CN203495556U - 棒料自动升料连续送料锯料加热设备 - Google Patents
棒料自动升料连续送料锯料加热设备 Download PDFInfo
- Publication number
- CN203495556U CN203495556U CN201320565423.9U CN201320565423U CN203495556U CN 203495556 U CN203495556 U CN 203495556U CN 201320565423 U CN201320565423 U CN 201320565423U CN 203495556 U CN203495556 U CN 203495556U
- Authority
- CN
- China
- Prior art keywords
- bar
- blanking
- heating
- cylinder
- sawing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn - After Issue
Links
Images




Landscapes
- Sawing (AREA)
Abstract
棒料自动升料连续送料锯料加热设备,包括载料装置、升料装置、送料装置、下料装置和加热红冲装置;所述载料装置包括载料架、载料台、顶料杆、连动杆、传动轮和顶料气缸;所述升料装置包括升料链、链轮、传动链轮和升料电机;所述送料装置包括送料架、V形轮、压紧气缸、压紧导轮和送料限位开关;所述下料装置包括导向机构,锯切机构和转料机构;所述加热红冲装置包括加热槽、加热炉、落料导槽和冲床。在阀门壳体制造形成升料、送料、下料及加热红冲的全自动生产线,实现全自动化控制,提高生产效率,节约能耗,避免工人直接在加热炉旁操作,减少烫伤、中暑事故,降低劳动强度,提高自动化水平和产品质量。
Description
技术领域
本实用新型涉及一种自动升料送料锯料加热的成套设备,特别是一种阀门制造的棒料自动升料送料锯料加热的成套设备。
背景技术
阀门制造工序包括下料、红冲成型、表面处理、金加工、装配和检验等。红冲成型是控制阀门质量的关键工序。目前,阀门毛坯下料与红冲成型的加工设备及方法往往非常落后,一般由锯料工人将长原料棒搬运至锯切机,并将长原料棒一根根锯切成短毛坯棒,再搬运到加热工序。短毛坯棒经加热后由人工取出进行红冲。此加工方法自动化程度低、安全系数低、生产效率低且员工劳动强度大。
CN103071844A提出一种自动送料、定位、切断的棒料切断机,该切断机仅能实现自动送料与切断,切断后的棒料无转运设备,无法实现全套自动化控制。
发明内容
本实用新型所要解决的技术问题是针对阀门送料下料加热红冲各工序棒料转运现状,提供一种能实现棒料自动升料连续送料锯料加热的成套设备。
本实用新型采用的技术方案为:棒料自动升料连续送料锯料加热设备,其特征包括:载料装置、升料装置、送料装置、下料装置和加热红冲装置;
所述载料装置包括载料架、载料台、顶料杆、连动杆、传动轮和顶料气缸,所述载料台斜搁在载料架上,载料台的低端设一挡料块,顶料杆上端设在挡料块的高端一侧,顶料杆的下端连接由传动轮带动的连动杆;
所述升料装置包括升料链、上链轮、下链轮、传动链轮和升料电机,所述升料链承载面为倾向载料台的斜面,升料链的低端与所述载料台低端相对应,升料链高端设上链轮由升料电机带动,升料链高端一侧设落料滑板;
所述送料装置包括送料架、V形驱动轮、驱动电机、V形输送轮,压紧气缸、压紧导轮和送料限位开关,所述送料架上端设压紧气缸和压紧导轮,压紧导轮下设V形驱动轮,由驱动电机带动V形驱动轮,V形驱动轮的一侧与所述落料滑板低端相对应;
所述下料装置包括导向机构,锯切机构和转料机构,所述导向机构包括导轨、导向板、下料限位开关、下料驱动导轮、下料压紧导轮、防振气缸,所述锯切机构包括锯片、转动电机、锯切气缸和锯切杠杆,所述转料机构包括有下料槽、上限位开关、下限位开关、推料顶杆和顶杆气缸,导向机构引导棒料进入锯切机构,被切割棒料由转料机构的下料槽、下限位开关和推料顶杆有序推入加热红冲装置;
所述加热红冲装置包括加热槽、加热炉、落料导槽和冲床。
所述连动杆一端设轴向开口槽,轴向开口槽与顶料杆下端的销钉卡接,连动杆另一端与传动轮轴相固紧。
所述顶料杆中间设导向槽,导向槽内设与载料架固紧的导向轴,导向槽宽度稍大于导向轴。
所述升料限位开关设于送料架上,升料电机接收升料限位开关信号。棒料由升料装置送入送料装置,棒料将升料限位开关下压,升料电机停止转动。棒料离开升料限位开关,送料限位开关上翘,升料电机启动,升料装置将另一根棒料送入送料导轨。
所述导向板包括固定板和活动板,所述活动板设有长键槽,螺钉穿过活动板上的键槽与固定板螺接旋紧,根据棒料的粗细左右移动实现缩口端大小变化而起到棒料导向作用。
所述下料槽为L型,下料槽右边盖面板上设有长键槽,根据毛坯料的预设长度左右移动调节使下料槽宽度略大于毛坯料预设长度。
所述下料装置设的防振气缸,在棒料锯切前,防振气缸伸出横向压紧棒料头料,防止棒料锯切时跳动。
锯切气缸接收上限位开关信号,当毛坯料垒叠高于所述上限位开关时,锯片延时锯切。
加热红冲装置接收下限位开关信号,当棒料全部锯切完成,毛坯料低于所述下限位开关,加热炉终止加热,防止能源浪费。
所述下料限位开关弹簧片受棒料自重下压,所述棒料切至最后一段尾料,下料限位开关弹簧片自动弹起,下料驱动导轮逆时针转动,尾料退出下料导向机构。
所述顶杆气缸按设定速度拉动推料顶杆逐个推动毛坯料向加热炉方向移动。
本实用新型与现有技术相比有益效果在于:本实用新型联合了自动升料、送料、下料及加热红冲装置,形成了一套全自动成套设备,在阀门制造的下料红冲过程中实现了全自动化控制,提高了生产效率,降低了员工劳动强度。整个下料红冲工序不需人工搬运与锯切,提高了安全系数。推料顶杆匀速推动毛坯料,并在加热槽中呈直线排布,毛坯料逐个从落料轨道滚落,避免了操作人员直接从加热炉中夹取热毛坯料,减少了烫伤与夏季中暑的可能性。本实用新型锯切形成的毛坯料长度一致,断面平整,加热时间一致,加热面均匀,产品品质大大提升。
附图说明
图1为本实用新型结构示意图。
图2为图1中A-A剖面图。
图3为顶料杆与连动杆结构示意图。
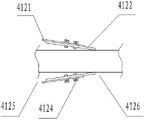
图4为图1中B-B剖面图。
图5为下料装置示意图。
图6为导向板示意图。
具体实施方式
以下结合附图对本实用新型实施例做进一步详述。
参看图1~3所示,载料装置1用于接收并传送预切割的棒料16,包括载料架10、载料台11、连动杆12、顶料杆13、顶料气缸14和挡料块15。载料台11斜搁在载料架10上,载料台11的低端设挡料块15,载料台11为向升料链23倾斜的斜面,挡料块15上表面为向升料链23倾斜的斜面。所述顶料气缸14包括传动轮140、传动轮轴141、传动气缸142、活塞杆143、中心销144以及传动杆145。传动气缸142固接在载料架10内,活塞杆143与传动杆145通过中心销144活动连接,传动杆145另一端与所述传动轮140固接,传动气缸142头部上顶联动传动杆145转动。传动杆145带动传动轮140转动,传动轮轴141转动角度小于90°。载料架10立柱上安装有顶料杆13,顶料杆13上端设在挡料块15高端一侧,下端连接由传动轮140带动的连动杆12。所述连动杆12一端与传动轮轴141固定,另一端设有一轴向开口槽133,顶料杆13与连动杆12连接端固接一销钉134,销钉134嵌于连动杆开口槽133内,销钉134可在连动杆轴向开口槽133内滑动。顶料杆13中部设有导向槽135,两个导向轴136穿过顶料杆导向槽135与载料架10的立柱活动连接,顶料杆导向槽135宽度稍大于导向轴136直径,以使所述顶料杆13可垂直移动。连动杆12以传动轮轴141为中心摆动,带动顶料杆13上下运动。由顶料杆13和连动杆12组成的组件根据预切割棒料16的长短设置一组、二组或多组。顶料杆13上端为向挡料块15倾斜的斜面,所述顶料杆13上升后顶料杆13的上平面与挡料块15上平面平齐或高于挡料块15上平面。
参看图1~3所示,所述升料装置2用于接收所述载料台11的棒料,并将其用链轮抬升,包括上链轮21、下链轮22、升料链23、升料挡板24、升料电机25、落料滑板26和升料限位开关27。所述升料链23承载面为倾向载料台11的斜面,升料链23的低端与载料台11低端相对应,升料链23高端的上链轮21由升料电机25和传动链条带动,升料链23的高端右侧设落料滑板26,棒料被顶料杆13上顶后,经过挡料块15滚入升料链23,升料挡板24均匀间隔地排布于升料链23上,升料挡板24与升料链23相垂直,升料电机25带动升料链23逆时针运行,升料挡板24跟随升料链23上升。棒料16随着升料挡板24升至顶端链轮21最高点后,棒料沿着落料滑板26滚入送料装置3上并将所述升料限位开关27下压,所述升料电机25接收升料限位开关27信号,停止转动。
参看图1、图2所示,所述送料装置3用于接收落料滑板26的棒料,并传至下料工序,包括送料架31、V形输送轮32、V形驱动轮33、压紧气缸34、压紧导轮35、挡料杆36、驱动电机37。送料架31上设有多个均匀排布的档料杆36可防止棒料16在下落和输送过程中滚出送料架31。V形输送轮32间隔地排布于送料架31上,棒料16在输送过程中不会向两侧滚动。送料装置3的出棒料前端设两个输送轮32,中间安装两个驱动轮33,驱动轮33由驱动电机37驱动。所述两个驱动轮33的上方设有压紧导轮35,通过压紧气缸34实现压紧动作。驱动电机37收到压紧导轮35压紧信号后,自动运行带动驱动轮33转动。升料限位开关27设于送料架31上,棒料16离开升料限位开关27,所述升料限位开关27上翘,升料电机25收到升料限位开关27信号后,升料电机25启动,所述升料装置2将另一根棒料16送入送料装置3。
参看图1、图4~6所示,所述下料装置4包括导向机构41,锯切机构42和转料机构43。用于切割棒料并输送至加热红冲装置。所述导向机构41包括导轨411、导向板412、下料限位开关413、下料驱动导轮414、下料压紧导轮415和防振气缸416。所述锯切机构42包括锯片421、转动电机422、锯切气缸423和锯切杠杆424。所述转料机构43包括下料槽431、上限位开关432、下限位开关433、推料顶杆434、顶杆气缸435。
棒料16通过导向机构41引导行进,锯切机构42前端由导向板412夹持,所述导向板412包括固定板4121和活动板4122,活动板4122内设有长键槽,螺钉4124穿过所述长键槽与固定板4121螺接旋紧。活动板4122可根据棒料16的粗细左右移动实现缩口端4126大小变化而起到棒料导向作用。棒料16从扩口端4125进入穿过缩口端4126起到导向作用。棒料16运送至下料限位开关413使所述下料限位开关413下压。棒料16继续推进至下料驱动导轮414,下料压紧导轮415将棒料头161压紧。棒料头161接触下料槽431的右边盖4311,在棒料锯切前防振气缸416伸出将棒料头161横向压紧,锯片421由锯切气缸423带动向下运动对棒料16进行锯切。棒料16经过锯切形成毛坯料16a。所述下料槽431为L型,下料槽右边盖4311上设长键槽4310,可根据毛坯料16a的预设长度移动调节右边盖4311,使下料槽431宽度略大于毛坯料16a的预设长度。所述下料槽431左边盖4312设有上限位开关432和下限位开关433。当毛坯料16a垒叠高于所述上限位开关432时,锯片421延时锯切。当毛坯料16a低于所述下限位开关433时,加热炉52终止加热。下料限位开关413弹簧片受棒料自重下压,所述锯切机构42完成一根棒料锯切,棒料切至最后一段尾料,棒料尾料162离开下料限位开关413,下料限位开关413弹簧片自动弹起,下料驱动导轮414逆时针转动,棒料尾料162后退并在重力作用下掉落而退出导向机构41。
所述加热红冲装置5用于加热和冲压切割装置4输送过来的毛坯料16a,包括加热槽51、加热炉52、落料导槽53和冲床54。锯切的毛坯料16a从下料槽431中滚落进入加热槽51。所述加热槽51上焊接挡片511,防止毛坯料16a滚落。顶杆气缸435按照设定运行速度拉动推料顶杆434逐个推动毛坯料16a向加热炉52方向移动,毛坯料16a在加热炉52中成直线排列,毛坯料16a经加热炉52持续加热后由落料导槽53滚至冲床54工作台。
Claims (11)
1.棒料自动升料连续送料锯料加热设备,其特征包括:载料装置、升料装置、送料装置、下料装置和加热红冲装置;
所述载料装置包括载料架、载料台、顶料杆、连动杆、传动轮和顶料气缸,所述载料台斜搁在载料架上,载料台的低端设一挡料块,顶料杆上端设在挡料块的高端一侧,顶料杆的下端连接由传动轮带动的连动杆;
所述升料装置包括升料链、上链轮、下链轮、传动链轮和升料电机,所述升料链承载面为倾向载料台的斜面,升料链的低端与所述载料台低端相对应,升料链高端设上链轮由升料电机带动,升料链高端一侧设落料滑板;
所述送料装置包括送料架、V形驱动轮、驱动电机、V形输送轮,压紧气缸、压紧导轮和送料限位开关,所述送料架上端设压紧气缸和压紧导轮,压紧导轮下设V形驱动轮,由驱动电机带动V形驱动轮,V形驱动轮的一侧与所述落料滑板低端相对应;
所述下料装置包括导向机构,锯切机构和转料机构,所述导向机构包括导轨、导向板、下料限位开关、下料驱动导轮、下料压紧导轮、防振气缸,所述锯切机构包括锯片、转动电机、锯切气缸和锯切杠杆,所述转料机构包括有下料槽、上限位开关、下限位开关、推料顶杆和顶杆气缸,导向机构引导棒料进入锯切机构,被切割棒料由转料机构的下料槽、下限位开关和推料顶杆有序推入加热红冲装置;
所述加热红冲装置包括加热槽、加热炉、落料导槽和冲床。
2.根据权利要求1所述的棒料自动升料连续送料锯料加热设备,其特征是所述连动杆(12)一端设轴向开口槽(133),轴向开口槽与顶料杆(13)下端的销钉(134)卡接,连动杆(12)另一端与传动轮轴(141)相固紧。
3.根据权利要求1所述的棒料自动升料连续送料锯料加热设备,其特征是所述顶料杆(13)中间设导向槽(135),导向槽内设与载料架(10)固紧的导向轴(136),导向槽(135)宽度稍大于导向轴(136)。
4.根据权利要求1所述的棒料自动升料连续送料锯料加热设备,其特征是所述升料限位开关(27)设于送料架(31)上,升料电机(25)接收升料限位开关(27)信号,棒料(16)由升料装置(2)送入送料装置(3),棒料(16)将升料限位开关下压,升料电机(25)停止转动,棒料(16)离开升料限位开关,升料限位开关(27)上翘,升料电机(25)启动,升料装置将另一根棒料(16)送入送料导轨(411)。
5.根据权利要求1所述的棒料自动升料连续送料锯料加热设备,其特征是所述导向板(412)包括固定板(4121)和活动板(4122),所述活动板(4122)内设有长键槽,螺钉穿过活动板(4122)上的长键槽与固定板(4121)螺接旋紧,根据棒料(16)的粗细活动板(4122)左右移动实现缩口端(4126)大小变化。
6.根据权利要求1所述的棒料自动升料连续送料锯料加热设备,其特征是所述下料槽(431)为L型,下料槽右边盖(4311)面板上设有长键槽(4310),根据毛坯料的预设长度左右移动调节使下料槽(431)宽度略大于毛坯料(16a)预设长度。
7.根据权利要求1所述的棒料自动升料连续送料锯料加热设备,其特征是所述下料装置(4)设的防振气缸(416),在棒料锯切前,防振气缸(416)伸出横向压紧棒料头料(161),防止棒料锯切时跳动。
8.根据权利要求1所述的棒料自动升料连续送料锯料加热设备,其特征是所述下料限位开关(413)弹簧片受棒料自重下压,所述棒料切至最后一段尾料,下料限位开关(413)弹簧片自动弹起,下料驱动导轮(414)逆时针转动,棒料尾料(162)退出下料导向机构(41)。
9.根据权利要求1所述的棒料自动升料连续送料锯料加热设备,其特征是所述顶杆汽缸(435)按设定速度拉动推料顶杆(434)逐个推动毛坯料(16a)向加热炉(52)方向移动。
10.根据权利要求1所述的棒料自动升料连续送料锯料加热设备,其特征是所述锯切气缸(423)接收上限位开关(432)信号,当毛坯料(16a)垒叠高于所述上限位开关(432)时,锯片延时锯切。
11.根据权利要求1所述的棒料自动升料连续送料锯料加热设备,其特征是所述加热红冲装置(5)接收下限位开关(433)信号,当棒料全部锯切完成,毛坯料(16a)低于所述下限位开关(433),加热炉(52)终止加热。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320565423.9U CN203495556U (zh) | 2013-09-12 | 2013-09-12 | 棒料自动升料连续送料锯料加热设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320565423.9U CN203495556U (zh) | 2013-09-12 | 2013-09-12 | 棒料自动升料连续送料锯料加热设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203495556U true CN203495556U (zh) | 2014-03-26 |
Family
ID=50326563
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201320565423.9U Withdrawn - After Issue CN203495556U (zh) | 2013-09-12 | 2013-09-12 | 棒料自动升料连续送料锯料加热设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203495556U (zh) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103447825A (zh) * | 2013-09-12 | 2013-12-18 | 宁波杰克龙精工有限公司 | 棒料自动升料连续送料锯料加热设备 |
| CN104325191A (zh) * | 2014-10-29 | 2015-02-04 | 江阴市巨匠文化创意发展有限公司 | 一种方形管斜切装置 |
| CN104353895A (zh) * | 2014-10-28 | 2015-02-18 | 湖州华宁金属材料有限公司 | 带上管和卸管装置的全自动切管机 |
| CN105618546A (zh) * | 2016-01-29 | 2016-06-01 | 浙江华氏机械设备有限公司 | 钢棒自动送料装置和切断机 |
| CN108526239A (zh) * | 2018-06-12 | 2018-09-14 | 彪马集团有限公司 | 一种用于红冲原料的输送的滑槽机构 |
| CN109176119A (zh) * | 2018-10-01 | 2019-01-11 | 深圳市奥德斯智能科技有限公司 | 一种喷头加工机床自动上下料的机械手系统 |
| CN117884895A (zh) * | 2023-05-09 | 2024-04-16 | 杭州伺洋电子科技有限公司 | 一种钻孔攻丝一体机 |
-
2013
- 2013-09-12 CN CN201320565423.9U patent/CN203495556U/zh not_active Withdrawn - After Issue
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103447825A (zh) * | 2013-09-12 | 2013-12-18 | 宁波杰克龙精工有限公司 | 棒料自动升料连续送料锯料加热设备 |
| CN104353895A (zh) * | 2014-10-28 | 2015-02-18 | 湖州华宁金属材料有限公司 | 带上管和卸管装置的全自动切管机 |
| CN104325191A (zh) * | 2014-10-29 | 2015-02-04 | 江阴市巨匠文化创意发展有限公司 | 一种方形管斜切装置 |
| CN105618546A (zh) * | 2016-01-29 | 2016-06-01 | 浙江华氏机械设备有限公司 | 钢棒自动送料装置和切断机 |
| CN105618546B (zh) * | 2016-01-29 | 2017-12-08 | 浙江华氏机械设备有限公司 | 切断机 |
| CN108526239A (zh) * | 2018-06-12 | 2018-09-14 | 彪马集团有限公司 | 一种用于红冲原料的输送的滑槽机构 |
| CN108526239B (zh) * | 2018-06-12 | 2024-02-20 | 浙江彪马自动化设备有限公司 | 一种用于红冲原料的输送的滑槽机构 |
| CN109176119A (zh) * | 2018-10-01 | 2019-01-11 | 深圳市奥德斯智能科技有限公司 | 一种喷头加工机床自动上下料的机械手系统 |
| CN109176119B (zh) * | 2018-10-01 | 2023-10-31 | 深圳市奥德斯智能科技有限公司 | 一种喷头加工机床自动上下料的机械手系统 |
| CN117884895A (zh) * | 2023-05-09 | 2024-04-16 | 杭州伺洋电子科技有限公司 | 一种钻孔攻丝一体机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103447825B (zh) | 棒料自动升料连续送料锯料加热设备 | |
| CN203495556U (zh) | 棒料自动升料连续送料锯料加热设备 | |
| CN107983894B (zh) | 一种棒材加工控制系统 | |
| CN110586818A (zh) | 螺杆滚丝机 | |
| CN108941300A (zh) | 一种铁皮板自动冲压成型装置及冲压方法 | |
| CN2900019Y (zh) | 钢筋连续拉直切断机 | |
| CN216828437U (zh) | 搓牙机成型机构 | |
| CN209393873U (zh) | 一种自动送料的冲床 | |
| CN115055974A (zh) | 一种弹条切割整型设备 | |
| CN210966547U (zh) | 一种汽车油门铰铁卡冲压设备 | |
| CN203140557U (zh) | 一种铝门窗扇料冲压生产线 | |
| CN202448242U (zh) | 全自动纵横多切头组合切边机 | |
| CN203470714U (zh) | 一种下料自动进给机构 | |
| CN105397160A (zh) | 圆锥销铣开口设备 | |
| CN214601581U (zh) | 制罐机上下料系统 | |
| CN112743009B (zh) | 一种钢丝产品自动切断设备 | |
| CN113618018A (zh) | 锻件冲压成型工艺及其设备 | |
| CN111167940B (zh) | 径向热冲压成球机的钢圆棒步进式喂送机构 | |
| CN211413341U (zh) | 径向热冲压成球机的钢圆棒步进式喂送机构 | |
| CN108581045B (zh) | 一种自动进料压紧切割机 | |
| CN106424163A (zh) | 一种楔横轧机轴向进料系统 | |
| CN207625053U (zh) | 一种用于组装排线和排线头的组装机 | |
| CN208895566U (zh) | 一种金属模板冲孔切锯一体机 | |
| CN202415625U (zh) | 一种淬火机自动上料装置 | |
| CN207163240U (zh) | 铝棒推进装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| AV01 | Patent right actively abandoned |
Granted publication date: 20140326 Effective date of abandoning: 20150819 |
|
| AV01 | Patent right actively abandoned |
Granted publication date: 20140326 Effective date of abandoning: 20150819 |
|
| RGAV | Abandon patent right to avoid regrant |