CN211031053U - 一种产妇口腔支持设备的热塑成型模具 - Google Patents
一种产妇口腔支持设备的热塑成型模具 Download PDFInfo
- Publication number
- CN211031053U CN211031053U CN201921944624.3U CN201921944624U CN211031053U CN 211031053 U CN211031053 U CN 211031053U CN 201921944624 U CN201921944624 U CN 201921944624U CN 211031053 U CN211031053 U CN 211031053U
- Authority
- CN
- China
- Prior art keywords
- water flow
- channel
- annular water
- flow channel
- communicated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
本实用新型涉及热塑成型模具技术领域,且公开了一种产妇口腔支持设备的热塑成型模具,包括模座,模座顶部开设有熔体通道,所述熔体通道顶部设有注塑喷头,所述熔体通道底部连通有第一分流通道以及第二分流通道,所述模座内部开设有第一型腔与第二型腔,模座内部开设有第一环形水流通道、第二环形水流通道以及两个相对称的第三环形水流通道,模座左右侧面分别通过固定板固定连接有第一水箱与第二水箱,第一水箱内侧壁与第一环形水流通道相连通,第二水箱左侧壁固定连通有安装管,安装管中部设有压力泵,第二环形水流通道与安装管左端通过密封圈固定连通。本实用新型可以同时对骨架以及胶垫进行热塑成型,操作简单方便,加工效率较高。
Description
技术领域
本实用新型涉及热塑成型模具技术领域,具体为一种产妇口腔支持设备的热塑成型模具。
背景技术
世界卫生组织在2007年到2008年期间在全球范围内的调查显示,中国总剖宫产率为46.5%,位列世界第一,时至今日,尽管众所周知顺产的好处,中国总剖宫产率仍然远远高于世界卫生组织推荐的15%的上限,美国马里兰大学在2009年进行了一个引人注目的研究,表明口腔支持设备在分娩期间使用能缩短分娩第二阶段的产程。
口腔支持设备是通过模具热塑成型制成的,口腔支持设备包括骨架以及胶垫,胶垫的作用是对骨架上的咬合片提供保护,避免骨架的咬合区受到损坏或污染,而口腔支持设备在进行热塑成型加工时,通常是将骨架与胶垫分开进行注塑,这种方式效率较低,并且需要用到两套模具,生产成本较高。
实用新型内容
(一)解决的技术问题
针对现有技术的不足,本实用新型提供了一种产妇口腔支持设备的热塑成型模具,解决了传统的口腔支持设备在热塑成型时需要对骨架与胶垫分开进行注塑,加工效率较低,且生产成本较高的问题。
(二)技术方案
为实现上述目的,本实用新型提供如下技术方案:一种产妇口腔支持设备的热塑成型模具,包括模座,所述模座顶部开设有熔体通道,所述熔体通道顶部设有注塑喷头,所述熔体通道底部连通有第一分流通道以及第二分流通道,所述模座内部开设有第一型腔与第二型腔,所述第一分流通道与第一型腔相连通,所述第二分流通道与第二型腔相连通;
所述模座内部开设有第一环形水流通道、第二环形水流通道以及两个相对称的第三环形水流通道,所述模座左右侧面分别通过固定板固定连接有第一水箱与第二水箱,所述第一水箱内侧壁与第一环形水流通道相连通,所述第二水箱左侧壁固定连通有安装管,所述安装管外表面设有加热管,所述安装管中部设有压力泵,所述第二环形水流通道与安装管左端通过密封圈固定连通。
优选的,所述安装管左端设置有可关闭阀门。
优选的,所述熔体通道内壁之间设置有内加热器。
优选的,所述第一环形水流通道的顶部与第三环形水流通道的顶部之间互相连通,所述第二环形水流通道的顶部与第三环形水流通道的顶部之间互相连通,两个所述第三环形水流通道的底部之间互相连通。
优选的,所述第一环形水流通道环绕在第一型腔外侧,所述第二环形水流通道环绕在第二型腔外侧。
优选的,两个所述第三环形水流通道分别环绕在第一分流通道、第二分流通道的外侧。
(三)有益效果
与现有技术相比,本实用新型提供了一种产妇口腔支持设备的热塑成型模具,具备以下有益效果:
1、本实用新型通过设置的第一分流通道、第二分流通道、第一型腔以及第二型腔等结构可以同时对骨架以及胶垫进行热塑成型,在第一型腔以及第二型腔内的熔融塑料冷却后,将骨架以及胶垫分别取出,将胶垫安装在骨架上的咬合区,即完成了口腔支持设备的加工,操作简单方便,加工效率较高。
2、本实用新型通过设置的第三环形水流通道可以在注满热水后,对第一分流通道与第二分流通道内的塑料熔体继续加热,使第一分流通道与第二分流通道内的塑料保持熔融状态,使熔融状态的塑料可以快速流入第一型腔与第二型腔内,避免原料粘在第一分流通道与第二分流通道内壁,造成原料浪费。
3、本实用新型通过设置的第一环形水流通道以及第二环形水流通道在注满冷水后,可以使第一型腔与第二型腔内的熔体塑料快速冷却,加速熔体塑料的冷却过程,使熔体塑料可以快速冷却成型。
附图说明
图1为本实用新型结构主视剖视图;
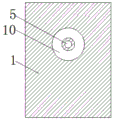
图2为本实用新型结构左视剖视图;
图3为产妇口腔支持设备的结构主视图。
图中:1、模座;2、熔体通道;3、注塑喷头;4、第一分流通道;5、第二分流通道;6、第一型腔;7、第二型腔;8、第一环形水流通道;9、第二环形水流通道;10、第三环形水流通道;11、第一水箱;12、第二水箱;13、安装管;14、加热管;15、压力泵;16、内加热器。
具体实施方式
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
如图1-3所示,本实用新型提供一种技术方案:一种产妇口腔支持设备的热塑成型模具,包括模座1,模座1顶部开设有熔体通道2,所述熔体通道2顶部设有注塑喷头3,所述熔体通道2底部连通有第一分流通道4以及第二分流通道5,所述模座1内部开设有第一型腔6与第二型腔7,所述第一分流通道4与第一型腔6相连通,所述第二分流通道5与第二型腔7相连通;
模座1内部开设有第一环形水流通道8、第二环形水流通道9以及两个相对称的第三环形水流通道10,模座1左右侧面分别通过固定板固定连接有第一水箱11与第二水箱12,第一水箱11内侧壁与第一环形水流通道8相连通,第二水箱12左侧壁固定连通有安装管13,安装管13外表面设有加热管14,安装管13中部设有压力泵15,第二环形水流通道9与安装管13左端通过密封圈固定连通。第一分流通道4、第二分流通道5、第一型腔6以及第二型腔7等结构可以同时对骨架以及胶垫进行热塑成型,在第一型腔6以及第二型腔7内的熔融塑料冷却后,将骨架以及胶垫分别取出,将胶垫安装在骨架上的咬合区,即完成了口腔支持设备的加工,操作简单方便,加工效率较高。
进一步优选的,安装管13左端设置有可关闭阀门。便于控制第二水箱12内的水进入第二环形水流通道9的速度。
进一步优选的,熔体通道2内壁之间设置有内加热器16。对熔体通道2内的塑料熔体进行加热,使塑料熔体保持熔融状态,加快塑料熔体的流动速度。
进一步优选的,第一环形水流通道8的顶部与第三环形水流通道10的顶部之间互相连通,第二环形水流通道9的顶部与第三环形水流通道10的顶部之间互相连通,两个第三环形水流通道10的底部之间互相连通。使第二环形水流通道9内的水能够进入右侧的第三环形水流通道10内,并通过左侧的第三环形水流通道10流入第一环形水流通道8内,使第一型腔6与第二型腔7内的塑料熔体可以同时得到降温冷却,加快塑料熔体冷却成型的速度。
进一步优选的,第一环形水流通道8环绕在第一型腔6外侧,所述第二环形水流通道9环绕在第二型腔7外侧。在第一环形水流通道8与第二环形水流通道9注满冷水后,可对第一型腔6与第二型腔7内的塑料熔体同时进行冷却成型。
进一步优选的,两个第三环形水流通道10分别环绕在第一分流通道4、第二分流通道5的外侧。在第三环形水流通道10内注满热水时,可以对第一分流通道4与第二分流通道5内的塑料熔体进行加热,提高塑料熔体的流动性,使塑料熔体能够快速流入第一型腔6、第二型腔7内,并且可以防止原料粘在第一分流通道4、第二分流通道5内壁,避免了原料浪费。
工作原理:工作时,打开安装管13的阀门,加热管14对安装管13内的水进行加热,利用压力泵15将第二水箱12内的水抽入第二环形水流通道9内,第二环形水流通道9注满热水后,热水进入第三环形水流通道10内,当第三环形水流通道10注满热水后,热水进入第一环形水流通道8,并最终进入第一水箱11内,当第一环形水流通道8、第二环形水流通道9、第三环形水流通道10均注满热水后,利用外部注塑机将塑料熔体通过注塑喷头3注入熔体通道2内,内加热器16可以对熔体通道2内的塑料熔体进行加热,使塑料熔体保持熔融状态,提高塑料熔体的流动性,塑料熔体流至熔体通道2底部时分为两部分,两部分塑料熔体分别通过第一分流通道4、第二分流通道5进入第一型腔6、第二型腔7中,第三环形水流通道10内的热水可以对第一分流通道4以及第二分流通道5内的塑料熔体进行加热,防止塑料熔体残留在第一分流通道4以及第二第二分流通道5的内壁,避免造成原料浪费,当第一型腔6与第二型腔7注满塑料熔体后,关闭加热管14,压力泵15将第二水箱12内的冷水抽入第二环形水流通道9中,第二环形水流通道9内注满冷水后,通过第三环形水流通道10将第一环形水流通道8也注满冷水,使得第一型腔6与第二型腔7均能受到冷水的冷却效果,加速塑料熔体冷却成型的速度,提高设备的加工效率,在第一型腔6与第二型腔7内的塑料熔体均冷却成型后,关闭安装管13的阀门与压力泵15,开模后将第一型腔6与第二型腔7内的胶垫与设备骨架取出,将胶垫安装在设备骨架对应的咬合区上,及完成了设备的热塑成型加工;本实用新型同时对设备骨架以及胶垫进行注塑成型,加工效率较高。
该文中出现的电器元件均与外界的主控器及220V市电电连接,并且主控器可为计算机等起到控制的常规已知设备。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
Claims (6)
1.一种产妇口腔支持设备的热塑成型模具,包括模座(1),其特征在于:所述模座(1)顶部开设有熔体通道(2),所述熔体通道(2)顶部设有注塑喷头(3),所述熔体通道(2)底部连通有第一分流通道(4)以及第二分流通道(5),所述模座(1)内部开设有第一型腔(6)与第二型腔(7),所述第一分流通道(4)与第一型腔(6)相连通,所述第二分流通道(5)与第二型腔(7)相连通;
所述模座(1)内部开设有第一环形水流通道(8)、第二环形水流通道(9)以及两个相对称的第三环形水流通道(10),所述模座(1)左右侧面分别通过固定板固定连接有第一水箱(11)与第二水箱(12),所述第一水箱(11)内侧壁与第一环形水流通道(8)相连通,所述第二水箱(12)左侧壁固定连通有安装管(13),所述安装管(13)外表面设有加热管(14),所述安装管(13)中部设有压力泵(15),所述第二环形水流通道(9)与安装管(13)左端通过密封圈固定连通。
2.根据权利要求1所述的一种产妇口腔支持设备的热塑成型模具,其特征在于:所述安装管(13)左端设置有可关闭阀门。
3.根据权利要求1所述的一种产妇口腔支持设备的热塑成型模具,其特征在于:所述熔体通道(2)内壁之间设置有内加热器(16)。
4.根据权利要求1所述的一种产妇口腔支持设备的热塑成型模具,其特征在于:所述第一环形水流通道(8)的顶部与第三环形水流通道(10)的顶部之间互相连通,所述第二环形水流通道(9)的顶部与第三环形水流通道(10)的顶部之间互相连通,两个所述第三环形水流通道(10)的底部之间互相连通。
5.根据权利要求1所述的一种产妇口腔支持设备的热塑成型模具,其特征在于:所述第一环形水流通道(8)环绕在第一型腔(6)外侧,所述第二环形水流通道(9)环绕在第二型腔(7)外侧。
6.根据权利要求1所述的一种产妇口腔支持设备的热塑成型模具,其特征在于:两个所述第三环形水流通道(10)分别环绕在第一分流通道(4)、第二分流通道(5)的外侧。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921944624.3U CN211031053U (zh) | 2019-11-12 | 2019-11-12 | 一种产妇口腔支持设备的热塑成型模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921944624.3U CN211031053U (zh) | 2019-11-12 | 2019-11-12 | 一种产妇口腔支持设备的热塑成型模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN211031053U true CN211031053U (zh) | 2020-07-17 |
Family
ID=71560919
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921944624.3U Active CN211031053U (zh) | 2019-11-12 | 2019-11-12 | 一种产妇口腔支持设备的热塑成型模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN211031053U (zh) |
-
2019
- 2019-11-12 CN CN201921944624.3U patent/CN211031053U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN210211186U (zh) | 一种注塑模具用快速冷却装置 | |
| CN103753735A (zh) | 一种发泡产品成型的制作系统 | |
| CN216578990U (zh) | 一种具有冷流道的通用型注塑模具 | |
| CN211031053U (zh) | 一种产妇口腔支持设备的热塑成型模具 | |
| CN203600473U (zh) | 一种发泡产品成型的制作系统 | |
| CN214395293U (zh) | 一种高强度抗裂变挤压注塑模具 | |
| CN214982988U (zh) | 一种牛奶瓶盖生产用多注塑口注塑机 | |
| CN214926702U (zh) | 一种高效均匀填充异型多腔模具 | |
| CN213593513U (zh) | 一种温控器外壳注塑模具 | |
| CN213500663U (zh) | 一种具有快速冷却功能的模具 | |
| CN210705799U (zh) | 一种家电配件注塑模具 | |
| CN210308914U (zh) | 一种带有热回收再利用的节能注塑机 | |
| CN210702450U (zh) | 一种自动开闭压铸模具 | |
| CN207044624U (zh) | 注塑模具 | |
| CN206840569U (zh) | 一种高效率的注塑装置 | |
| CN206085450U (zh) | 一种新型制瓶机 | |
| CN216267305U (zh) | 一种一体式电钻外壳高精度注塑模具 | |
| CN112428541A (zh) | 一种易于散热的注塑模具 | |
| CN214353898U (zh) | 一种背板生产用模具 | |
| CN218576875U (zh) | 一种具备冷流道的模具 | |
| CN220219484U (zh) | 一种冷热快速切换式注塑模具 | |
| CN213618195U (zh) | 一种注塑机灌嘴的冷却结构 | |
| CN217777636U (zh) | 一种可一次成型的医疗床部件包装内衬生产用的注塑模具 | |
| CN211389941U (zh) | 一种注塑机用注塑模具 | |
| CN213860550U (zh) | 一种带有冷却系统的注塑成型模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |