CN216066507U - 一种用于薄壁壳体工件车削加工的真空吸具 - Google Patents
一种用于薄壁壳体工件车削加工的真空吸具 Download PDFInfo
- Publication number
- CN216066507U CN216066507U CN202121821575.1U CN202121821575U CN216066507U CN 216066507 U CN216066507 U CN 216066507U CN 202121821575 U CN202121821575 U CN 202121821575U CN 216066507 U CN216066507 U CN 216066507U
- Authority
- CN
- China
- Prior art keywords
- suction tool
- chuck
- base
- small
- vacuum
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Jigs For Machine Tools (AREA)
Abstract
本实用新型涉及金属材料的车削加工领域,尤其涉及一种用于薄壁壳体工件车削加工的真空吸具。所述真空吸具包括:大吸具包括大吸具底座和呈喇叭状且与大吸具底座一端固定连接的大吸具壁;大吸具底座的外侧设置有第一螺纹孔;小吸具包括呈圆柱状的小吸具底座和与其连接的小吸具壁;小吸具设置于大吸具内部,大吸具底座与小吸具底座连接,大吸具底座及小吸具底座的中间贯穿设置有第一真空管道;卡盘的一侧设置有依次突出的第一定位台阶以及第二定位台阶,其另一侧设置第二螺纹孔;卡盘的中间贯穿设置有第二真空管道;卡盘与大吸具及小吸盘保持同轴度。本实用新型加工精度高,应用范围广,生产效率高,具备根据不同壳体工件的尺寸切换内外球面的功能。
Description
技术领域
本实用新型涉及金属材料的车削加工领域,尤其涉及一种用于薄壁壳体工件车削加工的真空吸具。
背景技术
在机械加工领域,车削加工是实现从原材料到产品的重要手段,几乎所有金属产品的生产都离不开车削加工。对于常规产品的车削加工,一般采用车床主轴上的三爪卡盘固定工件,但在加工壳体工件,尤其在加工薄壁壳体工件时,三爪卡盘固定工件极易导致薄壁壳体工件变形,此外,三爪卡盘固定壳体工件时稳定性不高,导致工件在切削力的作用下很容易发生微小移动,严重影响加工精度。
目前工艺上对半球体工件的加工采用真空吸持的固定方式,虽然解决了壳体工件的加工工艺,但也存在以下不足之处:一是现有的真空装卡装置只能满足一定尺寸范围内的壳体工件加工,具有很大的局限性;二是在加工尺寸相差较大的壳体工件时,需要在车床主轴上频繁更换不同尺寸的真空吸具,并且每次更换后需要对吸具进行精度找正,增加了很大的工作量;三是现有真空吸具不能实现壳体工件内外球面的同步加工,生产效率较低,加工精度无法保证。
实用新型内容
本实用新型要解决的技术问题是:提供一种用于薄壁壳体工件车削加工的真空吸具,该真空吸具具有加工精度高,应用范围广,生产效率高等优点,并具备根据不同壳体工件的尺寸自动切换内外球面的功能。
本实用新型提供了一种用于薄壁壳体工件车削加工的真空吸具,包括:大吸具、小吸具、第一真空管道、卡盘、第二真空管道;
所述大吸具包括大吸具底座和大吸具壁;所述大吸具壁呈喇叭状,与大吸具底座一端固定连接;
所述大吸具底座的外侧设置有第一螺纹孔;
所述小吸具包括小吸具底座和小吸具壁,所述小吸具底座呈圆柱状,所述小吸具壁呈喇叭状,与小吸具底座一端固定连接;
所述小吸具设置于所述大吸具内部,所述大吸具底座与小吸具底座连接,所述大吸具底座及小吸具底座的中间贯穿设置有第一真空管道;
所述卡盘的一侧设置有依次突出的第一定位台阶以及第二定位台阶,其另一侧设置第二螺纹孔;
所述卡盘的中间贯穿设置有第二真空管道;
所述卡盘与大吸具及小吸盘在车床主轴上安装时保持同轴度,便于加工半球壳体工件时内、外球面之间的自动切换。
优选地,所述大吸具壁与大吸具底座之间呈30°夹角。
优选地,所述大吸具壁与大吸具底座连接过渡处加工成R20mm圆角。
优选地,所述小吸具壁与第一真空管道内壁之间呈30°夹角。
优选地,所述小吸具通过其底座固定螺栓连接在大吸具底座上,加工时根据工件尺寸选择合适的吸具;
所述底座固定螺栓在小吸具底座上呈4×M8环形均布。
优选地,所述大吸具底座与小吸具底座之间设置环形密封圈。
优选地,所述大吸具底座的外侧还设置有环形槽,所述环形槽内设置有环形密封圈。
优选地,所述大吸具底座的外侧设置有6~8个第一螺纹孔,呈环形均布;所述第一螺纹孔尺寸为φ10mm。
优选地,所述小吸盘的轴向长度大于所述大吸盘的轴向长度。
优选地,所述环形槽宽度为4.5~5.5mm,所述环形槽深度为3.5~4.5mm。
优选地,所述大吸具底座内壁上设置有定位槽,所述定位槽深度为5mm,用于安装小吸具底座,以确保大吸具与小吸具装配时保持同轴度。与现有技术相比,本实用新型的用于薄壁壳体工件车削加工的真空吸具,在进行壳体工件加工时,不仅能满足不同尺寸壳体工件的车削加工,而且还能实现壳体工件在加工过程中内、外球面的自动切换,显著提高了产品的加工精度和加工工艺的自动化水平,提高加工效率,降低工作强度,尤其在加工薄壁壳体工件时能消除工件的变形量,具有很高的优越性。
附图说明
图1表示本实用新型所述的用于薄壁壳体工件车削加工的真空吸具的吸具部分结构示意图;
图2表示卡盘的结构示意图;
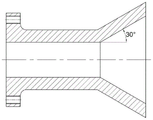
图3表示大吸具结构示意图;
图4表示小吸具结构示意图;
图中,
1为大吸具;1-1为大吸具底座;1-2为大吸具壁;2为小吸具;2-1为小吸具底座;2-2为小吸具壁;3为第一真空管道;4为卡盘;5为第二真空管道;6为第一螺纹孔;7为第一定位台阶;8为第二定位台阶;9为第二螺纹孔;10为环形槽;11为密封圈;12为底座固定螺栓;13为定位槽;14为环形密封圈。
具体实施方式
为了进一步理解本实用新型,下面结合实施例对本实用新型的实施方案进行描述,但是应当理解,这些描述只是为进一步说明本实用新型的特征和优点,而不是对本实用新型的限制。
本实用新型的实施例公开了一种用于薄壁壳体工件车削加工的真空吸具,如图1和2所示,包括:大吸具1、小吸具2、第一真空管道3、卡盘4、第二真空管道5;
所述大吸具1包括大吸具底座1-1和大吸具外壁1-2;所述大吸具壁1-2呈喇叭状,与大吸具底座1-1一端固定连接;
所述大吸具底座1-1的外侧设置有第一螺纹孔6;
所述小吸具2包括小吸具底座2-1和小吸具壁2-2,所述小吸具底座2-1呈圆柱状,所述小吸具壁2-2呈喇叭状,与小吸具底座2-1一端固定连接;
所述小吸具2设置于所述大吸具1内部,所述大吸具底座1-1与小吸具底座2-1连接,所述大吸具底座1-1及小吸具底座2-1的中间贯穿设置有第一真空管道3;
所述卡盘4的一侧设置有依次突出的第一定位台阶7以及第二定位台阶8,其另一侧设置第二螺纹孔9;
所述卡盘4的中间贯穿设置有第二真空管道5;
所述卡盘4与大吸具1及小吸盘2在车床主轴上安装时保持同轴度,便于加工半球壳体工件时内、外球面之间的自动切换。
以下按照本实用新型的真空吸具进行详细说明:
所述用于薄壁壳体工件车削加工的真空吸具包括两部分,一部分为吸具部分,包括大吸具1和小吸具2,另一部分为卡盘4。
工作时,所述大吸具1及小吸具2连接于车床主轴端面上;所述卡盘4固定在车床副主轴的端面上。
按照本实用新型,如图3所示,所述大吸具1包括大吸具底座1-1和大吸具外壁1-2;所述大吸具壁1-2呈喇叭状,与大吸具底座1-1一端固定连接;
所述大吸具底座1-1用于实现大吸具1与车床主轴的连接。
优选地,所述大吸具壁1-2与大吸具底座1-1之间呈30°夹角,便于薄壁壳体工件的装卡。所述大吸具壁1-2与大吸具底座1-1连接过渡处加工成R20mm圆角,以提高吸具稳定性。
所述大吸具底座1-1的外侧设置有第一螺纹孔6;
优选地,所述大吸具底座1-1的外侧设置有6~8个第一螺纹孔6,呈环形均布;所述第一螺纹孔6尺寸为φ10mm,用于大吸具1与车床主轴连接时固定大吸具1。
所述大吸具底座1-1的外侧还设置有环形槽10,所述环形槽10内设置有密封圈11。
所述环形槽10的宽度优选为4.5~5.5mm,所述环形槽10的深度优选为3.5~4.5mm。
更优选地,所述环形槽宽度为5mm,深度为4mm,用于放置密封圈11,在大吸具底座1-1与车床主轴连接时起密封作用。
如图4所示,所述小吸具2包括小吸具底座2-1和小吸具壁2-2,所述小吸具底座2-1呈圆柱状,所述小吸具壁2-2呈喇叭状,与小吸具底座2-1一端固定连接;
所述小吸具底座2-1用于实现小吸具2与大吸具底座1-1之间的连接。
所述小吸具2设置于所述大吸具1内部,所述大吸具底座1-1与小吸具底座2-1连接,所述大吸具底座1-1及小吸具底座2-1的中间贯穿设置有第一真空管道3;
优选地,所述小吸具壁2-2与第一真空管道3内壁之间呈30°夹角,便于壳体工件的装卡。
所述小吸具2通过其底座固定螺12栓连接在大吸具底座1-1上,加工时根据工件尺寸选择合适的吸具;
所述底座固定螺栓12在小吸具底座上呈4×M8环形均布。
优选地,所述大吸具底座1-1内壁上设置有定位槽13,所述定位槽13深度优选为5mm,用于安装小吸具底座2-1,以确保大吸具1与小吸具2装配时保持同轴度。
所述大吸具底座1-1与小吸具底座2-1之间设置有环形密封圈14。优选地,所述环形密封圈14直径为φ5mm,材质为聚四氟乙烯,用于大吸具1与小吸具底座2-1装配时起密封作用。
为了避免工作时,大吸具1对于小吸具2的影响,优选地,所述小吸盘2的轴向长度大于所述大吸盘1的轴向长度,避免采用小吸具加工工件时车刀与大吸具发生干涉。
本实用新型所述的真空吸具的工作过程如下:
在车削加工大尺寸壳体工件时,将密封圈11放置在环形槽10内,通过第一螺纹孔6将大吸具底座1-1连接在车床主轴上,借助第一真空管道3中的吸力将工件固定在大吸具壁1-2上进行加工;在车削加工小尺寸壳体工件时,通过固定螺栓12将小吸具底座2-1连接在大吸具底座1-1上,并在两者中间放置环形密封圈14,确保小吸具底座2-1与大吸具底座1-1之间密封,借助第一真空管道3中的吸力将工件固定在小吸具壁2-2上进行加工,从而实现不同尺寸的薄壁壳体工件内球面的车削加工。
如图2所示,在加工壳体工件外球面时,通过第二螺纹孔9将卡盘结构固定在车床副主轴端面上,采用第二真空管道5中的吸力将不同尺寸工件内球面分别固定在第一定位台阶7和第二定位台阶8上,从而实现不同尺寸壳体工件外球面的车削加工。
以上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行若干改进和修饰,这些改进和修饰也落入本实用新型权利要求的保护范围内。
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
Claims (11)
1.一种用于薄壁壳体工件车削加工的真空吸具,其特征在于,包括:大吸具、小吸具、第一真空管道、卡盘、第二真空管道;
所述大吸具包括大吸具底座和大吸具壁;所述大吸具壁呈喇叭状,与大吸具底座一端固定连接;
所述大吸具底座的外侧设置有第一螺纹孔;
所述小吸具包括小吸具底座和小吸具壁,所述小吸具底座呈圆柱状,所述小吸具壁呈喇叭状,与小吸具底座一端固定连接;
所述小吸具设置于所述大吸具内部,所述大吸具底座与小吸具底座连接,所述大吸具底座及小吸具底座的中间贯穿设置有第一真空管道;
所述卡盘的一侧设置有依次突出的第一定位台阶以及第二定位台阶,其另一侧设置第二螺纹孔;
所述卡盘的中间贯穿设置有第二真空管道;
所述卡盘与大吸具及小吸盘在车床主轴上安装时保持同轴度,便于加工半球壳体工件时内、外球面之间的自动切换。
2.根据权利要求1所述的用于薄壁壳体工件车削加工的真空吸具,其特征在于,所述大吸具壁与大吸具底座之间呈30°夹角。
3.根据权利要求2所述的用于薄壁壳体工件车削加工的真空吸具,其特征在于,所述大吸具壁与大吸具底座连接过渡处加工成R20mm圆角。
4.根据权利要求1所述的用于薄壁壳体工件车削加工的真空吸具,其特征在于,所述小吸具壁与第一真空管道内壁之间呈30°夹角。
5.根据权利要求1所述的用于薄壁壳体工件车削加工的真空吸具,其特征在于,所述小吸具通过其底座固定螺栓连接在大吸具底座上,加工时根据工件尺寸选择合适的吸具;
所述底座固定螺栓在小吸具底座上呈4×M8环形均布。
6.根据权利要求5所述的用于薄壁壳体工件车削加工的真空吸具,其特征在于,所述大吸具底座与小吸具底座之间设置环形密封圈。
7.根据权利要求1所述的用于薄壁壳体工件车削加工的真空吸具,其特征在于,所述大吸具底座的外侧还设置有环形槽,所述环形槽内设置有环形密封圈。
8.根据权利要求1所述的用于薄壁壳体工件车削加工的真空吸具,其特征在于,所述大吸具底座的外侧设置有6~8个第一螺纹孔,呈环形均布,用于在机床上固定大吸具;所述第一螺纹孔尺寸为φ10mm。
9.根据权利要求1所述的用于薄壁壳体工件车削加工的真空吸具,其特征在于,所述小吸具的轴向长度大于所述大吸具的轴向长度。
10.根据权利要求7所述的用于薄壁壳体工件车削加工的真空吸具,其特征在于,所述环形槽宽度为4.5~5.5mm,所述环形槽深度为3.5~4.5mm。
11.根据权利要求1所述的用于薄壁壳体工件车削加工的真空吸具,其特征在于,所述大吸具底座内壁上设置有定位槽,所述定位槽深度为5mm,用于安装小吸具底座,以确保大吸具与小吸具装配时保持同轴度。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202121821575.1U CN216066507U (zh) | 2021-08-05 | 2021-08-05 | 一种用于薄壁壳体工件车削加工的真空吸具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202121821575.1U CN216066507U (zh) | 2021-08-05 | 2021-08-05 | 一种用于薄壁壳体工件车削加工的真空吸具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN216066507U true CN216066507U (zh) | 2022-03-18 |
Family
ID=80667886
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202121821575.1U Active CN216066507U (zh) | 2021-08-05 | 2021-08-05 | 一种用于薄壁壳体工件车削加工的真空吸具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN216066507U (zh) |
-
2021
- 2021-08-05 CN CN202121821575.1U patent/CN216066507U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2022142202A1 (zh) | 一种适用于异型孔和异形轴装夹的液压自动膨胀夹具 | |
| CN216066507U (zh) | 一种用于薄壁壳体工件车削加工的真空吸具 | |
| CN110125439B (zh) | 一种薄壁衬套无应力装夹精车内孔的装置及使用方法 | |
| CN210587258U (zh) | 一种双吸泵泵体泵盖镗孔用内径自补偿工装 | |
| CN210046020U (zh) | 一种内花键涨芯式机床夹具 | |
| CN216502797U (zh) | 一种磨齿机快换夹具 | |
| CN215144817U (zh) | 薄壁件的自动化车床加工夹具 | |
| CN205968249U (zh) | 一种用于壁厚小于2mm壳体的组合夹具 | |
| CN216227977U (zh) | 大型船舶艉管轴承车削加工的工装 | |
| CN209774066U (zh) | 一种多功能夹具 | |
| CN210849320U (zh) | 一种用于弹簧圈类零件镗孔及倒角的车床夹具 | |
| CN211072755U (zh) | 一种车削轴类端面的专机 | |
| CN219747136U (zh) | 不锈钢小电机薄臂机壳筒加工工装 | |
| CN213945626U (zh) | 一种精加工外圆固定工装 | |
| CN201625880U (zh) | 轴铣键槽车床加工夹具 | |
| CN214162118U (zh) | 一种适用于异型孔和异形轴装夹的液压自动膨胀夹具 | |
| CN219967106U (zh) | 一种加工碟状产品的车床夹具 | |
| CN215239318U (zh) | 一种薄壁套筒类工件专用胎具组件 | |
| CN114871690B (zh) | 一种行星架快速精加工方法 | |
| CN220216975U (zh) | 磨齿机的夹紧装置 | |
| CN218192631U (zh) | 涨开芯轴 | |
| CN213350871U (zh) | 一种工件夹持装置 | |
| CN212351203U (zh) | 一种新型圆腔体加工夹具 | |
| CN214559318U (zh) | 四轴数控机床自动定心智能夹具 | |
| CN220679594U (zh) | 外螺纹加工用机床夹具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |