CN203197919U - 轮毂铸造毛坯取件手及其控制系统 - Google Patents
轮毂铸造毛坯取件手及其控制系统 Download PDFInfo
- Publication number
- CN203197919U CN203197919U CN 201320151562 CN201320151562U CN203197919U CN 203197919 U CN203197919 U CN 203197919U CN 201320151562 CN201320151562 CN 201320151562 CN 201320151562 U CN201320151562 U CN 201320151562U CN 203197919 U CN203197919 U CN 203197919U
- Authority
- CN
- China
- Prior art keywords
- wheel hub
- cast blank
- rotary power
- power unit
- hub cast
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Automobile Manufacture Line, Endless Track Vehicle, Trailer (AREA)
Abstract
本实用新型公开了一种轮毂铸造毛坯取件手,包括夹取机构、转向机构和升降机构,所述夹取机构包括夹爪、活塞装置和延长臂,所述夹爪连接于活塞装置的伸缩杆,所述活塞装置连接于延长臂的一端;所述转向机构包括固定架,以及连接于固定架的旋转动力装置,所述旋转动力装置的转轴与延长臂的另一端连接;所述升降机构的升降杆与固定架连接。本实用新型还公开了轮毂铸造毛坯取件手的控制系统,包括主控系统和反馈装置,所述主控系统通过反馈装置与轮毂铸造毛坯取件手构成闭合控制系统。本实用新型的夹爪夹持轮毂毛坯的撬胎槽,提高轮毂毛坯转移的安全性,保证产品合格率;操作人员的劳动强度降低,而且缩短了操作时间,提高产品制造的效率。
Description
技术领域
本实用新型涉及轮毂铸造设备领域,具体涉及一种用于夹取从铸造模具中脱出的轮毂毛坯的取件手,还涉及取件手的控制系统。
背景技术
轮毂是车辆用于连接轮胎与轴的部件,目前的轮毂从制造工艺上可以分为整体铸造式、整体锻造式和复合式三种,整体铸造式轮毂是目前制造成本最低的,其产量占轮毂总生产量的90%左右。整体铸造式轮毂的制造过程是,将液态铝合金灌注进模具,待液态铝合金凝固为固态的轮毂毛坯,将轮毂毛坯取出冷却,然后进行去毛刺、打磨等精加工处理,最终得到成品;从模具中脱出的轮毂毛坯温度较高,需要转移至水冷槽中冷却,现有技术采用转动托盘将轮毂毛坯移动至水冷槽上方,再经人工放入槽中,容易造成轮毂毛坯变形,影响产品合格率。
发明内容
本实用新型要解决的技术问题是提供一种轮毂铸造毛坯取件手,可以解决现有技术需要人工将轮毂毛坯从托盘转移至水冷槽,导致产品容易发生变形的问题。
本实用新型通过以下技术方案实现:
轮毂铸造毛坯取件手,包括夹取机构、转向机构和升降机构,所述夹取机构包括夹爪、活塞装置和延长臂,所述夹爪连接于活塞装置的伸缩杆,所述活塞装置连接于延长臂的一端;所述转向机构包括固定架,以及连接于固定架的旋转动力装置,所述旋转动力装置的转轴与延长臂的另一端连接;所述升降机构的升降杆与固定架连接。
本实用新型的进一步改进方案是,活塞装置有两根平行且反向的伸缩杆,所述两根伸缩杆端部分别连接有夹爪。
本实用新型的进一步改进方案是,夹爪相互平行且指向一致,所述夹爪位于同一水平面。
本实用新型的进一步改进方案是,活塞装置为液压油缸或气缸。
本实用新型的进一步改进方案是,固定架由水平的上板、下板以及竖板组成;所述上板、下板和旋转动力装置的机身分别固定连接于竖板的同一侧,升降机构的升降杆固定连接于竖板的另一侧;所述旋转动力装置的转轴活动连接于上板和下板,延长臂的另一端设有固定套,所述固定套与旋转动力装置的转轴固定连接。
本实用新型的进一步改进方案是,固定套位于上板和下板之间。
本实用新型的进一步改进方案是,旋转动力装置为旋转油缸或者电机。
本实用新型的进一步改进方案是,升降机构为液压油缸或气缸。
轮毂铸造毛坯取件手控制系统,包括主控装置和反馈装置,所述反馈装置包括位置传感器、压力传感器,所述位置传感器的测量端分别与转向机构、升降机构连接,所述压力传感器的测量端连接于活塞装置的压力管道,所述位置传感器和压力传感器的输出端分别连接于主控装置的输入端,所述主控装置的输出端分别与活塞装置、旋转动力装置、升降机构的电源端连接。
本实用新型的进一步改进方案是,主控装置为PLC可编程控制器。
本实用新型与现有技术相比的优点在于:
一、轮毂铸造毛坯取件手的夹爪夹持轮毂毛坯的撬胎槽,设置液压油缸或气缸的工作压力不至于使轮毂毛坯变形,提高轮毂毛坯转移至水冷槽过程的安全性,保证产品合格率;
二、不需要人工操作,操作人员的劳动强度大大降低,而且缩短了操作时间,提高了产品制造的效率。
附图说明
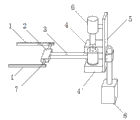
图1为本实用新型的轮毂铸造毛坯取件手结构示意图。
图2为本实用新型的轮毂铸造毛坯取件手控制系统示意图。
具体实施方式
轮毂铸造毛坯取件手,包括夹取机构、转向机构和升降机构8,所述夹取机构包括夹爪1、活塞装置2和延长臂3,活塞装置2有两根平行且反向的伸缩杆7,所述两根伸缩杆7端部分别连接有夹爪1,夹爪1相互平行且指向一致,所述夹爪1位于同一水平面,所述活塞装置2的主体连接于延长臂的3一端;所述转向机构包括固定架,以及连接于固定架的旋转动力装置6,固定架由水平的上板4、下板4′以及竖板5组成;所述上板4、下板4′和旋转动力装置6的机身分别固定连接于竖板5的同一侧,升降机构8的升降杆固定连接于竖板5的另一侧;所述旋转动力装置6的转轴活动连接于上板4和下板4′,延长臂3的另一端设有固定套7,所述固定套7与旋转动力装置6的转轴固定连接;固定套7位于上板4和下板4′之间。
其中,活塞装置2为液压油缸,旋转动力装置6为旋转油缸,升降机构8为液压油缸。
如图2所示,轮毂铸造毛坯取件手控制系统,包括PLC可编程控制器、位置传感器、压力传感器,所述位置传感器的测量端分别与转向机构、升降机构连接,所述压力传感器的测量端连接于活塞装置2的压力管道,所述位置传感器和压力传感器的输出端分别连接于PLC可编程控制器的输入端,所述PLC可编程控制器的输出端分别与活塞装置2、旋转动力装置6、升降机构8的电源端连接。
PLC可编程控制器控制轮毂铸造毛坯取件手动作流程是,首先旋转油缸动作,带动夹取机构向模具方向移动,当延长臂触碰到模具位置传感器时,旋转油缸停止动作;再升降机构动作,带动旋转机构以及夹取机构下降,直到固定架触碰到低位传感器,升降机构停止动作;夹取机构的液压油缸动作,带动夹爪收缩,从撬胎槽夹住轮毂毛坯,直到油路压力达到设定值,夹取机构停止动作;升降机构启动,带动旋转机构以及夹取机构上升,直到固定架触碰到高位传感器,升降机构停止动作;旋转油缸反向动作,带动夹具机构向水冷槽方向移动,直到延长臂触碰到水冷槽位置传感器,旋转油缸停止动作;夹取机构的液压油缸复位,轮毂毛坯落入水冷槽中。
Claims (10)
1.轮毂铸造毛坯取件手,其特征在于:包括夹取机构、转向机构和升降机构(8),所述夹取机构包括夹爪(1)、活塞装置(2)和延长臂(3),所述夹爪(1)连接于活塞装置(2)的伸缩杆,所述活塞装置(2)连接于延长臂的(3)一端;所述转向机构包括固定架,以及连接于固定架的旋转动力装置(6),所述旋转动力装置(6)的转轴与延长臂(3)的另一端连接;所述升降机构(8)的升降杆与固定架连接。
2.如权利要求1所述的轮毂铸造毛坯取件手,其特征在于:所述活塞装置(2)有两根平行且反向的伸缩杆(7),所述两根伸缩杆(7)端部分别连接有夹爪(1)。
3.如权利要求2所述的轮毂铸造毛坯取件手,其特征在于:所述夹爪(1)相互平行且指向一致,所述夹爪(1)位于同一水平面。
4.如权利要求1或2所述的轮毂铸造毛坯取件手,其特征在于:所述活塞装置(2)为液压油缸或气缸。
5.如权利要求1所述的轮毂铸造毛坯取件手,其特征在于:所述固定架由水平的上板(4)、下板(4′)以及竖板(5)组成;所述上板(4)、下板(4′)和旋转动力装置(6)的机身分别固定连接于竖板(5)的同一侧,升降机构(8)的升降杆固定连接于竖板(5)的另一侧;所述旋转动力装置(6)的转轴活动连接于上板(4)和下板(4′),延长臂(3)的另一端设有固定套(7),所述固定套(7)与旋转动力装置(6)的转轴固定连接。
6.如权利要求5所述的轮毂铸造毛坯取件手,其特征在于:所述固定套(7)位于上板(4)和下板(4′)之间。
7.如权利要求1或5所述的轮毂铸造毛坯取件手,其特征在于:所述旋转动力装置(6)为旋转油缸或者电机。
8.如权利要求1所述的轮毂铸造毛坯取件手,其特征在于:所述升降机构(8)为液压油缸或气缸。
9.轮毂铸造毛坯取件手控制系统,其特征在于:包括主控装置和反馈装置,所述反馈装置包括位置传感器、压力传感器,所述位置传感器的测量端分别与转向机构、升降机构连接,所述压力传感器的测量端连接于活塞装置(2)的压力管道,所述位置传感器和压力传感器的输出端分别连接于主控装置的输入端,所述主控装置的输出端分别与活塞装置(2)、旋转动力装置(6)、升降机构(8)的电源端连接。
10.如权利要求9所述的轮毂铸造毛坯取件手控制系统,其特征在于:所述主控装置为PLC可编程控制器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201320151562 CN203197919U (zh) | 2013-03-29 | 2013-03-29 | 轮毂铸造毛坯取件手及其控制系统 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201320151562 CN203197919U (zh) | 2013-03-29 | 2013-03-29 | 轮毂铸造毛坯取件手及其控制系统 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203197919U true CN203197919U (zh) | 2013-09-18 |
Family
ID=49142058
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201320151562 Expired - Fee Related CN203197919U (zh) | 2013-03-29 | 2013-03-29 | 轮毂铸造毛坯取件手及其控制系统 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203197919U (zh) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104440907A (zh) * | 2013-09-20 | 2015-03-25 | 天津中电华利电器科技集团有限公司 | 一种微型断路器检测台机械臂 |
| CN104589351A (zh) * | 2015-01-20 | 2015-05-06 | 桂林航天工业学院 | 一种能自适应高度的物料抓取机械手 |
| CN105290255A (zh) * | 2015-12-04 | 2016-02-03 | 文晓阳 | 一种智能液压机械手 |
| CN105414809A (zh) * | 2015-11-27 | 2016-03-23 | 河南新科起重机股份有限公司 | 一种起重机主梁筋板焊接机气瓶自定位装置 |
| CN105458573A (zh) * | 2015-11-27 | 2016-04-06 | 河南新科起重机股份有限公司 | 一种起重机主梁筋板焊接机气瓶固定装置 |
| CN105752640A (zh) * | 2016-04-27 | 2016-07-13 | 南京优倍电气有限公司 | 一种物料搬运机器人 |
| CN105883405A (zh) * | 2016-06-28 | 2016-08-24 | 相城区黄桥荣翔金属制品厂 | 一种铰接避让卡爪 |
| CN105947657A (zh) * | 2016-06-28 | 2016-09-21 | 相城区黄桥荣翔金属制品厂 | 一种升降避让抓取机构 |
| CN107350450A (zh) * | 2017-07-27 | 2017-11-17 | 成都市龙泉通惠实业有限责任公司 | 一种用于取出压铸机内活塞毛坯的机器抓手 |
| CN110834946A (zh) * | 2019-11-20 | 2020-02-25 | 海宁纪亨保健食品有限公司 | 一种姜茶生产用的自动运输装置 |
| CN114212522A (zh) * | 2021-12-21 | 2022-03-22 | 襄阳恒德汽车配件有限公司 | 一种毛坯转运装置 |
| CN117182941A (zh) * | 2023-10-28 | 2023-12-08 | 哈尔滨学院 | 一种安装机械手臂 |
-
2013
- 2013-03-29 CN CN 201320151562 patent/CN203197919U/zh not_active Expired - Fee Related
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104440907A (zh) * | 2013-09-20 | 2015-03-25 | 天津中电华利电器科技集团有限公司 | 一种微型断路器检测台机械臂 |
| CN104589351B (zh) * | 2015-01-20 | 2017-02-01 | 桂林航天工业学院 | 一种能自适应高度的物料抓取机械手 |
| CN104589351A (zh) * | 2015-01-20 | 2015-05-06 | 桂林航天工业学院 | 一种能自适应高度的物料抓取机械手 |
| CN105414809A (zh) * | 2015-11-27 | 2016-03-23 | 河南新科起重机股份有限公司 | 一种起重机主梁筋板焊接机气瓶自定位装置 |
| CN105458573A (zh) * | 2015-11-27 | 2016-04-06 | 河南新科起重机股份有限公司 | 一种起重机主梁筋板焊接机气瓶固定装置 |
| CN105290255A (zh) * | 2015-12-04 | 2016-02-03 | 文晓阳 | 一种智能液压机械手 |
| CN105752640A (zh) * | 2016-04-27 | 2016-07-13 | 南京优倍电气有限公司 | 一种物料搬运机器人 |
| CN105752640B (zh) * | 2016-04-27 | 2018-05-04 | 南京优倍自动化系统有限公司 | 一种物料搬运机器人 |
| CN105883405A (zh) * | 2016-06-28 | 2016-08-24 | 相城区黄桥荣翔金属制品厂 | 一种铰接避让卡爪 |
| CN105947657A (zh) * | 2016-06-28 | 2016-09-21 | 相城区黄桥荣翔金属制品厂 | 一种升降避让抓取机构 |
| CN107350450A (zh) * | 2017-07-27 | 2017-11-17 | 成都市龙泉通惠实业有限责任公司 | 一种用于取出压铸机内活塞毛坯的机器抓手 |
| CN110834946A (zh) * | 2019-11-20 | 2020-02-25 | 海宁纪亨保健食品有限公司 | 一种姜茶生产用的自动运输装置 |
| CN114212522A (zh) * | 2021-12-21 | 2022-03-22 | 襄阳恒德汽车配件有限公司 | 一种毛坯转运装置 |
| CN117182941A (zh) * | 2023-10-28 | 2023-12-08 | 哈尔滨学院 | 一种安装机械手臂 |
| CN117182941B (zh) * | 2023-10-28 | 2024-04-26 | 哈尔滨学院 | 一种安装机械手臂 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203197919U (zh) | 轮毂铸造毛坯取件手及其控制系统 | |
| CN204700688U (zh) | 铸件端面磨削辅助加工装置 | |
| CN201900232U (zh) | 用于锂锭浇铸的液压铸锭升降台 | |
| CN103506615A (zh) | 一种铸锭机使用的全自动扒渣机 | |
| CN203197227U (zh) | 轮毂铸造毛坯取件手 | |
| CN204224199U (zh) | 一种装卸模具的翻转小车 | |
| CN103878337B (zh) | 多工位热模法离心机生产系统 | |
| CN205380260U (zh) | 龙门翻箱机 | |
| CN103862466A (zh) | 旋转式轮毂冷却机械手 | |
| CN103252480B (zh) | 一种铸造一体成型装置 | |
| CN203956739U (zh) | 沙带水磨机驱动装置 | |
| CN204209107U (zh) | 铸件模具成型清理及浇铸辅助设备 | |
| CN107598573A (zh) | 一种用于卡车和客车铝合金轮毂的低压边浇铸旋装置 | |
| CN107774967A (zh) | 一种轮毂铸造毛坯取件手及其控制系统 | |
| CN203599500U (zh) | 车轮低压铸造系统 | |
| CN203565823U (zh) | 一种低压浇注砂箱的移动装置 | |
| CN203820041U (zh) | 铸件搬运车 | |
| CN207840769U (zh) | 一种模具加工用夹具 | |
| CN202984355U (zh) | 一种用于汽车后桥的整形出模装置 | |
| CN205237033U (zh) | 一种脱模装置 | |
| CN202498198U (zh) | 一种压铸机取料装置 | |
| CN206445200U (zh) | 一种用于卡车和客车铝合金轮毂的低压边浇铸旋装置 | |
| CN211965858U (zh) | 一种换模车 | |
| CN206241210U (zh) | 一种新型同步翻箱装置 | |
| CN204234670U (zh) | 铸造生产用蜡模清洗及浇铸辅助装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| PP01 | Preservation of patent right |
Effective date of registration: 20151013 Granted publication date: 20130918 |
|
| RINS | Preservation of patent right or utility model and its discharge | ||
| PD01 | Discharge of preservation of patent |
Date of cancellation: 20160413 Granted publication date: 20130918 |
|
| RINS | Preservation of patent right or utility model and its discharge | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20130918 Termination date: 20180329 |