CN209988763U - 批量箱体类货物的装车系统 - Google Patents
批量箱体类货物的装车系统 Download PDFInfo
- Publication number
- CN209988763U CN209988763U CN201920787547.9U CN201920787547U CN209988763U CN 209988763 U CN209988763 U CN 209988763U CN 201920787547 U CN201920787547 U CN 201920787547U CN 209988763 U CN209988763 U CN 209988763U
- Authority
- CN
- China
- Prior art keywords
- traveling crane
- overhead traveling
- adsorption
- box
- loading
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Abstract
本实用新型公开了一种批量箱体类货物的装车系统,包括供料系统、天车系统以及用于综合控制供料系统和天车系统的控制系统,所述供料系统包括用于码装箱体的托盘、物料输送线和用于逐层消除相邻箱体间间隙的物料规整装置;所述天车系统包括天车轨道、沿天车轨道运动的天车和设于天车上的用于逐层吸附箱体的吸附装置,所述吸附装置包括连接于天车下端的吸附车架、设于吸附车架的吸盘支架和排布于吸盘支架上的吸盘。本实用新型不受车箱高度的限制其适用性强,能够将箱体货物紧密的装载于车厢内,货物不容易倾倒装车效果佳。
Description
技术领域
本实用新型涉及一种装车系统,特别涉及一种批量箱体类货物的装车系统。
背景技术
当前,工厂里大量的箱体类货物,如常见的大批量食品箱等的装车主要依靠人力,常常通过叉车将托盘及货物叉放至货车上,进而由几名装卸工进行摆放装车,装满一车货物往往需要较长的时间,尤其是高栏车和平板挂车等较长车型进行货物装车时,往往需要几个小时。这种人工装车方法不仅需要大量的工人,而且工人劳动强度较大,装车时间较长,装车效率较低,此外,随着人工成本的增高,人工装车使得企业运营成本增加,此时迫切新的装车设备。
目前现有的装车技术主要为机器人或机械臂进行装车,这种采用机器人或机械臂进行装车方法虽然在一定程度上能够减少工人数量,但由于其一次只能装卸一箱,且设备结构复杂,工作精度较低,再加上装车时受到机械臂长度和设备装卸范围等因素影响,在实际使用中装车效率极低,甚至装车时间比人工还要长,往往只适用于小型货车。此外,对于常见的6米以上的高栏车和平板挂车等较长车型进行箱体类货物装车时,由于装货量过大且机器人等设备固有的适用工作范围的限制,故对于大型车而言一般不可能采用装车机器人和机械臂进行装车。目前迫切需要设计一种能够进行大批量箱体类货物快速装车的设备。因此,有必要对现有技术改进以解决上述技术问题。
实用新型内容
有鉴于此,本实用新型的目的在于提供一种能够一次装卸一层货物,快速、稳定地装卸大批量箱体类货物的装车系统,具体而言通过以下技术方案实现:
本实用新型所述的一种批量箱体类货物的装车系统,包括供料系统、天车系统以及用于综合控制供料系统和天车系统的控制系统,所述供料系统包括用于码装箱体的托盘、物料输送线和用于逐层消除相邻箱体间间隙的物料规整装置;所述天车系统包括天车轨道、沿天车轨道运动的天车和设于天车上的用于逐层吸附箱体的吸附装置,所述吸附装置包括连接于天车下端的吸附车架、设于吸附车架的吸盘支架和排布于吸盘支架上的吸盘。
进一步,还包括托盘规整装置,所述托盘规整装置设于物料输送线运动方向的一端,其包括用于抓起和放置空置托盘的抓取机构、与抓取机构连接的机械臂以及用于存储和整理空置托盘的理托器。
进一步,还包括设于货车车厢与货物传输线之间转运平台,所述吸附装置与天车成组设置构成吸附小车,所述吸附小车至少设有两个分别为第一吸附小车和第二吸附小车;所述第一吸附小车行程为货车车厢到转运平台,第二吸附小车行程为转运平台到物料规整装置。
进一步,所述物料规整装置包括基座、设于基座上的竖直升降构件和用于使箱体类货物水平滑移的夹紧装置,所述夹紧装置设有用于检测加紧力量的压力传感器,所述压力传感器与控制系统连接。
进一步,所述夹紧装置包括推板、用于驱动推板动作的气缸和用于活动支撑推板的支撑架。
进一步,还包括设于仓库货车停靠边缘平台,在所述仓库货车停靠边缘平台处设有用于检测货车货车信息的光学检测装置,所述光学检测装置连接于控制系统。
本实用新型的有益效果:本实用新型所述物料规整装置、天车系统和吸附装置三者有机的结合,将物料输送线的疏散的箱体货物能紧密、快速的装载到货车上,并且不受车箱高度的限制对6米甚至更高的车厢也能通过所述的天车系统和吸盘完成作业,所以相较于传统的机器人或机械臂进行装车适用性强,能够将箱体货物紧密的装载于车厢内,货物不容易倾倒,装车效果佳。本实用新型采用双吸附小车单道多段运行且采用吸盘逐层吸附箱体货物的方式进行装车,不仅能够代替人工装车节约了人力资源降低了劳动强度,而且结构合理、设计巧妙极大的提高了装车效率,同时节约了制造机器人的成本,经济性好便于推广使用。本实用新型的其他有益效果将结合下文具体实施例进行进一步的说明。
附图说明
下面结合附图和实施例对本实用新型作进一步描述:
图1为本实用新型结构示意图;
图2为吸附小车结构示意图;
图3为物料规整装置主视图;
图4为物料规整装置俯视图;
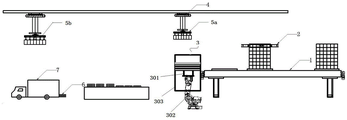
图中:1、物料输送线;2、物料规整装置;3、托盘规整装置;301、抓取机构;302机械臂;303、理托器;4、天车;5、吸附小车;501、吸附车架;502、吸盘支架;503、吸盘;6、仓库货车停靠边缘平台;7、货车;8、基座;9、升降构件;10、夹紧装置;11、推板;12、气缸;13、支撑架。
具体实施方式
如图所示:本实用新型所述的一种批量箱体类货物的装车系统,包括供料系统、天车4系统以及用于综合控制供料系统和天车4系统的控制系统,所述供料系统包括用于码装箱体的托盘、物料输送线1和用于逐层消除相邻箱体间间隙的物料规整装置2;所述天车4系统包括天车轨道、沿天车轨道运动的天车4和设于天车4上的用于逐层吸附箱体的吸附装置,所述吸附装置包括连接于天车4下端的吸附车架501、设于吸附车架501的吸盘支架502和排布于吸盘支架502上的吸盘503。
使用时,将货车行驶到装车区且安装要求停靠在指定位置上,人工启动设备,当然也可以在装车区安装激光扫描仪等用于判断车厢信息和位置的光学检测装置,然后将类似于激光扫描仪类的光学检测装置连接于控制系统以控制设备的启停,在停车区设于仓库货车停靠边缘平台6当做参考,以矫正货车7的停靠是否标准。当设备启动后,物料输送线1匀速运动,则置于物料输送线1满载箱体货物的托盘随物料输送线1运动,满载箱体货物的托盘运动到物料规整装置2处物料输送线1停止,此时满载箱体货物的托盘,物料规整装置2自上而下逐层对箱体进行规整减少其相邻箱体之间的间隙。规整完一层后物料规整装置2移动到下一层,则规整完毕的一层由天车4带动的吸附小车5通过其吸盘503将该层箱体货物装载到货车上。进一步的,所述的物料输送线1优先选用皮带输送线或滚筒输送线,当然的无论皮带输送线或滚筒输送线均带有位置检测元件,如接近开关等用于检测满载箱体货物的托盘的到位情况以及用于与控制系统配合控制物料输送线1的启停,此为现有技术在此不再赘述。通过物料规整装置2将箱体之间的间隙消除后,避免了松散对吸盘503吸附产生不利的影响,同时规整后紧密的箱体装车后也能防止箱体间有间隙而是码装的箱体垛晃动而倾倒。最后。当托盘上最后一层货物吸附完成后,物料输送线1再次运行,货物依此循环往复进行装车。
进一步的,作为上述技术方案的一个优化方案,增设一个转运平台,所述的转运平台优先设置于货车车厢与货物传输线之间,所述吸附装置与天车4成组设置构成吸附小车5且采用双吸附小车5,其它不变。具体为,所述吸附小车5设有两个分别为第一吸附小车5a和第二吸附小车5b;所述第一吸附小车5a行程为货车车厢到转运平台,第二吸附小车5b行程为转运平台到物料规整装置2。使用时同样的将货车置于与所述仓库货车停靠边缘平台6垂直位置上,箱体货物的在物料输送线1上传输和规整与上述相同,在此不再赘述。当需要将规整好的箱体货物装载货车上的工作过程与上述不同的是:所述的第一台吸附小车5将规整完成后的货物吸附至转运平台上,第二台吸附小车5再将平台上的每层货物转运并摆放至货车上,依次循环往复,多台吸附小车5交替运行,减少转运距离,加快装车速度。
为了尽可能的节省人工,还可以增设托盘规整装置3,所述托盘规整装置3设于物料输送线1运动方向的一端,其包括用于抓起和放置空置托盘的抓取机构301、与抓取机构301连接的机械臂302以及用于存储和整理空置托盘的理托器303。理托器303内的托盘达到一定程度后可以用叉车将其运转到其他地方以备使用,相交于人工一个一个收集方便快捷省时省力,工作效率高。
上述技术方案中,所述物料规整装置2包括基座8、设于基座8上的竖直升降构件9和用于使箱体类货物水平滑移的夹紧装置10,所述夹紧装置10设有用于检测加紧力量的压力传感器,所述压力传感器与控制系统连接,所述夹紧装置10包括推板11、用于驱动推板11动作的气缸12和用于活动支撑推板11的支撑架13。这里所述的气缸也可以用同步电动或气动推杆代替,夹紧装置10从最高处移动至货物最顶层,然后夹紧装置10推板11使箱体货物规整夹紧,随后松开并下移,控制系统控制吸附小了车5a将规整后的货物吸走,循环往复,依次进行。在整个过程中,可根据实际情况自由选择气动、液动、电动或电气式等夹紧装置10。同时要合理控制夹紧力的大小以免使箱体破裂,要使每层中箱体与箱体之间的缝隙尽可能小。该功能实现通过压力传感器进行检测以调整气缸12的推力。所述压力传感器可以设置于推板上,图中围标识。
最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
Claims (6)
1.一种批量箱体类货物的装车系统,包括供料系统、天车系统以及用于综合控制供料系统和天车系统的控制系统,其特征在于:所述供料系统包括用于码装箱体的托盘、物料输送线和用于逐层消除相邻箱体间间隙的物料规整装置;所述天车系统包括天车轨道、沿天车轨道运动的天车和设于天车上的用于逐层吸附箱体的吸附装置,所述吸附装置包括连接于天车下端的吸附车架、设于吸附车架的吸盘支架和排布于吸盘支架上的吸盘。
2.根据权利要求1所述的批量箱体类货物的装车系统,其特征在于:还包括托盘规整装置,所述托盘规整装置设于物料输送线运动方向的一端,其包括用于抓起和放置空置托盘的抓取机构、与抓取机构连接的机械臂以及用于存储和整理空置托盘的理托器。
3.根据权利要求1或2所述的批量箱体类货物的装车系统,其特征在于:还包括设于货车车厢与货物传输线之间转运平台,所述吸附装置与天车成组设置构成吸附小车,所述吸附小车至少设有两个分别为第一吸附小车和第二吸附小车;所述第一吸附小车行程为货车车厢到转运平台,第二吸附小车行程为转运平台到物料规整装置。
4.根据权利要求3所述的批量箱体类货物的装车系统,其特征在于:所述物料规整装置包括基座、设于基座上的竖直升降构件和用于使箱体类货物水平滑移的夹紧装置,所述夹紧装置设有用于检测夹紧力量的压力传感器,所述压力传感器与控制系统连接。
5.根据权利要求4所述的批量箱体类货物的装车系统,其特征在于:所述夹紧装置包括推板、用于驱动推板动作的气缸和用于活动支撑推板的支撑架。
6.根据权利要求1所述的批量箱体类货物的装车系统,其特征在于:还包括设于仓库货车停靠边缘平台,在所述仓库货车停靠边缘平台处设有用于检测货车信息的光学检测装置,所述光学检测装置连接于控制系统。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920787547.9U CN209988763U (zh) | 2019-05-29 | 2019-05-29 | 批量箱体类货物的装车系统 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920787547.9U CN209988763U (zh) | 2019-05-29 | 2019-05-29 | 批量箱体类货物的装车系统 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN209988763U true CN209988763U (zh) | 2020-01-24 |
Family
ID=69295769
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201920787547.9U Active CN209988763U (zh) | 2019-05-29 | 2019-05-29 | 批量箱体类货物的装车系统 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN209988763U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110053989A (zh) * | 2019-05-29 | 2019-07-26 | 郑州纬达自动化科技有限公司 | 批量箱体类货物的全自动装车系统及装车方法 |
-
2019
- 2019-05-29 CN CN201920787547.9U patent/CN209988763U/zh active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110053989A (zh) * | 2019-05-29 | 2019-07-26 | 郑州纬达自动化科技有限公司 | 批量箱体类货物的全自动装车系统及装车方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN210682547U (zh) | 货物拆垛输送装车系统 | |
| CN210973091U (zh) | 一种桁架机器人自动装车系统 | |
| CN110723449B (zh) | 一种无托盘运输的智能物流装卸系统 | |
| JP7034712B2 (ja) | ロボットコンテナ取り扱い装置及び方法 | |
| CN107878989B (zh) | 一种仓储自动取料机 | |
| JP2021185112A (ja) | ロボットコンテナ取り扱い装置及び方法 | |
| WO2012167581A1 (zh) | 车辆货物托架和车辆货物托架组 | |
| CN103964209A (zh) | 自动循环式成型砖码垛系统 | |
| CN203820065U (zh) | 自动循环式成型砖码垛系统 | |
| KR20170110096A (ko) | 컨테이너 보관 영역 안에 컨테이너를 배치시키거나 컨테이너 보관 영역으로부터 컨테이너를 제거하기 위한 컨테이너 운반 설비 및 방법 | |
| CN101734460A (zh) | 自动管理货架及传动方法 | |
| CN108557494A (zh) | 全自动智能码垛装车卸车系统 | |
| CN113104503A (zh) | 厢式货车自动装卸纸箱包装货物的装置 | |
| CN110053989A (zh) | 批量箱体类货物的全自动装车系统及装车方法 | |
| CN209988763U (zh) | 批量箱体类货物的装车系统 | |
| CN208377967U (zh) | 移动式堆垛装车卸车系统 | |
| CN110606386A (zh) | 一种集装化货物智能装卸系统 | |
| JPH07215665A (ja) | パレタイザーおよび空パレット供給装置 | |
| CN114148656A (zh) | 托盘集装单元去托盘及分层并叠层方法、系统 | |
| CN114148657A (zh) | 托盘集装单元去托盘及分层并叠层方法、系统及使用步骤 | |
| CN111252573A (zh) | 一种箱式装车设备 | |
| JPH0733260A (ja) | 自動バンニングシステム及びそれに用いるバンローダ | |
| CN219858849U (zh) | 一种出入库装卸系统 | |
| CN211920220U (zh) | 一种箱式装车设备 | |
| JPH0312012B2 (zh) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |