CN212199437U - 阳极炭块组装卸站 - Google Patents
阳极炭块组装卸站 Download PDFInfo
- Publication number
- CN212199437U CN212199437U CN202020263465.7U CN202020263465U CN212199437U CN 212199437 U CN212199437 U CN 212199437U CN 202020263465 U CN202020263465 U CN 202020263465U CN 212199437 U CN212199437 U CN 212199437U
- Authority
- CN
- China
- Prior art keywords
- tray
- frame
- guide rod
- guide
- loading
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Abstract
本实用新型设计阳极炭块组装卸站,包括沿直线分布的拖车工位、装卸工位以及翻转工位,行走小车直线行走于拖车工位、装卸工位及翻转工位之间;所述行走小车上设置有托盘升降机构,在托盘升降机构上设置有用于倾倒托盘的托盘倾翻机构以及用于扶正导杆的导杆扶正机构,所述导杆扶正机构位于托盘倾翻机构的上方;在拖车工位设有位于地面基础以上用于限制拖车停车位置的拖车导轨以及托盘定位组件,在装卸工位处设有位于行走小车上方用于扶正沿左右方向输送的悬链钟罩的钟罩扶正机构,在翻转工位处设有位于地面基础以下供托盘内残渣倒入的翻转下料溜槽,该装卸站的装卸效率高。
Description
技术领域
本实用新型涉及阳极炭块组装卸站。
背景技术
阳极组装车间是将炭块和铝导杆组装连接在一起组成新阳极,并对电解车间使用后残留的残阳极进行处理,即将残阳极上存留的炭块与铝导杆分开,对铝导杆重新清理后,将其与新炭块组装成新阳极。
传统工艺中装卸站的装站和卸站工位均设有底坑,运输和升降阳极托盘使阳极托盘中的残极或新阳极装站或卸站的行走升降机构均在地坑里进行,致使装有残极或新阳极的阳极拖车不能直接进出装卸站,只能依靠叉车二次转运,工作效率低,工艺繁琐。导杆的扶正范围小,扶正后导杆对位钟罩不准确,一次性上线率低,影响设备的生产效率。装卸小车托盘升降是依靠电机减速机传动钢丝绳实现提升动作,由于中间传动复杂,提升过程容易出现不同步、钢丝绳断裂等现象,故障率高。
发明内容
本实用新型的目的在于提供一种阳极炭块组装卸站,以解决现有技术中的阳极拖车不能直接进出装卸站、导杆对位钟罩不准确及行走小车故障率高的问题。
为了解决上述问题,本实用新型所涉及的阳极炭块组装卸站采用以下技术方案:
一种阳极炭块组装卸站,包括沿直线分布的拖车工位、装卸工位以及翻转工位,行走小车直线行走于拖车工位、装卸工位及翻转工位之间;所述行走小车上设置有托盘升降机构,在托盘升降机构上设置有用于倾倒托盘的托盘倾翻机构以及用于扶正导杆的导杆扶正机构,所述导杆扶正机构位于托盘倾翻机构的上方,并且在托盘倾翻机构的前侧设有供托盘装入的装载口;在所述拖车工位设有位于地面基础以上用于限制拖车停车位置的拖车导轨以及托盘定位组件,在所述装卸工位处设有位于行走小车上方用于扶正沿左右方向输送的悬链钟罩的钟罩扶正机构,在所述翻转工位处设有位于地面基础以下供托盘内残渣倒入的翻转下料溜槽。
优选的,所述行走小车包括左右对称设置且同步移动的行走底座,每个行走底座上均设置有可竖直升降的活动座,托盘倾翻架转动安装于两个活动座的内侧可随活动座同步升降并且能够实现独立翻转;在活动座的内侧还安装有可独立升降的导杆定位架,所述导杆定位架上安装有导杆夹持对,每一对导杆夹持对分别包括位于导杆两侧的斜滚轮架和直滚轮架,斜滚轮架、直滚轮架可分别绕各自的摆动轴作靠近或远离导杆方向的摆动,将导杆竖直夹持在斜滚轮架、直滚轮架之间从而使导杆与碳块保持垂直。
优选的,两个行走底座之间通过横向方管连接,在行走底座的下端安装有主动轮和从动轮,所述主动轮与安装于行走底座上的驱动电机传动连接;所述行走底座上竖直安装有固定座,固定座与活动座之间转动连接有上、下两根相互平行的摆臂,使固定座、活动座与两根摆臂共同形成平行四边形连杆机构;并且两个行走底座上呈左右对称的两根摆臂通过连接管固定连接;所述行走底座上还安装有托盘升降油缸,托盘升降油缸的推杆与活动座铰接,两个托盘升降油缸的推杆同步伸缩带动两个活动座同步上下升降。
优选的,在活动座的内侧安装有托盘倾翻轴座,托盘倾翻轴座上安装双齿条摆动液压缸,所述托盘倾翻架两侧通过转轴转动安装于托盘倾翻轴座上,并且转轴的末端与双齿条摆动液压缸连接;所述托盘倾翻架的内侧壁具有用于装载托盘的托盘卡槽;在托盘倾翻架的后侧还竖直安装有护板,在托盘倾翻架未发生倾翻动作时,护板上的水平支脚搭设在横向方管上。
优选的,在行走底座上安装有扶正升降油缸,扶正升降油缸的推杆与导杆定位架连接,扶正升降油缸的推杆伸缩带动导杆定位架上下升降;
所述导杆定位架的前侧均匀间隔设置有多个滚轮架支座,所述斜滚轮架、直滚轮架的上端分别通过各自的摆动轴转动安装于滚轮架支座上,两个相邻的滚轮架支座之间的斜滚轮架、直滚轮架配合摆动构成一对导杆夹持对;每个摆动轴的端部分别套装有转臂,各个斜滚轮架摆动轴的转臂通过一根水平连杆铰接并且其中的一个转臂与右推扶正油缸铰接,各个直滚轮架摆动轴的转臂通过一根水平连杆铰接并且其中的一个转臂与左推扶正油缸铰接,左推扶正油缸与右推扶正油缸的推杆运动方向相反;
所述斜滚轮架上安装有向外端岔开的斜滚轮,在每一对斜滚轮的后方水平安装有辅助滚轮,所述直轮滚架上对应水平安装有直滚轮,两个斜滚轮、以及辅助滚轮和直滚轮共同将导杆包围并夹持。
优选的,所述导杆定位架的两侧分别设置有导向滚轮,在活动座的内侧竖直设置有竖直导轨,所述导向滚轮位于竖直导轨的两侧并且导向滚轮可沿竖直导轨的侧壁滚动;所述导杆定位架的两侧还分别安装有同步齿轮,两侧的同步齿轮之间通过同步轴连接,在活动座的内侧竖直设置有与同步齿轮相互啮合的同步齿条。
优选的,在所述行走小车的一侧设置有导向机构,所述导向机构包括沿前后方向设置于地面上的拖链槽板、托架托辊组件以及安装于车架侧部的拖链上固定架,拖链的下端活动卡装于拖链槽板中,拖链的上端与拖链上固定架连接,在行走小车前后移动过程中,拖链呈横 U型的两层,并且上层拖链可沿托架托辊组件的上托辊面滚动。
优选的,所述钟罩扶正机构包括固定于悬链钟罩两侧机架上的悬架,悬架上绕左右延伸的轴线铰接有摆臂,摆臂的自由端安装有用于倒扣在悬链钟罩外壁的定位块,在摆臂的摆动行程内,定位块始终不低于摆臂的铰接端;所述悬架上还铰接有控制摆臂上下摆动的气缸,并且气缸的推杆铰接于摆臂铰接端与自由端之间的位置。
优选的,所述托盘定位组件包括导轨座、导轨架、定位传感器以及安装于导轨端部与导轨垂直的托盘推板,导轨座的内侧安装有导向滚轮,导轨架的两侧设与导向滚轮匹配的导槽,导轨架安装于两对导轨座之间,所述导轨座上还安装有用于推动导轨架左右移动的托盘定位油缸,所述导轨架在托盘定位油缸的推动下沿导向滚轮左右移动。
优选的,所述装站下料溜槽、翻转下料溜槽的侧壁安装有收尘管道,所述收尘管道的进尘口开设于下料溜槽的内壁,收尘管道的出尘口穿过下料溜槽的侧壁延伸至下料溜槽的外壁并且与收尘设备连通。
本实用新型的有益效果如下:
1、本实用新型托盘升降装置采用液压缸直接驱动升降,结构简单、故障率低,两只液压缸采用刚性连接,齿轮、齿条同步不会出现升降装置不同步现象,且液压缸采用比例阀控制运行平稳可靠。各机构均位于地面以上检修、维修方便。
2、本实用新型托盘倾翻装置采用齿条摆动油缸直接驱动,结构简单、故障率低,且托盘倾翻装置上加装了收尘罩能够有效减低粉尘飞扬外泄。
3、本实用新型行装卸小车上安装有导杆扶正装置,能够使导杆扶正装置随导杆运动运动,使导杆扶正更加准确。
4、本实用新型导杆扶正装置采用叉形扶正机构,能够从导杆底部扶正导杆,导杆扶正范围更广,并且导杆扶正装置能够随导杆上下升降移动,使导杆扶正更准确。
附图说明
为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
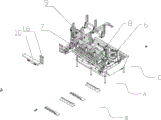
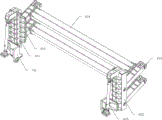
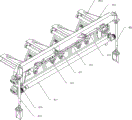
图1为本实用新型的整体结构示意图一。
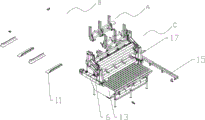
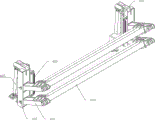
图2为本实用新型的整体结构示意图二。
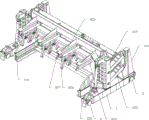
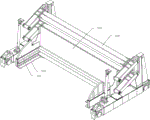
图3为本实用新型的侧视图。
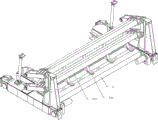
图4为本实用新型的俯视图。
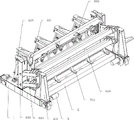
图5为行走小车的结构示意图一。
图6为行走小车的结构示意图二。
图7为托盘升降机构的结构示意图一。
图8为托盘升降机构的结构示意图二。
图9为托盘升降、倾翻机构的结构示意图一。
图10为托盘升降、倾翻机构的结构示意图二。
图11为活动座的结构示意图。
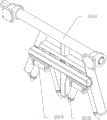
图12为导杆扶正机构的结构示意图一。
图13为导杆扶正机构的结构示意图二。
图14为直滚轮架的结构示意图。
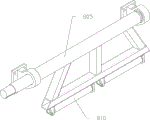
图15为斜滚轮架的结构示意图。
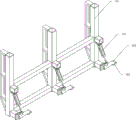
图16为钟罩扶正机构的结构示意图。
图17为托盘定位机构的结构示意图。
图18为托盘定位机构的侧视图。
图19为导轨座的结构示意图。
图20为托架托辊组件。
图中附图标记说明:A-装卸工位,B-拖车工位,C-翻转工位,1-行走底座, 2-横向方管,3-主动轮,4-从动轮,5-驱动电机;6-托盘升降机构,601-固定座,602-活动座,603-摆臂,604-连接管,605-托盘升降油缸;7-托盘倾翻机构, 701-托盘倾翻轴座,702-托盘倾翻架,703-双齿条摆动液压缸,704-托盘卡槽,705-护板,706-水平支脚;8-导杆扶正机构,801-扶正升降油缸,802-导杆定位架,803-滚轮架支座,804-斜滚轮架摆动轴,805-直滚轮架摆动轴,806-斜滚轮架,807-直滚轮架,808-斜滚轮,809-辅助滚轮,810-直滚轮,811-转臂,812-水平连杆,813-右推扶正油缸,814-左推扶正油缸,815-导向滚轮,816-竖直导轨,817-同步轴,818-同步齿轮,819-同步齿条;9-钟罩扶正机构,901-悬架,902-摆臂,903-定位块,904-气缸,10-托盘定位组件,1001-托盘定位油缸,1002-导轨座,1003-导向滚轮,1004-导轨架,1005-托盘推板,11-拖车导轨,13-翻转下料溜槽,14-收尘管道,15-拖链槽板,16-托架托辊组件,1601-托架,1602-托辊,17-拖链上固定架。
具体实施方式
为了使本实用新型的技术目的、技术方案和有益效果更加清楚,下面结合附图和具体实施例对本实用新型的技术方案作出进一步的说明。
实施例1:
一种阳极炭块组装卸站,如图1-4所示,包括沿直线分布的拖车工位B、装卸工位A以及翻转工位C,行走小车直线行走于拖车工位B、装卸工位A及翻转工位C之间。在拖车工位B设有位于地面基础以上用于限制拖车停车位置的拖车导轨11以及托盘定位组件10,在装卸工位A处设有位于行走小车上方用于扶正沿左右方向输送的悬链钟罩的钟罩扶正机构9,在翻转工位C处设有位于地面基础以下供托盘内残渣倒入的翻转下料溜槽13。在行走小车上设置有托盘升降机构6,在托盘升降机构上设置有用于倾倒托盘的托盘倾翻机构7以及用于扶正导杆的导杆扶正机构8,导杆扶正机构8位于托盘倾翻机构7的上方,并且在托盘倾翻机构7的前侧设有供托盘装入的装载口,托盘从装载口装入托盘倾翻机构7上。
如图5、图6所示,行走小车包括左右对称设置且同步移动的行走底座1,两个行走底座之间通过横向方管2连接,在行走底座1的前端安装有从动轮4,在行走底座的后端安装有主动轮3,主动轮与安装于行走底座上的驱动电机5传动连接,通过驱动电机来驱动主动轮带动整个行走底座1前进,驱动电机采用变频调速使设备运行更加平稳。
如图5-8、图11所示,在每个行走底座1上均设置有固定座601和活动座602,固定座601竖直焊固或螺栓固定安装于行走底座1上,活动座602放置于行走底座上,行走底座上还铰接有托盘升降油缸605,托盘升降油缸的推杆与活动座602铰接,两个托盘升降油缸605的推杆同步伸缩带动两个活动座602同步上下升降。为了保证活动座沿规定的轨迹实现竖直升降而不会发生偏斜,在固定座601与活动座602之间转动连接有上、下两根相互平行的摆臂603,固定座、活动座与两根摆臂共同构成位于同一竖直平面上的平行四边形连杆机构,即由于固定座601竖直设置,因此活动座602的升降轨迹必须沿竖直平面升降。另外,为了保证两个行走底座上的活动座升降过程的同步性,将两个行走底座上呈左右对称的两根摆臂603通过连接管604固定连接,实现左右对称的两根摆臂603的刚性连接,进一步保证左右活动座602升降的同步性。其主要功能是带动托盘按照预定的轨迹升降运动。工作时托盘升降油缸带动升降机构按轨道轨迹运动,从而使托盘按预定轨迹升降。
如图9、图10所示,在活动座602的内侧安装有托盘倾翻轴座701,托盘倾翻轴座上安装双齿条摆动液压缸703,托盘倾翻架702两侧通过转轴转动安装于托盘倾翻轴座701上,托盘倾翻架702可随活动座602同步升降。并且转轴的末端与双齿条摆动液压缸703连接,在双齿条摆动液压缸的驱动下,托盘倾翻架702可随转轴一起实现独立翻转。托盘倾翻架的内侧壁安装有两层角钢形成的用于装载托盘的托盘卡槽704,托盘卡槽可从托盘倾翻架的前侧沿安装进托盘卡槽中。在托盘倾翻架702的后侧还竖直安装有护板705,护板的下端向后延伸设有水平支脚706,在托盘倾翻架702未发生倾翻动作时,护板705上的水平支脚706搭设在横向方管2上,起到承担托盘重力的作用。托盘倾翻机构的功能是将托盘倾翻,使托盘内的电解质通过下料溜槽落到下部皮带机上运出。
如图12、图13所示,在活动座602的内侧还安装有可沿活动座内侧壁独立升降的导杆定位架802,其中,独立升降是通过安装在行走底座1上的扶正升降油缸801实现,扶正升降油缸801的推杆与导杆定位架802铰接,扶正升降油缸801的推杆伸缩带动导杆定位架上下升降。为了保证导杆定位架802沿既定的轨迹升降(即沿活动座内侧壁升降),在活动座602的内侧竖直设置有竖直导轨816,在导杆定位架802的两侧的滚轮座板上分别安装有成对的导向滚轮815,导向滚轮815位于竖直导轨816的两侧,并且导向滚轮815的轮面正好可沿竖直导轨的侧壁滚动。同时,为了保证导杆定位架802升降的稳定性和同步性,在导杆定位架的两侧还分别安装有同步齿轮818,两侧的同步齿轮之间通过同步轴817连接,在活动座602的内侧竖直设置有与同步齿轮相互啮合的同步齿条819。
在导杆定位架802上安装有导杆夹持对,每一对导杆夹持对分别包括位于导杆两侧的斜滚轮架806和直滚轮架807,斜滚轮架806、直滚轮架807可分别绕各自的摆动轴作靠近或远离导杆方向的摆动,将导杆竖直夹持在斜滚轮架、直滚轮架之间从而使导杆与碳块保持垂直。具体的,如图所示,在导杆定位架的前侧均匀间隔焊固有4个滚轮架支座803,斜滚轮架806、直滚轮架807的上端分别通过各自的摆动轴转动安装于滚轮架支座两侧的钢槽内,从而相邻的两个滚轮架支座803之间的斜滚轮架、直滚轮架配合摆动构成一对导杆夹持对,从导杆夹持对中间伸出的导杆被扶正。具体的扶正结构为:在每个摆动轴的端部分别套固有转臂811,每个转臂811上均与水平连杆812铰接,其中各个斜滚轮架摆动轴804的转臂与同一根水平连杆铰接,并且其中的一个转臂与右推扶正油缸813铰接;各个直滚轮架摆动轴805的转臂与同一根水平连杆铰接,并且其中的一个转臂与左推扶正油缸814铰接,左推扶正油缸814与右推扶正油缸813的推杆运动方向相反,当左推扶正油缸与右推扶正油缸的推杆同时伸长时,斜滚轮架806与直滚轮架807分别向靠近导杆的方向摆动从而将导杆扶正,当左推扶正油缸814与右推扶正油缸813的推杆同时收缩时,斜滚轮架806与直滚轮架807分别向背离导杆的方向摆动从而将导杆松开。
在斜滚轮架806上安装有向外端岔开的斜滚轮808,在每一对斜滚轮的后方水平安装有辅助滚轮809,直轮滚架807上对应水平安装有直滚轮810,在斜滚轮架与直滚轮架分别向靠近导杆的方向摆动时,斜滚轮808、以及辅助滚轮809和直滚轮810分别能够沿导杆的表面滚动,从而滚动到正确的位置,从而两个斜滚轮、以及辅助滚轮和直滚轮共同将导杆包围并夹持,实现叉形扶正。工作时扶正升降油缸推动扶正机构将导杆扶正,然后升降机构推动扶正机构上移将导杆顶部扶正到标准位。该机构采用叉型扶正,扶正点从导杆下部开始,并且扶正机构能够上下移动,导杆扶正的范围更加广泛,扶正的位置更加标准,使导杆组装站过程更加顺畅,极大的提高了阳极组装站的组装效率。
如图1-4所示,为了确保行走小车沿直线行走,在行走小车的一侧设置有导向机构,导向机构包括沿前后方向设置于地面上的拖链槽板15、托架托辊组件16以及安装于车架侧部的拖链上固定架17,拖链的下端活动卡装于拖链槽板15中,拖链的上端与拖链上固定架17连接,拖链呈横 U型的两层,在行走小车前进的过程中,下层拖链逐渐从拖链槽板中抬起,上层拖链逐渐到达托架托辊组件的位置,并可沿托架1601上端的托辊1602的辊面滚动。在行走小车后退的过程中,上层拖链逐渐脱离达托架托辊组件16,下层拖链逐渐被重新卡入拖链槽板15中。利用拖链的特性将行走小车的行走轨迹限制为直线轨迹。
如图14所示,钟罩扶正机构9包括固定于悬链钟罩两侧机架上的悬架901,悬架上绕左右延伸的轴线铰接有摆臂902,摆臂可在竖直平面内上下摆动,在悬架上还铰接有控制摆臂上下摆动的气缸904,并且气缸的推杆铰接于摆臂铰接端与自由端之间的位置,摆臂通过气缸实现上下摆动。并且在摆臂902的自由端安装有定位块903,定位块为弧形块,弧形块的外弧面倒扣在悬链钟罩外壁。为了保证摆臂902具有稳定施压在钟罩上的压力,在摆臂的摆动行程内,定位块903始终不低于摆臂902的铰接端。钟罩扶正机构作用是在导杆组装站时扶正钟罩,避免装站时导杆组晃动,使导杆能准确的进入到钟罩中,工作时气缸驱动钟罩扶正机构动作,扶正机构将钟罩扶正。
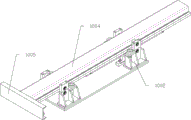
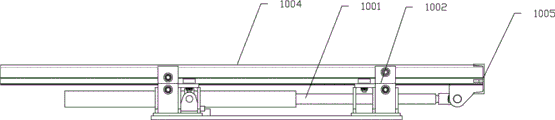
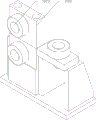
如图15-18所示,在装站下料溜槽的一侧地面上安装有拖车导轨11,拖车导轨的主要作用是引导阳极拖车准确的进站,将阳极托盘准确的放置到位,并能够在卸站位索引阳极拖车准确的装入阳极托盘。在装站下料溜槽的另一侧设置有托盘定位组件10,托盘定位组件包括导轨座1002、导轨架1004以及安装于导轨端部与导轨垂直的托盘推板1005,导轨座1002的内侧安装有导向滚轮1003,导轨架的两侧设与导向滚轮匹配的导槽,导轨架1004安装于两对导轨座1002之间,导轨座1002上还安装有用于推动导轨架左右移动的托盘定位油缸1001,导轨架1002在托盘定位油缸1002的推动下沿导向滚轮左右移动,从而将装站下料溜槽12上的托盘移动到与行走小车相对应的位置,便于托盘倾翻架向前托起托盘。托盘定位组件上还设置有定位传感器,其功能主要是引导阳极拖车准确的将托盘放置到位并发出到位信号。
如图1-4所示,另外,在翻转下料溜槽13的侧壁安装有收尘管道14,收尘管道的进尘口开设于下料溜槽的内壁,收尘管道的出尘口穿过下料溜槽的侧壁延伸至下料溜槽的外壁并且与收尘设备连通。从托盘倾翻的电解质落入翻转下料溜槽13内的筛格上,小于筛孔的电解质通过下料溜槽进入皮带机,大于筛孔的电解质留在筛格上,通过人工破碎使其落入皮带机上。翻转过程中产生的灰尘通过收尘管道集中收集到收尘设备中处理。
本液压装卸站还包含电器控制系统、气动控制系统和液压控制系统。其中电器控制系统包括与设备配套MCC柜及电器控制设备,PLC控制系统、操作员的人机界面等设备,完成对设备的自动化控制。其中MCC柜、PLC柜放置在中控室。气动控制系统要求使用0.4-0.6MPa的压缩空气。气动控制系统主要有气控柜、气缸、气控管路等组成。主要用于钟罩扶正。液压控制系统主要由液压站、液压缸及其它附件组成。该设备配有一套液压动力单元,为设备各动作提供动力。液压动力单元配有液压泵和电机、油箱、冷却器、过滤器等系统运行所必须的元件。
装卸站工作过程:
1 、拖车将装有电解质的托盘放到拖车工位B,拖车移出;
2 、托盘定位油缸1001将托盘定位后复位;
3 、行走小车从初始位移动到拖车工位B(卸残极导杆组);
4 、扶正升降油缸801及托盘升降油缸605同时升降一定高度将托盘托起;
6、行走小车运行到装卸工位A,左推扶正油缸814和右推扶正油缸813将导杆扶正,扶正升降油缸801及托盘升降油缸605同时升降一定高度将托盘托起,完成装站工作;
7 、左推扶正油缸814和右推扶正油缸813复位;
8、扶正升降油缸801及托盘升降油缸605同时下降一定高度;
9 、行走小车运行到翻转工位C(悬链将电解质运出后新阳极进入);
10、 双齿条摆动液压缸703工作,将托盘倾翻后复位;
11 、行走小车运行到装卸工位A,左推扶正油缸814和右推扶正油缸813将导杆扶正,扶正升降油缸及托盘升降油缸同时升高,气动分离机构工作,新阳极落到托盘上;
12、左推扶正油缸814和右推扶正油缸813复位;
13、扶正升降油缸801及托盘升降油缸605同时下降一定高度;
14 、行走小车运行到拖车工位B(卸新阳极);
15、扶正升降油缸801及托盘升降油缸605同时下降一定高度托盘落到地面;
16、行走小车运行到初始位,完成一次循环。
最后所应说明的是:上述实施例仅用于说明而非限制本实用新型的技术方案,但本实用新型的保护范围并不局限于此,任何对本实用新型进行的等同替换及不脱离本实用新型精神和范围的修改或局部替换,其均应涵盖在本实用新型权利要求保护的范围之内。
Claims (10)
1.一种阳极炭块组装卸站,其特征在于:包括沿直线分布的拖车工位、装卸工位以及翻转工位,行走小车直线行走于拖车工位、装卸工位及翻转工位之间;所述行走小车上设置有托盘升降机构,在托盘升降机构上设置有用于倾倒托盘的托盘倾翻机构以及用于扶正导杆的导杆扶正机构,所述导杆扶正机构位于托盘倾翻机构的上方,并且在托盘倾翻机构的前侧设有供托盘装入的装载口;在所述拖车工位设有位于地面基础以上用于限制拖车停车位置的拖车导轨以及托盘定位组件,在所述装卸工位处设有位于行走小车上方用于扶正沿左右方向输送的悬链钟罩的钟罩扶正机构,在所述翻转工位处设有位于地面基础以下供托盘内残渣倒入的翻转下料溜槽。
2.根据权利要求1所述的阳极炭块组装卸站,其特征在于:所述行走小车包括左右对称设置且同步移动的行走底座,每个行走底座上均设置有可竖直升降的活动座,托盘倾翻架转动安装于两个活动座的内侧可随活动座同步升降并且能够实现独立翻转;在活动座的内侧还安装有可独立升降的导杆定位架,所述导杆定位架上安装有导杆夹持对,每一对导杆夹持对分别包括位于导杆两侧的斜滚轮架和直滚轮架,斜滚轮架、直滚轮架可分别绕各自的摆动轴作靠近或远离导杆方向的摆动,将导杆竖直夹持在斜滚轮架、直滚轮架之间从而使导杆与碳块保持垂直。
3.根据权利要求2所述的阳极炭块组装卸站,其特征在于:两个行走底座之间通过横向方管连接,在行走底座的下端安装有主动轮和从动轮,所述主动轮与安装于行走底座上的驱动电机传动连接;所述行走底座上竖直安装有固定座,固定座与活动座之间转动连接有上、下两根相互平行的摆臂,使固定座、活动座与两根摆臂共同形成平行四边形连杆机构;并且两个行走底座上呈左右对称的两根摆臂通过连接管固定连接;所述行走底座上还安装有托盘升降油缸,托盘升降油缸的推杆与活动座铰接,两个托盘升降油缸的推杆同步伸缩带动两个活动座同步上下升降。
4.根据权利要求3所述的阳极炭块组装卸站,其特征在于:在活动座的内侧安装有托盘倾翻轴座,托盘倾翻轴座上安装双齿条摆动液压缸,所述托盘倾翻架两侧通过转轴转动安装于托盘倾翻轴座上,并且转轴的末端与双齿条摆动液压缸连接;所述托盘倾翻架的内侧壁具有用于装载托盘的托盘卡槽;在托盘倾翻架的后侧还竖直安装有护板,在托盘倾翻架未发生倾翻动作时,护板上的水平支脚搭设在横向方管上。
5.根据权利要求2所述的阳极炭块组装卸站,其特征在于:在行走底座上安装有扶正升降油缸,扶正升降油缸的推杆与导杆定位架连接,扶正升降油缸的推杆伸缩带动导杆定位架上下升降;
所述导杆定位架的前侧均匀间隔设置有多个滚轮架支座,所述斜滚轮架、直滚轮架的上端分别通过各自的摆动轴转动安装于滚轮架支座上,两个相邻的滚轮架支座之间的斜滚轮架、直滚轮架配合摆动构成一对导杆夹持对;每个摆动轴的端部分别套装有转臂,各个斜滚轮架摆动轴的转臂通过一根水平连杆铰接并且其中的一个转臂与右推扶正油缸铰接,各个直滚轮架摆动轴的转臂通过一根水平连杆铰接并且其中的一个转臂与左推扶正油缸铰接,左推扶正油缸与右推扶正油缸的推杆运动方向相反;
所述斜滚轮架上安装有向外端岔开的斜滚轮,在每一对斜滚轮的后方水平安装有辅助滚轮,所述直滚轮架上对应水平安装有直滚轮,两个斜滚轮、以及辅助滚轮和直滚轮共同将导杆包围并夹持。
6.根据权利要求5所述的阳极炭块组装卸站,其特征在于:所述导杆定位架的两侧分别设置有导向滚轮,在活动座的内侧竖直设置有竖直导轨,所述导向滚轮位于竖直导轨的两侧并且导向滚轮可沿竖直导轨的侧壁滚动;所述导杆定位架的两侧还分别安装有同步齿轮,两侧的同步齿轮之间通过同步轴连接,在活动座的内侧竖直设置有与同步齿轮相互啮合的同步齿条。
7.根据权利要求1所述的阳极炭块组装卸站,其特征在于:在所述行走小车的一侧设置有导向机构,所述导向机构包括沿前后方向设置于地面上的拖链槽板、托架托辊组件以及安装于车架侧部的拖链上固定架,拖链的下端活动卡装于拖链槽板中,拖链的上端与拖链上固定架连接,在行走小车前后移动过程中,拖链呈横 U型的两层,并且上层拖链可沿托架托辊组件的上托辊面滚动。
8.根据权利要求1所述的阳极炭块组装卸站,其特征在于:所述钟罩扶正机构包括固定于悬链钟罩两侧机架上的悬架,悬架上绕左右延伸的轴线铰接有摆臂,摆臂的自由端安装有用于倒扣在悬链钟罩外壁的定位块,在摆臂的摆动行程内,定位块始终不低于摆臂的铰接端;所述悬架上还铰接有控制摆臂上下摆动的气缸,并且气缸的推杆铰接于摆臂铰接端与自由端之间的位置。
9.根据权利要求1所述的阳极炭块组装卸站,其特征在于:所述托盘定位组件包括导轨座、导轨架、定位传感器以及安装于导轨端部与导轨垂直的托盘推板,导轨座的内侧安装有导向滚轮,导轨架的两侧设与导向滚轮匹配的导槽,导轨架安装于两对导轨座之间,所述导轨座上还安装有用于推动导轨架左右移动的托盘定位油缸,所述导轨架在托盘定位油缸的推动下沿导向滚轮左右移动。
10.根据权利要求1所述的阳极炭块组装卸站,其特征在于:在装站下料溜槽、翻转下料溜槽的侧壁安装有收尘管道,所述收尘管道的进尘口开设于下料溜槽的内壁,收尘管道的出尘口穿过下料溜槽的侧壁延伸至下料溜槽的外壁并且与收尘设备连通。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202020263465.7U CN212199437U (zh) | 2020-03-06 | 2020-03-06 | 阳极炭块组装卸站 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202020263465.7U CN212199437U (zh) | 2020-03-06 | 2020-03-06 | 阳极炭块组装卸站 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN212199437U true CN212199437U (zh) | 2020-12-22 |
Family
ID=73820155
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202020263465.7U Active CN212199437U (zh) | 2020-03-06 | 2020-03-06 | 阳极炭块组装卸站 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN212199437U (zh) |
-
2020
- 2020-03-06 CN CN202020263465.7U patent/CN212199437U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111118546A (zh) | 阳极炭块组装卸站 | |
| CN112958937A (zh) | 一种网框自动焊接生产线 | |
| CN103171870B (zh) | 一种石墨化电极的冷却和输送装置 | |
| CN111071722A (zh) | 阳极炭块组装卸站及其行走小车 | |
| CN212199437U (zh) | 阳极炭块组装卸站 | |
| CN104773527A (zh) | 一种双向链斗式分层窖池出料机及其工作方法 | |
| CN212197261U (zh) | 阳极炭块组装卸站及其行走小车 | |
| CN111532673A (zh) | 承载小车组免掉头的带有移行机的重型悬链输送系统 | |
| CN116477336A (zh) | 一种自动测温取样换枪装置及方法 | |
| CN216269221U (zh) | 一种新能源锂电池自动运转小车 | |
| CN107826653B (zh) | 用于转角输送的柔性输送装置 | |
| CN110814732A (zh) | 一种车架自动翻转机 | |
| CN215207179U (zh) | 高效率智能配件运输线 | |
| CN216686149U (zh) | 一种管模存取装置 | |
| CN207448477U (zh) | 龙门机器人 | |
| CN111071723A (zh) | 阳极炭块组装卸站用行走小车及其托盘升降翻转装置 | |
| CN204643211U (zh) | 一种双向链斗式分层窖池出料机 | |
| CN112620388B (zh) | 一种铜合金管在线连续轧制退火拉伸生产线 | |
| CN210479887U (zh) | 一种大型异形工件的上下件辅助装置 | |
| CN107585521A (zh) | 一种全自动升降电动台车 | |
| CN209777569U (zh) | 一种新型储能钒电池电堆生产输送装置 | |
| CN211109640U (zh) | 一种用于铸管喷锌加工中的上下料机构 | |
| CN206552712U (zh) | 一种内圆磨自动转运生产线 | |
| CN213141218U (zh) | 一种吊架小车 | |
| CN212197262U (zh) | 阳极炭块组装卸站用行走小车及其托盘升降翻转装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |