CN203634916U - 可控制浆料浓度的自动过滤器 - Google Patents
可控制浆料浓度的自动过滤器 Download PDFInfo
- Publication number
- CN203634916U CN203634916U CN201420026987.XU CN201420026987U CN203634916U CN 203634916 U CN203634916 U CN 203634916U CN 201420026987 U CN201420026987 U CN 201420026987U CN 203634916 U CN203634916 U CN 203634916U
- Authority
- CN
- China
- Prior art keywords
- filter
- tank body
- blowback
- filtrate
- automatic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn - After Issue
Links
Images

Landscapes
- Filtration Of Liquid (AREA)
Abstract
本实用新型涉及固液分离过滤装置技术领域,是一种可控制浆料浓度的自动过滤器,其包括过滤器罐体、滤拍、出液总管、空气喷射器、滤液罐和反吹总管;过滤器罐体的上端固定安装有进料管,进料管上固定安装有浆液泵,在过滤器罐体的上部内腔中固定安装有至少三个的滤拍,每个滤拍均包括滤框、前滤网和后滤网,在滤框的前后两侧分别密封固定安装有前滤网和后滤网。本实用新型结构合理而紧凑,使用制造方便,在生产过程中通过程序控制可实现无人值守,过滤面积大,可连续生产,所需部件基本为固定件,辅助设备少,使用方便可靠,不需要重复拆装,降低了劳动强度,有效解决了板框压滤机滤饼含湿量难以控制的问题,具有较高生产效率高。
Description
技术领域
本实用新型涉及固液分离过滤装置技术领域,是一种可控制浆料浓度的自动过滤器。
背景技术
过滤是指以某种多孔物质作为介质,在外力的作用下,使流体通过介质的孔道而固体颗粒被截留下来,从而实现固体颗粒与流体分离目的的操作,过滤可去除气固系中的颗粒,也可去除液固系中的固体颗粒,化工生产中过滤大多用于悬浮液中固液分离,实现过滤操作的外力可以是重力,压强差或惯性离心力,但在化工中应用最多的是以压强差为推动力的过滤操作。对于难过滤的或液相粘度很高的、有腐蚀性的悬浮液的过滤,板框压滤机是目前过滤机中应用最广泛的一种。板框压滤机是目前最常用的一种过滤液固体系的过滤装置,它是由许多按一定顺序排列的滤板和滤框组成,滤板具有棱状的表面,构成了许多淘槽形的通道,板与框之间夹有滤布,装合时用压紧装置将一组板框压紧,每个框与其两侧滤板所形成的空间构成了一个过滤空间内。过滤时一定压力的滤浆通过板框角上的进料孔,经各个滤框的料液通遭进入到过滤空间内,滤液通过滤布沿着滤板的棱状表面流下,并汇积在滤板的下端,经旋塞排出。当操作一段时间之后,滤饼充满了滤框,就可以放松机头上的螺旋,移动滤板和滤框,取出滤渣,将滤板、滤框和滤布洗净以后,重新装合,再进行下次操作。板框压滤机具有结构简单,制造方便,所需辅助设备少,过滤面积大,管理简单,使用可靠等优点,但是它也存在装卸板框的劳动强度大和生产效率低的缺点,尤其是滤饼的含湿量难以控制。
发明内容
本实用新型提供了一种可控制浆料浓度的自动过滤器,克服了上述现有技术之不足,其能有效解决现有的板框压滤机存在装卸板框的劳动强度大和生产效率低的缺点、尤其是滤饼的含湿量难以控制的问题。
本实用新型的技术方案是通过以下措施来实现的:一种可控制浆料浓度的自动过滤器,包括过滤器罐体、滤拍、出液总管、空气喷射器、滤液罐和反吹总管;过滤器罐体的上端固定安装有进料管,进料管上固定安装有浆液泵,在过滤器罐体的上部内腔中固定安装有至少三个的滤拍并分为三组,每个滤拍均包括滤框、前滤网和后滤网,在滤框的前后两侧分别密封固定安装有前滤网和后滤网,滤框、前滤网和后滤网之间共同组成了过滤腔,对应过滤腔的滤框上有安装孔,在每个安装孔内分别固定安装有出液支管,每条出液支管的另一端穿过过滤器罐体并分别与出液总管固定安装在一起,出液总管的另一端与空气喷射器的进口处固定安装在一起,空气喷射器的进口处固定安装有压力气进气管线,空气喷射器的出口与滤液罐的下部之间固定安装有气液管线,滤液罐的下端固定安装有滤液输送管线,在滤液输送管线上固定安装有滤液输送泵,在滤液罐的上端分别固定安装有放空管线和反吹总管,在每条出液支管上分别固定安装有反吹支管,反吹支管的另一端分别与反吹总管的另一端固定安装在一起;每条出液支管和每条反吹支管上分别固定安装有控制阀,压力气进气管线上固定安装有质量控制阀,放空管线上固定安装有放空压力控制阀,在过滤器罐体上固定安装有称重仪,称重仪的信号输出端与质量控制阀的开关控制端通过导线电连接在一起,在过滤器罐体的底部出口固定安装有旋转阀。
下面是对上述实用新型技术方案的进一步优化或/和改进:
上述滤拍的数量为3的倍数,分为三组。
上述在过滤器罐体的上端固定安装有清液排出管。
上述进料管的另一端固定安装有进料罐。
上述清液排出管的另一端与进料罐固定安装在一起。
本实用新型结构合理而紧凑,使用制造方便,在生产过程中通过程序控制可实现无人值守,过滤面积大,可连续生产,所需部件基本为固定件,辅助设备少,使用方便可靠,不需要重复拆装,降低了劳动强度,有效解决了板框压滤机滤饼含湿量难以控制的问题,具有较高生产效率高。
附图说明
附图1为本实用新型最佳实施例的工艺流程结构示意图。
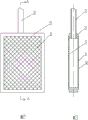
附图2为本实用新型中滤拍的主视放大结构示意图。
附图3为附图2的A-A向剖视结构示意图。
附图中的编码分别为:1为过滤器罐体,2为滤拍,3为进料管,4为浆液泵,5为滤框,6为前滤网,7为后滤网,8为过滤腔,9为出液支管,10为出液总管,11为空气喷射器,12为压力气进气管线,13为滤液罐,14为气液管线,15为滤液输送管线,16为滤液输送泵,17为放空管线,18为反吹总管,19为反吹支管,20为控制阀,21为质量控制阀,22为放空压力控制阀,23为称重仪,24为清液排出管,25为进料罐,26为旋转阀。
具体实施方式
本实用新型不受下述实施例的限制,可根据本实用新型的技术方案与实际情况来确定具体的实施方式。
在本实用新型中,为了便于描述,各部件的相对位置关系的描述均是根据说明书附图1的布图方式来进行描述的,如:上、下、左、右等的位置关系是依据说明书附图的布图方向来确定的。
下面结合实施例及附图对本实用新型作进一步描述:
实施例1,如附图1、2、3所示,该可控制浆料浓度的自动过滤器包括过滤器罐体1、滤拍2、出液总管10、空气喷射器11、滤液罐13和反吹总管18;过滤器罐体1的上端固定安装有进料管3,进料管3上固定安装有浆液泵4,在过滤器罐体1的上部内腔中固定安装有至少三个的滤拍2并分为三组,每个滤拍2均包括滤框5、前滤网6和后滤网7,在滤框5的前后两侧分别密封固定安装有前滤网6和后滤网7,滤框5、前滤网6和后滤网7之间共同组成了过滤腔8,对应过滤腔8的滤框5上有安装孔,在每个安装孔内分别固定安装有出液支管9,每条出液支管9的另一端穿过过滤器罐体1并分别与出液总管10固定安装在一起,出液总管10的另一端与空气喷射器11的进口处固定安装在一起,空气喷射器11的进口处固定安装有压力气进气管线12,空气喷射器11的出口与滤液罐13的下部之间固定安装有气液管线14,滤液罐13的下端固定安装有滤液输送管线15,在滤液输送管线15上固定安装有滤液输送泵16,在滤液罐13的上端分别固定安装有放空管线17和反吹总管18,在每条出液支管9上分别固定安装有反吹支管19,反吹支管19的另一端分别与反吹总管18的另一端固定安装在一起;每条出液支管9和每条反吹支管19上分别固定安装有控制阀20,压力气进气管线12上固定安装有质量控制阀21,放空管线17上固定安装有放空压力控制阀22,在过滤器罐体1上固定安装有称重仪23,称重仪23的信号输出端与质量控制阀21的开关控制端通过导线电连接在一起,在过滤器罐体1的底部出口固定安装有旋转阀26。称重仪23能够监测出过滤器罐体内部物料的重量,控制阀20和质量控制阀21均为现有公知技术的控制阀,实际生产中,根据需要选择合适类型的控制阀,程序或者控制终端提前设置好过滤器罐体1中物料要求的浓度,称重仪23通过检测,实时反应出过滤器罐体1内部的重量,进而控制质量控阀21的开度,来调节过滤器罐体1内部物料的浓度。
可根据实际需要,对上述可控制浆料浓度的自动过滤器作进一步优化或/和改进:
实施例2,作为上述实施例的优选,根据需要,滤拍2的数量为3的倍数,平均分为三组。将滤拍2平均分为三组,可以较好的进行时序控制,三组中,一组反吹、两组过滤,若其中一组或一个滤拍2有故障时,也不会影响其他组滤拍2或其他滤拍2的正常工作;平均三组同时进行工作,具有较好的过滤效果,使过滤具有连续性。
实施例3,作为上述实施例的优选,如附图1所示,在过滤器罐体1的上端固定安装有清液排出管24。过滤的清液和空气通过空气喷射器11送至滤液罐13,多余的清液由清液排出管24排出。
实施例4,作为上述实施例的优选,如附图1所示,进料管3的另一端固定安装有进料罐25。
实施例5,作为上述实施例的优选,如附图1所示,清液排出管24的另一端与进料罐25固定安装在一起。多余的清液由清液排出管24溢流至进料罐25,可以调节进料罐25中浆液的浓度。
上述实施例的使用方法按下述方法进行:浆液通过浆液泵4由进料管3送至过滤器罐体1内,关闭三组滤拍2中其中一组滤拍2的出液支管9上的控制阀20并打开该组滤拍2上反吹支管19上的控制阀20,打开三组滤拍2中另外两组滤拍9上出液支管9上的控制阀20并关闭该两组滤拍2上反吹支管19上的控制阀20,启动空气喷射器11,浆液通过两组滤拍2自动进行过滤,滤液和空气通过空气喷射器11送至滤液罐13,在滤液罐13内滤液和空气进行气液分离;当进行过滤的两组滤拍2外部上的滤饼达到设定厚度时,关闭其中一组滤拍2的出液支管9上的控制阀20并打开该组滤拍2上反吹支管19上的控制阀20进行反吹,关闭之前进行反吹的滤拍2上反吹支管19上的控制阀20并打开该组滤拍2上出液支管9上的控制阀20,三组滤拍2时刻保证两组滤拍过滤、一组滤拍2反吹,交替工作,分离出的空气通过放空管线17上的放空压力控制阀22来控制气体排出量并进行反吹剥离滤饼,通过称重仪23称重过滤器罐体1内的浆液浓度,称重仪23通过电信号将数据信息传输到质量控制阀21来调节质量控制阀21的开度进而控制进入空气喷射器11的空气量进行自动调节过滤量;当过滤器罐体1内的物料需要排放时,打开旋转阀26进行排料,滤液输送泵16将滤液罐13内的滤液送出。
空气喷射器11为现有公知技术中的空气喷射器,状似文丘里管,浆液通过浆液泵4由进料管3送至过滤器,过滤器罐体1内固定安装有至少三个的滤拍2,分为三组,滤拍2沉浸在浆液中,三组滤拍2由时序控制交替进行过滤和反吹(两组过滤、一组反吹),每个滤拍2通过出液支管9和出液总管10与空气喷射器11相连,空气喷射器11是采用文丘里管的工作原理:工作气(空气喷射器工作气为空气)在高压下经空气喷射器11的喷嘴以很高的速度喷出,在喷射过程中,工作气的静压能转变为动压能,因而在吸入口处造成了一个低压区,将所输送的流体吸入,吸入的流体与工作气混合后进入扩大管,流速逐渐降低,压强随之升高,并从压出口排出;因此,在启动空气喷射器11后,在空气喷射器11入口产生负压,在大气压与空气喷射器11入口负压间的压差作用下,浆液源源不断地在时序控制下通过两组滤拍2自动进行过滤,滤液和空气通过空气喷射器11送至滤液罐13,在滤液罐13内滤液和空气进行气液分离,分离出的空气用于剥离滤饼,压力由放空压力控制阀22通过控制气体排出量来进行控制;过滤量由称重仪23通过控制质量控制阀21来控制进入空气喷射器11的空气量进行自动调节过滤量,进而控制过滤器内浆料浓度和滤饼的含水量。浆液中的颗粒截留在滤拍2的前滤网6和后滤网7表面形成滤饼,当滤饼达到设定厚度时,滤拍在时序控制下自动进入空气反吹状态,打开需要反吹的滤拍2对应的反吹支管19上的控制阀20,经反吹剥离下来的滤饼重力沉降在过滤器的底部,由旋转阀26送至下游工序。过滤时,需要进行过滤作业的滤拍2所对应的出液支管9上的控制阀20打开、对应的反吹支管19上的控制阀20关闭,需要进行反吹作业的滤拍2所对应的出液支管9上的控制阀20关闭、对应的反吹支管19上的控制阀20打开。三个滤拍2同时进行过滤,在反吹或过滤的配合下,具有较好的过滤效果,使过滤具有连续性。
将本实用新型的过滤效果与板框式压滤机的过滤效果进行对比:
1、板框式压滤机当操作一段时间之后,滤饼充满了滤框,通过放松机头上的螺旋,移动滤板和滤框,取出滤渣,将滤板、滤框和滤布洗净以后,重新装合,再进行下次操作,导致劳动强度大、生产效率低、无法实现连续生产;而本实用新型可以连续生产,程序控制,可以无人值守,不需要拆卸滤拍,解决了板框压滤机装卸板框的劳动强度大、生产效率低的问题,具有较高的生产效率。
、板框压滤机是由许多按一定顺序排列的滤板和滤框组成,板与框之间夹有滤布,装合时用压紧装置将一组板框压紧,导致拆卸后安装复杂;本实用新型由滤拍组成,安装简单,过滤面积大,程序进行控制,可以进行连续过滤,实现自动反吹,不需要进行重复安装拆卸,无人值守,所需部件基本为固定件,辅助设备少,使用方便可靠。
、板框式压滤机随着滤饼增厚,过滤压力逐渐升高,当过滤压力超过0.4MPaG时,需停止过滤,并且是人工控制过滤压力,很难精确控制,过滤压力过大则会导致滤布破损;本实用新型过滤时间为170S至200S,空气反吹压力控制在0.1MP至0.15MPa,反吹时间为20S至30S,由时序控制,过滤压力稳定,滤布运行周期长,不易破损。
、板框式压滤机需要人工控制过滤压力,且滤饼质量含湿量波动大(通常在55%至85%之间波动),很难精确控制,经常导致干燥床下湿料死床;本实用新型由称重仪控制滤饼好质量含湿量,能够精确控制在70%至75%之间,有效解决了板框压滤机滤饼含湿量难以控制的问题。。
因此本实用新型结构简单,制造方便,在生产过程中通过程序控制可实现无人值守,过滤面积大,可连续生产,所需部件基本为固定件,辅助设备少,使用方便可靠,不需要重复拆装,降低了劳动强度,有效解决了板框压滤机滤饼含湿量难以控制的问题,具有较高生产效率高。
以上技术特征构成了本实用新型的最佳实施例,其具有较强的适应性和最佳实施效果,可根据实际需要增减非必要的技术特征,来满足不同情况的需求。
Claims (6)
1.一种可控制浆料浓度的自动过滤器,其特征在于包括过滤器罐体、滤拍、出液总管、空气喷射器、滤液罐和反吹总管;过滤器罐体的上端固定安装有进料管,进料管上固定安装有浆液泵,在过滤器罐体的上部内腔中固定安装有至少三个的滤拍并分为三组,每个滤拍均包括滤框、前滤网和后滤网,在滤框的前后两侧分别密封固定安装有前滤网和后滤网,滤框、前滤网和后滤网之间共同组成了过滤腔,对应过滤腔的滤框上有安装孔,在每个安装孔内分别固定安装有出液支管,每条出液支管的另一端穿过过滤器罐体并分别与出液总管固定安装在一起,出液总管的另一端与空气喷射器的进口处固定安装在一起,空气喷射器的进口处固定安装有压力气进气管线,空气喷射器的出口与滤液罐的下部之间固定安装有气液管线,滤液罐的下端固定安装有滤液输送管线,在滤液输送管线上固定安装有滤液输送泵,在滤液罐的上端分别固定安装有放空管线和反吹总管,在每条出液支管上分别固定安装有反吹支管,反吹支管的另一端分别与反吹总管的另一端固定安装在一起;每条出液支管和每条反吹支管上分别固定安装有控制阀,压力气进气管线上固定安装有质量控制阀,放空管线上固定安装有放空压力控制阀,在过滤器罐体上固定安装有称重仪,称重仪的信号输出端与质量控制阀的开关控制端通过导线电连接在一起,在过滤器罐体的底部出口固定安装有旋转阀。
2.根据权利要求1所述的可控制浆料浓度的自动过滤器,其特征在于滤拍的数量为3的倍数,分为三组。
3.根据权利要求1或2所述的可控制浆料浓度的自动过滤器,其特征在于在过滤器罐体的上端固定安装有清液排出管。
4.根据权利要求1或2所述的可控制浆料浓度的自动过滤器,其特征在于进料管的另一端固定安装有进料罐。
5.根据权利要求3所述的可控制浆料浓度的自动过滤器,其特征在于进料管的另一端固定安装有进料罐。
6.根据权利要求5所述的可控制浆料浓度的自动过滤器,其特征在于清液排出管的另一端与进料罐固定安装在一起。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201420026987.XU CN203634916U (zh) | 2014-01-16 | 2014-01-16 | 可控制浆料浓度的自动过滤器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201420026987.XU CN203634916U (zh) | 2014-01-16 | 2014-01-16 | 可控制浆料浓度的自动过滤器 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203634916U true CN203634916U (zh) | 2014-06-11 |
Family
ID=50866200
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201420026987.XU Withdrawn - After Issue CN203634916U (zh) | 2014-01-16 | 2014-01-16 | 可控制浆料浓度的自动过滤器 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203634916U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103785211A (zh) * | 2014-01-16 | 2014-05-14 | 新疆独山子天利高新技术股份有限公司 | 可控制浆料浓度的自动过滤器及其使用方法 |
| CN106076068A (zh) * | 2016-08-08 | 2016-11-09 | 飞潮(无锡)过滤技术有限公司 | 一种固液分离过程中气体收集的闭路内循环装置 |
-
2014
- 2014-01-16 CN CN201420026987.XU patent/CN203634916U/zh not_active Withdrawn - After Issue
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103785211A (zh) * | 2014-01-16 | 2014-05-14 | 新疆独山子天利高新技术股份有限公司 | 可控制浆料浓度的自动过滤器及其使用方法 |
| CN103785211B (zh) * | 2014-01-16 | 2015-06-24 | 新疆独山子天利高新技术股份有限公司 | 可控制浆料浓度的自动过滤器及其使用方法 |
| CN106076068A (zh) * | 2016-08-08 | 2016-11-09 | 飞潮(无锡)过滤技术有限公司 | 一种固液分离过程中气体收集的闭路内循环装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN207012625U (zh) | 一种板框压滤机 | |
| CN203634916U (zh) | 可控制浆料浓度的自动过滤器 | |
| CN204246969U (zh) | 气箱分室布袋式除尘器 | |
| CN103785211B (zh) | 可控制浆料浓度的自动过滤器及其使用方法 | |
| CN209173482U (zh) | 一种快速自动固液分离用真空抽滤装置 | |
| CN209010514U (zh) | 一种内科使用的肿瘤细胞分离装置 | |
| CN208448765U (zh) | 一种过滤浓缩装置 | |
| CN209049068U (zh) | 一种压滤机进料装置 | |
| CN204841076U (zh) | 自动清洗式环隙脉冲压滤装置 | |
| CN201182936Y (zh) | 一种封闭式高温微孔过滤器 | |
| CN207856476U (zh) | 一种过滤设备 | |
| CN108744655A (zh) | 一种自清洗过滤装置及其过滤方法 | |
| CN201115804Y (zh) | 一种全系统密闭高压连续式过滤装置 | |
| CN209333334U (zh) | 动态过滤压榨一体化装置 | |
| CN202933575U (zh) | 固液过滤机 | |
| CN105327560A (zh) | 一种干粉砂浆粉末回收装置 | |
| CN220370785U (zh) | 一种用于制备硅溶胶的低压浓缩装置 | |
| CN213965505U (zh) | 干式自动脱渣过滤器及固液分离系统 | |
| CN205340252U (zh) | 一种压滤干燥脱水设备 | |
| CN205019808U (zh) | 滤布过滤浆液增浓器 | |
| CN209405788U (zh) | 一种组合式真空密封连续过滤装置 | |
| CN204073568U (zh) | 膜式过滤机 | |
| CN218980588U (zh) | 一种氧化铝厂立式压滤机滤布再生系统 | |
| CN205549759U (zh) | 动态过滤上料系统 | |
| CN208660511U (zh) | 全自动过滤浓缩一体化装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| AV01 | Patent right actively abandoned |
Granted publication date: 20140611 Effective date of abandoning: 20150624 |
|
| RGAV | Abandon patent right to avoid regrant |