CN203409203U - 砂芯的抽气装置 - Google Patents
砂芯的抽气装置 Download PDFInfo
- Publication number
- CN203409203U CN203409203U CN201320510020.4U CN201320510020U CN203409203U CN 203409203 U CN203409203 U CN 203409203U CN 201320510020 U CN201320510020 U CN 201320510020U CN 203409203 U CN203409203 U CN 203409203U
- Authority
- CN
- China
- Prior art keywords
- core
- air
- steel
- pipe
- bleeding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Abstract
本实用新型涉及一种铸造模具的排气装置,具体地说是一种铸造模具中的砂芯的抽气装置,包括砂芯本体、抽气钢芯、钢管、进气管和空气压缩机,在砂芯本体的中部横向设置排气孔,抽气钢芯为圆管形,其外圆与排气孔内径相应,抽气钢芯前端插入排气孔,其后端伸出钢模外部并与钢管连通,在抽气钢芯与砂芯本体之间设置有密封垫,所述的钢管由横管和竖管组成直角状,横管与抽气钢芯固定连接,竖管的端口向上,进气管倾斜设置在竖管的下部并与竖管连通,空气压缩机通过管道与进气管为可拆卸式连接。本实用新型具有结构简单,排气效果好,排气彻底的特点。
Description
技术领域
本实用新型涉及一种铸造模具的排气装置,具体地说是一种铸造模具中的砂芯抽气装置。
背景技术
目前,铸造行业针对部分内腔复杂铸件,基本上采用树脂砂工艺成型,由于浇注时树脂砂接触温度较高的熔体会产生发气现象,产生的气体必须及时排出型腔,否则铸件内部易出现气孔缺陷、严重的铸件无法成型。现在解决砂芯发气的常用方法是通过砂芯头排气,有些厂家为加强排气效果,在砂芯中设置芯骨打孔排气,该种方法针对砂型铸件及铸件表面存在通孔的铸件效果较好,但针对钢模砂芯且浇注顶端无排气孔的铸件效果很差。
发明内容
本实用新型为了克服上述缺陷提供了一种结构简单,排气效果显著的砂芯的抽气装置。
本实用新型采用的技术方案是:一种砂芯的抽气装置,包括砂芯本体,还包括抽气钢芯、钢管、进气管和空气压缩机,在砂芯本体的中部横向设置排气孔,抽气钢芯为圆管形,其外圆与排气孔内径相应,抽气钢芯前端插入排气孔,其后端伸出钢模外部并与钢管连通,在抽气钢芯与砂芯本体之间设置有密封垫,所述的钢管由横管和竖管组成直角状,横管与抽气钢芯固定连接,竖管的端口向上,进气管倾斜设置在竖管的下部并与竖管连通,空气压缩机通过管道与进气管为可拆卸式连接。
本实用新型中,所述的密封垫为石棉密封套。
本实用新型中,所述的进气管与钢管的竖管之间的夹角为25°-30°之间。
本实用新型在砂芯本体上设置了排气孔,抽气钢芯插入排气孔中,在抽气钢芯与砂芯本体之间设置有密封垫,可以防止熔体进入抽气钢芯堵塞排气通道,钢管与抽气钢芯连通便于将砂芯本体内的气体排出模具,本实用新型将钢管改进为直角状,利用横管与砂芯本体连接,竖管上端排气,其下部通过进气管和空气压缩机连接,压缩空气进入竖管后从上端排出的同时快速带走砂芯本体内的气体,排气效果好,排气彻底。钢管为直角状不仅有确保排气效果,还可以节省空间,将进气管与空气压缩机设置为可拆卸式连接,方便安装和拆卸模具。
附图说明
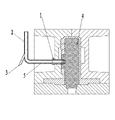
图1为本实用新型的示意图。
具体实施方式
现结合附图对本实用新型作进一步描述,图1为本实用新型的一种实施例,包括砂芯本体4,还包括抽气钢芯1、钢管、进气管3和空气压缩机,在砂芯本体4的中部横向设置排气孔,抽气钢芯1为圆管形,其外圆与排气孔内径相应,抽气钢芯1前端插入排气孔,其后端伸出钢模外部并与钢管连通,在抽气钢芯1与砂芯本体4之间设置有密封垫,本实施例中,密封垫为石棉密封套,该石棉密封套为圆筒形并套设置于抽气钢芯1的外部,密封垫还可以是其他材质制成,只要具有耐高温密封性能便可。所述的钢管由横管5和竖管2组成直角状,横管5与抽气钢芯1固定连接,竖管2的端口向上,进气管3倾斜设置在竖管2的下部并与竖管2连通,空气压缩机通过管道与进气管3为可拆卸式连接,进入进气管3的高压气体经竖管2的上端口排出。本实施例中,所述的进气管3与钢管的竖管2之间的夹角为25°-30°之间,该角度的夹角抽气效果显著。
本实用新型使用时,砂芯放入钢模型腔,合型形成密闭空腔,砂芯中部通过抽气钢芯1和钢管形成排气通道,浇注熔体之前进气管3与空气压缩机连接并开启空气压缩机,然后进行浇铸,在空气压缩机作用下由进气管3向竖管2注入压缩空气,横管5内便形成负压,从而将砂芯内部气体抽出,有效降低浇注时型腔内部的反压力,使熔体充型平稳,并及时抽出浇注过程砂芯表面燃烧产生的气体,避免铸件内部出现卷入性气孔缺陷及出现浇不足现象,提高铸件质量。
本实用新型具有结构简单,排气效果好,排气彻底的特点。
Claims (3)
1.一种砂芯的抽气装置,包括砂芯本体,其特征是:还包括抽气钢芯、钢管、进气管和空气压缩机,在砂芯本体的中部横向设置排气孔,抽气钢芯为圆管形,其外圆与排气孔内径相应,抽气钢芯前端插入排气孔,其后端伸出钢模外部并与钢管连通,在抽气钢芯与砂芯本体之间设置有密封垫,所述的钢管由横管和竖管组成直角状,横管与抽气钢芯固定连接,竖管的端口向上,进气管倾斜设置在竖管的下部并与竖管连通,空气压缩机通过管道与进气管为可拆卸式连接。
2.根据权利要求1所述的砂芯的抽气装置,其特征是:所述的密封垫为石棉密封套。
3.根据权利要求1或2所述的砂芯的抽气装置,其特征是:所述的进气管与钢管的竖管之间的夹角为25°-30°之间。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320510020.4U CN203409203U (zh) | 2013-08-21 | 2013-08-21 | 砂芯的抽气装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320510020.4U CN203409203U (zh) | 2013-08-21 | 2013-08-21 | 砂芯的抽气装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203409203U true CN203409203U (zh) | 2014-01-29 |
Family
ID=49972131
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201320510020.4U Expired - Fee Related CN203409203U (zh) | 2013-08-21 | 2013-08-21 | 砂芯的抽气装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203409203U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109954839A (zh) * | 2017-12-14 | 2019-07-02 | 丰田自动车株式会社 | 芯的成型方法和芯的成型装置 |
| CN110814285A (zh) * | 2019-12-16 | 2020-02-21 | 中国重汽集团济南动力有限公司 | 一种基于湿型砂工艺的气缸盖制造模具 |
-
2013
- 2013-08-21 CN CN201320510020.4U patent/CN203409203U/zh not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109954839A (zh) * | 2017-12-14 | 2019-07-02 | 丰田自动车株式会社 | 芯的成型方法和芯的成型装置 |
| CN110814285A (zh) * | 2019-12-16 | 2020-02-21 | 中国重汽集团济南动力有限公司 | 一种基于湿型砂工艺的气缸盖制造模具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103567413A (zh) | 一种解决压铸产品气孔缺陷的压铸装置及其压铸过程 | |
| CN104550826A (zh) | 卧式冷室压铸机的压铸工艺 | |
| CN201455192U (zh) | 自动排气顶芯机构 | |
| CN203409203U (zh) | 砂芯的抽气装置 | |
| CN203804195U (zh) | 一种模具负压排气结构 | |
| CN101704093A (zh) | 单级双吸离心泵泵体铸造方法 | |
| CN203751302U (zh) | 一种具有u型排气块电机盖压铸模具 | |
| CN102233406A (zh) | 缸体铸造生产的排气方法 | |
| CN203875291U (zh) | 一种排气歧管铸造模型 | |
| CN106694848A (zh) | 一种压铸装置及方法 | |
| CN201815655U (zh) | 金属型模具负压抽气装置 | |
| CN105033185A (zh) | 大型船用螺旋桨铸造内孔用砂芯 | |
| CN203751295U (zh) | 一种型腔抽真空压铸模 | |
| CN101850412A (zh) | 具有排气装置的压铸模具 | |
| CN205013815U (zh) | 一种压铸模具上的真空抽气阀 | |
| CN204934515U (zh) | 大型船用螺旋桨铸造内孔用砂芯 | |
| CN104162636A (zh) | 一种引导轮铸件铸造排气系统 | |
| CN105108067B (zh) | 一种提升射芯模充砂成型的方法 | |
| CN204171331U (zh) | 一种复杂浇铸系统压铸模具 | |
| CN203751247U (zh) | 发动机缸盖铸造浇注装置 | |
| CN202951859U (zh) | 一种压铸高硅铝合金齿轮的三板式模具 | |
| CN103317119B (zh) | 金属型低压铸造工艺 | |
| CN206643319U (zh) | 一种汽车零件生产中的压铸料筒 | |
| CN205798344U (zh) | 一种利用岩棉垫代替冒口排气针以节约钢水的结构 | |
| CN205254073U (zh) | 电动机铸铝转子铁芯压铸模内环排气结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20140129 Termination date: 20150821 |
|
| EXPY | Termination of patent right or utility model |