CN214719908U - 一种冲压成型钢板模 - Google Patents
一种冲压成型钢板模 Download PDFInfo
- Publication number
- CN214719908U CN214719908U CN202120603245.9U CN202120603245U CN214719908U CN 214719908 U CN214719908 U CN 214719908U CN 202120603245 U CN202120603245 U CN 202120603245U CN 214719908 U CN214719908 U CN 214719908U
- Authority
- CN
- China
- Prior art keywords
- wall
- side outer
- base
- fixed
- water pump
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
本实用新型公开了一种冲压成型钢板模,包括底座,所述底座的顶部一侧外壁上通过螺栓固定有下模座,下模座的一侧外壁粘接有缓冲板,底座的顶部外壁通过螺栓固定有三个以上固定座,固定座的顶部一侧外壁通过螺栓固定有支撑架,支撑架的底部一侧外壁通过螺栓固定有两个固定块,支撑架的顶部一侧外壁设置有升降机构,升降机构的一侧外壁连接有固定板,固定板的顶部一侧外壁设置有润滑机构,固定板的底部一侧外壁通过螺栓固定有上模座。本实用新型通过启动水泵,使得水泵通过进液管将油罐内的润滑油输送至水泵内,水泵通过出液管将润滑有输送至注油针管排出,从而对上模座、下模座和钢模板进行润滑,避免工件生锈影响使用效果。
Description
技术领域
本实用新型涉及冲压成型技术领域,尤其涉及一种冲压成型钢板模。
背景技术
在现有技术中,汽车冲压件多通过模具采用冷冲压成形方式实现,冲压成形前需要先将制件在模具中稳定、精确定位,然后模具随着压机闭合进行成形工作内容,但是由于零件自身尺寸或产品造型结构限制,成形前制件放置时可能会出现重心不在凸模本体上的,制件无法稳定放置,需要手工辅助托料、定位,操作不便。
经检索,中国专利公开号为CN106180422B的专利,公开了一种冲压成型钢板模,包括上模板、凹模、凸模、下模板、基座、托料板、弹簧及驱动块,基座的下端固定于下模板上,托料板活动设置于基座的上端,弹簧设置于托料板与基座之间,驱动块的上端固定于上模板上,驱动块的下端与托料板活动式插接配合。
上述专利中的一种冲压成型钢板模存在以下不足:未对工件进行润滑,使得工作后仍需人工进行润滑油涂抹,润滑不及时会使得工件生锈,进而影响使用寿命。
实用新型内容
本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种冲压成型钢板模。
为了实现上述目的,本实用新型采用了如下技术方案:
一种冲压成型钢板模,包括底座,所述底座的顶部一侧外壁上通过螺栓固定有下模座,下模座的一侧外壁粘接有缓冲板,底座的顶部外壁通过螺栓固定有三个以上固定座,固定座的顶部一侧外壁通过螺栓固定有支撑架,支撑架的底部一侧外壁通过螺栓固定有两个固定块,支撑架的顶部一侧外壁设置有升降机构,升降机构的一侧外壁连接有固定板,固定板的顶部一侧外壁设置有润滑机构,固定板的底部一侧外壁通过螺栓固定有上模座。
作为本实用新型再进一步的方案:所述升降机构包括两个旋转轴、三个以上活动杆、螺旋杆、两个齿轮、电机、三个以上弹簧一和三个以上导杆,电机的一侧外壁通过螺栓固定于支撑架的顶部一侧外壁上,螺旋杆的一端通过转轴固定于电机的输出端。
作为本实用新型再进一步的方案:每个所述旋转轴的一端均通过轴承固定于固定块的一侧外壁上,每个齿轮的圆周外壁均通过螺栓固定于每个旋转轴的圆周外壁上,且每个齿轮均与螺旋杆形成啮合传动,每个活动杆的一端均通过螺栓固定于每个旋转轴的一端,每个导杆的一端均通过螺栓固定于固定座的一侧内壁上。
作为本实用新型再进一步的方案:每个所述弹簧一的内壁套接于每个导杆的圆周外壁上,固定板通过套接与导杆相连接,每个活动杆的另一端均通过转轴与固定板的一侧外壁相连接。
作为本实用新型再进一步的方案:所述润滑机构包括注油针管、出液管、油罐、水泵和进液管,油罐的底部外壁通过螺栓固定于固定板的顶部一侧外壁上,水泵的一侧外壁通过螺栓固定于固定板的一侧外壁上。
作为本实用新型再进一步的方案:所述进液管的两端分别通过螺栓固定于水泵和油罐的一侧外壁上,出液管的一侧外壁通过螺纹固定于水泵的出水口,注油针管的一侧外壁通过螺纹固定于出液管的一端。
作为本实用新型再进一步的方案:所述上模座的底部一侧外壁通过螺栓固定有两个连接块,每个连接块的一侧外壁均通过转轴固定有活动块,每个活动块的一侧外壁焊接有切割刀片,每个活动块的一侧均外壁开设有安装槽,两个安装槽的内壁通过螺栓固定有同一弹簧二。
与现有技术相比,本实用新型提供了一种冲压成型钢板模,具备以下有益效果:
1.该用于冲压成型钢板模,通过启动电机,使得电机的输出端带动螺旋杆进行转动,使得螺旋杆通过与齿轮的啮合传动带动旋转轴进行转动,从而通过活动杆的往复运动带动固定板在导杆上进行升降,进而带动上模座对下模座上的钢模板进行冲压成型,同时通过弹簧一对压制时产生的冲击力进行缓冲,达到缓冲的效果。
2.该用于冲压成型钢板模,通过启动水泵,使得水泵通过进液管将油罐内的润滑油输送至水泵内,水泵通过出液管将润滑有输送至注油针管排出,从而对上模座、下模座和钢模板进行润滑,避免工件生锈影响使用效果,进而延长使用寿命。
3.该用于冲压成型钢板模,通过活动块转动连接连接块,使得两个活动块之间的距离角度均可调,通过弹簧二对两个活动块进行弹性连接,便于活动块对钢模板进行冲压成型,进而通过切割刀片对钢模板进行开孔切割。
该装置中未涉及部分均与现有技术相同或可采用现有技术加以实现,本实用新型结构简单,操作方便。
附图说明
图1为本实用新型提出的一种冲压成型钢板模中的主视结构示意图;
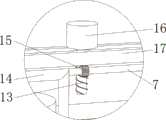
图2为本实用新型提出的一种冲压成型钢板模中图1中A的放大结构示意图;
图3为本实用新型提出的一种冲压成型钢板模中的后视结构示意图;
图4为本实用新型提出的一种冲压成型钢板模中的上模座结构示意图。
图中:1-底座、2-固定座、3-下模座、4-注油针管、5-固定板、6-出液管、7-旋转轴、8-活动杆、9-油罐、10-水泵、11-活动块、12-缓冲板、13-螺旋杆、14-进液管、15-齿轮、16-电机、17-支撑架、18-弹簧一、19-上模座、20-导杆、21-固定块、22-切割刀片、23-安装槽、24-连接块、25-弹簧二。
具体实施方式
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
一种冲压成型钢板模,如图1-4所示,包括底座1,所述底座1的顶部一侧外壁上通过螺栓固定有下模座3,下模座3的一侧外壁粘接有缓冲板12,底座1的顶部外壁通过螺栓固定有三个以上固定座2,固定座2的顶部一侧外壁通过螺栓固定有支撑架17,支撑架17的底部一侧外壁通过螺栓固定有两个固定块21,支撑架17的顶部一侧外壁设置有升降机构,升降机构的一侧外壁连接有固定板5,固定板5的顶部一侧外壁设置有润滑机构,固定板5的底部一侧外壁通过螺栓固定有上模座19,通过升降机构带动固定板5进行升降,从而带动上模座19于下模座3对钢模板进行冲压成型,通过下模座3上的缓冲板12使得上模座19与下模座3充分压合,同时缓冲一部分上模座19冲压时产生的压力,通过润滑机构对上模座19和下模座3进行润滑,延长工件使用寿名。
为了带动上模座19进行升降,如图1、2、3、4所示,所述升降机构包括两个旋转轴7、三个以上活动杆8、螺旋杆13、两个齿轮15、电机16、三个以上弹簧一18和三个以上导杆20,电机16的一侧外壁通过螺栓固定于支撑架17的顶部一侧外壁上,螺旋杆13的一端通过转轴固定于电机16的输出端,每个旋转轴7的一端均通过轴承固定于固定块21的一侧外壁上,每个齿轮15的圆周外壁均通过螺栓固定于每个旋转轴7的圆周外壁上,且每个齿轮15均与螺旋杆13形成啮合传动,每个活动杆8的一端均通过螺栓固定于每个旋转轴7的一端,每个导杆20的一端均通过螺栓固定于固定座2的一侧内壁上,每个弹簧一18的内壁套接于每个导杆20的圆周外壁上,固定板5通过套接与导杆20相连接,每个活动杆8的另一端均通过转轴与固定板5的一侧外壁相连接;通过启动电机16,使得电机16的输出端带动螺旋杆13进行转动,使得螺旋杆13通过与齿轮15的啮合传动带动旋转轴7进行转动,从而通过活动杆8的往复运动带动固定板5在导杆20上进行升降,进而带动上模座19对下模座3上的钢模板进行冲压成型,同时通过弹簧一18对压制时产生的冲击力进行缓冲,达到缓冲的效果。
为了延长工件的使用寿命,如图1、2所示,所述润滑机构包括注油针管4、出液管6、油罐9、水泵10和进液管14,油罐9的底部外壁通过螺栓固定于固定板5的顶部一侧外壁上,水泵10的一侧外壁通过螺栓固定于固定板5的一侧外壁上,进液管14的两端分别通过螺栓固定于水泵10和油罐9的一侧外壁上,出液管6的一侧外壁通过螺纹固定于水泵10的出水口,注油针管4的一侧外壁通过螺纹固定于出液管6的一端,通过启动水泵10,使得水泵10通过进液管14将油罐9内的润滑油输送至水泵10内,水泵10通过出液管6将润滑有输送至注油针管4排出,从而对上模座19、下模座3和钢模板进行润滑,避免工件生锈影响使用效果,进而延长使用寿命。
为了对钢模板进行冲压成型,如图1、3、4所示,所述上模座19的底部一侧外壁通过螺栓固定有两个连接块24,每个连接块24的一侧外壁均通过转轴固定有活动块11,每个活动块11的一侧外壁焊接有切割刀片22,每个活动块11的一侧均外壁开设有安装槽23,两个安装槽23的内壁通过螺栓固定有同一弹簧二25,通过活动块11转动连接连接块24,使得两个活动块11之间的距离角度均可调,通过弹簧二25对两个活动块11进行弹性连接,便于活动块11对钢模板进行冲压成型,进而通过切割刀片22对钢模板进行开孔切割。
工作原理:本实施例在使用时,启动电机16,使得电机16的输出端带动螺旋杆13进行转动,使得螺旋杆13通过与齿轮15的啮合传动带动旋转轴7进行转动,从而通过活动杆8的往复运动带动固定板5在导杆20上进行升降,进而带动上模座19对下模座3上的钢模板进行冲压成型,同时通过弹簧一18对压制时产生的冲击力进行缓冲,通过活动块11转动连接连接块24,使得两个活动块11之间的距离角度均可调,通过弹簧二25对两个活动块11进行弹性连接,便于活动块11对钢模板进行冲压成型,进而通过切割刀片22对钢模板进行开孔切割,过下模座3上的缓冲板12使得上模座19与下模座3充分压合,同时缓冲一部分上模座19冲压时产生的压力,启动水泵10,使得水泵10通过进液管14将油罐9内的润滑油输送至水泵10内,水泵10通过出液管6将润滑有输送至注油针管4排出,从而对上模座19、下模座3和钢模板进行润滑。
以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
Claims (7)
1.一种冲压成型钢板模,包括底座(1),其特征在于,所述底座(1)的顶部一侧外壁上通过螺栓固定有下模座(3),下模座(3)的一侧外壁粘接有缓冲板(12),底座(1)的顶部外壁通过螺栓固定有三个以上固定座(2),固定座(2)的顶部一侧外壁通过螺栓固定有支撑架(17),支撑架(17)的底部一侧外壁通过螺栓固定有两个固定块(21),支撑架(17)的顶部一侧外壁设置有升降机构,升降机构的一侧外壁连接有固定板(5),固定板(5)的顶部一侧外壁设置有润滑机构,固定板(5)的底部一侧外壁通过螺栓固定有上模座(19)。
2.根据权利要求1所述的一种冲压成型钢板模,其特征在于,所述升降机构包括两个旋转轴(7)、三个以上活动杆(8)、螺旋杆(13)、两个齿轮(15)、电机(16)、三个以上弹簧一(18)和三个以上导杆(20),电机(16)的一侧外壁通过螺栓设置于支撑架(17)的顶部一侧外壁上,螺旋杆(13)的一端通过转轴设置于电机(16)的输出端。
3.根据权利要求2所述的一种冲压成型钢板模,其特征在于,每个所述旋转轴(7)的一端均通过轴承设置于固定块(21)的一侧外壁上,每个齿轮(15)的圆周外壁均通过螺栓设置于每个旋转轴(7)的圆周外壁上,且每个齿轮(15)均与螺旋杆(13)形成啮合传动,每个活动杆(8)的一端均通过螺栓设置于每个旋转轴(7)的一端,每个导杆(20)的一端均通过螺栓设置于固定座(2)的一侧内壁上。
4.根据权利要求2所述的一种冲压成型钢板模,其特征在于,每个所述弹簧一(18)的内壁套接于每个导杆(20)的圆周外壁上,固定板(5)通过套接与导杆(20)相连接,每个活动杆(8)的另一端均通过转轴与固定板(5)的一侧外壁相连接。
5.根据权利要求1所述的一种冲压成型钢板模,其特征在于,所述润滑机构包括注油针管(4)、出液管(6)、油罐(9)、水泵(10)和进液管(14),油罐(9)的底部外壁通过螺栓设置于固定板(5)的顶部一侧外壁上,水泵(10)的一侧外壁通过螺栓设置于固定板(5)的一侧外壁上。
6.根据权利要求5所述的一种冲压成型钢板模,其特征在于,所述进液管(14)的两端分别通过螺栓设置于水泵(10)和油罐(9)的一侧外壁上,出液管(6)的一侧外壁通过螺纹设置于水泵(10)的出水口,注油针管(4)的一侧外壁通过螺纹设置于出液管(6)的一端。
7.根据权利要求1所述的一种冲压成型钢板模,其特征在于,所述上模座(19)的底部一侧外壁通过螺栓固定有两个连接块(24),每个连接块(24)的一侧外壁均通过转轴固定有活动块(11),每个活动块(11)的一侧外壁焊接有切割刀片(22),每个活动块(11)的一侧均外壁开设有安装槽(23),两个安装槽(23)的内壁通过螺栓固定有同一弹簧二(25)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202120603245.9U CN214719908U (zh) | 2021-03-25 | 2021-03-25 | 一种冲压成型钢板模 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202120603245.9U CN214719908U (zh) | 2021-03-25 | 2021-03-25 | 一种冲压成型钢板模 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN214719908U true CN214719908U (zh) | 2021-11-16 |
Family
ID=78596746
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202120603245.9U Active CN214719908U (zh) | 2021-03-25 | 2021-03-25 | 一种冲压成型钢板模 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN214719908U (zh) |
-
2021
- 2021-03-25 CN CN202120603245.9U patent/CN214719908U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN211728620U (zh) | 一种用于去除汽车零配件孔径毛刺工具 | |
| CN115229106B (zh) | 一种具有导向和退料功能的汽车配件用锻造装置 | |
| CN214719908U (zh) | 一种冲压成型钢板模 | |
| CN219337044U (zh) | 一种数控车床主轴的传动机构 | |
| CN209424696U (zh) | 一种汽车变速箱零部件加工用攻丝装置 | |
| CN215031687U (zh) | 一种主轴维修用清理装置 | |
| CN216027306U (zh) | 一种双头弯管机 | |
| CN213827244U (zh) | 一种焊管厂用气动压力剪切设备 | |
| CN112643348A (zh) | 一种管状部件切割去毛刺装置 | |
| CN218311275U (zh) | 一种五金配件加工用攻牙机 | |
| CN218283385U (zh) | 一种具有定位功能的冲孔机 | |
| CN216463063U (zh) | 一种活塞加工用夹持装置 | |
| CN201070655Y (zh) | 冲孔机结构 | |
| CN212379206U (zh) | 一种十字板剪切实验模装置 | |
| CN216887600U (zh) | 一种自动称重的纤维打包机 | |
| CN216461962U (zh) | 一种模具加工打孔装置 | |
| CN211247884U (zh) | 一种冲压机 | |
| CN212794204U (zh) | 一种机床主轴油冷装置 | |
| CN220240892U (zh) | 一种机床用主轴轴承润滑机构 | |
| CN218799640U (zh) | 一种模具加工的攻丝机 | |
| CN213436482U (zh) | 一种多功能弯管机 | |
| CN219530511U (zh) | 一种螺旋压力机循环润滑结构 | |
| CN214601134U (zh) | 一种金属板材矫平机用抽拉式快速换辊机构 | |
| CN214866777U (zh) | 一种电机冲片生产用冲压装置 | |
| CN213566596U (zh) | 一种润滑油生产用灌装装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |