 105 located at the first position is obtained, the material can be fed to the discharge station 105 located at the second position, and after all the material 200 in the discharge station 105 located at the first position is obtained, the conveying assembly 300 can be controlled to drive the material placing assembly 100 to move, so that the discharge station 105 with the material 200 moves to the first position, the empty discharge station 105 moves to the second position, the material 200 in the discharge station 105 located at the first position is continuously obtained, and the discharge station 105 located at the second position is fed, so that the feeding and the feeding are performed synchronously.
Compared with the prior art, the feeding device provided by the specific embodiment can realize synchronous feeding and feeding in the using process, avoids influencing the feeding due to the feeding, can continuously work, reduces interruption and effectively improves the feeding efficiency.
In an embodiment, as shown in fig. 6, the material placing device further includes a jacking assembly 400 disposed at a lower portion of the material placing assembly 100, the jacking assembly 400 is used for controlling the material 200 located at the discharge station 105 to lift, and the discharge station 105 is provided with a through hole 106 for allowing the jacking assembly 400 to pass through.
In the use process, the material 200 of the emptying station 105 can be jacked to the required height through the jacking assembly 400, so that the material 200 can be fed to the proper height through the feeding device, and the feeding precision is improved.
As shown in fig. 4, the jacking assembly 400 includes:
the mounting frame 401 is provided with a plurality of mounting holes,
the jacking driving piece 402 is arranged on the mounting frame 401, and the jacking driving piece 402 is provided with a first moving end capable of lifting and moving;
a lifting plate 407 connected to the first moving end;
and the jacking guide part 403 is installed on the installation frame 401, and is connected with the lifting plate 407 to limit the lifting direction of the lifting plate 407.
The jacking guide part 403 includes:
a jacking linear bearing 404 mounted to the mount 401;
one end of the jacking optical axis 405 is connected to the lifting plate 407, and the other end of the jacking optical axis is liftable relative to the jacking linear bearing 404, and the jacking bearing is sleeved on the periphery of the jacking optical axis 405.
The mounting frame 401 is a frame structure built by sectional materials and is arranged at the lower part of the material placing assembly 100, and of course, the mounting frame 401 can also be other structures meeting the requirements; the jacking driving part 402 can be a motor, a cylinder, an electric cylinder and other power equipment meeting the requirements; the jacking driving member 402 is mounted on the mounting frame 401 through a lifting fixing plate 406, a lifting plate 407 is connected to a first moving end of the jacking driving member 402, and the lifting plate 407 can be lifted and lowered through the jacking driving member 402; jacking linear bearing 404 is installed in lift fixed plate 406 and the periphery of jacking optical axis 405 is located to the cover, and the one end and the lifter plate 407 of jacking optical axis 405 are connected, and at the in-process that lifter plate 407 goes up and down, jacking optical axis 405 cooperates with jacking linear bearing 404 to the lift direction of restriction lifter plate 407 avoids lifter plate 407 to take place the skew at the in-process that goes up and down.
Preferably, the through hole 106 may be configured as a cross-shaped structure, and the lifting plate 407 is configured as a shape matched with the through hole 106, and of course, the shape and size of the through hole 106 may be adjusted according to different practical situations, which is determined according to practical situations.
Preferably, the lifting plate 407 is lowered to a position completely within the mounting block 401.
In this embodiment, the jacking assembly 400 is located below the material placing assembly 100, so that the space occupied by the whole feeding device can be effectively saved, the structure of the jacking assembly 400 is simple and easy to operate, and the feeding precision of the material 200 can be improved in the jacking process.
In one embodiment, material placement assembly 100 includes:
the discharging plate 101 is provided with at least two discharging stations 105 and is used for bearing materials 200;
the magnetic force piece dividers 102 are arranged on the periphery of the corresponding discharging stations 105 and used for separating the stacked materials 200;
the fixing piece 103 is arranged on the bottom plate 306 and is used for fixing the magnetic force expanding device 102 on the material discharging plate 101;
and the limiting fixing piece 104 is arranged on the periphery of the corresponding discharging station 105 and used for limiting the placing position of the material 200.
As shown in fig. 1, the discharge plate 101 is provided with two discharge stations 105, including a first discharge station 1051 and a second discharge station 1052, and magnetic force dividers 102 are arranged on the peripheries of the first discharge station 1051 and the second discharge station 1052, so that when the material 200 is a stacked deflection material 200, the arrangement of the magnetic force dividers 102 can prevent two adjacent deflection materials 200 from being attracted together; the magnetic force spreader 102 is fixedly arranged on the material placing plate 101 through a fixing piece 103; in order to limit the position of the material 200 in the feeding station 105, a limiting fixed block is arranged on the periphery of the feeding station 105; in the embodiment shown in fig. 1, the material 200 is a stacked deflected material 200, and the material 200 is circular, and during the placement of the material 200, the outer edge of the material 200 needs to be in contact with a limit fixing block to limit the placement position of the material 200; of course, the material 200 may have other shapes, as the case may be.
Preferably, the limiting fixing block can be detachably mounted on the material placing plate 101, and in the using process, after the shape and the size of the material 200 are changed, the mounting position of the limiting fixing block on the material placing plate 101 can be adjusted to adapt to the materials 200 with different shapes and sizes.
In this embodiment, the position accuracy of the material 200 at the discharging station 105 can be improved by arranging the limiting fixing block, which is beneficial to improving the feeding accuracy, and in addition, the magnetic force piece-separating device 102 can effectively avoid the suction of the sheet material 200, and improve the feeding efficiency.
In one embodiment, as shown in FIG. 1, the transfer assembly 300 includes:
the base plate 306 is provided with a plurality of,
a transfer drive 303 mounted to the base plate 306, the transfer drive 303 having a movable second moving end, the second moving end being connected to the material placement assembly 100;
a transfer guide mounted to the base 306 along which the material placement assembly 100 slides relative to the base 306.
It should be noted that, when the jacking assembly 400 is provided, the through hole 106 corresponding to the emptying station 105 needs to be provided at a corresponding position of the bottom plate 306 so as to allow the jacking assembly 400 to pass through.
As shown in fig. 1, the conveying guide part is two guide rails 311 arranged in parallel on the bottom plate 306, the discharging plate 101 is slidably arranged on the guide rails 311, and the conveying driving member 303 may be a power structure such as an air cylinder, a motor, an electric cylinder, etc.; when the transmission driving member 303 is an air cylinder, the transmission driving member 303 is fixedly disposed on the bottom plate 306, and the second moving end is provided with an air cylinder floating joint 302, the air cylinder floating joint 302 is connected with an air cylinder connecting plate 301, the air cylinder connecting plate 301 is connected with a moving connecting plate 305 through a reinforcing plate 304, and the moving connecting plate 305 is connected to the discharging plate 101, so that the second moving end is connected with the discharging plate 101, and drives the discharging plate 101 to slide along the guide rail 311.
As shown in fig. 1, the material placing assembly 100 slides along the length direction of the bottom plate 306, and the material placing assembly 100 is provided with two material placing stations 105 along the sliding direction; a first buffer limiting component 3071 and a second buffer limiting component 3072 are respectively arranged at two ends of the bottom plate 306 in the length direction;
when the material discharging plate 101 contacts with one of the first buffering limiting assembly 3071 and the second buffering limiting assembly 3072, one material discharging station 105 is located at the first position, and the other material discharging station 105 is located at the second position.
The first buffer limiting component 3071 and the second buffer limiting component 3072 are collectively referred to as a buffer limiting component 307, the first buffer limiting component 3071 and the second buffer limiting component 3072 both include a buffer 309, a limiting block 308 and a fixing plate 312, and the bottom plate 306 is provided with two sensors 310 respectively corresponding to the two emptying stations 105.
In the using process, when the conveying driving element 303 drives the discharging plate 101 to move to the position shown in fig. 2, the discharging plate contacts the second buffering limiting assembly 3072 on the left side, the second discharging station 1052 on the left side is located at the second position, the first discharging station 1051 on the right side is located at the first position, the sensor 310 on the right side cannot detect the material 200 at this time, the material 200 in the first discharging station 1051 on the right side can be used for feeding, and the material 200 can be controlled to a proper feeding height through the jacking assembly 400 in the feeding process; in the feeding process, the second emptying station 1052 at the second position on the left side can be fed, so that feeding and feeding are synchronously carried out; after the feeding of the material 200 in the first material placing station 1051 located at the first position is completed, the conveying driving element 303 is controlled to drive the material placing plate 101 to move to the position shown in fig. 3, and contact with the first buffering and limiting assembly 3071 located on the right side, the second material placing station 1052 located on the left side is located at the first position, the first material placing station 1051 located on the right side is located at the second position, at this time, the sensor 310 located on the left side cannot detect the material 200, the material 200 in the second material placing station 1052 located on the left side can be used for feeding, and in the feeding process, the material 200 can be controlled to a proper feeding height through the jacking assembly 400; in the feeding process, the first feeding station 1051 with the right side located at the second position can be fed, so that feeding and feeding are synchronously performed; after the feeding of the material 200 in the second discharging station 1052 at the first position is completed, the conveying driving element 303 is controlled to drive the discharging plate 101 to move to the position shown in fig. 2, and so on, so as to realize continuous feeding.
In this embodiment, the position of the material placing plate 101 can be limited by the buffering and limiting component 307, and the hard collision of the material placing plate 101 in the moving process can be avoided, so that the service life of the parts can be prolonged, and the material feeding efficiency can be improved.
In addition to above-mentioned feedway, the utility model also provides a unloading system 1000 in automation including the disclosed feedway of transfer equipment, processing positioning device 600 and above-mentioned embodiment, transfer equipment includes:
the material taking device 900 is used for taking the materials 200 in the material placing station 105 at the first position;
the first transfer device, the material taking device 900, is installed on the first transfer device and is driven by the first transfer device to move, so as to transfer the material 200 from the first position to the processing positioning apparatus 600.
Specifically, the material taking device 900 includes a plurality of suction cups 901 and/or a plurality of clamping jaws for obtaining the material 200; when the material 200 is a sheet structure with a smooth surface, the material taking device 900 may include a suction cup 901; when the material 200 is irregularly shaped, the material extracting apparatus 900 may include a jaw; of course, in order to avoid the material 200 from accidentally falling during the acquisition process, the material taking device 900 may include both the suction cup 901 and the clamping jaw, so as to improve the reliability of the material taking device 900 in acquiring the material 200.
The first transfer device may move only in a single direction, or may have a plurality of degrees of freedom of movement, which is determined in accordance with actual circumstances. The first transfer device can be a robot, a mechanical arm or a module and the like which meet the requirements, and is determined according to the actual situation.
As shown in fig. 11 and 12, the material taking device 900 includes a suction cup 901, a vacuum component 904, a vacuum component connecting plate 903, and a suction cup fixing block 902, the vacuum component 904 includes a vacuum generator 9041, a vacuum solenoid valve 9042, and a negative pressure gauge 9043, the suction cup 901 is mounted on the lower side of the mounting frame 704 through the suction cup fixing block 902, the vacuum component connecting plate 903 is disposed on the upper side of the mounting frame 704, and the vacuum component 904 is mounted on the vacuum component connecting plate 903.
In one embodiment, the supply means further comprises:
an oil tank 800 for containing oil;
the oil wiping device 700 is used for sucking oil and wiping the sucked oil on the surface of the material 200 to be transferred;
the second transfer device 500, the oil wiping device 700 is installed on the second transfer device 500, and is driven by the second transfer device 500 to move between the oil tank 800 and the first position.
The oil liquid mentioned in the embodiment can be lubricating oil, protective oil, or the like, which is determined according to actual conditions.
The second transfer device 500 may move only in a single direction, or may have a plurality of degrees of freedom of movement, which is determined in accordance with actual circumstances. The second transfer device 500 may be a robot, a robot arm, a module, or the like, which meets the requirements, and is determined according to the actual situation.
First, the second transfer device 500 is controlled to drive the oil wiping device 700 to move to the oil tank 800, so that the oil wiping device 700 can suck the oil, and then the second transfer device 500 is controlled to drive the oil wiping device 700 to move to the first position, so that the oil wiping device 700 can wipe the sucked oil on the surface of the material 200, thereby completing the oil wiping process.
Compared with the prior art, the automation of the material 200 oil wiping process can be realized, the manual oil wiping operation is avoided, the manual labor intensity is reduced, the oil wiping efficiency is improved, meanwhile, the oil wiping quality of the oil wiping device 700 can be controlled by controlling the contact time and the contact area of the oil wiping device 700 and the material 200, the inconsistent condition of the oil wiping quality caused by the manual proficiency and the fatigue degree is avoided, and the consistency of the oil wiping quality is improved.
As shown in fig. 9 and 10, the second transfer device 500 includes:
a first motion member 501 having a first motion end which is telescopically movable;
a second moving member 502 having a liftable second moving end;
the moving directions of the first moving end and the second moving end are different, the oil wiping device 700 is installed at one of the first moving end and the second moving end, and one of the first moving assembly 501 and the second moving assembly 502 drives the other moving end to move.
In this embodiment, the oil wiping device 700 can be installed at a first moving end, and the first moving component 501 is connected to a second moving end, or the oil wiping device 700 is installed at a second moving end, and the second moving component 502 is connected to the first moving end.
Preferably, the moving direction of the first moving end is perpendicular to the moving direction of the second moving end, and of course, the moving direction of the first moving end and the moving direction of the second moving end may be other settings meeting the requirements, and only the oil wiping device 700 needs to be driven to move to the first position and the oil groove 800, which is determined according to the actual situation.
As shown in fig. 10, the second moving assembly 502 includes a lifting power component 5021, a lifting connection plate 5022, a mounting plate 5023, a cylinder connection block 5024, and a guiding assembly 503, in fig. 10, the guiding assembly 503 includes a lifting linear bearing 5032, a lifting optical axis 5031, and a lifting optical axis fixing base 5033, the lifting power component 5021 may be a power component meeting requirements, such as a cylinder, a motor, an electric cylinder, etc., the mounting plate 5023 is fixedly disposed on the transfer frame 505, and the transfer frame 505 is erected on the upper portion of the jacking assembly 400; the lifting power piece 5021 is mounted on a mounting plate 5023, the telescopic end of the lifting power piece 5021 is connected with a lifting connection plate 5022 through a cylinder connection block 5024, the mounting plate 5023 is provided with two lifting linear bearings 5032, the two lifting linear bearings 5032 are symmetrically arranged on two sides of the lifting power piece 5021, two lifting optical axes 5031 are respectively matched with the two lifting linear bearings 5032, and the lifting linear bearings 5032 are sleeved on the periphery of the lifting optical axes 5031 to limit the lifting direction of the lifting connection plate 5022 and prevent the lifting connection plate 5022 from deflecting in the lifting process. One end of the lifting optical axis 5031 is connected to the lifting connection plate 5022, the other end of the lifting optical axis 5031 extends out of the lifting linear bearing 5032, and a stroke limit block 504 is disposed at a part of the lifting optical axis 5031 extending out of the lifting linear bearing 5032, and an outer diameter of the stroke limit block 504 is larger than an inner diameter of the lifting linear bearing 5032 so as to limit a lifting stroke of the lifting connection plate 5022.
As shown in fig. 11, the first moving assembly 501 comprises a horizontal cylinder 5011 and a connecting plate 5012 connected to the horizontal cylinder 5011, the oil wiping device 700 is connected to the connecting plate 5012, during use, the oil wiping device 700 can be driven by the horizontal cylinder 5011 to move in the horizontal direction, and the horizontal cylinder 5011 is connected to the lifting connecting plate 5022 in the second moving assembly 502 and can be driven by the second transporting assembly to lift. Of course, the horizontal cylinder 5011 in this embodiment can be replaced by a motor, an electric cylinder, or other power structures, which is determined according to actual situations.
In this embodiment, the second moving assembly 502 moving in the horizontal direction and the first moving assembly 501 lifting in the vertical direction are arranged to drive the oil wiping device 700 to move, so that the structural layout of the first moving device is more reasonable, and the position accuracy of the oil wiping device 700 is improved.
As shown in fig. 11, the oil wiping device 700 includes an oil wiping sponge 701, a sponge fixing bracket 702, a bracket fixing block 703 and a mounting frame 704, the mounting frame 704 is a frame structure constructed by sectional materials, the oil wiping sponge 701 is connected to the bracket fixing block 703 through the sponge fixing bracket 702, and the bracket fixing block 703 is fixedly arranged on the mounting frame 704.
As shown in fig. 9, the first transfer device and the second transfer device 500 are the same transfer device, the oil applying device 700 includes an installation frame 704 and an oil absorption sponge, the obtaining device is installed at one end of the installation frame 704 in the length direction, the oil absorption sponge is installed at the other end of the installation frame 704 in the length direction, and the installation frame 704 is driven by the first transfer device to move; in the using process, the first moving assembly 501 is controlled to move towards the direction containing the oil, so that the oil absorption sponge is located above the oil groove 800, the acquisition device is located above the first position, the second moving assembly 502 is controlled to descend until the oil absorption sponge is located in the oil groove 800, the oil is absorbed, and the acquisition device is located at the first position; controlling the first moving assembly 501 to move towards the processing and positioning equipment 600 until the oil absorption sponge is located at the first position, and wiping the material 200, wherein the acquisition device is located at the processing and positioning equipment 600; then, the second moving assembly 502 is controlled to ascend, the first moving assembly 501 is controlled to move towards the oil groove 800, the oil absorption sponge is located above the oil groove 800, the acquisition device is located above the first position, the second moving assembly 502 is controlled to descend until the oil absorption sponge is located in the oil groove 800, oil is absorbed, the acquisition device is located at the first position, and the material 200 after oil wiping is acquired; controlling the first moving assembly 501 to move towards the processing and positioning equipment 600 until the oil absorption sponge is located at the first position, wiping the material 200, locating the obtaining device at the processing and positioning equipment 600, and placing the material 200 to the processing and positioning equipment 600; repeating the steps, and realizing the transfer of the material 200.
In one embodiment, as shown in fig. 13 and 14, the processing and positioning apparatus 600 includes a positioning plate 601, a secondary limit stop 602, a pushing member 604, a pushing portion 603, and a strip through hole 605; as shown in fig. 13, the positioning plate 601 is provided with a long through hole 605, the pushing portion 603 is provided with a movable third moving end, the pushing member 604 is connected to the third moving end, the pushing member 604 is driven by the pushing portion 603 to move along the long through hole 605, the pushing portion 603 can be a cylinder, a piston, a motor, etc., and the third moving end is a movable end of the cylinder, the piston, the motor, etc.; secondary limit stop 602 sets up in locating plate 601, and at the in-process that uses, after material 200 was shifted to processing positioning device 600's locating plate 601, control impeller 604 drove pushing part 604 and removes to the direction that is close to material 200, pushes away material 200 to the contact with secondary limit stop 602, realizes the secondary location of material 200.
In this embodiment, the material 200 is a stacked circular sheet structure, two secondary limit stops 602 are arranged at intervals, and two long through holes 605 are arranged at intervals, and when the material 200 is in other shapes, the arrangement positions and the arrangement numbers of the secondary limit stops 602 and the long through holes 605 need to be adjusted according to actual conditions.
As shown in fig. 5, the jacking assembly 400 is disposed at the lower portion of the conveying assembly 300 and the material placing assembly 100, the material taking device 900 and the oil wiping device 700 are mounted at the upper portion of the material placing assembly 100, the oil groove 800 is located at one side of the moving direction of the material device, and the processing and positioning apparatus 600 is located at the other side of the moving direction of the material device. Of course, the jacking assembly 400, the conveying assembly 300, the material placing assembly 100, the oil groove 800, the processing positioning device 600, the oil wiping device 700, and the material taking device 900 may be arranged in other manners, which are determined according to actual situations and are not described herein.
The first and second transfer devices 500, 501 and 502 are only referred to as "first" and "second" in order to distinguish the difference in position, and are not referred to in the order.
The embodiments in the present description are described in a progressive manner, each embodiment focuses on differences from other embodiments, and the same and similar parts among the embodiments are referred to each other. The utility model provides an arbitrary compound mode of all embodiments all is in this utility model's a protection scope, does not do here and gives unnecessary details.
It is right above that the utility model provides a feedway, automatic unloading system 1000 of going up have carried out the detailed introduction. The principles and embodiments of the present invention have been explained herein using specific examples, and the above descriptions of the embodiments are only used to help understand the method and its core ideas of the present invention. It should be noted that, for those skilled in the art, without departing from the principle of the present invention, the present invention can be further modified and modified, and such modifications and modifications also fall within the protection scope of the appended claims.
Claims (11)
1. A feeder device, comprising:
the material placing assembly (100) is provided with at least two material placing stations (105);
the material placing assembly (100) is connected to the conveying assembly (300) and is driven by the conveying assembly (300) to move, so that at least one discharging station (105) is located at a first position, and at least one discharging station (105) is located at a second position;
the first position is a position where the material (200) is obtained by the emptying station (105), and the second position is a position where the material (200) is fed to the emptying station (105).
2. The feeding device according to claim 1, characterized by further comprising a jacking assembly (400) arranged at the lower part of the material placing assembly (100), wherein the jacking assembly (400) is used for controlling the lifting of the material (200) positioned at the emptying station (105), and the emptying station (105) is provided with a through hole (106) for the jacking assembly (400) to penetrate out.
3. The feeder apparatus according to claim 2, characterized in that said jacking assembly (400) comprises:
a mounting frame (401),
the jacking driving piece (402) is arranged on the mounting frame (401), and the jacking driving piece (402) is provided with a first moving end capable of lifting and moving;
a lifting plate (407) connected to the first motion end;
the jacking guide part (403) is installed on the installation frame (401), is connected with the lifting plate (407) and is used for limiting the lifting direction of the lifting plate (407).
4. The feeder device according to claim 3, characterized in that the jacking guide (403) comprises:
a jacking linear bearing (404) mounted to the mounting bracket (401);
jacking optical axis (405), its one end connect in lifter plate (407), the other end for jacking linear bearing (404) liftable, jacking linear bearing (404) cover is located the periphery of jacking optical axis (405).
5. The feeding device according to any of the claims 1-4, characterized in that the material placement unit (100) comprises:
the discharging plate (101) is provided with at least two discharging stations (105) and is used for bearing the materials (200);
the magnetic force separator (102) is arranged on the periphery of the corresponding discharging station (105) and is used for separating the stacked materials (200);
a fixing member (103) mounted on the material discharge plate (101) and used for fixing the magnetic force spreader (102) on the material discharge plate (101);
and the limiting fixing piece (104) is arranged on the periphery of the corresponding discharging station (105) and used for limiting the placing position of the material (200).
6. The feeder device according to claim 5, characterized in that said conveying assembly (300) comprises:
a bottom plate (306),
a transfer drive (303) mounted to the base plate (306), the transfer drive (303) having a movable second end of travel, the second end of travel being connected to the material placement assembly (100);
a transfer guide mounted to the base plate (306), the material placement assembly (100) sliding along the transfer guide relative to the base plate (306).
7. The feeding device according to claim 6, characterized in that the material placing component (100) slides along the length direction of the bottom plate (306), and the material placing component (100) is provided with two discharging stations (105) along the sliding direction; a first buffer limiting component (3071) and a second buffer limiting component (3072) are respectively arranged at two ends of the bottom plate (306) in the length direction;
when the material discharging plate (101) is in contact with one of the first buffering limiting assembly (3071) and the second buffering limiting assembly (3072), one material discharging station (105) is located at the first position, and the other material discharging station (105) is located at the second position.
8. The feeding device according to claim 6, characterized in that the bottom plate (306) is provided with a sensor (310) corresponding to the drop-off station (105), the sensor (310) being adapted to detect the presence of the material (200) at the drop-off station (105).
9. An automated loading and unloading system, comprising a transfer device, a processing and positioning device (600) and a feeder apparatus according to any one of claims 1 to 8, the transfer device comprising:
-a material taking device (900) for taking material (200) in the emptying station (105) in the first position;
the material taking device (900) is arranged on the first transfer device and is driven by the first transfer device to move so as to transfer the material (200) from the first position to the processing positioning equipment (600).
10. The automated loading and unloading system of claim 9, wherein the feeder device further comprises:
an oil tank (800) for containing oil;
the oil wiping device (700) is used for sucking oil and wiping the sucked oil on the surface of the material (200) to be transferred;
the second transfer device (500) is used for mounting the oil wiping device (700) on the second transfer device (500), and the second transfer device (500) drives the oil tank (800) to move between the first position and the second position.
11. The automated loading and unloading system according to claim 9 or 10, wherein the machining positioning device (600) comprises:
the positioning plate (601) is provided with a secondary limit stop (602) for limiting the position of the material (200);
a pusher (604) movably arranged with respect to the positioning plate (601) to push the material (200) into contact with the secondary limit stop (602);
a pushing part (603) provided with a movable third moving end, wherein the pushing part (604) is connected with the third moving end.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202220737720.6U CN217169965U (en) | 2022-03-31 | 2022-03-31 | Feeding device and automatic feeding and discharging system |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202220737720.6U CN217169965U (en) | 2022-03-31 | 2022-03-31 | Feeding device and automatic feeding and discharging system |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN217169965U true CN217169965U (en) | 2022-08-12 |
Family
ID=82746332
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202220737720.6U Active CN217169965U (en) | 2022-03-31 | 2022-03-31 | Feeding device and automatic feeding and discharging system |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN217169965U (en) |
-
2022
- 2022-03-31 CN CN202220737720.6U patent/CN217169965U/en active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107363509B (en) | Compressor rotor assembly system and assembly method | |
| CN101901773B (en) | Automatic loading system suitable for stacking silicon chips in automatic equipment | |
| CN107321831B (en) | Automatic change punch press | |
| CN107486701B (en) | Rotor press-fitting system and press-fitting method | |
| CN109516197A (en) | A kind of plate splits handling equipment automatically | |
| CN109079047B (en) | Automatic feeding and discharging equipment of stamping robot | |
| CN115385095A (en) | Full-automatic glass processing system | |
| CN110842071B (en) | Truss type robot stamping system | |
| CN116924078A (en) | Plate processing line body | |
| CN114714662A (en) | Feeding device and automatic feeding and discharging system | |
| CN214610202U (en) | Automatic feeding system of multi-spot welding machine | |
| CN217169965U (en) | Feeding device and automatic feeding and discharging system | |
| CN210260031U (en) | Jacking type positioning device and material transfer system | |
| CN110421637B (en) | Battery protection board production equipment | |
| CN110641993A (en) | Microscope carrier transmission mechanism and transshipment assembly line | |
| CN216831307U (en) | Punching equipment and punching system | |
| CN216710501U (en) | Cartridge clip type feeding mechanism | |
| CN114132751B (en) | Automatic separation device and separation method for tray | |
| CN211594181U (en) | Microscope carrier transmission mechanism and transshipment assembly line | |
| CN217569395U (en) | Oil wiping equipment, material taking system and automatic feeding and discharging system | |
| CN212528278U (en) | Glass engraving and milling machine and conveying device capable of automatically feeding and discharging | |
| CN115339903A (en) | Workpiece feeding device and method | |
| CN213499934U (en) | Ceramic green body product placing device | |
| CN107570981B (en) | Rotor feeding system and feeding method | |
| CN210084432U (en) | Automatic feeding device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |