CN212285425U - 一种环形工件成型压装一体装置 - Google Patents
一种环形工件成型压装一体装置 Download PDFInfo
- Publication number
- CN212285425U CN212285425U CN202020369482.9U CN202020369482U CN212285425U CN 212285425 U CN212285425 U CN 212285425U CN 202020369482 U CN202020369482 U CN 202020369482U CN 212285425 U CN212285425 U CN 212285425U
- Authority
- CN
- China
- Prior art keywords
- press
- base
- cylinder
- guide plate
- workpiece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Landscapes
- Automatic Assembly (AREA)
Abstract
本实用新型公开一种环形工件成型压装一体装置,其特征在于:所述的设备包括底座,所述底座上设置有滑道,滑道上滑动连接有工件台,所述底座上还对称地设置有两个导柱,所述导柱的顶端共同连接有支撑板,所述支撑板上设置有下压气缸,下压气缸的工作端则与压装导板相连,所述压装导板的两端则通过滑套与所述的两个导柱滑动连接,所述底座上还设置有位于压装导板下方的工作台,所述工作台上开设有两个对称分布的通孔,固定连接在压装导板上的副导向柱滑动连接在所述通孔内,并且在副导向柱外还套接有弹簧,所述压装导板的底端面上还设置有成型压装轴。
Description
技术领域
本实用新型涉及机加工设备领域,特别是一种环形工件成型压装一体装置。
背景技术
在工业生产过程中,经常需要将某个环状工件安装到另一个工件之中,一般来说上述操作需要使用压装机进行压装操作;而同时环形工件大多是利用冲压装置对条状工件在模具上进行冲压,使其形成环形。传统上上述两个步骤需要两套设备分别完成,并且在冲压成型后,或者由操作人员将环形工件运送到压装设备处进行人工上料(这种方式需要耗费人力劳动,占用一定的人力资源),或者在两套设备之间设置传送机构和上料机构,实现自动化送料、上料操作(这种方式会导致成本提高)。而且这样做会严重的影响生产节拍,导致工作效率降低。因此现在需要一种能够解决上述问题的方法或装置。
实用新型内容
本实用新型是为了解决现有技术所存在的上述不足,提出一种结构简单,设计巧妙,布局合理,能够在一个工序操作中完成制品的冲压成型和嵌入的一体式装置。
本实用新型的技术解决方案是:一种环形工件成型压装一体装置,其特征在于:所述的装置包括底座1,所述底座1上设置有滑道2,滑道2上滑动连接有工件台3,所述底座1上还对称地设置有两个导柱4,所述导柱4的顶端共同连接有支撑板5,所述支撑板5上设置有下压气缸6,下压气缸6的工作端则与压装导板7相连,所述压装导板7的两端则通过滑套与所述的两个导柱4滑动连接,所述底座1上还设置有位于压装导板7下方的工作台8,所述工作台8上开设有两个对称分布的通孔,固定连接在压装导板7上的副导向柱9滑动连接在所述通孔内,并且在副导向柱9外还套接有弹簧10,所述压装导板7的底端面上还设置有成型压装轴11,
所述底座1上设置有工件台气缸12,所述工件台气缸12的工作端与工件台3连接,所述工作台8上连接有前模具气缸13和后模具气缸14,所述前模具气缸13的工作端与前模具15相连,后模具气缸14的工作端与后模具16相连,所述前模具15和后模具16均与所述成型压装轴11的端部相匹配,在工作台8上开设有与所述成型压装轴11相对应的下料孔。
本实用新型同现有技术相比,具有如下优点:
本种结构形式的环形工件成型压装一体装置,其结构简单,设计巧妙,布局合理,它针对传统生产工艺以及设备在使用过程中所存在的种种问题,设计出一种特殊的结构,该装置既可以实现对条形工件的冲压成型操作(使其压装成环形),又能够在工件成形后将其压装到另一个工件中,也就是说在一个工序中完成了冲压成型和嵌入式压装两个不同的操作,既可以节省工序、提高生产效率,还可以节省人员劳动,解放人力资源。并且这种装置的制作工艺简单,制造成本低廉,因此可以说它具备了多种优点,特别适合于在本领域中推广应用,其市场前景十分广阔。
附图说明
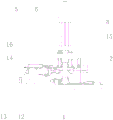
图1是本实用新型实施例的结构示意图。
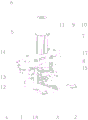
图2是本实用新型实施例的立体结构示意图。
具体实施方式
下面将结合附图说明本实用新型的具体实施方式。如图1、2所示:一种环形工件成型压装一体装置,它包括一个作为基础的包括底座1,在这个底座1上设置有滑道2,滑道2上滑动连接有工件台3,所述底座1上还对称地设置有两个导柱4,所述导柱4的顶端共同连接有支撑板5,所述支撑板5上设置有下压气缸6,下压气缸6的工作端则与压装导板7相连,所述压装导板7的两端则通过滑套与所述的两个导柱4滑动连接,所述底座1上还设置有位于压装导板7下方的工作台8,所述工作台8上开设有两个对称分布的通孔,固定连接在压装导板7上的副导向柱9滑动连接在所述通孔内,并且在副导向柱9外还套接有弹簧10,所述压装导板7的底端面上还设置有成型压装轴11,
所述底座1上设置有工件台气缸12,所述工件台气缸12的工作端与工件台3连接,所述工作台8上连接有前模具气缸13和后模具气缸14,所述前模具气缸13的工作端与前模具15相连,后模具气缸14的工作端与后模具16相连,所述前模具15和后模具16均与所述成型压装轴11的端部相匹配,在工作台8上开设有与所述成型压装轴11相对应的下料孔。
本实用新型实施例的环形工件成型压装一体装置的工作过程如下:首先操作人员将预先处理成呈钝角折弯型的条状工件17放置在工作台8上,并让其与在成型压装轴11底部接触,然后将一个待装配工件18放置在工件台3上,然后启动本装置,
工件台气缸12会带动工件台3从上料位置运动到装配位置(即下料孔的正下方),同时控制系统还会控制前模具气缸13和后模具气缸14协同工作,前模具气缸13首先带动前模具15朝着工件17的方向运动,在前模具15和成型压装轴11的共同作用下工件17被挤压成U字形,然后后模具气缸14带动后模具16朝着工件17的方向运动,在后模具16和成型压装轴11的共同作用下,U字形的工件17被挤压成圆环形;
在前模具气缸13和后模具气缸14回收后,控制系统优惠控制下压气缸6工作,下压气缸6驱动压装导板7下行,成型压装轴11带动此时已经成圆环状的工件17穿过下料孔后,压装在工件台3上的待装配工件18内,由于工件17在前模具15和后模具16撤去后,会有一个微小的向外膨胀的变形,这种变形会让圆环形的工件17卡在待装配工件18中,并且当成型压装轴11向上运动时二者之间可以脱离接触,也就是说只要成型压装轴11将工件17送入到待装配工件18中,下压气缸6上行时,成型压装轴11上行,工件17留在待装配工件18中,工件17与待装配工件18完成嵌入式的装配操作;
控制系统检测到下压气缸6上行后,控制工件台气缸12将工件台3推送回到上料位置处,操作人员将已经装配好的工件取下,并在工件台3上放置一个新的待装配工件18,同时在工作台8上放置一个新的呈钝角折弯型的条状工件17,然后控制系统会自行控制本装置再次进行上述动作,如此反复,实现两个对条状工件17的冲压成型以及将成型后的(圆环状的)工件17压装到待装配工件18中的操作;
需要说明的是,本装置中各个执行机构通过控制系统统一进行控制,这种协同控制是自动化领域中非常常见的控制方式,因此对于控制系统的型号、内部结构以及如何对各个执行机构进行控制,并不需要在本申请中进行公开;
而在自动化控制和自动化动作的情况下,上述动作之间的时间间隔非常之短,这样当前模具15和后模具16撤去后,环状的工件17还没有完全涨开时便会被成型压装轴11压装到待装配工件18中,环状的工件17进入待装配工件18后才会完全涨开,此时成型压装轴11能够从环状的工件即17中抽出。
Claims (1)
1.一种环形工件成型压装一体装置,其特征在于:所述的装置包括底座(1),所述底座(1)上设置有滑道(2),滑道(2)上滑动连接有工件台(3),所述底座(1)上还对称地设置有两个导柱(4),所述导柱(4)的顶端共同连接有支撑板(5),所述支撑板(5)上设置有下压气缸(6),下压气缸(6)的工作端则与压装导板(7)相连,所述压装导板(7)的两端则通过滑套与所述的两个导柱(4)滑动连接,所述底座(1)上还设置有位于压装导板(7)下方的工作台(8),所述工作台(8)上开设有两个对称分布的通孔,固定连接在压装导板(7)上的副导向柱(9)滑动连接在所述通孔内,并且在副导向柱(9)外还套接有弹簧(10),所述压装导板(7)的底端面上还设置有成型压装轴(11),
所述底座(1)上设置有工件台气缸(12),所述工件台气缸(12)的工作端与工件台(3)连接,所述工作台(8)上连接有前模具气缸(13)和后模具气缸(14),所述前模具气缸(13)的工作端与前模具(15)相连,后模具气缸(14)的工作端与后模具(16)相连,所述前模具(15)和后模具(16)均与所述成型压装轴(11)的端部相匹配,在工作台(8)上开设有与所述成型压装轴(11)相对应的下料孔。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202020369482.9U CN212285425U (zh) | 2020-03-23 | 2020-03-23 | 一种环形工件成型压装一体装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202020369482.9U CN212285425U (zh) | 2020-03-23 | 2020-03-23 | 一种环形工件成型压装一体装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN212285425U true CN212285425U (zh) | 2021-01-05 |
Family
ID=73960710
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202020369482.9U Active CN212285425U (zh) | 2020-03-23 | 2020-03-23 | 一种环形工件成型压装一体装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN212285425U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114769223A (zh) * | 2022-06-17 | 2022-07-22 | 烟台恩邦电子科技有限公司 | 一种激光清洗机 |
-
2020
- 2020-03-23 CN CN202020369482.9U patent/CN212285425U/zh active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114769223A (zh) * | 2022-06-17 | 2022-07-22 | 烟台恩邦电子科技有限公司 | 一种激光清洗机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN212285425U (zh) | 一种环形工件成型压装一体装置 | |
| CN111438292A (zh) | 一种制作冷凝器端板的模具、冲床装置、制作方法 | |
| CN218283417U (zh) | 一种双排内底盘高效连续模具 | |
| CN115007749A (zh) | U形带孔零件的级进模具冲压成型加工装置和加工方法 | |
| CN215090090U (zh) | 一种塔机标准节冲孔加工设备 | |
| CN212442841U (zh) | 铝合金冲压翻边复合模具 | |
| CN212238845U (zh) | 一种电池盒底板侧冲孔模具 | |
| CN214639470U (zh) | 一种摆动剪切装置 | |
| CN211707866U (zh) | 一种u型板自动冲压模具 | |
| CN210358842U (zh) | 前门安装金属支架模具及其前门安装金属支架 | |
| CN214683796U (zh) | 一种管类冲孔压弯模具 | |
| CN217964330U (zh) | 一种上梁管冲压机 | |
| CN220161030U (zh) | 一种换热器圆弧支撑片冲压工装 | |
| CN203484538U (zh) | 两个配件模内自动铆接的多工位级进模 | |
| CN216801360U (zh) | 一种冲孔切边连体模架 | |
| CN220942827U (zh) | 一种生产光伏支架配件用冲压装置 | |
| CN215614504U (zh) | 一种切边整形模架 | |
| CN219335530U (zh) | 一种冲压冶具结构 | |
| CN218775489U (zh) | 一种自动机床的送料机 | |
| CN216175837U (zh) | 一种复合冲压模具 | |
| CN204974966U (zh) | 零件成型模具 | |
| CN221454084U (zh) | 一种冲压整形模具 | |
| CN212144172U (zh) | 一种自动脱料的冲压模具 | |
| CN212760649U (zh) | 全自动铰杯冲压成型一体机 | |
| CN111203494B (zh) | 一种汽车钣金件冲压成型模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |