CN203509232U - 用于微线段齿轮加工的磨前滚刀 - Google Patents
用于微线段齿轮加工的磨前滚刀 Download PDFInfo
- Publication number
- CN203509232U CN203509232U CN201320650633.8U CN201320650633U CN203509232U CN 203509232 U CN203509232 U CN 203509232U CN 201320650633 U CN201320650633 U CN 201320650633U CN 203509232 U CN203509232 U CN 203509232U
- Authority
- CN
- China
- Prior art keywords
- tooth
- gear
- sword
- grinding
- curve
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000012545 processing Methods 0.000 title claims abstract description 30
- 238000005520 cutting process Methods 0.000 claims abstract description 30
- 230000007704 transition Effects 0.000 claims description 16
- 238000005096 rolling process Methods 0.000 claims description 14
- 230000009471 action Effects 0.000 claims description 8
- 239000002184 metal Substances 0.000 claims description 5
- 229910052751 metal Inorganic materials 0.000 claims description 5
- 238000000034 method Methods 0.000 abstract description 22
- 230000008569 process Effects 0.000 abstract description 13
- 238000004519 manufacturing process Methods 0.000 abstract description 6
- 238000009826 distribution Methods 0.000 abstract description 3
- 230000035508 accumulation Effects 0.000 abstract 1
- 238000009825 accumulation Methods 0.000 abstract 1
- 238000010586 diagram Methods 0.000 description 13
- 238000005452 bending Methods 0.000 description 9
- 238000013461 design Methods 0.000 description 8
- 230000008878 coupling Effects 0.000 description 7
- 238000010168 coupling process Methods 0.000 description 7
- 238000005859 coupling reaction Methods 0.000 description 7
- 230000005540 biological transmission Effects 0.000 description 5
- 238000003754 machining Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- YTCQFLFGFXZUSN-BAQGIRSFSA-N microline Chemical compound OC12OC3(C)COC2(O)C(C(/Cl)=C/C)=CC(=O)C21C3C2 YTCQFLFGFXZUSN-BAQGIRSFSA-N 0.000 description 4
- 238000006467 substitution reaction Methods 0.000 description 4
- 230000008859 change Effects 0.000 description 3
- 230000021615 conjugation Effects 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 229910001651 emery Inorganic materials 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 238000010923 batch production Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 230000009466 transformation Effects 0.000 description 2
- NAWXUBYGYWOOIX-SFHVURJKSA-N (2s)-2-[[4-[2-(2,4-diaminoquinazolin-6-yl)ethyl]benzoyl]amino]-4-methylidenepentanedioic acid Chemical compound C1=CC2=NC(N)=NC(N)=C2C=C1CCC1=CC=C(C(=O)N[C@@H](CC(=C)C(O)=O)C(O)=O)C=C1 NAWXUBYGYWOOIX-SFHVURJKSA-N 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- 230000036346 tooth eruption Effects 0.000 description 1
- 238000012795 verification Methods 0.000 description 1
Images










Landscapes
- Gear Processing (AREA)
Abstract
本实用新型涉及一种微线段齿轮加工用磨前滚刀。所述磨前滚刀的切削刃法向齿廓是由主切削刃段、齿顶圆弧段、特征曲线连接段组成,其中主切削刃段是用于加工微线段齿轮对正常啮合接触齿廓曲线段,由微段曲线或微段直线光滑连接而成,长度不大于1微米;特征曲线连接段是磨前滚刀刀齿齿顶圆弧段与微线段齿廓段的连接曲线段,其走向、长度与待加工微线段齿轮的模数、初始压力角、压力角增量、磨削余量、磨削余量的分布形式等有关。本实用新型针对根切圆弧段和特征过度曲线段的走向和长度的理论计算和经验提出,尽可能地使高精度微线段齿轮达到特定的使用要求和批量化生产条件。
Description
技术领域
本实用新型属于机械加工刀具技术领域,具体涉及一种微线段齿轮磨前滚齿刀具,尤其是针对采用成型砂轮磨齿精加工方式的硬齿面微线段齿轮的一种磨前滚齿加工刀具。
背景技术
齿轮传动作为机械传动中的一种重要的传动方式,在实际工程中应用极其广泛。微线段齿轮(专利号ZL2004100656163.3)具有比渐开线齿轮更好的齿根弯曲强度和齿面接触强度,但是由于齿形齿廓不同于普通渐开线齿廓,故不能用现有加工渐开线齿轮的方法进行加工。此外,CN200820034342.5实用新型专利中提出的微线段齿轮的滚刀只能加工一般精度的微线段齿轮,无法用于传动精度要求高、高速、重载情况下的高精度微线段齿轮加工。在加工齿数小于17的非变位齿轮时,如果齿轮轮齿根部不产生根切,针对需要后期精加工磨齿的微线段齿轮,磨齿时轮齿根部会出现磨削台阶,产生应力集中,且由于没有出现根切故不能产生让刀槽的效果,很容易破坏齿轮齿根,不利于轮齿的抗弯曲疲劳强度,并导致砂轮边缘过热、磨损,这种磨削台阶不仅降低了齿轮的传动效率,增大了齿轮啮合时的噪声,还缩短了砂轮的使用寿命;如果齿根根切过深,则齿轮齿根部厚度会减小,则不利于齿轮的齿根弯曲强度,并缩短了齿轮有效啮合段的长度,从而降低了齿轮传动的重合度,降低了啮合效率。专利CN200820034342.5提出的微线段滚刀,由于没有留有磨削余量且磨削后无法保证微线段齿轮齿廓接触段与齿顶圆弧的圆滑连接,也无法适于微线段齿轮的磨前加工。
齿轮的高精度加工有多种方式,而对于微线段齿轮选定滚齿与成型磨齿的组合加工方式是基于以下原因。1.滚齿加工效率高。与其它齿轮一样,切削加工方法仍是微线段齿轮加工的一种最重要的方法,而其中又以滚切加工最为常用,当批量较大时更是如此。2.滚齿加工制造简单、成本低。采用滚齿加工可利用现有机床,只需更换相应的滚刀具即可,因此成本大大降低。3.目前,磨齿工艺仍然是齿轮精加工最重要的手段,其最大优点是能加工淬硬齿轮且加工精度高,特别针对国内由于材料、锻件正火以及热处理变形等因素对齿轮件精度的影响,通过磨齿工艺消除热处理后产生的变形,这就是磨齿工艺越来越引起人们重视的重要原因。但是,目前用于加工常规渐开线齿轮的磨前滚刀,由于其刀齿切削刃形状与微线段齿轮齿廓不相吻合,此外在中国专利CN200820034342.5提出的微线段齿轮滚刀,由于没有留有磨削余量、无法产生适当根切,且磨削后无法保证微线段齿轮齿廓接触段与齿顶圆弧的圆滑连接,也无法适于微线段齿轮的磨前加工。
实用新型内容
为了克服上述背景技术中所述的微线段齿轮精加工工序中存在的问题,本实用新型提供一种能够加工出微线段齿轮齿廓并能使被加工微线段齿轮产生适当根切、留有磨削余量的磨前专用微线段磨前滚刀。在实际生产中,针对模数相同、磨削余量分布形式相同而磨削余量不同的同一批次齿轮的磨前滚刀,能够为制造方便和批量生产提供技术支持。
具体的技术解决方案如下:
用于微线段齿轮加工的磨前滚刀,包括滚刀,所述滚刀的基圆柱11上均布刀齿,每个刀齿上分别设有前刀面1、顶刃2、右侧刃3、左侧刃4、背铲顶后面5、右侧后刀面6和左侧后刀面7,其中右侧刃3的中下段和左侧刃4的中下段均为主切削刃,顶刃2和两侧的主切削刃之间分别设有特征过渡曲线8,右侧刃3、左侧刃4和顶刃2沿滚刀螺旋线向后延伸分别形成右侧后刀面6、左侧后刀面7和背铲顶后面5,所述顶刃2、右侧刃3、左侧刃4和特征过度曲线8构成滚刀的法向齿廓,所述顶刃2为圆弧形;前刀面1的法线方向与右侧后刀面6或左侧后刀面7之间形成侧刃后角αc,且两侧的侧刃后角αc的角度相同;前刀面1的法线方向与背铲顶后面5之间形成顶刃后角αe,基圆柱11的圆周上相邻刀齿之间的间隙为容屑槽10;
主切削刃的形状与被加工微线段齿轮的齿廓曲线的形状相似,滚刀的法向齿廓曲线是由长度为不大于1微米的微段曲线或微段直线光滑连接而成,主切削刃与被加工微线段齿轮的齿廓曲线之间的间隙就是后期磨齿加工的磨削余量,磨削余量从被加工齿轮的齿顶到齿根逐渐减小;
所述特征过度曲线8的曲率半径rt是0.82~0.85m的圆弧,特征过度曲线8圆心的位置与圆弧形的顶刃2圆心之间的位置关系是yt=y齿顶圆弧-(0.9~0.94)·m,xt=-(1.08~1.02)·m,其中yt和xt分别是特征过度曲线8圆心的纵坐标和横坐标,y齿顶圆弧和x齿顶圆弧分别是圆弧形的顶刃2圆心的纵坐标和横坐标,m是被加工齿轮的模数;
所述顶刃2的圆弧曲率半径rj=min(rj1,rj2),rj1和rj2可以根据下列公式计算得到, 其中,rj1为单元头齿
顶圆弧半径,rj2为双圆头齿顶圆弧半径,sn0为节圆齿厚,s0为未作过渡圆弧时齿顶厚,xc为该点横坐标,αc为该点处压力角,hc为有效啮合齿顶高,ha0为节圆齿顶高;
所述侧刃后角αc的取值范围是1.8°~2.2°,所述顶刃后角αe应在17°~19°范围内,选择原则是:较高的切削速度和较小进给量选择较大的顶刃后角和侧刃后角;
所述滚刀的滚切有效啮合长度lm和切除齿槽中的金属所需的滚刀长度lc可按下式计算,lm=|ρmkcosαk|max,其中,ρmk为该点处的曲率半径,αk为该点处的压力角,ra为被加工微线段齿轮齿顶圆半径,h为被加工微线段齿轮全齿高,λ0为磨前滚刀螺旋升角;
所述容屑槽10方向与滚刀的轴线方向一致,其形状呈圆弧状。
本实用新型磨前滚刀的结构设计包括磨前滚刀刀齿齿形、齿廓的设计计算以及磨前滚刀外形长度的设计计算。
用本实用新型磨前滚刀加工微线段齿轮,相当于空间交错轴螺旋齿轮的啮合,也就是磨前滚刀基本蜗杆和被加工微线段齿轮作空间螺旋啮合的过程。
1.微线段齿轮磨前滚刀(容屑槽为直槽)刀齿齿形设计计算
1)空间媒介齿条法
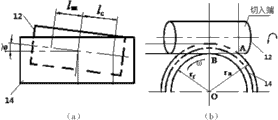
图4(b)所示为啮合磨前滚刀齿条刀具12与被加工微线段齿轮14的啮合情况,图4(a)所示为啮合磨前滚刀齿条刀具12与啮合斜齿条II13的啮合情况,图4(c)所示为被加工微线段齿轮14与啮合斜齿条I15的啮合情况,被加工微线段齿轮14的轴线垂直于啮合斜齿条II13和啮合斜齿条I15的端面。
如图4(d)所示,因为啮合斜齿条Ⅰ15、啮合斜齿条Ⅱ13的法向齿形相同且都等于空间媒介直齿齿条Ⅰ-Ⅱ16的齿形,故这个空间媒介直齿齿条Ⅰ-Ⅱ16就可同时与被加工微线段齿轮14及啮合磨前滚刀齿条刀具12啮合,如将空间媒介直齿齿条Ⅰ-Ⅱ16抽掉,则啮合磨前滚刀齿条刀具12及被加工微线段齿轮14就各绕其自己的轴心旋转,这就相当于螺旋齿轮传动,只有它们具有相等的初始参数及法向周节时才能正确连续啮合。
上文中提出的空间媒介直齿齿条Ⅰ-Ⅱ16,使用这种方法可以将空间啮合问题转化为平面啮合问题。
由于本实用新型讨论的是直齿微线段齿廓齿轮,所以在应用该方法时,被加工微线段齿轮14为直齿轮,啮合斜齿条I15与空间媒介直齿齿条Ⅰ-Ⅱ16一致。
2)与被加工微线段齿轮14齿形共轭的啮合斜齿条Ⅰ15的齿形
由微线段齿轮的构造原理可求得标准微线段齿条齿廓曲线方程,它就是上述媒介齿条法中的空间媒介直齿齿条Ⅰ-Ⅱ16及啮合斜齿条Ⅰ15的齿形。
设被加工微线段齿轮14的齿轮齿形坐标系为x1o1y1,啮合斜齿条Ⅰ15的坐标系为xt1ot1yt1,xt1ot1yt1平面与被加工微线段齿轮14的轴线垂直,在此平面中与被加工微线段齿轮14齿形共轭的啮合斜齿条Ⅰ15法向齿形方程式为:
式中,ρmk为第mk点的曲率半径;
δi为第i个基圆的圆心角;
αk为对应第k点压力角。
3)求与磨前滚刀轴线垂直的平面中的啮合斜齿条Ⅱ13齿形啮合斜齿条Ⅱ13,啮合斜齿条Ⅰ15对合,故啮合斜齿条Ⅰ15的齿形方程就是啮合斜齿条Ⅱ13的法向齿形方程。
如图5所示,T-T截面与磨前滚刀轴线垂直,在此截面中建立啮合斜齿条Ⅱ13坐标系xtotyt,设磨前滚刀基圆柱11上的螺旋升角为λ,则T-T截面中啮合斜齿条Ⅱ13齿形为
4)求磨前滚刀基本蜗杆的端面齿形
因为与磨前滚刀轴线垂直截面T-T中的啮合斜齿条Ⅱ13齿形已知,因此,可以求出与之共轭的磨前滚刀基本蜗杆端面齿形方程。
图6(a)所示,建立啮合斜齿条Ⅱ13坐标系xtotyt及磨前滚刀端面坐标系x′0O′y′0,xt轴与啮合斜齿条Ⅱ13节线重合,o′位于磨前滚刀轴心线上,r′0为磨前滚刀节圆半径,开始时,yt轴与y′0轴重合,p为啮合节点,M(xt,yt)为啮合斜齿条Ⅱ13齿形上的任一点,过M点齿形法线交xt轴于p′点,设其坐标为(l,0),γ为过M点齿形切线与xt轴夹角。则可写出直线Mp′的方程
式中:
因为p′(l,0)为直线上一点,将Y=0代入上式可得
l=X=yttgγ+xt (5)
当啮合斜齿条Ⅱ13向左移动l后,如图6(b)所示,p′点与p点重合,此时M成为接触点,设磨前滚刀转动角度为 因此:
因此:

根据坐标变换原理即可求得磨前滚刀基本蜗杆端面齿形

即

将式(1)~式(6)代入式(7),得

上式中含有微分式 由于微线段齿廓齿形曲线不是一条单一曲线,因此,很难得到
由于微线段齿廓齿形曲线不是一条单一曲线,因此,很难得到 的显式表达式,但可以根据微分的定义用数值方法计算,根据微分的定义有
的显式表达式,但可以根据微分的定义用数值方法计算,根据微分的定义有
因为微线段齿轮相邻两个零点间线段很短,可以认为已趋于零,因此
式(10)即为磨前滚刀基本蜗杆的端面齿形。
5)求磨前前刀面(1)的齿形
当得到磨前滚刀基本蜗杆端面齿形后,可将端面齿形上各点作螺旋运动到前刀面上(1),构成磨前滚刀前刀面(1)上的齿形。
图7中,设端面齿形上M点(x′0,y′0,0)的向径ry0与坐标轴y0夹角为θt,前刀面(1)距y0轴距离为e,则
M点作螺旋运动至磨前滚刀前刀面(1)上的M′点,设其坐标为(x0e,y0e,z0e),若螺旋运动的螺距为p,则
将上式展开,作三角变换,并将关系式(10)代入其中,得
x0e=e
y0e=ry0cosθ0 (13)
注意到磨前滚刀基本蜗杆中,分圆半径为r′0,螺纹升角为λ,则式(12)中螺距p为
式(13)即为磨前滚刀前刀面(1)的方程。
2.微线段齿轮磨前滚刀结构设计
2.1齿顶后角
设磨前滚刀齿顶后角为αe,在磨前滚刀半径为ry0处的法向侧刃后角为αc,该处齿形角为αy,如图7所示。则有以下关系式成立:
tgαc=tgαeysinαy (15)
设磨前滚刀每齿铲背量为K,圆周齿数为Zk,则有关系式:
将关系式(16),(17)代入(15)得
磨前滚刀齿顶后角αe的确定,应能保证其侧刃有必要的后角,而微线段齿轮齿廓上各点的齿形角是变化的,并且齿形角最小是在分度圆处,即为所选定的初始压力角参数α0,一般而言,微线段齿轮的初始压力角α0较小,相比渐开线齿轮要小得多,所以在选择微线段齿轮的基本参数时,对于需用滚切法加工的微线段齿轮,一般建议α0不小于6°。从式(18)可看出,为保证侧刃具有必要的后角αc,必须采用较大的顶刃后角αe。一般地,侧刃后角αc的取值范围是1.8°~2.2°,顶刃后角αe应在17°~19°范围内,齿形角αy由式(18)计算得到。具体数值要根据刀具切削速度和进给量进行选择,一般是较高的切削速度和较小进给量选择较大的顶刃后角和侧刃后角。
2.2磨前滚刀长度
磨前滚刀的最小长度应满足两个要求:
1、能完整包络出齿轮的齿廓。
2、磨前滚刀的边缘刀齿不应负荷过重。
(1)包络齿轮齿廓所需的磨前滚刀长度
如图9所示,将磨前滚刀与被加工微线段齿轮14的啮合近似地看作假想啮合齿条18与假想啮合齿轮17的啮合,图9中,A1PB1为右侧齿廓的啮合线,A2PB2为左侧齿廓的啮合线,则左右啮合区的长度为为求的长度,应先求出啮合线方程,对左侧齿廓而言,啮合线方程为:

上式中,ρmk,αk为该处的曲率半径和压力角。
左右啮合区长度 即为两条啮合线的齿顶部分在磨前滚刀轴线方向的投影之和,即
即为两条啮合线的齿顶部分在磨前滚刀轴线方向的投影之和,即
由此可见,滚切微线段齿轮的有效啮合长度决定于磨前滚刀的基本参数,而与被加工的微线段齿轮齿数无关。
表1滚切微线段齿轮的有效啮合长度(单位:mm)
| 模数m | 有效啮合长度lm |
| 1 | 4.64 |
| 2 | 8.448 |
| 3 | 11.979 |
| 4 | 15.461 |
| 5 | 18.838 |
上
表1列出了部分模数下滚切微线段齿轮的有效啮合长度值。
(2)切除齿槽中的金属所需的磨前滚刀长度
如图10(a)所示,在磨前滚刀的切入端,在啮合长度lm之外的磨前滚刀刀齿虽不参加包络齿廓的工作,但却从微线段齿轮毛坯的齿槽中切除金属,这部分必须有足够的长度,否则将使开始切入的刀齿负荷过重,造成刀齿的损坏。为简化计算,可以认为磨前滚刀刀齿是从图10(b)中的A点开始切入齿坯的,这样做偏安全。因此,磨前滚刀切入部分应有 长度:
长度:
式中:ra:被加工微线段齿轮齿顶圆半径;
h:被加工微线段齿轮全齿高。
将 反映到磨前滚刀轴线方向,其长度为
反映到磨前滚刀轴线方向,其长度为
从上式可以看出,lc与微线段齿轮的三个基本参数无关而只与全齿高有关,因而微线段齿轮磨前滚刀的这部分长度可按渐开线齿轮刀具的数据确定。
在磨前滚刀的切出端,磨前滚刀主要完成包络齿形的工作,即切出端长度应按式(20)计算,在磨前滚刀的切入端,磨前滚刀主要完成从被加工微线段齿轮齿槽中剔除金属的任务,故切入端长度应按式(22)计算,这样,磨前滚刀所需全长即为lm+lc。
从以上分析可知,按推荐的初始参数制作的微线段齿轮磨前滚刀的长度可按相应的渐开线齿轮数据按标准选取,这样偏于安全,但当初始参数改变或被加工微线段齿轮14的齿数较大时,必须按式(20)及式(22)来计算或校验磨前滚刀长度。
2.3磨前滚刀齿顶圆弧
磨前滚刀的齿顶圆弧对磨前滚刀的耐用度及被加工的微线段齿轮14齿形是否正确都有重要的影响。磨前滚刀的最大磨损产生在齿顶圆弧处,齿顶圆弧越小,越容易磨损。因此,齿顶圆弧应尽可能做大些,同时,研究也表明,微线段齿轮的齿根过渡圆角对轮齿的弯曲疲劳强度影响较大,为改善齿轮质量,延长使用寿命,应增大齿轮的齿根圆角。当用磨前滚刀加工微线段齿轮时,构成被加工微线段齿轮14齿根圆角的过渡曲线是由磨前滚刀齿顶圆弧形成的,即从改善齿轮性能的角度出发也应增大磨前滚刀齿顶圆弧半径,但它受齿轮齿底过渡曲线允许高度的限制。
滚齿时,我们把磨前滚刀近似看成为啮合磨前滚刀齿条刀具12,由啮合磨前滚刀齿条刀具12齿顶圆弧所形成的过渡曲线轨迹为圆角中心轨迹(长幅渐开线)的等距线。而磨前滚刀的最大齿顶圆弧是切于其顶刃和两侧刃的圆弧。如图11所示。
限制磨前滚刀齿顶圆弧半径rj的条件是:用该磨前滚刀所加工的微线段齿轮14与配对齿轮20啮合时是否会产生过渡曲线干涉,即验算齿根上过渡曲线起点处半径rc是否小于微线段齿轮有效啮合起点半径rG,否则就需减小rj值。
(1)求被加工微线段齿轮有效啮合起始点G的半径。
如图12所示,设被加工微线段齿轮14与配对齿轮19相啮合,曲线EPG为其啮合线,其中P为节点。则配对齿轮19的齿顶圆与啮合线的交点G即为被加工微线段齿轮14齿廓上的有效啮合起始点,连接PG,则GP方向为配对齿轮19齿顶圆处的齿廓法线,过G作配对齿轮19齿顶圆的切线,根据压力角的定义知:∠BGC即为配对齿轮19齿顶圆压力角αa2。在ΔO2PG中:
O2P=r2,O2G=ra2,
∴
∴
在ΔO1O2G中,O1O2=r1+r2,O2G=ra2,∠PO2G由式(24)定义,则:
(2)不发生过渡曲线干涉条件
参见图11,设啮合磨前滚刀齿条刀具12的有效齿廓(即侧刃在齿顶高ha以下的部分)最高点c的坐标为(xc,yc),c点在被加工微线段齿轮14齿廓上的共轭点为c′,其坐标为(x′c,y′c)。为避免过渡曲线干涉,被加工微线段齿轮14过渡曲线起始点应低于有效啮合起始点G,即
式中,x′c,y′c可根据xc,yc值按照ZL2004100656163.3实用新型专利上的微线段齿轮的齿廓曲线方程计算。
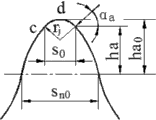
(3)求可能的最大齿顶圆弧半径
齿顶圆弧有两种形式,一种是与顶刃相切于d点(如图13a所示),呈单元头齿顶圆弧;另一种是与侧刃切于c点(如图13b所示),呈双圆头齿顶圆弧,针对微线段齿轮“上凸下凹”的齿廓特点,为了保证齿根部的弯曲强度,磨前滚刀一般推荐采用单圆头式齿顶圆弧的设计,此外,可能的最大齿顶圆弧为两者中的较小者。
在图13所示坐标系中,c点坐标(xc,yc),压力角αc,xc及yc应能满足式(26)。图13中有效啮合齿顶高hc即为其纵坐标yc,设未作过渡圆弧时齿顶厚为s0,则对螺旋槽零前角磨前滚刀,有
对于图13(a)所示情况有
对于图13(b)所示情况有
则齿顶圆弧半径为:
rj=min(rj1,rj2) (30)
rj1为单元头齿顶圆弧半径,rj2为双圆头齿顶圆弧半径,sn0为节圆齿厚,s0为未作过渡圆弧时齿顶厚,xc为该点横坐标,αc为该点处压力角,hc为有效啮合齿顶高,ha0为节圆齿顶高。
其中:
表2微线段齿轮磨前滚刀齿顶圆弧计算值(单位:mm)
| 模数m | rjmax |
| 1 | 0.5762(0.5762m) |
| 2 | 1.1302(0.5651m) |
| 3 | 1.6814(0.5605m) |
| 4 | 2.2203(0.5551m) |
| 5 | 2.7604(0.5521m) |
| 6 | 3.2809(0.5468m) |
| 8 | 4.39(0.5488m) |
| 10 | 5.2033(0.5203m) |
表中m表示模数
上表2为根据以上方法得到的一组计算值,得出最优磨前滚刀齿顶圆弧曲率半径为(0.52~0.58)·m,其中m为磨前滚刀的模数。
本实用新型磨前滚刀的有益技术效果体现在以下方面:
1、本实用新型专利可实现专利号为ZL2004100656163.3的实用新型专利中提出的微线段齿轮的磨前加工,为后续磨削加工奠定基础,以实现高精度硬齿面微线段齿轮的生产和制造;
2、本实用新型可以在不改变传统滚齿机结构的前提下实现微线段齿轮的高效滚切加工,能够实现批量生产磨前粗加工微线段齿轮,可以有效地提高磨前滚齿加工效率,同时提高被加工微线段齿轮的使用寿命、传动效率和使用性能;
3、以本实用新型实施滚切加工的微线段齿轮最少齿数仅为8个齿,而常规的渐开线齿轮不根切的最少齿数为17;
由于受到齿轮自身特点的影响,已有齿轮滚刀很难加工出产生的根切不影响使用的小齿数齿轮以及在使用成型砂轮磨削掉给定余量后达到齿轮的圆弧齿顶与接触齿廓平滑连接过度,同时又能精确传动,不影响齿轮使用性能,包括噪声和效率。在不根切的情况下,若取齿顶高系数为1,顶隙系数为0.25,齿轮压力角为20°,则已有的渐开线滚刀加工的最少齿数为17;而当取齿顶高系数仍为1,顶系系数仍为0.25,并取初始压力角为6°时,本实用新型中提出的微线段齿轮磨前滚刀可以加工出齿数为8的齿轮,从而可以实现更大的传动比,输出更大的力矩,提高齿轮系统的承载能力,或者减小齿轮系的体积,进而降低传动系统的质量;
4、本实用新型通过将磨前滚刀的齿顶圆弧曲率半径设置为(0.52~0.58)·m,m为被加工齿轮模数,使所加工的齿轮具有较强的弯曲强度承载能力。
磨前滚刀的齿顶圆弧对切出的齿轮过渡曲线有着直接的影响。齿顶圆弧曲率半径越小,被加工出来的齿轮的抗弯曲能力越强,特征过渡曲线与齿轮齿廓越不容易出现干涉,相反,则加工出的齿轮的特征过渡曲线越平滑,不易出现应力集中现象,故齿顶圆弧曲率半径存在有一个上、下限值。本实用新型中将磨前滚刀齿顶圆弧的曲率半径设置为(0.52~0.58)·m,既能保证正确的齿形,又能获得较强的弯曲强度承载能力;
5、与该磨前滚刀轴向平行的圆弧状的容屑槽使加工硬齿面齿轮产生的片状铁屑更好聚集在容屑槽内,在快速滚切下,不会大面积、深度划伤已加工表面,此外圆弧状的容屑槽也会降低切削刃根部的应力集中,提高磨前滚刀的使用寿命;
6、该磨前滚刀在主切削刃形状与微线段齿轮啮合曲线段形状相似,由公式13求得,二者之间的距离差值是磨削余量的厚度,且主切削刃上的磨削余量分布形式呈自上而下递增趋势,达到齿轮齿廓重要啮合段小余量、精磨,齿根等部非重要啮合段大余量、粗磨的效果,这样在保证磨削精度的同时尽量降低成型砂轮边缘的磨削量,进而减少砂轮的磨损,提高磨削效率,同时保证齿根部较强的弯曲强度;
7、采用将齿轮啮合假想为齿轮齿条的啮合的方式,求取能完整包络齿轮齿廓的磨前滚刀最小长度,并确定不出现边缘刀齿负荷过重得现象,即可确定磨前滚刀的最小滚切长度,否则适当加大磨前滚刀长度直到满足使用要求,可以减小磨前滚刀体积,节约材料和不必要的加工成本;
8、容屑槽方向与磨前滚刀方向轴线方向一致,其形状呈圆弧状,方便制造、测量,并保证排屑正常,降低磨前滚刀刀齿与基圆柱连接处的应力集中现象。
附图说明
图1为磨前滚刀结构示意图。
图2为磨前滚刀前刀面齿廓示意图。
图3为磨前滚刀上的一个刀齿。
图4为磨前滚刀理论设计计算中的空间媒介齿条法示意图。
图5为图4中啮合斜齿条Ⅱ法向与端面齿形示意图。
图6(a)为图4中啮合斜齿条Ⅱ坐标系示意图。
图6(b)为图4中磨前滚刀端面坐标系示意图。
图7为磨前滚刀前刀面齿形坐标系示意图。
图8为磨前滚刀侧刃后角、齿顶后角与齿形角的关系位置图。
图9为啮合磨前滚刀齿条刀具与被加工微线段齿轮近似啮合的有效啮合区示意图。
图10(a)为磨前滚刀滚切的包络长度和切入长度示意图的主视图。
图10(b)为磨前滚刀滚切的包络长度和切入长度示意图的俯视图。
图11为啮合磨前滚刀齿条刀具齿顶圆弧示意图。
图12为被加工微线段齿轮与配对齿轮的有效啮合起始点示意图。
图13(a)为磨前滚刀齿顶过度单头圆角示意图。
图13(b)为磨前滚刀齿顶过度双头圆角示意图。
上图中序号:1前刀面、2顶刃、3右侧刃、4左侧刃、5背铲顶后面、6右侧后刀面、7左侧后刀面、8特征过度曲线、9基本螺旋表线、10容屑槽、11基圆柱、12啮合磨前滚刀齿条刀具、13啮合斜齿条II、14被加工微线段齿轮、15啮合斜齿条I、16空间媒介直齿齿条Ⅰ-Ⅱ、17假想啮合齿轮、18假想啮合齿条、19配对此齿轮。
具体实施方式
下面结合具体被加工的微线段齿轮参数,通过实施例进一步对本实用新型进行说明。
实际操作当中,要根据磨前滚刀材料、磨前滚刀热处理工艺、被切齿轮材料、磨前滚刀切削线速度和润滑等条件结合理论计算的数值范围选择合适的磨前滚刀特征参数。
实施例1:
表3被加工微线段齿轮参数
| 模数/mm | 齿数 | 初始压力角/度 | 压力角增量/度 | 初始基圆/mm | 齿顶高系数 | 顶隙系数 |
| 3 | 30 | 10.6 | 0.00085 | 818611.14 | 1.05 | 0.375 |
假设拟加工的微线段齿轮的基本参数如上表3所示。
如图1所示,用于微线段齿轮加工的磨前滚刀,所述磨前滚刀的基圆柱上均布刀齿,每个刀齿上分别设有前刀面1、顶刃2、右侧刃3、左侧刃4、背铲顶后面5、右侧后刀面6和左侧后刀面7,其中右侧刃3和左侧刃4均为主切削刃,顶刃2和两侧的主切削刃之间分别设有特征过渡曲线8,右侧刃3、左侧刃4和顶刃2沿磨前滚刀基本螺旋表线9向后延伸分别形成右侧后刀面6、左侧后刀面7和背铲顶后面5,所述顶刃2、右侧刃3、左侧刃4和特征过度曲线8构成磨前滚刀的法向齿廓,前刀面1的法线方向与右侧后刀面6或左侧后刀面7之间形成侧刃后角αc,且两侧的侧刃后角αc的角度相同;前刀面1的法线方向与背铲顶后面5之间形成顶刃后角αe,基圆柱11的圆周上相邻刀齿之间的间隙为容屑槽10;所述容屑槽10方向与磨前滚刀的轴线方向一致,其形状呈圆弧状。
主切削刃的形状与被加工微线段齿轮的轮齿齿廓曲线的形状相似,所述顶刃2和两侧的主切削刃之间分别设有特征过渡曲线8,磨前滚刀的法向齿廓曲线是由长度为不大于1微米的微段曲线或微段直线光滑连接而成;主切削刃与被加工微线段齿轮14齿廓曲线之间的间隙就是后期磨齿加工的磨削余量,磨削余量从被加工齿轮的齿顶到齿根逐渐减小;
本实施例中,对于微线段齿轮磨前滚刀的成型是以微线段齿廓为横截面,沿基圆柱11表面作螺旋运动以形成刀齿和基本螺旋表线9;沿基圆柱11的轴向方向铣出沟槽以形成容屑槽10和前刀面1;使基圆柱11沿轴向作高速旋转,在基本螺旋表线9上的相应位置上分别形成顶刃2和背铲顶后面5,以微线段齿廓为横截面,沿基本螺旋线9向后延伸两侧分别形成刀齿的左侧刃后刀面6、左侧刃3和刀齿的右侧刃后刀面7、右侧刃4。
所述特征过度曲线8的曲率半径rt范围是0.82~0.85m的圆弧,m是被加工齿轮的模数,本实施例中加工的是模数m为3的微线段齿轮,滚切速度为65r/min,特征过度曲线8的曲率半径rt选择为2.48mm;
所述顶刃2的圆弧的曲率半径rj根据公式(27~30),结合被加工微线段齿轮14的初始参数求得为1.6814mm;
所述侧刃后角αc的取值范围是1.8°~2.2°,所述顶刃后角αe取值范围17°~19°,本实施例切削速度为65r/min,初始压力角α0为10.6°,设计的磨前滚刀半径ra0为40mm,顶刃后角αe和侧刃后角αc根据公式(18)分别求得为17.6°和1.92°;
所述磨前滚刀有效啮合长度lm根据公式(20)求得,磨前滚刀非包络齿廓滚切长度lc根据公式(22)求得。
表4磨前滚刀参数

对应的磨前滚刀的特征参数根据上述计算求得,根据被加工微线段齿轮14确定的磨前滚刀刀齿参数见上表4。
实施例2:
表5被加工微线段齿轮参数
| 模数/mm | 齿数 | 初始压力角/度 | 压力角增量/度 | 初始基圆/mm | 齿顶高系数 | 顶隙系数 |
| 2.0 | 23 | 10.329 | 0.00065 | 796385.14 | 1.0 | 0.25 |
假设拟加工的微线段齿轮的基本参数如上表5所示。
表6磨前滚刀参数

相应设计的磨前滚刀参数见上表6。
实施例3:
表7被加工微线段齿轮参数
| 模数/mm | 齿数 | 初始压力角/度 | 压力角增量/度 | 初始基圆/mm | 齿顶高系数 | 顶隙系数 |
| 1.15 | 19 | 10.178 | 0.000632 | 812568.32 | 1.0 | 0.25 |
假设拟加工的微线段齿轮的基本参数如上表7所示。
表8磨前滚刀参数

相应设计的磨前滚刀参数见上表8。
Claims (1)
1.用于微线段齿轮加工的磨前滚刀,包括滚刀,所述滚刀的基圆柱(11)上均布刀齿,每个刀齿上分别设有前刀面(1)、顶刃(2)、右侧刃(3)、左侧刃(4)、背铲顶后面(5)、右侧后刀面(6)和左侧后刀面(7),其中右侧刃(3)的中下段和左侧刃(4)的中下段均为主切削刃,顶刃(2)和两侧的主切削刃之间分别设有特征过渡曲线(8),右侧刃(3)、左侧刃(4)和顶刃(2)沿滚刀螺旋线向后延伸分别形成右侧后刀面(6)、左侧后刀面(7)和背铲顶后面(5),所述顶刃(2)、右侧刃(3)、左侧刃(4)和特征过度曲线(8)构成滚刀的法向齿廓,所述顶刃(2)为圆弧形;前刀面(1)的法线方向与右侧后刀面(6)或左侧后刀面(7)之间形成侧刃后角αc,且两侧的侧刃后角αc的角度相同;前刀面(1)的法线方向与背铲顶后面(5)之间形成顶刃后角αe,基圆柱(11)的圆周上相邻刀齿之间的间隙为容屑槽(10);
其特征在于:主切削刃的形状与被加工微线段齿轮的齿廓曲线的形状相似,滚刀的法向齿廓曲线是由长度为不大于1微米的微段曲线或微段直线光滑连接而成,主切削刃与被加工微线段齿轮的齿廓曲线之间的间隙就是后期磨齿加工的磨削余量,磨削余量从被加工齿轮的齿顶到齿根逐渐减小;
所述特征过度曲线(8)的曲率半径rt是0.82~0.85m的圆弧,特征过度曲线(8)圆心的位置与圆弧形的顶刃(2)圆心之间的位置关系是yt=y齿顶圆弧-(0.9~0.94)·m,xt=-(1.08~1.02)·m,其中yt和xt分别是特征过度曲线(8)圆心的纵坐标和横坐标,y齿顶圆弧和x齿顶圆弧分别是圆弧形的顶刃(2)圆心的纵坐标和横坐标,m是被加工齿轮的模数;
所述顶刃(2)的圆弧曲率半径
rj=min(rj1,rj2),rj1和rj2可以根据下列公式计算得
到,
所述滚刀的滚切有效啮合长度lm和切除齿槽中的金属所需的滚刀长度lc可按下式计算,lm=|ρmkcosαk|max,其中,ρmk为该点处的曲率半径,αk为该点处的压力角,ra为被加工微线段齿轮齿顶圆半径,h为被加工微线段齿轮全齿高,λ0为磨前滚刀螺旋升角;
所述容屑槽方向与滚刀的轴线方向一致,其形状呈圆弧状。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320650633.8U CN203509232U (zh) | 2013-10-21 | 2013-10-21 | 用于微线段齿轮加工的磨前滚刀 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320650633.8U CN203509232U (zh) | 2013-10-21 | 2013-10-21 | 用于微线段齿轮加工的磨前滚刀 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203509232U true CN203509232U (zh) | 2014-04-02 |
Family
ID=50368214
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201320650633.8U Expired - Lifetime CN203509232U (zh) | 2013-10-21 | 2013-10-21 | 用于微线段齿轮加工的磨前滚刀 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203509232U (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103551674A (zh) * | 2013-10-21 | 2014-02-05 | 合肥工业大学 | 用于微线段齿轮加工的磨前滚刀 |
| WO2016197905A1 (zh) * | 2015-06-08 | 2016-12-15 | 中车戚墅堰机车车辆工艺研究所有限公司 | 切齿滚刀及其设计方法、非完全对称渐开线齿轮及其加工方法 |
| CN112122714A (zh) * | 2020-10-14 | 2020-12-25 | 天津大学 | 加工曲线端面齿轮的飞刀及其加工使用方法 |
| CN112935415A (zh) * | 2021-03-18 | 2021-06-11 | 重庆大学 | 一种变齿厚渐开线斜齿圆柱齿轮滚切加工及滚刀设计方法 |
-
2013
- 2013-10-21 CN CN201320650633.8U patent/CN203509232U/zh not_active Expired - Lifetime
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103551674A (zh) * | 2013-10-21 | 2014-02-05 | 合肥工业大学 | 用于微线段齿轮加工的磨前滚刀 |
| WO2016197905A1 (zh) * | 2015-06-08 | 2016-12-15 | 中车戚墅堰机车车辆工艺研究所有限公司 | 切齿滚刀及其设计方法、非完全对称渐开线齿轮及其加工方法 |
| CN112122714A (zh) * | 2020-10-14 | 2020-12-25 | 天津大学 | 加工曲线端面齿轮的飞刀及其加工使用方法 |
| CN112122714B (zh) * | 2020-10-14 | 2023-01-31 | 天津大学 | 加工曲线端面齿轮的飞刀及其加工使用方法 |
| CN112935415A (zh) * | 2021-03-18 | 2021-06-11 | 重庆大学 | 一种变齿厚渐开线斜齿圆柱齿轮滚切加工及滚刀设计方法 |
| CN112935415B (zh) * | 2021-03-18 | 2022-05-24 | 重庆大学 | 一种变齿厚渐开线斜齿圆柱齿轮滚切加工及滚刀设计方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103551674A (zh) | 用于微线段齿轮加工的磨前滚刀 | |
| CN203509232U (zh) | 用于微线段齿轮加工的磨前滚刀 | |
| US10161495B2 (en) | Controlled relative radius of curvature forged bevel gears with involute section | |
| CN104819266B (zh) | 无退刀槽圆弧螺旋线混合型人字齿轮及其加工方法 | |
| CN104889501B (zh) | 非完全对称渐开线齿轮及其专用切齿滚刀和加工方法 | |
| CN102224360B (zh) | 具有小轴间角的准双曲面齿轮 | |
| CN201446313U (zh) | 用于加工硬齿面齿轮的磨前滚刀 | |
| US5338134A (en) | Gear finishing hob | |
| CN101937482B (zh) | 面齿轮插齿刀齿形设计方法 | |
| KR20130053411A (ko) | 정격 부하가 최적화된 베벨 기어 치형 | |
| WO2016197905A1 (zh) | 切齿滚刀及其设计方法、非完全对称渐开线齿轮及其加工方法 | |
| CN101712089A (zh) | 一种螺旋槽丝锥及其加工方法 | |
| CN104816047A (zh) | 一种面齿轮磨削刀具设计方法 | |
| CN108591421B (zh) | 一种范成的渐开线销齿轮齿廓的刀具基准齿形 | |
| CN105436623B (zh) | 中等精度大模数圆柱齿轮硬齿面加工方法 | |
| GB513094A (en) | Improvements in or relating to tapered gears | |
| CN102918304A (zh) | 锥齿轮传动装置的锥齿轮中优化的凸度 | |
| CN115270324A (zh) | 冷挤压齿轮齿根建模方法 | |
| CN204893104U (zh) | 一种非对称滚刀 | |
| CN102441711B (zh) | 圆柱齿轮单侧刃剐齿刀具 | |
| CN103909308A (zh) | 一种风力发电机齿轮的制造方法 | |
| CN112123038B (zh) | 一种插齿刀后刀面双参数单面成形磨削方法 | |
| CN109446667A (zh) | 一种螺旋锥齿轮副动态侧隙的计算方法 | |
| CN101259546A (zh) | 一种微线段齿轮滚刀 | |
| CN103203605A (zh) | 使用齿底成形铣刀的齿轮加工工艺 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term |
Granted publication date: 20140402 |
|
| CX01 | Expiry of patent term |