CN202877490U - 一种车轮铸造模具 - Google Patents
一种车轮铸造模具 Download PDFInfo
- Publication number
- CN202877490U CN202877490U CN 201220566856 CN201220566856U CN202877490U CN 202877490 U CN202877490 U CN 202877490U CN 201220566856 CN201220566856 CN 201220566856 CN 201220566856 U CN201220566856 U CN 201220566856U CN 202877490 U CN202877490 U CN 202877490U
- Authority
- CN
- China
- Prior art keywords
- vehicle wheel
- box
- wheel
- casting mould
- top box
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Abstract
本实用新型公开一种车轮铸造模具,包括上箱和下箱,上箱和下箱合型作为整箱,在整箱内设置有车轮模型腔,车轮模型腔以外的上箱和下箱内均充满型砂,在上箱上设置有浇道和浇注系统,浇注系统与浇道联通,轴孔芯和外圈踏面芯均在上、下箱各设置一半,在上箱内设置有一个冒口,冒口设置在车轮轮辋端面加工面上,下箱下面设置有倾斜垫板。采用上述技术方案,本实用新型有以下优点:本实用新型生产出的车轮内部不会形成缩孔和缩松,有利于得到密实的铸件,保证内在质量,达到设计要求。铸件出品率提高至80%以上。
Description
技术领域
本实用新型属于一种车轮的铸造模具,具体地说涉及一种车轮倾斜浇注,提高出品率,降低铸造成本,因而提高利润空间的一种铸造模具。
背景技术
由于市场单位相互竞争,车轮的价格在不断地下压,几乎没有什么利润空间,公司为了降低成本,提高利润空间,在其它工序环节中已无法降低成本的情况下,我们用提高钢水利用率,也就是说提高工艺出品率的方法来降低铸造成本,提高利润。
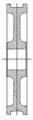
车轮为天车用铸钢件车轮,如图1、图2和图3所示,受力较大,要求内部不能有缩孔、缩松等缺陷,铸件轮廓尺寸为φ850×160的一种圆板型铸件。根据革新前工艺,在轮辋上至少放置3个保温冒口,工艺出品率仅有69.36%,浪费了原材料(钢水)的同时,还增加了工人切割冒口的操作时间,浪费了人力物力,增加了铸造成本。
发明内容
本实用新型的目的在于克服上述不足提供一种车轮铸造模具,
倾斜浇注车轮,提高铸件出品率。
为实现上述目的,本实用新型采用以下技术方案:
一种车轮铸造模具,包括上箱和下箱,上箱和下箱合型作为整箱,在整箱内设置有车轮模型腔,车轮模型腔以外的上箱和下箱内均充满型砂,在上箱上设置有浇道和浇注系统,浇注系统与浇道联通,轴孔芯和外圈踏面芯均在上、下箱各设置一半,在上箱内设置有一个冒口,冒口设置在车轮轮辋端面加工面上,下箱下面设置有倾斜垫板。
上述车轮铸造模具,倾斜垫板的斜度为1:10,即将车轮合型后的砂型设置冒口的一端按1:10的斜度垫高,进行倾斜浇注。
采用上述技术方案,本实用新型有以下优点:本实用新型生产出的车轮内部不会形成缩孔和缩松,有利于得到密实的铸件,保证内在质量,达到设计要求。铸件出品率提高至80%以上。
使用本实用新型进行铸造时是采用倾斜浇注方式,采用1个冒口布置在车轮轮辋端面上,合好型后把冒口一端按1:10的斜度垫高,进行倾斜浇注。工艺出品率由69.36%提高至80%以上,铸件内部没有缩孔和缩松,降低了铸造成本,提高了利润空间。表1是目前浇注模具与本实用新型对比效果分析表。
表1
| 车轮重量kg | 原工艺浇冒口重量kg | 本发明浇冒口重量kg | 工艺出品率 |
| 360 | 159 | --- | 69.36% |
| 360 | --- | 79.5 | 81.91% |
附图说明
图1是车轮零件示意图。
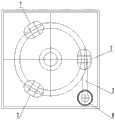
图2目前铸造车轮模具安装状态示意图。
图3是图2俯视图浇注状态示意图。
图4是本实用新型安装结构示意图。
图5是本实用新型A向视图。
具体实施方式
如图4和图5所示的一种车轮铸造模具,包括上箱1和下箱2,上箱1和下箱2合型作为整箱,在整箱内设置有车轮模型腔,车轮模型腔以外的上箱和下箱内均充满型砂6,在上箱1上设置有浇道3和浇注系统8,浇注系统8与浇道3联通,轴孔芯4和外圈踏面芯5均在上、下箱各设置一半,在上箱内设置有一个冒口7,冒口设置在车轮轮辋端面加工面上,下箱下面设置有倾斜垫板9,倾斜垫板的斜度为1:10。即将车轮合型后的砂型设置冒口的一端按1:10的斜度垫高,进行倾斜浇注。
Claims (2)
1.一种车轮铸造模具,包括上箱(1)和下箱(2),上箱(1)和下箱(2)合型作为整箱,在整箱内设置有车轮模型腔,车轮模型腔以外的上箱和下箱内均充满型砂(6),其特征在于:在上箱(1)上设置有浇道(3)和浇注系统(8),浇注系统(8)与浇道(3)联通,轴孔芯(4)和外圈踏面芯(5)均在上、下箱各设置一半,在上箱内设置有一个冒口(7),冒口设置在车轮轮辋端面加工面上,下箱下面设置有倾斜垫板(9)。
2.根据权利要求1所述的车轮铸造模具,其特征在于:倾斜垫板的斜度为1:10。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220566856 CN202877490U (zh) | 2012-10-31 | 2012-10-31 | 一种车轮铸造模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220566856 CN202877490U (zh) | 2012-10-31 | 2012-10-31 | 一种车轮铸造模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202877490U true CN202877490U (zh) | 2013-04-17 |
Family
ID=48068956
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201220566856 Expired - Fee Related CN202877490U (zh) | 2012-10-31 | 2012-10-31 | 一种车轮铸造模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202877490U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108746495A (zh) * | 2018-08-16 | 2018-11-06 | 襄阳云威机械有限公司 | 一种汽车底盘外壳铸造模具 |
-
2012
- 2012-10-31 CN CN 201220566856 patent/CN202877490U/zh not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108746495A (zh) * | 2018-08-16 | 2018-11-06 | 襄阳云威机械有限公司 | 一种汽车底盘外壳铸造模具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105215271A (zh) | 一种变速箱壳体铸件的组芯造型砂型结构及组芯造型方法 | |
| CN205217919U (zh) | 一种变速箱壳体铸件的组芯造型砂型结构 | |
| CN208613719U (zh) | 一种横梁类铸件低压铸造模具 | |
| CN207172615U (zh) | 一种空调外壳注塑模具 | |
| CN201783624U (zh) | 铸造成型装置 | |
| CN103381470A (zh) | 一箱八型刹车盘铸造装置 | |
| CN202639226U (zh) | 汽车制动支架在垂直分型造型线上的浇注系统 | |
| CN201632599U (zh) | 盘类产品铸造模具单元及铸造模具 | |
| CN202877483U (zh) | 中小型、大批量铸钢件生产铸造模具 | |
| CN203185590U (zh) | 一种汽车后视镜壳体模具 | |
| CN202527659U (zh) | 制动钳壳体浇注系统 | |
| CN202199726U (zh) | 一种制动毂砂型模 | |
| CN201244661Y (zh) | 铸造重型汽车制动盘的砂型 | |
| CN200998763Y (zh) | 一种铸造轮边减速器壳的复合铸型 | |
| CN203109172U (zh) | 一种改进的阀体类铸件的成型铸造模具 | |
| CN202877490U (zh) | 一种车轮铸造模具 | |
| CN102941316B (zh) | 一种机床导轨铸件的生产方法 | |
| CN206509480U (zh) | 一种用于刹车盘铸造的组合模 | |
| CN212042549U (zh) | 一种多件底座类零件组芯补缩侧浇系统 | |
| CN203109175U (zh) | 一种改进的电梯槽轮铸件的成型铸造模具 | |
| CN201799578U (zh) | 汽车后制动盘铸造型板 | |
| CN202278145U (zh) | 一种汽车刹车毂铸造砂型 | |
| CN201380271Y (zh) | 一种环形铸件毛坯专用砂箱 | |
| CN201783621U (zh) | 铸铁件浇铸装置 | |
| CN201308965Y (zh) | 组芯 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20130417 Termination date: 20161031 |