CN203464887U - 一种紧固件垂直度检测工装 - Google Patents
一种紧固件垂直度检测工装 Download PDFInfo
- Publication number
- CN203464887U CN203464887U CN201320537497.1U CN201320537497U CN203464887U CN 203464887 U CN203464887 U CN 203464887U CN 201320537497 U CN201320537497 U CN 201320537497U CN 203464887 U CN203464887 U CN 203464887U
- Authority
- CN
- China
- Prior art keywords
- securing member
- verticality
- fastener
- section
- centering section
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000007689 inspection Methods 0.000 title abstract 6
- 230000002093 peripheral effect Effects 0.000 claims description 4
- 238000010030 laminating Methods 0.000 claims description 2
- 238000005259 measurement Methods 0.000 abstract description 4
- 238000000034 method Methods 0.000 description 10
- 238000001514 detection method Methods 0.000 description 9
- 230000002950 deficient Effects 0.000 description 2
- 238000010998 test method Methods 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000036461 convulsion Effects 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images



Landscapes
- A Measuring Device Byusing Mechanical Method (AREA)
Abstract
本实用新型涉及紧固件检测工装技术领域,特别涉及一种紧固件垂直度检测工装。该紧固件垂直度检测工装包括套体,套体具有沿前后方向延伸的内孔,内孔的前端具有用于供被测紧固件的杆部进入的入口,内孔包括定心段,定心段具有用于与被测紧固件杆部的外螺纹段配合的内螺纹,套体的前端具有用于与被测紧固件的头部支撑面贴合的基准端面,基准端面是与定心段的中心轴线垂直的平面。该检测工装的检测效率高。本实用新型解决了现有技术中存在的紧固件的头部支撑面与杆部轴线之间的垂直度测量效率低的问题。
Description
技术领域
本实用新型涉及紧固件检测工装技术领域,特别涉及一种紧固件垂直度检测工装。
背景技术
如图1所示,紧固件包括头部1和杆部2,头部1靠近杆部2的一侧具有与杆部1的轴线A垂直设置的头部支撑面3,图1中的“⊥”表示垂直符号,头部支撑面3与杆部2的轴线A之间具有标准垂直度公差(公差值为:0.10mm),杆部2上具有外螺纹。
在航空、航天发动机领域,紧固件头部支撑面与杆部的轴线之间的垂直度会严重影响紧固件的疲劳性能,现有技术中测试上述垂直度的方法有三种,分别为机床夹持打表法、投影仪扫描法和三坐标测量仪法。采用机床夹持打表法时,将被测紧固件夹持在机床的三爪卡盘上,然后用百分表的测量杆垂直朝向被测紧固件的头部支撑面,旋转机床主轴观察百分表的跳动量;但是,在测量时,需要特别车制与被测紧固件的杆部配合的三爪卡卡盘,且机床车身存在旋转精度误差,因此,该检测方法不仅检测效率低(约为3分钟/件),且检测误差较大。采用投影仪扫描法时,测量出来的仅是被测紧固件的一个截面的垂直度,并不能准确的反应被测紧固件的真实垂直度,该方法的测量误差较大。三坐标测量仪法是利用三维空间的测试方法,该方法测量效率极其低下,约为10-20分钟/件。由此可知,现有的测试方式,存在费时费力、可操作性差和测量效率低的问题。
发明内容
本实用新型的目的在于提供一种紧固件垂直度检测工装,以解决现有技术中存在的紧固件的头部支撑面与杆部轴线之间的垂直度测量效率低的问题。
为了实现上述目的,本实用新型采用如下技术方案:一种紧固件垂直度检测工装,包括套体,套体具有沿前后方向延伸的内孔,内孔的前端具有用于供被测紧固件的杆部进入的入口,内孔包括定心段,定心段具有用于与被测紧固件杆部的外螺纹段配合的内螺纹,套体的前端具有用于与被测紧固件的头部支撑面贴合的基准端面,基准端面是与定心段的中心轴线垂直的平面。
所述内孔为贯穿套体的通孔。
内孔还包括插入段,插入段位于定心段的前端,所述插入段的孔径不小于定心段的内螺纹的大径。
插入段为光孔段。
套体的外周面上设有扳拧防滑结构。
扳拧防滑结构为滚花结构。
本实用新型的有益效果:该检测工装在使用时,首先将被测紧固件杆部的外螺纹段完全旋入套体的定心段,此时套体的基准端面与被测紧固件的头部支撑面接触并贴合,然后使用塞尺塞向基准端面与头部支撑面之间的间隙中,并沿被测紧固件杆部的周向进行塞试,如果相应厚度的塞尺可以塞入基准端面与头部支撑面之间的间隙,则说明被测紧固件的头部支撑面与杆部轴线之间的垂直度不合格,如果塞尺不能塞入上述间隙,则说明被测紧固件的头部支撑面与杆部轴线之间的垂直度合格。因而,该检测工装的检测效率高。本实用新型解决了现有技术中存在的紧固件的头部支撑面与杆部轴线之间的垂直度测量效率低的问题。
进一步的,定心段的前端设有插入段,可以减少被测紧固件外螺纹段与定心段的内螺纹的配合行程,提高了检测效率。
进一步的,扳拧防滑结构可以便于将被测紧固件外螺纹段拧入被测紧固件的定心段,同时方便将被测紧固件的外螺纹段从套体的定心段旋出,提高了检测效率。
附图说明
图1是紧固件的结构示意图;
图2是本实用新型的紧固件垂直度检测工装的实施例1的结构示意图;
图3是本实用新型的紧固件垂直度检测工装的实施例1的在使用状态下的主视图(带剖视);
图4是本实用新型的紧固件垂直度检测工装的实施例1的在使用状态下的左视图。
具体实施方式
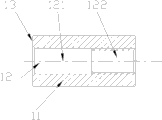
本实用新型的紧固件垂直度检测工装的实施例1,如图2-4所示:一种紧固件垂直度检测工装包括套体11,套体11具有沿前后方向延伸的内孔12,在本实施例中内孔12为前后贯穿套体的通孔。内孔12的前端具有用于供被测紧固件15的杆部进入的入口。内孔12由前到后依次包括插入段和定心段122。定心段具有用于与被测紧固件15杆部的外螺纹段配合的内螺纹。插入段的孔径大于内螺纹的大径,在本实施例中,插入段为光孔段121。套体11的前端具有用于与被测紧固件15的头部支撑面贴合配合的基准端面13,基准端面13是与定心段的中心轴线垂直的平面。套体11的外周面上设有扳拧防滑结构,该扳拧防滑结构为滚花结构,该滚花结构可以便于将被测紧固件杆部的外螺纹段拧入套体的定心段或从套体的定心段拧出。
本实用新型具有结构简单、便于加工、使用方便和检测效率高的优点。
上述实施例1的使用过程:首先将被测紧固件15杆部的外螺纹段穿过套体11的光孔段121完全旋入套体11的定心段122,此时套体11的基准端面13与被测紧固件15头部支撑面接触并贴合,然后使用塞尺14塞向基准端面13与头部支撑面之间的间隙中,并沿被测紧固件15杆部的周向进行塞试,该塞尺14具有与标准垂直度公差值相等的厚度尺寸,如果塞尺14可以塞入基准端面13与头部支撑面之间的间隙,则说明被测紧固件的头部支撑面与杆部轴线之间的垂直度不合格,如果塞尺14不能塞入上述间隙,则说明被测紧固件的头部支撑面与杆部轴线之间的垂直度合格。上述检测过程操作简单,可以大大提高检测效率,该检测工装的检测效率高达10秒/件。
在本实用新型的其它实施例中,扳拧防滑结构还可以为扳拧面。
在本实用新型的其它实施例中,还可以省去扳拧防滑结构,在使用时,直接采用扳手夹紧套体的外周面。
在本实用新型的其它实施例中,光孔段的直径还可以等于内螺纹的大径。
在本实用新型的其它实施例中,内孔还可以为盲孔。
在本实用新型的其它实施例中,内孔还可以只包括定心段,而省去插入段,该内孔为螺纹孔。
Claims (6)
1.一种紧固件垂直度检测工装,其特征在于:包括套体,套体具有沿前后方向延伸的内孔,内孔的前端具有用于供被测紧固件的杆部进入的入口,内孔包括定心段,定心段具有用于与被测紧固件杆部的外螺纹段配合的内螺纹,套体的前端具有用于与被测紧固件的头部支撑面贴合的基准端面,基准端面是与定心段的中心轴线垂直的平面。
2.根据权利要求1所述的紧固件垂直度检测工装,其特征在于:所述内孔为贯穿套体的通孔。
3.根据权利要求1所述的紧固件垂直度检测工装,其特征在于:内孔还包括插入段,插入段位于定心段的前端,所述插入段的孔径不小于定心段的内螺纹的大径。
4.根据权利要求3所述的紧固件垂直度检测工装,其特征在于:插入段为光孔段。
5.根据权利要求1-4中任一项所述的紧固件垂直度检测工装,其特征在于:套体的外周面上设有扳拧防滑结构。
6.根据权利要求5所述的紧固件垂直度检测工装,其特征在于:扳拧防滑结构为滚花结构。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320537497.1U CN203464887U (zh) | 2013-08-30 | 2013-08-30 | 一种紧固件垂直度检测工装 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320537497.1U CN203464887U (zh) | 2013-08-30 | 2013-08-30 | 一种紧固件垂直度检测工装 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203464887U true CN203464887U (zh) | 2014-03-05 |
Family
ID=50177242
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201320537497.1U Expired - Fee Related CN203464887U (zh) | 2013-08-30 | 2013-08-30 | 一种紧固件垂直度检测工装 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203464887U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103471489A (zh) * | 2013-08-30 | 2013-12-25 | 河南航天精工制造有限公司 | 紧固件垂直度检测工装 |
| CN111481001A (zh) * | 2020-03-18 | 2020-08-04 | 合肥美的电冰箱有限公司 | 搁架装置和储物柜 |
-
2013
- 2013-08-30 CN CN201320537497.1U patent/CN203464887U/zh not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103471489A (zh) * | 2013-08-30 | 2013-12-25 | 河南航天精工制造有限公司 | 紧固件垂直度检测工装 |
| CN111481001A (zh) * | 2020-03-18 | 2020-08-04 | 合肥美的电冰箱有限公司 | 搁架装置和储物柜 |
| US12096851B2 (en) | 2020-03-18 | 2024-09-24 | Hefei Midea Refrigerator Co., Ltd. | Shelf device and storage cabinet |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103115544A (zh) | 外螺纹有效长度及收尾长度测量工装 | |
| CN203349732U (zh) | 深孔内环槽轴向位置及槽宽测量工具 | |
| CN203464887U (zh) | 一种紧固件垂直度检测工装 | |
| CN103471489A (zh) | 紧固件垂直度检测工装 | |
| CN106017315A (zh) | 一种精确光学坐标检测方法 | |
| CN202255248U (zh) | 一种预埋套管垂直度检测工装 | |
| CN210802337U (zh) | 一种齿轮箱检验用工装 | |
| CN104121843A (zh) | 一种检测内锥面与外形面同轴度、对称度的工具套件及其检测方法 | |
| CN115615276B (zh) | 一种可调宽度尺寸的卡规与测量方法 | |
| CN208579714U (zh) | 一种螺栓检具 | |
| CN203405141U (zh) | 一种发动机凸轮轴孔斜油孔的位置检测装置 | |
| CN204514251U (zh) | 锥形沉孔的沉头角度测量装置 | |
| CN206399320U (zh) | 一种用于定位检测的检具 | |
| CN206618351U (zh) | 一种汽车用塑料件检验装置 | |
| CN204854600U (zh) | 滑动式内螺纹同轴度检具 | |
| CN204404928U (zh) | 中心侧板内包面检具 | |
| CN114434356B (zh) | 钢丝螺套的固定组件 | |
| CN203190908U (zh) | 检测缸筒内螺纹与缸筒内孔同轴度的塞规 | |
| CN204064156U (zh) | 一种螺母孔孔位检测销 | |
| CN209961100U (zh) | 三销架孔中心到轴颈测量点距离的专用检具 | |
| CN103148782B (zh) | 一种模拟零件装配位置关系结构的综合检具 | |
| CN208155272U (zh) | 一种检测汽车转向柱的简易检具 | |
| CN111102910B (zh) | 一种螺纹同轴度测具及测量方法 | |
| CN205279910U (zh) | 一种乘用车焊合件智能检测台 | |
| CN204202526U (zh) | 紧固件外方快速检测工装 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20140305 Termination date: 20160830 |