CN203566021U - 曲柄轴腰形孔高效线切割定位工装 - Google Patents
曲柄轴腰形孔高效线切割定位工装 Download PDFInfo
- Publication number
- CN203566021U CN203566021U CN201320772016.5U CN201320772016U CN203566021U CN 203566021 U CN203566021 U CN 203566021U CN 201320772016 U CN201320772016 U CN 201320772016U CN 203566021 U CN203566021 U CN 203566021U
- Authority
- CN
- China
- Prior art keywords
- positioning
- base
- positioning tool
- crank shaft
- linear cutting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Abstract
本实用新型涉及曲柄轴腰形孔高效线切割定位工装,包括底座,底座上带有U形凸台,凸台中间的U形槽底部及侧壁均带有安装孔,所述安装孔内分别装有钢套,所述侧壁上的安装孔内安装有调节螺母,所述底部的安装孔内安装曲柄轴,调节螺母顶部顶住曲柄轴顶部的台面;底座的底面带有定位孔,凸台的顶面带有定位销,上下两个底座之间通过所述定位孔与所述定位销定位配合;本实用新型结构简单,使用灵活方便,加工效率高,精度易保证。
Description
技术领域
本实用新型涉及工装夹具技术领域,尤其涉及一种用于曲柄轴进行腰形孔切线割的定位装置。
背景技术
曲柄轴工件虽然结构比较简单,普通机床均可对其进行各种铣,钻等加工,但对于精度要求较高的情况,对工装夹具的要求也较高,必须使用专用的工装才能保证其加工精度,尤其是在进行特殊加工时,如腰形孔的线切割加工时,更要保证其精度,同时也要保证加工效率。
实用新型内容
本实用新型针对现有技术中的上述缺点,提供一种曲柄轴腰形孔高效线切割定位工装,其结构简单,使用灵活方便,加工效率高,精度易保证。
本实用新型所采用的技术方案如下:
曲柄轴腰形孔高效线切割定位工装,包括底座,底座上带有U形凸台,凸台中间的U形槽底部及侧壁均带有安装孔,所述安装孔内分别装有钢套,所述侧壁上的安装孔内安装有调节螺母,所述底部的安装孔内安装曲柄轴,调节螺母顶部顶住曲柄轴顶部的台面;底座的底面带有定位孔,凸台的顶面带有定位销,上下两个底座之间通过所述定位孔与所述定位销定位配合;
进一步的技术方案如下:
所述调节螺母与铜套为螺纹配合。
本实用新型的优点在于:同时设置多个底座,使其相互配合,而且每个底座上设置U形凸台形成U形槽,将曲柄轴通过铜套固定于U形槽内,通过简单的螺母均铜套的精密配合实现对曲柄轴一端的装夹定位,进而对其另一端柱体进行线切割加工,同时对多个曲柄轴进行加工,结构简单,方便装夹,效率高,精度易保证。
附图说明
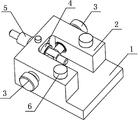
图1为本实用新型的使用状态图(图中只画出1个底座)。
具体实施方式
下面结合附图,说明本实用新型的具体实施方式。
如图1所示,本实用新型包括数个相互配合的底座1,各底座1上带有U形凸台2,凸台2中间的U形槽底部及侧壁均带有安装孔,所述安装孔内分别装有钢套4,所述侧壁上的安装孔内安装有调节螺母3,调节螺母3与钢套4采用螺纹配合,有利于控制其进给调节精度,所述底部的安装孔内安装曲柄轴5,调节螺母3顶部顶住曲柄轴5顶部的台面,钢套4与曲柄轴5采用间隙配合,方便加工后的拆卸;底座1的底面带有定位孔,凸台2的顶面带有定位销6,上下两个底座1之间通过所述定位孔与所述定位销6定位配合,能够同时从下至下对多个曲柄轴进行腰形孔线切割加工,并且保证同样的精度要求;
本实用新型的使用方法如下:
第一步,将第一个底座1连同U形凸台2紧固于工作台上;
第二步,在U形槽底部及侧壁的安装孔内分别放入钢套4;
第三步,把调节螺母3装入所述U形槽侧壁安装孔内的钢套4内;
第四步,将曲柄轴5装入所述U形槽底部安装孔内的钢套4内;
第五步,调整调节螺母3,使其端部从曲柄轴5两侧对其进行夹紧;
第六步,检测曲柄轴5伸入所述U形槽内的一端端面与底座1与垂直度;
第七步,将第二个底座1底面上的定位孔与第一个底座1上的定位销6配合,重复第二至第六步,直到安装所能安装的底座数量;
第八步,从上至下对各曲柄轴5伸出所述U形槽外的一端外圆线切割腰形孔。
以上描述是对本实用新型的解释,不是对实用新型的限定,本实用新型所限定的范围参见权利要求,在本实用新型的保护范围之内,可以作任何形式的修改。
Claims (2)
1.曲柄轴腰形孔高效线切割定位工装,包括数个相互配合的底座(1),其特征在于:各底座(1)上均带有U形凸台(2),凸台(2)中间的U形槽底部及侧壁均带有安装孔,所述安装孔内分别装有钢套(4),所述侧壁上的安装孔内安装有调节螺母(3),所述底部的安装孔内安装曲柄轴(5),调节螺母(3)顶部顶住曲柄轴(5)顶部的台面;底座(1)的底面带有定位孔,凸台(2)的顶面带有定位销(6),上下两个底座(1)之间通过所述定位孔与所述定位销(6)定位配合。
2.如权利要求1所述的曲柄轴腰形孔高效线切割定位工装,其特征在于:调节螺母(3)与钢套(4)为螺纹配合。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320772016.5U CN203566021U (zh) | 2013-11-28 | 2013-11-28 | 曲柄轴腰形孔高效线切割定位工装 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320772016.5U CN203566021U (zh) | 2013-11-28 | 2013-11-28 | 曲柄轴腰形孔高效线切割定位工装 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203566021U true CN203566021U (zh) | 2014-04-30 |
Family
ID=50533779
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201320772016.5U Expired - Fee Related CN203566021U (zh) | 2013-11-28 | 2013-11-28 | 曲柄轴腰形孔高效线切割定位工装 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203566021U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103639550A (zh) * | 2013-11-28 | 2014-03-19 | 无锡市航鹄科技有限公司 | 曲柄轴腰形孔高效线切割定位工装 |
-
2013
- 2013-11-28 CN CN201320772016.5U patent/CN203566021U/zh not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103639550A (zh) * | 2013-11-28 | 2014-03-19 | 无锡市航鹄科技有限公司 | 曲柄轴腰形孔高效线切割定位工装 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102975057A (zh) | 弧面钻孔加工定位工装 | |
| CN103639766A (zh) | 钻孔用定位夹具 | |
| CN103658760A (zh) | 弧形板钻孔定位装置 | |
| CN203228038U (zh) | 一种加工法兰上孔的专用工装 | |
| CN203649733U (zh) | 一种汽车前副车架焊装夹具 | |
| CN203566021U (zh) | 曲柄轴腰形孔高效线切割定位工装 | |
| CN202964168U (zh) | 弧面钻孔加工定位工装 | |
| CN103639482B (zh) | 高精密钻孔加工工装 | |
| CN104708064A (zh) | 钻孔用定位夹具的使用方法 | |
| CN203566025U (zh) | 曲柄轴线切割定位工装 | |
| CN103659336B (zh) | 弧面钻双孔定位工装 | |
| CN103639550A (zh) | 曲柄轴腰形孔高效线切割定位工装 | |
| CN203565928U (zh) | 高精密钻孔加工工装 | |
| CN203566298U (zh) | 弧面钻双孔定位工装 | |
| CN103100898B (zh) | 高精度钻孔工装 | |
| CN203956796U (zh) | 一种支臂与内芯压入式悬置装配夹具 | |
| CN203918548U (zh) | 铁路精具加工辅助夹具 | |
| CN203817828U (zh) | 一种用于加工触臂马赫载体的工装 | |
| CN203565925U (zh) | 高精密钻孔用定位装置 | |
| CN104440104A (zh) | 一种变速器箱体两面孔系群钻群攻装置 | |
| CN104708385A (zh) | 曲柄轴腰形孔高效线切割定位工装及其使用方法 | |
| CN103100911A (zh) | 精镗内孔加工定位装置 | |
| CN202964211U (zh) | 精镗内孔加工定位装置 | |
| CN203566353U (zh) | 高精度打孔定位装置 | |
| CN102990432A (zh) | 线切割定位工装 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20140430 Termination date: 20141128 |
|
| EXPY | Termination of patent right or utility model |