CN212810498U - 一种电动汽车用铅酸电池安全帽自动组装装置 - Google Patents
一种电动汽车用铅酸电池安全帽自动组装装置 Download PDFInfo
- Publication number
- CN212810498U CN212810498U CN202021580425.1U CN202021580425U CN212810498U CN 212810498 U CN212810498 U CN 212810498U CN 202021580425 U CN202021580425 U CN 202021580425U CN 212810498 U CN212810498 U CN 212810498U
- Authority
- CN
- China
- Prior art keywords
- safety helmet
- conveyer belt
- plate
- acid battery
- electric automobile
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Battery Mounting, Suspending (AREA)
Abstract
一种电动汽车用铅酸电池安全帽自动组装装置,包括传送带和设于其两侧的安全帽送料装置,传送带由设于两侧的轴承板,设于轴承板内侧的数个带轮,以及套装于带轮外周上的传送带组成,另外还设有用于驱动传送带转动的动力结构,安全帽送料装置则由主机体和数根矩形送料管组成,矩形送料管末端分别位于传送带上方,轴承板顶面分别固定安装有竖板,竖板上分别开设有数个矩形通孔,矩形送料管分别穿过对应的矩形通孔并与其固定连接。本装置相比现有自动压帽装置,用一个简单的压板结构代替了自动化机械手、电瓶定位夹紧装置和气动吸盘结构,大大降低了制造成本和故障率,适合在电池生产领域进行推广。
Description
技术领域
本实用新型属于铅酸电池生辰制造领域,具体地说是一种电动汽车用铅酸电池安全帽自动组装装置。
背景技术
铅酸电池在加注酸液后需要对顶面的注液孔塞入安全帽进行封闭,再过去一直都依靠手工进行安全,随着科技进步,目前市场上已经有安全帽自动压帽设备,其主要由安全帽送料装置、传送带、电瓶定位夹紧装置、自动化机械手以及配套电气控制、气动吸盘设备组成,存在结构复杂、故障率高、价格昂贵的缺点,急需一种结构简单可靠且成本较低的新型自动压帽装置。
实用新型内容
本实用新型提供一种电动汽车用铅酸电池安全帽自动组装装置,用以解决现有技术中的缺陷。
本实用新型通过以下技术方案予以实现:
一种电动汽车用铅酸电池安全帽自动组装装置,包括传送带和设于其两侧的安全帽送料装置,传送带由设于两侧的轴承板,设于轴承板内侧的数个带轮,以及套装于带轮外周上的传送带组成,另外还设有用于驱动传送带转动的动力结构,安全帽送料装置则由主机体和数根矩形送料管组成,矩形送料管末端分别位于传送带上方,轴承板顶面分别固定安装有竖板,竖板上分别开设有数个矩形通孔,矩形送料管分别穿过对应的矩形通孔并与其固定连接,竖板内侧顶部共同固定安装有顶板,顶板底面固定安装有伸缩杆,伸缩杆活动端底端固定安装有压板,压板底面上固定安装有数个凸柱,压板底面前后两侧分别固定安装有U型板,U型板下端分别固定连接有引导斜板矩形送料管的末端端面封闭,矩形送料管的末端顶面分别开设有第一通孔,矩形送料管的末端底面则分别开设有第二通孔,第二通孔中均设有用于阻挡安全帽通过的弹性结构。
如上所述的一种电动汽车用铅酸电池安全帽自动组装装置,所述伸缩杆为多级电推杆。
如上所述的一种电动汽车用铅酸电池安全帽自动组装装置,所述竖板一侧分别固定安装有红外探头,其中一块竖板上还固定安装有PLC控制器,PLC控制器与伸缩杆、红外探头、动力结构和外部电源电路连接。
如上所述的一种电动汽车用铅酸电池安全帽自动组装装置,所述弹性结构为橡胶圈,第二通孔内壁中分别固定安装有橡胶圈。
如上所述的一种电动汽车用铅酸电池安全帽自动组装装置,所述 U型板和引导斜板均由尼龙材料制成。
本实用新型的优点是:在使用时以图3为例,用户启动安全帽送料装置和传送带,传送带会带动电瓶从左向右移动,当电瓶移动到压板下方时,传送带暂停运行,伸缩杆带动压板压下,在压板下压过程中由于电瓶会首先与引导斜板的内侧斜面相接触,引导斜板会推动电瓶移动到压板正下方,电瓶最终会滑入两块 U型板中进行准确定位,然后凸柱分别插入对应的第一通孔中,将安全帽从第二通孔中压出并推入电瓶上的注液孔中完成压帽作业,随后伸缩杆缩短将压板升起恢复原位,传送带恢复运行将压好帽的电瓶运走,并运来下一个电瓶重复之前动作;本装置相比现有自动压帽装置,用一个简单的压板结构代替了自动化机械手、电瓶定位夹紧装置和气动吸盘结构,大大降低了制造成本和故障率,适合在电池生产领域进行推广。
附图说明
为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
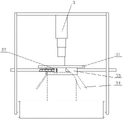
图1是本实用新型的结构示意图;图2是图1的Ⅰ局部放大图;图3是本实用新型的右视图;图4是本实用新型压帽状态示意图。
具体实施方式
为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
一种电动汽车用铅酸电池安全帽自动组装装置,如图所示,包括传送带和设于其两侧的安全帽送料装置,传送带由设于两侧的轴承板1,设于轴承板1内侧的数个带轮,以及套装于带轮外周上的传送带组成,另外还设有用于驱动传送带转动的动力结构,传送带为现有成熟技术,在此不再赘述,动力结构图中未示出,安全帽送料装置则由主机体和数根矩形送料管2组成,矩形送料管2末端分别位于传送带上方,矩形送料管2的内腔恰好能够使安全帽呈单列在其内部滑动输送,安全帽送料装置同样为现有成熟技术,在此不再赘述,轴承板1顶面分别固定安装有竖板11,竖板11上分别开设有数个矩形通孔,矩形送料管2分别穿过对应的矩形通孔并与其固定连接,竖板11内侧顶部共同固定安装有顶板12,顶板12底面固定安装有伸缩杆3,伸缩杆3活动端底端固定安装有压板31,压板31底面上固定安装有数个凸柱32,压板31底面前后两侧分别固定安装有U型板33,两块U型板33的开口相向,U型板33下端分别固定连接有引导斜板34,前后侧的33能够组成中部断开的矩形框结构,前后侧的34能够组成中部断开四棱锥台形的框结构,矩形送料管2的末端端面封闭,矩形送料管2的末端顶面分别开设有第一通孔21,第一通孔21分别与对应的凸块32共中心线且间隙配合,矩形送料管2的末端底面则分别开设有第二通孔22,第二通孔22的直径均略大于安全帽的最大直径,第二通孔22中均设有用于阻挡安全帽通过的弹性结构。在使用时以图3为例,用户启动安全帽送料装置和传送带,传送带会带动电瓶从左向右移动,当电瓶移动到压板31下方时,传送带暂停运行,伸缩杆3带动压板31压下,在压板31下压过程中由于电瓶会首先与引导斜板34的内侧斜面相接触,引导斜板34会推动电瓶移动到压板32正下方,电瓶最终会滑入两块 U型板33中进行准确定位,然后凸柱32分别插入对应的第一通孔21中,将安全帽从第二通孔22中压出并推入电瓶上的注液孔中完成压帽作业,随后伸缩杆3缩短将压板31升起恢复原位,传送带恢复运行将压好帽的电瓶运走,并运来下一个电瓶重复之前动作;本装置相比现有自动压帽装置,用一个简单的压板结构代替了自动化机械手、电瓶定位夹紧装置和气动吸盘结构,大大降低了制造成本和故障率,适合在电池生产领域进行推广。
具体而言,如图1所示,本实施例所述伸缩杆3为多级电推杆。采用多级电推杆可以在满足行程长度要求的前提下,使用户通过电信号对伸缩杆3的动作进行控制,具体控制方法为现有成熟技术,在此不再赘述。
具体的,如图1所示,本实施例所述竖板11一侧分别固定安装有红外探头13,两块竖板11上的红外探头13一个为发射端,另一个为接收端,两个红外探头13能够在传送带上方形成感应区域,其中一块竖板11上还固定安装有PLC控制器,PLC控制器图中未示出,PLC控制器与伸缩杆3、红外探头13、动力结构和外部电源电路连接。使用时用户启动PLC控制器,以图3为例,PLC控制器首先会启动动力结构带动传送带开始顺时针运行,当传送带上的电瓶进入红外探头13的感应区域时,PLC控制器会暂停传送带运行,然后控制伸缩杆3伸长进行压帽作业,在压帽作业完成后伸缩杆3缩短恢复原位,传送带再次启动恢复运行,在下一块电瓶再次进入红外探头13感应区域时重复以上动作。
进一步的,如图1所示,本实施例所述弹性结构为橡胶圈23,第二通孔22内壁中分别固定安装有橡胶圈23。当安全帽被推动到第二通孔22上方时,该安全帽会被橡胶圈23挡住不会下落,而当凸柱32穿过第一通孔21向下用力推动该安全帽时,安全帽会挤压橡胶圈23使其发生弹性形变被撑开,然后从橡胶圈内孔中穿过,在凸柱32拔出后下一个安全帽会被安全帽送料装置接着推到第二通孔22上方,等待下一次压帽作业。
更进一步的,如图1所示,本实施例所述 U型板33和引导斜板34均由尼龙材料制成。尼龙材料具有良好的韧性和耐磨性,且表面光滑的尼龙材料摩擦力也较小,可以在不损伤电瓶外壳的前提下推动电瓶移动到压板31正下方。
最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
Claims (5)
1.一种电动汽车用铅酸电池安全帽自动组装装置,包括传送带和设于其两侧的安全帽送料装置,传送带由设于两侧的轴承板(1),设于轴承板(1)内侧的数个带轮,以及套装于带轮外周上的传送带组成,另外还设有用于驱动传送带转动的动力结构,安全帽送料装置则由主机体和数根矩形送料管(2)组成,矩形送料管(2)末端分别位于传送带上方,其特征在于:轴承板(1)顶面分别固定安装有竖板(11),竖板(11)上分别开设有数个矩形通孔,矩形送料管(2)分别穿过对应的矩形通孔并与其固定连接,竖板(11)内侧顶部共同固定安装有顶板(12),顶板(12)底面固定安装有伸缩杆(3),伸缩杆(3)活动端底端固定安装有压板(31),压板(31)底面上固定安装有数个凸柱(32),压板(31)底面前后两侧分别固定安装有U型板(33),U型板(33)下端分别固定连接有引导斜板(34)矩形送料管(2)的末端端面封闭,矩形送料管(2)的末端顶面分别开设有第一通孔(21),矩形送料管(2)的末端底面则分别开设有第二通孔(22),第二通孔(22)中均设有用于阻挡安全帽通过的弹性结构。
2.根据权利要求1所述的一种电动汽车用铅酸电池安全帽自动组装装置,其特征在于:所述伸缩杆(3)为多级电推杆。
3.根据权利要求2所述的一种电动汽车用铅酸电池安全帽自动组装装置,其特征在于:所述竖板(11)一侧分别固定安装有红外探头(13),其中一块竖板(11)上还固定安装有PLC控制器,PLC控制器与伸缩杆(3)、红外探头(13)、动力结构和外部电源电路连接。
4.根据权利要求1所述的一种电动汽车用铅酸电池安全帽自动组装装置,其特征在于:所述弹性结构为橡胶圈(23),第二通孔(22)内壁中分别固定安装有橡胶圈(23)。
5.根据权利要求1所述的一种电动汽车用铅酸电池安全帽自动组装装置,其特征在于:所述 U型板(33)和引导斜板(34)均由尼龙材料制成。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202021580425.1U CN212810498U (zh) | 2020-08-03 | 2020-08-03 | 一种电动汽车用铅酸电池安全帽自动组装装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202021580425.1U CN212810498U (zh) | 2020-08-03 | 2020-08-03 | 一种电动汽车用铅酸电池安全帽自动组装装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN212810498U true CN212810498U (zh) | 2021-03-26 |
Family
ID=75107320
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202021580425.1U Active CN212810498U (zh) | 2020-08-03 | 2020-08-03 | 一种电动汽车用铅酸电池安全帽自动组装装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN212810498U (zh) |
-
2020
- 2020-08-03 CN CN202021580425.1U patent/CN212810498U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN205177946U (zh) | 集流片上料系统 | |
| CN211282839U (zh) | 一种搬运设备用夹料装置 | |
| CN212810498U (zh) | 一种电动汽车用铅酸电池安全帽自动组装装置 | |
| CN209266378U (zh) | 一种多晶电池片搬运装置 | |
| CN205891369U (zh) | 一种覆膜产品转移传送机构 | |
| CN209509614U (zh) | 电力铁塔攀爬装置及电力监控系统 | |
| CN212946409U (zh) | 超级电容压合装配机 | |
| CN115285647A (zh) | 一种电路板加工用的翻转装置 | |
| CN108502500A (zh) | 用于汽车玻璃生产线上的天窗翻片检验系统 | |
| CN211733000U (zh) | 一种上下料托盘单元 | |
| CN209979804U (zh) | 一种断路器自动检测设备的电极头升降传动组件 | |
| CN209822806U (zh) | 一种锂电池生产用电芯转移挤压一体机 | |
| CN208037457U (zh) | 用于汽车玻璃生产线上的天窗翻片检验系统 | |
| CN213677995U (zh) | 一种能够实现自动密封的工艺玻璃瓶盖卡扣机 | |
| CN212184016U (zh) | 一种贴片机吸嘴压力检测装置 | |
| CN215508720U (zh) | 充电器外壳半自动压轴治具 | |
| CN220339596U (zh) | 一种线路连接器气密检测装置 | |
| CN212558339U (zh) | 一种管材自动上料装置 | |
| CN218368792U (zh) | 自动贴标装置 | |
| CN208292131U (zh) | 一种组装传动机构 | |
| CN218364803U (zh) | 一种工业机器人的末端夹爪机构 | |
| CN217561177U (zh) | 一种用于分歧管的耐压爆破测试装置 | |
| CN219685420U (zh) | 一种用于装配压装的结构 | |
| CN117302864B (zh) | 一种聚四氟乙烯生产用自动上料装置 | |
| CN221539804U (zh) | 一种全自动脱胶机机械手 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |