CN210704150U - 一种铸造中轴套管打磨装置 - Google Patents
一种铸造中轴套管打磨装置 Download PDFInfo
- Publication number
- CN210704150U CN210704150U CN201921541824.4U CN201921541824U CN210704150U CN 210704150 U CN210704150 U CN 210704150U CN 201921541824 U CN201921541824 U CN 201921541824U CN 210704150 U CN210704150 U CN 210704150U
- Authority
- CN
- China
- Prior art keywords
- polishing
- grinding
- electric telescopic
- pipe
- fixed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Grinding Of Cylindrical And Plane Surfaces (AREA)
Abstract
本实用新型涉及铸造中轴套管打磨设备技术领域,公开了一种铸造中轴套管打磨装置,包括工作台板、电机、限位机构、吊接杆、移动杆、管外侧打磨机构和管内孔打磨机构,移动杆固定在吊接杆下端,管外侧打磨机构、管内孔打磨机构可移动的安装在移动杆上;工作台板位于移动杆下方,工作台板上等间距设置有一排电机,每个电机的驱动端均水平安装有限位机构,中轴套管固定在限位机构中;管外侧打磨机构、管内孔打磨机构均分别包括一个第二电动伸缩杆和对称固定在所述第二电动伸缩杆两侧的两个把手。本实用新型能够高效的对铸造中轴套管的外表面和内孔进行打磨,提高铸造中轴套管的使用精度,提高中轴套管的打磨效率。
Description
技术领域
本实用新型涉及铸造中轴套管打磨设备技术领域,尤其涉及一种铸造中轴套管打磨装置。
背景技术
铸造是比较经济的毛坯成形方法,中国约在公元前1700至前1000年之间已较为全面的掌握了铸造工艺。铸造是将液体金属浇铸到与零件形状相适应的铸造空腔中,待其冷却凝固后,以获得零件或毛坯的方法,被铸物质多为原为固态但加热至液态的金属(例:铜、铁、铝、锡、铅等)。中轴套管广泛使用在自行车、电动车生产中,目前还广泛应用在太阳能板支撑座等领域,使用量巨大。
但在中轴套管铸造中,从模具中取出中轴套管后,中轴套管的表面和内孔均比较粗糙,需要进行打磨,目前主要是通过人工打磨进行处理,人工打磨效率低。由于中轴套管的形状特殊,现有技术中通常使用的抛光机对其无法进行全方位的打磨抛光,打磨抛光时容易损伤设备。
实用新型内容
为了克服现有技术的不足,本实用新型的目的在于提供一种铸造中轴套管打磨装置,能够高效的对铸造中轴套管的外表面和内孔进行打磨,提高铸造中轴套管的使用精度,提高中轴套管的打磨效率。
本实用新型采用如下技术方案实现:一种铸造中轴套管打磨装置,包括工作台板、电机、限位机构、吊接杆、移动杆、管外侧打磨机构和管内孔打磨机构,所述移动杆固定在吊接杆下端,所述管外侧打磨机构、管内孔打磨机构可移动的安装在移动杆上;所述工作台板位于移动杆下方,所述工作台板上等间距设置有一排电机,每个电机的驱动端均水平安装有限位机构,中轴套管固定在限位机构中;所述管外侧打磨机构、管内孔打磨机构均分别包括一个第二电动伸缩杆和对称固定在所述第二电动伸缩杆两侧的两个把手,所述管外侧打磨机构还包括打磨盘、打磨盘凸起、打磨块和打磨块凸起,所述打磨盘固定在其中一个第二电动伸缩杆的伸缩杆前端,打磨盘为圆盘形状,所述打磨盘凸起均匀等间距设置在打磨盘下方,两个所述打磨块对称焊接在打磨盘的两侧,所述打磨块凸起分别均匀等间距设置在打磨块的外侧和顶部;所述管内孔打磨机构还包括打磨圆棒、打磨棒安装盘和打磨圆棒凸起,所述打磨棒安装盘固定在另一个第二电动伸缩杆的伸缩杆前端,所述打磨圆棒焊接在打磨棒安装盘底部,所述打磨圆棒凸起均匀设置在打磨圆棒的外表面。
进一步地,所述移动杆上水平设置有一排滑槽,所述滑槽内通过滑动配合设置有两个滑块,两个所述第二电动伸缩杆分别固定在两个滑块的底部。
进一步地,所述限位机构包括放置板、安装座、第一电动伸缩杆和限位板,所述放置板固定在电机的驱动端顶部,若干个限位板以圆形等角度均匀固定在放置板顶部,所述第一电动伸缩杆固定在限位板的前侧,所述限位板固定在第一电动伸缩杆的伸缩杆前端。
进一步地,所述限位板的前侧为向限位板后侧凹陷的弧形。
进一步地,所述安装座、第一电动伸缩杆、限位板均分别有四个或六个。
相比现有技术,本实用新型的有益效果在于:
1.本实用新型的铸造中轴套管打磨装置,分别通过管内孔打磨机构对中轴套管的内孔进行精细打磨,通过管外侧打磨机构中的打磨盘凸起对中轴套管的顶部和底部进行打磨,利于打磨块凸起对中轴套管的其余外表面进行打磨,从而能够高效的对铸造中轴套管的外表面和内孔进行打磨,提高铸造中轴套管的使用精度,提高中轴套管的打磨效率。
2.本实用新型的铸造中轴套管打磨装置包括吊接杆和移动杆,在移动杆上水平设置有一排滑槽,滑槽内通过滑动配合设置有两个滑块,滑槽和滑块优先使用燕尾形滑槽、滑块,运动精度较高,两个第二电动伸缩杆分别固定在两个滑块的底部,使得管外侧打磨机构、管内孔打磨机构可以在移动杆上水平移动,方便对多个中轴套管进行打磨工作。
3.本实用新型的铸造中轴套管打磨装置中的限位机构包括放置板、安装座、第一电动伸缩杆和限位板,通过第一电动伸缩杆能够满足对中轴套管的快速固定功能,限位板的前侧为向限位板后侧凹陷的弧形,能够提高限位板与中轴套管底部的接触面积,增大限位板对中轴套管的挤压固定效果。
附图说明
图1是本实用新型的铸造中轴套管打磨装置使用时的主视图;
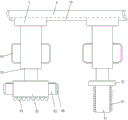
图2是使用本实用新型中的工作台板和限位机构固定中轴套管时的剖视图;
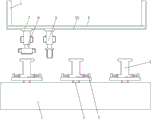
图3是本实用新型去除工作台板、电机、限位机构后的主视图;
图4是本实用新型中限位机构的俯视图。
图中:1、工作台板;2、电机;3、限位机构;4、中轴套管;5、吊接杆;6、移动杆;7、滑块;8、管外侧打磨机构;9、管内孔打磨机构;10、滑槽;31、放置板;32、安装座;33、第一电动伸缩杆;34、限位板;81、第二电动伸缩杆;82、把手;83、打磨盘;84、打磨盘凸起;85、打磨块;86、打磨块凸起;91、打磨圆棒;92、打磨棒安装盘;93、打磨圆棒凸起。
具体实施方式
下面,结合附图以及具体实施方式,对本实用新型做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
实施例1
如图1至4所示,本实用新型的一种铸造中轴套管打磨装置,包括工作台板1、电机2、限位机构3、吊接杆5、移动杆6、管外侧打磨机构8和管内孔打磨机构9,其中,吊接杆5吊接在铸造工厂的屋顶部或通过支撑架固定,移动杆6焊接固定在吊接杆5下端,移动杆6上水平设置有一排滑槽10,滑槽10内通过滑动配合设置有两个滑块7,滑槽10和滑块7优先使用燕尾形滑槽、滑块,运动精度较高,两个第二电动伸缩杆81分别固定在两个滑块7的底部。
具体地,管外侧打磨机构8、管内孔打磨机构9可移动的安装在移动杆6上,管外侧打磨机构8、管内孔打磨机构9均分别包括一个第二电动伸缩杆81和对称固定在所述第二电动伸缩杆81两侧的两个把手82,两个第二电动伸缩杆81优先使用型号为XDHA24的24V直流电动伸缩杆,其额定拉力为400N,额定推力500N,行程范围0~40cm,满载速度8cm/s。管外侧打磨机构8还包括打磨盘83、打磨盘凸起84、打磨块85和打磨块凸起86,打磨盘83固定在其中一个第二电动伸缩杆81的伸缩杆前端,打磨盘83为圆盘形状,打磨盘凸起84均匀等间距设置在打磨盘83下方,用于对中轴套管4的顶部和底部进行打磨,两个打磨块85对称焊接在打磨盘83的两侧,打磨块凸起86分别均匀等间距设置在打磨块85的外侧和顶部,用于对中轴套管4的其余外表面进行打磨,打磨盘凸起84、打磨块凸起86优先使用纤维树脂或不锈钢凸起,其硬度大,打磨速度快,适合对中轴套管4的外表面进行打磨。管内孔打磨机构9还包括打磨圆棒91、打磨棒安装盘92和打磨圆棒凸起93,打磨棒安装盘92固定在另一个第二电动伸缩杆81的伸缩杆前端,打磨圆棒91焊接在打磨棒安装盘92底部,打磨圆棒凸起93均匀设置在打磨圆棒91的外表面。打磨圆棒凸起93优先使用40~80目的碳化硅材质的凸起,其打磨精细,打磨精度高,用于对中轴套管4的内孔进行精细打磨。
具体地,工作台板1位于移动杆6下方,工作台板1中等间距设置有一排三个电机2,每个电机2的驱动端均水平安装有限位机构3,电机2使用24v的直流电机,电机转速工作范围为0~1500r/s,用于带动限位机构3及固定在限位机构3中的中轴套管4高速转动,从而利于管外侧打磨机构8、管内孔打磨机构9对其进行打磨。
具体地,限位机构3包括放置板31、安装座32、第一电动伸缩杆33和限位板34,放置板31固定在电机2的驱动端顶部,四个限位板34以圆形等角度均匀固定在放置板31顶部,第一电动伸缩杆33固定在限位板34的前侧,第一电动伸缩杆33使用型号为XDHA25-20的24V直流电动伸缩杆,其额定拉力为600N,额定推力800N,行程范围0~2cm,满载速度0.5cm/s,能够满足对中轴套管4的快速固定功能。限位板34固定在第一电动伸缩杆33的伸缩杆前端,限位板34的前侧为向限位板后侧凹陷的弧形,提高限位板34与中轴套管4底部的接触面积,增大限位板34对中轴套管4的挤压固定效果。
使用本实用新型的铸造中轴套管打磨装置对铸造的中轴套管毛坯件进行打磨。打磨前,利于三个限位机构3分别依次将三个中轴套管4固定,固定时将中轴套管4放置在限位机构3内,通过四个第一电动伸缩杆33工作推动限位板34与中轴套管4接触,挤压对其进行固定。
固定完成后,电机2转动带动限位机构3及固定在限位机构3中的中轴套管4高速转动,依次通过管内孔打磨机构9对中轴套管4的内孔进行精细打磨,通过管外侧打磨机构8中的打磨盘凸起84对中轴套管4的顶部和底部进行打磨,利于打磨块凸起86对中轴套管4的其余外表面进行打磨。完成一个中轴套管4打磨工作后,在移动杆6上移动管外侧打磨机构8、管内孔打磨机构9依次对其他中轴套管4进行打磨。由于中轴套管4上与限位板34接触部分无法打磨,完成上述打磨后,可以利用手动工具对接触部进行单独打磨,也可翻转中轴套管4后对其进行固定,打磨接触部。
对本领域的技术人员来说,可根据以上描述的技术方案以及构思,做出其它各种相应的改变以及形变,而所有的这些改变以及形变都应该属于本实用新型权利要求的保护范围之内。
Claims (5)
1.一种铸造中轴套管打磨装置,其特征在于:包括工作台板(1)、电机(2)、限位机构(3)、吊接杆(5)、移动杆(6)、管外侧打磨机构(8)和管内孔打磨机构(9),所述移动杆(6)固定在吊接杆(5)下端,所述管外侧打磨机构(8)、管内孔打磨机构(9)可移动的安装在移动杆(6)上;所述工作台板(1)位于移动杆(6)下方,所述工作台板(1)上等间距设置有一排电机(2),每个电机(2)的驱动端均水平安装有限位机构(3),中轴套管(4)固定在限位机构(3)中;所述管外侧打磨机构(8)、管内孔打磨机构(9)均分别包括一个第二电动伸缩杆(81)和对称固定在所述第二电动伸缩杆(81)两侧的两个把手(82),所述管外侧打磨机构(8)还包括打磨盘(83)、打磨盘凸起(84)、打磨块(85)和打磨块凸起(86),所述打磨盘(83)固定在其中一个第二电动伸缩杆(81)的伸缩杆前端,打磨盘(83)为圆盘形状,所述打磨盘凸起(84)均匀等间距设置在打磨盘(83)下方,两个所述打磨块(85)对称焊接在打磨盘(83)的两侧,所述打磨块凸起(86)分别均匀等间距设置在打磨块(85)的外侧和顶部;所述管内孔打磨机构(9)还包括打磨圆棒(91)、打磨棒安装盘(92)和打磨圆棒凸起(93),所述打磨棒安装盘(92)固定在另一个第二电动伸缩杆(81)的伸缩杆前端,所述打磨圆棒(91)焊接在打磨棒安装盘(92)底部,所述打磨圆棒凸起(93)均匀设置在打磨圆棒(91)的外表面。
2.根据权利要求1所述的铸造中轴套管打磨装置,其特征在于:所述移动杆(6)上水平设置有一排滑槽(10),所述滑槽(10)内通过滑动配合设置有两个滑块(7),两个所述第二电动伸缩杆(81)分别固定在两个滑块(7)的底部。
3.根据权利要求2所述的铸造中轴套管打磨装置,其特征在于:所述限位机构(3)包括放置板(31)、安装座(32)、第一电动伸缩杆(33)和限位板(34),所述放置板(31)固定在电机(2)的驱动端顶部,若干个限位板(34)以圆形等角度均匀固定在放置板(31)顶部,所述第一电动伸缩杆(33)固定在限位板(34)的前侧,所述限位板(34)固定在第一电动伸缩杆(33)的伸缩杆前端。
4.根据权利要求3所述的铸造中轴套管打磨装置,其特征在于:所述限位板(34)的前侧为向限位板后侧凹陷的弧形。
5.根据权利要求3所述的铸造中轴套管打磨装置,其特征在于:所述安装座(32)、第一电动伸缩杆(33)、限位板(34)均分别有四个或六个。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921541824.4U CN210704150U (zh) | 2019-09-17 | 2019-09-17 | 一种铸造中轴套管打磨装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921541824.4U CN210704150U (zh) | 2019-09-17 | 2019-09-17 | 一种铸造中轴套管打磨装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210704150U true CN210704150U (zh) | 2020-06-09 |
Family
ID=70957746
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921541824.4U Expired - Fee Related CN210704150U (zh) | 2019-09-17 | 2019-09-17 | 一种铸造中轴套管打磨装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210704150U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117226048A (zh) * | 2023-11-13 | 2023-12-15 | 江苏京成机械制造有限公司 | 一种稀土合金耐磨钢管铸造系统 |
-
2019
- 2019-09-17 CN CN201921541824.4U patent/CN210704150U/zh not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117226048A (zh) * | 2023-11-13 | 2023-12-15 | 江苏京成机械制造有限公司 | 一种稀土合金耐磨钢管铸造系统 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN210704150U (zh) | 一种铸造中轴套管打磨装置 | |
| CN212527242U (zh) | 一种法兰加工用打磨装置 | |
| CN216096832U (zh) | 一种高强度后桥轮毂加工用攻丝装置 | |
| CN117564348B (zh) | 一种铸锭生产线用金属裁切装置 | |
| CN215510405U (zh) | 一种铝型材挤压磨具辅助打磨机 | |
| CN213499035U (zh) | 一种铸件加工用工装 | |
| CN219542800U (zh) | 一种汽车轮毂加工用固定夹具 | |
| CN112847028A (zh) | 一种汽车铸造件加工用表面处理设备 | |
| CN216913334U (zh) | 一种金属表面处理用的抛光装置 | |
| CN210188367U (zh) | 一种热锻加工用夹持装置 | |
| CN213164643U (zh) | 一种铸件自动打磨装置 | |
| CN211639345U (zh) | 一种铸铁件打磨装置 | |
| CN213225622U (zh) | 一种连续合金板材的表面处理装置 | |
| CN210968143U (zh) | 一种钢铁生产用钢锭表面处理装置 | |
| CN114310211A (zh) | 一种铝合金板材制造工艺 | |
| CN210255573U (zh) | 一种铸铁件生产用打磨装置 | |
| CN208409530U (zh) | 一种玻璃加工用抛光设备 | |
| CN213034222U (zh) | 一种用于三轮车轮毂生产的打磨装置 | |
| CN218613439U (zh) | 一种钢铸件生产用定位工装 | |
| CN218837185U (zh) | 一种等离子弧增材制造高强韧镁合金的打磨装置 | |
| CN201534299U (zh) | 车轮支撑环打磨机 | |
| CN221248158U (zh) | 一种铝压铸件表面打磨装置 | |
| CN211489613U (zh) | 一种带中心孔的金属坯3d打印装置 | |
| CN211967096U (zh) | 一种气缸驱动式钢板正反面抛光装置 | |
| CN219297576U (zh) | 一种新型升降式淬火机台 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20200609 Termination date: 20200917 |