CN209969326U - 支架冲孔模具 - Google Patents
支架冲孔模具 Download PDFInfo
- Publication number
- CN209969326U CN209969326U CN201920137125.7U CN201920137125U CN209969326U CN 209969326 U CN209969326 U CN 209969326U CN 201920137125 U CN201920137125 U CN 201920137125U CN 209969326 U CN209969326 U CN 209969326U
- Authority
- CN
- China
- Prior art keywords
- die
- plate
- discharging
- fixing plate
- spring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Punching Or Piercing (AREA)
Abstract
支架冲孔模具,其属于模具加工的技术领域。该模具有模架、上模,下模三部分组成。模架由上、下模板,独立柱组成,采用滑动导向,Ⅰ级精度中间独立柱模架,使模架的导向精度高于压力机滑块的导向精度,保证凸模和凹模的工作间隙均匀一致性。上模由凸模固定板凸模垫板,卸料料板,凸模等组成。下模由凹模、凹模固定板,定位销等组成。上、下模分别安装在模架上,采用模架导向不仅能保证上、下模的导向精度,而且能提高模具的刚性,延长模具的使用寿命,使切角质量稳定,模具安装调试容易。
Description
技术领域
本实用新型涉及支架冲孔模具,其属于模具加工的技术领域。
背景技术
改革开放以来,随着国民经济的高速发展,市场对模具的需求量不断增长。模具工业一直以15%左右的增长速度快速发展,模具工业企业也得到了快速发展。冲孔是在板料上冲出洞,以获得带孔的制件冲裁的都是废料。冲孔模具在工作过程中,冲压之后,成品随着凸模一起上行,成品的卸料往往是该类模具的关键。
发明内容
为解决现有技术中存在的问题,本实用新型提供了支架冲孔模具,采用卸料螺钉作用在卸料板上,并通过卸料弹簧和普通弹簧共同作用在卸料板上,再由卸料板作用在产品的边沿,完成卸料。
本实用新型解决其技术问题所采用的技术方案是:支架冲孔模具,该模具包括上模板、下模板、独立柱和导套,上模板上设有模柄;该模具还包括上模、下模和卸料结构,所述上模采用上模板螺钉依次固定上模板、凸模垫板和凸模固定板,凸模通过凸模销钉固定在凸模固定板上;固定上模板、凸模垫板和凸模固定板之间采用上模板销钉定位;所述下模采用下模板螺钉将凹模固定板连接到下模板上,凹模固定在凹模固定板中,凹模固定板和下模板采用下模板销钉定位;所述卸料结构采用卸料螺钉依次穿过上模板、凸模垫板和凸模固定板,卸料螺钉的下端通过螺纹连接卸料板,卸料弹簧套在卸料螺钉上,卸料弹簧的一端作用在卸料板上,卸料弹簧的另一端作用在凸模垫板上;所述卸料结构还包括弹簧,弹簧的一端通过弹簧柱固定在卸料板上,弹簧的另一端置于凸模固定板的弹簧孔中;该模具还设有用于工件定位的定位销。
本实用新型的有益效果为:此模具是支架冲孔用的模具。模具有模架、上模,下模三部分组成。模架由上、下模板,独立柱组成,采用滑动导向,Ⅰ级精度中间独立柱模架,使模架的导向精度高于压力机滑块的导向精度,保证凸模和凹模的工作间隙均匀一致性。上模由凸模固定板凸模垫板,卸料料板,凸模等组成。下模由凹模、凹模固定板,定位销等组成。上、下模分别安装在模架上,采用模架导向不仅能保证上、下模的导向精度,而且能提高模具的刚性,延长模具的使用寿命,使切角质量稳定,模具安装调试容易。模架采用独立柱导向定位,降低了模架加工组装的难度,并能同时保证上下模运动平稳,冲孔质量;模具结构紧凑,定位准确,工作零件维修更换方便。生产效率高。
附图说明
图1是支架冲孔模具的结构图。
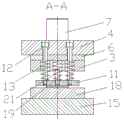
图2是图1中的A-A视图。
图3是图1中的B-B视图。
图中:1、下模板销钉,2、凹模,3、凸模固定板,4、上模板,5、上模板销钉,6、凸模垫板,7、模柄,8、模柄销钉,9、凸模销钉,10、上模板螺钉,11、卸料板,12、卸料螺钉,13、卸料弹簧,14、独立柱,15、下模板,16、下模板螺钉,17、凸模,18、凹模固定板,19、弹簧柱,20、定位销,21、弹簧,22、工件。
具体实施方式
图1-3示出了支架冲孔模具,该模具包括上模板4、下模板15、独立柱14和导套,上模板4上设有模柄7;该模具还包括上模、下模和卸料结构,所述上模采用上模板螺钉10依次固定上模板4、凸模垫板6和凸模固定板3,凸模17通过凸模销钉9固定在凸模固定板3上;固定上模板4、凸模垫板6和凸模固定板3之间采用上模板销钉5定位;所述下模采用下模板螺钉16将凹模固定板18连接到下模板15上,凹模2固定在凹模固定板18中,凹模固定板18和下模板15采用下模板销钉1定位;所述卸料结构采用卸料螺钉12依次穿过上模板4、凸模垫板6和凸模固定板3,卸料螺钉12的下端通过螺纹连接卸料板11,卸料弹簧13套在卸料螺钉12上,卸料弹簧13的一端作用在卸料板11上,卸料弹簧13的另一端作用在凸模垫板6上;所述卸料结构还包括弹簧21,弹簧21的一端通过弹簧柱19固定在卸料板11上,弹簧21的另一端置于凸模固定板3的弹簧孔中;该模具还设有用于工件22定位的定位销20。
模具零件装配关系:主要以销钉定位,螺钉紧固连接装配在一起。模具组装后,要求凸模17在卸料板11中运动要灵活自如,不能有阻滞现象。
采用上述技术方案工作时,首先把工件毛坯放在凹模固定板18上,定位销20导向,定距。
上模随滑块下行,当卸料板11与工件毛坯接触并把毛坯牢牢压在凹模固定板18上平面上,这时卸料板11起压料作用。滑块继续下行,凸模开始工作,当滑块达到下止点冲孔工作完成。
滑块回程,卸料板11在弹簧13的作用下把工件从凸模17中卸下,滑块达到上止点冲孔工序结束。
Claims (1)
1.支架冲孔模具,该模具包括上模板(4)、下模板(15)、独立柱(14)和导套,上模板(4)上设有模柄(7);其特征在于:该模具还包括上模、下模和卸料结构,所述上模采用上模板螺钉(10)依次固定上模板(4)、凸模垫板(6)和凸模固定板(3),凸模(17)通过凸模销钉(9)固定在凸模固定板(3)上;固定上模板(4)、凸模垫板(6)和凸模固定板(3)之间采用上模板销钉(5)定位;所述下模采用下模板螺钉(16)将凹模固定板(18)连接到下模板(15)上,凹模(2)固定在凹模固定板(18)中,凹模固定板(18)和下模板(15)采用下模板销钉(1)定位;所述卸料结构采用卸料螺钉(12)依次穿过上模板(4)、凸模垫板(6)和凸模固定板(3),卸料螺钉(12)的下端通过螺纹连接卸料板(11),卸料弹簧(13)套在卸料螺钉(12)上,卸料弹簧(13)的一端作用在卸料板(11)上,卸料弹簧(13)的另一端作用在凸模垫板(6)上;所述卸料结构还包括弹簧(21),弹簧(21)的一端通过弹簧柱(19)固定在卸料板(11)上,弹簧(21)的另一端置于凸模固定板(3)的弹簧孔中;该模具还设有用于工件(22)定位的定位销(20)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920137125.7U CN209969326U (zh) | 2019-01-28 | 2019-01-28 | 支架冲孔模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920137125.7U CN209969326U (zh) | 2019-01-28 | 2019-01-28 | 支架冲孔模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN209969326U true CN209969326U (zh) | 2020-01-21 |
Family
ID=69252318
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201920137125.7U Expired - Fee Related CN209969326U (zh) | 2019-01-28 | 2019-01-28 | 支架冲孔模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN209969326U (zh) |
-
2019
- 2019-01-28 CN CN201920137125.7U patent/CN209969326U/zh not_active Expired - Fee Related
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1733384A (zh) | 一种冲压复合模具 | |
| CN204523999U (zh) | 吊挂轴承座盖冲压模具 | |
| CN102873195B (zh) | 制动钳刀片级进模 | |
| CN202291045U (zh) | 切边冲孔复合模具 | |
| CN203649124U (zh) | 输送机中间架纵梁槽钢孔系冲孔模具 | |
| CN201264056Y (zh) | 一种冲压模具结构 | |
| CN101450362B (zh) | 曲轴花键齿的冷冲压加工方法及装置 | |
| CN209969326U (zh) | 支架冲孔模具 | |
| CN211386516U (zh) | 一种周圆由内向外侧冲小孔的模具结构 | |
| CN209969329U (zh) | 一种镶嵌结构底托架冲孔模具 | |
| CN209969327U (zh) | 冷却器安装支架冲孔模 | |
| CN201361661Y (zh) | 精密钳头齿牙类件复合精冲成型模具 | |
| CN2855571Y (zh) | 一种集冲裁与整修于一体的板料成形模具装置 | |
| CN104511521A (zh) | 简易型材冲口模 | |
| CN209969306U (zh) | 踏板圆弧落料模 | |
| CN201143548Y (zh) | 曲轴花键齿的冷冲压加工装置 | |
| CN202803941U (zh) | 制动钳刀片级进模 | |
| CN209189637U (zh) | 一种冲孔翻孔模 | |
| CN202045269U (zh) | 轴承垫片挤台阶模 | |
| CN204449021U (zh) | 一种冲压模具送料装置 | |
| CN207222709U (zh) | 一种搭扣件冲制级进模 | |
| CN204747261U (zh) | E形矽钢片冲压模 | |
| CN109351841B (zh) | 一种半部弯管钣金件切端用模具及使用方法 | |
| CN206509398U (zh) | 一种基于弹簧卸料链板倒装复合模具 | |
| CN216966002U (zh) | 一种二工位周向异孔复合模 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20200121 Termination date: 20210128 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |