CN201997944U - 带钻机的焊钻夹具 - Google Patents
带钻机的焊钻夹具 Download PDFInfo
- Publication number
- CN201997944U CN201997944U CN2010206843535U CN201020684353U CN201997944U CN 201997944 U CN201997944 U CN 201997944U CN 2010206843535 U CN2010206843535 U CN 2010206843535U CN 201020684353 U CN201020684353 U CN 201020684353U CN 201997944 U CN201997944 U CN 201997944U
- Authority
- CN
- China
- Prior art keywords
- fixedlyed connected
- drilling
- clamping fixture
- fixture seat
- boring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Drilling And Boring (AREA)
Abstract
本实用新型涉及机械加工夹具领域,目的是提供一种结构简单,操作快捷方便,能同时满足汽车车架焊接和钻孔的定位压紧要求,冷却液能重复回收使用、不影响环境、减轻工件的清理工作量、冷却效果好的带钻机的焊钻夹具。一种带钻机的焊钻夹具,包括夹具座、卧式钻机、立式钻机、快速压紧器、插入式定位器、钻孔冷却装置;带钻机的焊钻夹具用专机代替通用钻孔设备,体积小,结构简单,效率高,钻孔质量能保证;用快速压紧器定位压紧,快捷方便;插入式定位器满足了钻孔加工的定位精度要求;钻孔冷却装置的冷却液能重复回收使用、不影响环境、减轻工件的清理工作量、冷却效果好。
Description
技术领域
本实用新型涉及机械加工夹具领域,尤其是一种汽车车架焊接钻孔加工的带钻机的焊钻夹具。
背景技术
汽车车架制造中,许多零、部件间需要焊接;为了保证汽车车架焊接后达到准确的位置和尺寸要求,往往采用一些辅助焊接夹具对需要焊接的零件进行定位,保证焊接后的位置和尺寸要求;中国专利申请号:200710131380.2的发明公开了一种车架焊接夹具,该车架焊接夹具包括基板;基板上设置有多个定位支架,对车架进行支撑定位;基板的上部设置有多个可移动的压块或压头压紧在车架的相应部位,避免焊接时零件错位,保证焊接位置准确;该车架焊接夹具操作较麻烦。汽车车架有些冲压成型件的通孔由于工艺条件限制,不能在冲压成型时冲出,而需要在焊接后经钻孔加工来完成;由于汽车车架体积较大,钻孔加工较为麻烦,在现有的钻孔技术中,用普通设备来加工,设备规格要很大,购置成本高,操作复杂;采用手工钻孔,通过手持样板给孔定位,使用手电钻进行钻孔,劳动强度大,操作难度也大,特别在阶梯孔加工时,需要更换钻头,效率很低,而且孔的形状和位置难以达到要求;采用机器人钻孔,将工件进行定位后,机械手夹持符合规定的钻头根据预先编制好的程序进行钻孔,是比较自动化的钻孔方式;但是机器人的购置成本高,需要专业的操作人员操作机器人;机器人工作时旋转范围很大,占用场地也很大;因此这些钻孔方式都不适合汽车车架的钻孔;而现有的车架焊接夹具如同时作为钻孔夹具使用,则不能满足钻孔加工的定位精度要求;另外,钻孔加工时,为了使加工件不变形,需要对钻头和钻孔进行冷却,目前采用在钻孔处,大面积浇注冷却液的开放式冷却方式,冷却液不能正好浇注于钻孔处,浪费了大量的冷却液,且冷却液无法回收利用,影响环境,同时也增加了工件的清理工作;因此为了克服汽车车架焊接夹具操作较麻烦,如焊接夹具同时作为钻孔夹具使用,则不能满足钻孔加工的定位精度要求,汽车车架的钻孔方式不适合,钻孔冷却液无法回收利用,影响环境,增加了工件的清理工作等不足,成为亟待解决的问题。
实用新型内容
本实用新型的目的是为了克服汽车车架现有焊接夹具不能满足钻孔加工定位精度要求,现有钻孔加工方法效率低,加工难度大,质量难保证,钻孔冷却液无法回收利用,影响环境,增加了工件的清理工作的不足,提供一种结构简单,操作快捷方便,能同时满足汽车车架焊接和钻孔的定位压紧要求,冷却液能重复回收使用、不影响环境、减轻工件的清理工作量、冷却效果好的带钻机的焊钻夹具。
本实用新型的具体技术方案是:
一种带钻机的焊钻夹具,包括夹具座,所述的带钻机的焊钻夹具还包括卧式钻机、立式钻机、快速压紧器、插入式定位器、钻孔冷却装置;所述的立式钻机、卧式钻机与夹具座固定连接;所述的快速压紧器、插入式定位器与夹具座固定连接;所述的钻孔冷却装置与夹具座固定连接;所述的夹具座设有基准面、空腔。该带钻机的焊钻夹具根据汽车车架焊接和钻孔的需要,将卧式钻机、立式钻机、快速压紧器、插入式定位器、钻孔冷却装置按一定的数量和位置要求与夹具座组合成一体,结构紧凑;用卧式钻机、立式钻机等专机代替通用设备,体体小,结构简单,效率高,钻孔质量能保证;用快速压紧器对汽车车架定位压紧,快捷方便;插入式定位器的定位销与汽车车架上的定位孔配合,在满足汽车车架焊接加工定位要求的同时,满足了钻孔加工的定位精度要求;钻孔冷却装置对钻孔和钻头进行冷却,冷却液能重复回收使用、不影响环境、减轻工件的清理工作量、冷却效果好,并提高了钻头使用寿命。
作为优选,所述的卧式钻机包括卧式底座、卧式底板,所述的卧式底座、卧式底板间设有导轨一、进给机构一;所述的进给机构为气缸一;所述的卧式钻机还包括电机一、联轴器一、减速箱一、钻模板一、钻头一;所述的电机一通过联轴器一与减速箱一连接;所述的钻头一穿过钻模板一与减速箱一连接;所述的电机一与卧式底板固定连接;所述的减速箱一与卧式底板固定连接;所述的钻模板一与卧式底座固定连接;所述的卧式底座与夹具座固定连接。用卧式钻机专机代替普通卧式钻床,体积小,结构简单;用气缸一作为进给机构一,使进给力可调且进给平稳,加工后退出快;具有钻模板一,可提高钻孔精度。
作为优选,所述的立式钻机包括立座、摆动座、立式底板,所述的立座与摆动座间铰接;所述的摆动座与立式底板间设有导轨二、进给机构二;所述的进给机构二为气缸二;所述的立式钻机还包括电机二、联轴器二、减速箱二、钻模板二、钻头二;所述的电机二通过联轴器二与减速箱二连接;所述的钻头二穿过钻模板二与减速箱二连接;所述的电机二与立式底板固定连接;所述的减速箱二与立式底板固定连接;所述的钻模板二与摆动座固定连接;所述的立座与摆动座间设有摆动驱动机构;所述的摆动驱动机构为气缸三;所述的立座与夹具座固定连接。用立式钻机专机代替普通立式钻床,体体小,结构简单;具有钻模板二,可提高钻孔精度。所述的立座与摆动座间设有摆动驱动机构,使立式钻机的摆动座连同电机二、联轴器二、减速箱二、钻模板二、钻头二等能从车架上方摆动转开,不影响车架方便吊装。
作为优选,所述的快速压紧器,包括肘节式快速夹具,所述的肘节式快速夹具包括压臂、手柄,所述的快速压紧器还包括压头、支座、下定位块、侧定位块、可调定位块;所述的压头与压臂前端固定连接;所述的肘节式快速夹具与支座固定连接;所述的下定位块、侧定位块、可调定位块与支座固定连接;所述的支座与夹具座固定连接。应用肘节式快速夹具于快速压紧器中,使快速压紧器结构简单、操作方便,效率高。将汽车车架定位部位放入下定位块、侧定位块、可调定位块之间,汽车车架定位部的一侧面和下面分别靠住下定位块和侧定位块,旋转可调定位块的调节螺钉,使调节块靠住汽车车架定位部的另一侧面并压紧;扳动肘节式快速夹具的手柄,压臂带动压头压紧汽车车架定位部的上面。加工完成后,反向扳动肘节式快速夹具的手柄,压臂带动压头脱离汽车车架定位部,反向旋转调节螺钉,松开可调定位块,使汽车车架定位部解除约束。
作为优选,所述的插入式定位器包括支架、定位销、销筒、支承座;所述的销筒与支承座固定连接;所述的支承座与支架固定连接;所述的定位销包括插销、把手;所述的把手与插销尾端固定连接;所述的销筒设有与插销适配的销孔;所述的插销的长度长于销筒的长度;所述的支架与夹具座固定连接。所述插入式定位器的定位销装在销筒设有的与插销适配的销孔内,销筒与支承座固定连接;支承座与支架固定连接,使定位销能保持准确位置,提高定位精度和重复定位精度,且操作方便快捷。
作为优选,所述的钻孔冷却装置包括冷却液箱、冷却泵、收集盒、输液管、出液管、喷咀、回液管;所述的冷却液箱设有出液口、回液口,所述的冷却泵设有进口、出口;所述的收集盒包括盒底、侧围, 所述的侧围与盒底固定连接;所述的冷却液箱的出液口通过出液管与冷却泵的进口连通;所述的输液管与冷却泵的出口连通;所述的喷咀与输液管连通;所述的回液管一端与冷却液箱的回液口连通,另一端与收集盒连通;所述的冷却液箱在夹具座的空腔内与夹具座固定连接。所述的钻孔冷却装置,冷却液能循环重复使用,节约了冷却液;喷咀将冷却液集中浇注于钻孔处,提高了冷却效果,减轻工件的清理工作量,并具有润滑作用;收集盒回收冷却液与钻屑,保持环境清洁。
本实用新型的有益效果是:
带钻机的焊钻夹具根据汽车车架焊接和钻孔的需要,将卧式钻机、立式钻机、快速压紧器、插入式定位器、钻孔冷却装置按一定的数量和位置要求与夹具座组合成一体,结构紧凑;用卧式钻机、立式钻机等专机代替通用设备,体体小,结构简单,效率高,钻孔质量能保证;用快速压紧器对汽车车架定位压紧,快捷方便;插入式定位器的定位销与汽车车架上的定位孔配合,在满足汽车车架焊接加工定位要求的同时,满足了钻孔加工的定位精度要求;钻孔冷却装置的冷却液能重复回收使用、不影响环境、减轻工件的清理工作量、冷却效果好;钻孔冷却装置的喷咀将冷却液集中浇注于钻孔处,提高了冷却效果,减轻工件的清理工作量,并具有润滑作用;收集盒回收冷却液与钻屑,保持环境清洁;并提高了钻头使用寿命。立式钻机的立座与摆动座间设有摆动驱动机构,使立式钻机的摆动座连同电机二、联轴器二、减速箱二、钻模板二、钻头二等能从车架上方摆动转开,不影响车架方便吊装。应用肘节式快速夹具于快速压紧器中,使快速压紧器结构简单、操作方便,效率高。
附图说明
图1是本实用新型的一种结构示意图;
图2是图1中卧式钻机的结构示意图;
图3是图1中立式钻机的结构示意图;
图4是图1中快速压紧器的结构示意图;
图5是图1中插入式定位器的结构示意图;
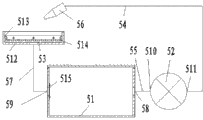
图6是图1中钻孔冷却装置的结构示意图。
图中:卧式钻机-1、立式钻机-2、快速压紧器-3、插入式定位器-4、钻孔冷却装置-5;夹具座-6、基准面7、空腔-8、卧式底座-11、卧式底板-12、电机一-13、联轴器一-14、钻模板一-15、钻头一-16、气缸一-17、钻套一-18、齿轮减速箱一-19、直线导轨-110、立座 -21、摆动座-22、立式底板-23、电机二-24、联轴器二-25、钻模板二-26、钻头二-27、气缸二-28、气缸三-29、钻套二-210、齿轮减速箱二-211、直线导轨二-212、压头-31、支座-32、下定位块-33、侧定位块-34、可调定位块-35、压臂-36、导向块-37、凹槽-38、压紧器支架-39、安装块-310、凸块一-311、凸块二-312、凸块三-313、肘节式快速夹具-314、可调定位块座-315、调节块-316、调节螺钉-317、调节块槽-318、定位缺口-319、手柄-320、支架-41、定位销-42、销筒-43、支承座-44、插销-45、把手-46、销孔-47、把手槽-48、定位槽-49、横板-410、支承板-411、底板-412、立柱-413、安装板-414、撑板-415、
冷却液箱-51、冷却泵-52、收集盒-53、输液管-54、出液管-55、喷咀-56、回液管-57、出液口-58、回液口-59、进口-510、出口-511、盒底-512、侧围-513、滤网一-514、滤网二-515。
具体实施方式
下面结合附图所示对本实用新型进行进一步描述。
如附图1所示:一种带钻机的焊钻夹具包括夹具座6、卧式钻机1、立式钻机2、快速压紧器3、插入式定位器4、钻孔冷却装置5;所述的夹具座设有基准面7、空腔8;卧式钻机有二个;快速压紧器有二个;插入式定位器有二个;所述的卧式钻机包括卧式底座11,所述的底座与夹具座螺钉连接;所述的立式钻机包括立座21,所述的立座与夹具座螺钉连接;所述的快速压紧器包括压紧器支架39,所述的压紧器支架与夹具座螺钉连接;所述的插入式定位器包括底板412,所述的底板与夹具座螺钉连接;所述的钻孔冷却装置包括冷却液箱51,所述的冷却液箱在夹具座的空腔内与夹具座螺钉连接。
如附图2所示:卧式钻机还包括卧式底板12,直线导轨一110;直线导轨一分别与卧式底座、卧式底板螺钉连接;气缸一17的缸体一与卧式底座螺钉连接,伸缩杆一与卧式底板螺纹连接;所述的卧式钻机还包括电机一13、联轴器一14、齿轮减速箱一19、钻模板一15、钻头一16;电机一通过联轴器一与齿轮减速箱一连接;钻模板一设有钻套一18,钻套一与钻头一适配;钻头一有二个,钻头一穿过钻套一与齿轮减速箱一连接;电机一与卧式底板螺钉连接;齿轮减速箱一与卧式底板螺钉连接;所述的钻模板一与卧式底座固定连接。
如附图3所示:立式钻机还包括摆动座22、立式底板23,所述的立座与摆动座间铰接;所述的立式钻机还包括电机二24、联轴器二25、齿轮减速箱二211、钻模板二26、钻头二27;所述的电机二通过联轴器二与齿轮减速箱二连接;钻模板二设有钻套二210,钻套二与钻头二适配;所述的钻头二有二个,所述的钻头二穿过钻模板二与齿轮减速箱二连接;所述的电机二与立式底板螺钉连接;所述的齿轮减速箱二与立式底板螺钉连接;所述的钻模板二与摆动座螺钉连接;直线导轨二212分别与摆动座、立式底板螺钉连接;气缸二28的缸体二与摆动座螺钉连接,伸缩杆二与立式底板螺纹连接;气缸三29的缸体三与立座螺钉连接,伸缩杆三与摆动座螺纹连接。
如附图4所示:快速压紧器,包括压头31、肘节式快速夹具314,所述的肘节式快速夹具包括压臂36、手柄320,所述的压头与压臂前端螺钉连接;所述的快速压紧器还包括支座32、下定位块33、侧定位块34、可调定位块35;所述的支座还包括安装块310;所述的安装块依次设有凸块一311、凸块二312、凸块三313,凸块三高度高于凸块二,凸块二高度高于凸块一;所述的肘节式快速夹具靠住凸块二侧面与凸块一顶面螺钉连接;所述的快速压紧器还包括导向块37,所述的导向块设有凹槽38,所述的凹槽宽度与压臂厚度适配;所述的导向块与凸块三顶面螺钉连接;所述的侧定位块与凸块三侧面螺钉连接;所述的下定位块与安装块的顶面螺钉连接;所述的可调定位块包括可调定位块座315、调节块316、调节螺钉317;所述的可调定位块座设有调节块槽318,所述的调节块槽的宽度与调节块适配;所述的调节螺钉穿过可调定位块座与调节块连接;所述的可调定位块座还设有定位缺口319,所述的定位缺口为直角切除,方向与调节块槽平行。所述的可调定位块的定位缺口靠住安装块的一端螺钉连接;所述的压紧器支架与安装块的另一端螺钉连接。
如附图5所示:插入式定位器包括支架41、定位销42、销筒43、支承座44;所述的支承座包括横板410、支承板411,所述的横板与支承板成T字形连接,所述的支承板长度与销筒相等,厚度小于销筒外径;所述的支承板与销筒焊接;所述的定位销包括插销45、把手46;所述的销筒设有与插销适配的销孔47:所述的插销的长度长于销筒的长度;所述的销筒轴向设有把手槽48;所述的销筒还设有定位槽49,所述的定位槽有二个,分别与把手槽的二端成90度连通;所述的把手槽、定位槽从销孔贯通到销筒外周;所述的把手为圆柱形,所述的把手槽和定位槽的宽度大于把手的直径;所述的把手与插销间夹角为直角;所述的把手穿过把手槽与插销尾端焊接;所述的支架还包括立柱413、安装板414、撑板415;所述的立柱下端面与底板焊接;所述的安装板形状为矩形,所述的立柱上端面与安装板的下端面焊接;所述的安装板尺寸大于支承座的横板,所述的横板与安装板上端面螺钉连接;所述的撑板一端与安装板的下端面焊接,另一端与立柱焊接。
如附图6所示:钻孔冷却装置,还包括冷却泵52、收集盒53、输液管54、出液管55、喷咀56、回液管57;所述的冷却液箱设有出液口58、回液口59,所述的冷却泵设有进口510、出口511;所述的冷却液箱的出液口通过出液管与冷却泵的进口连通;所述的输液管与冷却泵的出口连通;所述的喷咀与输液管连通;所述的回液管一端与冷却液箱的回液口连通,另一端与收集盒连通。所述的收集盒包括盒底512、侧围513; 所述的侧围与盒底焊接,所述的收集盒设有滤网一514,所述的滤网一的网格形状为菱形,网格边长为1mm;所述的滤网一与收集盒的侧围螺钉连接;所述的冷却液箱的回液口处设有滤网二515;所述的滤网二的网格形状为菱形,网格边长为1mm;所述的滤网二与冷却液箱的回液口处螺钉连接。
带钻机的焊钻夹具根据汽车车架焊接和钻孔的需要,将卧式钻机、立式钻机、快速压紧器、插入式定位器、钻孔冷却装置按一定的数量和位置要求与夹具座组合成一体,结构紧凑;用卧式钻机、立式钻机等专机代替通用设备,体体小,结构简单,效率高,钻孔质量能保证;用气缸作为钻机的进给机构,使进给力可调且进给平稳,加工后退出快;具有钻模板,可提高钻孔精度;立式钻机的立座与摆动座间设有摆动驱动机构,使立式钻机的摆动座连同电机二、联轴器二、减速箱二、钻模板二、钻头二等能从车架上方摆动转开,不影响车架方便吊装。用快速压紧器对汽车车架定位压紧,快捷方便;应用肘节式快速夹具于快速压紧器中,使快速压紧器结构简单、操作方便,效率高;导向块的凹槽卡住压臂,使压臂不能晃动,更稳固;可调定位块根据汽车车架定位部实际尺寸调节,压紧简单可靠。插入式定位器的定位销与汽车车架上的定位孔配合,在满足汽车车架焊接加工定位要求的同时,满足了钻孔加工的定位精度要求;插入式定位器的定位销装在销筒设有的与插销适配的销孔内,销筒与支承座固定连接;支承座与支架固定连接,使定位销能保持准确位置,提高定位精度和重复定位精度,且操作方便快捷。所述的销筒设有把手槽、二个定位槽,把手在工作位置或退出位置可以转动到定位槽内,以保持定位销稳定状态。钻孔冷却装置的冷却液能重复回收使用、不影响环境、减轻工件的清理工作量、冷却效果好;钻孔冷却装置的喷咀将冷却液集中浇注于钻孔处,提高了冷却效果,减轻工件的清理工作量,并具有润滑作用,提高了钻头使用寿命;收集盒回收冷却液与钻屑,保持环境清洁;设有滤网一、滤网二能挡住钻屑。网格形状为菱形,易制造。网格边长为1mm,兼顾冷却液畅通并挡住钻屑。
Claims (6)
1.一种带钻机的焊钻夹具,包括夹具座,其特征是:所述的带钻机的焊钻夹具还包括卧式钻机(1)、立式钻机(2)、快速压紧器(3)、插入式定位器(4)、钻孔冷却装置(5);所述的立式钻机、卧式钻机与夹具座固定连接;所述的快速压紧器、插入式定位器与夹具座固定连接;所述的钻孔冷却装置与夹具座固定连接;所述的夹具座(6)设有基准面(7)、空腔(8)。
2.根据权利要求1所述的带钻机的焊钻夹具,其特征是:所述的卧式钻机包括卧式底座(11)、卧式底板(12),所述的卧式底座、卧式底板间设有导轨一、进给机构一;所述的卧式钻机还包括电机一(13)、联轴器一(14)、减速箱一、钻模板一(15)、钻头一(16);所述的电机一通过联轴器一与减速箱一连接;所述的钻头一穿过钻模板一与减速箱一连接;所述的电机一与卧式底板固定连接;所述的减速箱一与卧式底板固定连接;所述的钻模板一与卧式底座固定连接;所述的卧式底座与夹具座固定连接。
3.根据权利要求1或2所述的带钻机的焊钻夹具,其特征是:所述的立式钻机包括立座(21)、摆动座(22)、立式底板(23),所述的立座与摆动座间铰接;所述的摆动座与立式底板间设有导轨二、进给机构二;所述的立式钻机还包括电机二(24)、联轴器二(25)、减速箱二、钻模板二(26)、钻头二(27);所述的电机二通过联轴器二与减速箱二连接;所述的钻头二穿过钻模板二与减速箱二连接;所述的电机二与立式底板固定连接;所述的减速箱二与立式底板固定连接;所述的钻模板二与摆动座固定连接;所述的立座与摆动座间设有摆动驱动机构;所述的立座与夹具座固定连接。
4.根据权利要求3所述的带钻机的焊钻夹具,其特征是:所述的快速压紧器,包括肘节式快速夹具(314),所述的肘节式快速夹具包括压臂(36)、手柄(320),所述的快速压紧器还包括压头(31)、支座(32)、下定位块(33)、侧定位块(34)、可调定位块(35);所述的压头与压臂(36)前端固定连接;所述的肘节式快速夹具与支座固定连接;所述的下定位块、侧定位块、可调定位块与支座固定连接;所述的支座与夹具座固定连接。
5.根据权利要求4所述的带钻机的焊钻夹具,其特征是:所述的插入式定位器包括支架(41)、定位销(42)、销筒(43)、支承座(44);所述的销筒与支承座固定连接;所述的支承座与支架固定连接;所述的定位销包括插销(45)、把手(46);所述的把手与插销尾端固定连接;所述的销筒设有与插销适配的销孔(47);所述的插销的长度长于销筒的长度;所述的支架与夹具座固定连接。
6.根据权利要求5所述的带钻机的焊钻夹具,其特征是:所述的钻孔冷却装置包括冷却液箱(51)、冷却泵(52)、收集盒(53)、输液管(54)、出液管(55)、喷咀(56)、回液管(57);所述的冷却液箱设有出液口(58)、回液口(59),所述的冷却泵设有进口(510)、出口(511);所述的收集盒包括盒底(512)、侧围(513), 所述的侧围与盒底固定连接;所述的冷却液箱的出液口通过出液管与冷却泵的进口连通;所述的输液管与冷却泵的出口连通;所述的喷咀与输液管连通;所述的回液管一端与冷却液箱的回液口连通,另一端与收集盒连通;所述的冷却液箱在夹具座的空腔内与夹具座固定连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010206843535U CN201997944U (zh) | 2011-05-09 | 2011-05-09 | 带钻机的焊钻夹具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010206843535U CN201997944U (zh) | 2011-05-09 | 2011-05-09 | 带钻机的焊钻夹具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201997944U true CN201997944U (zh) | 2011-10-05 |
Family
ID=44700718
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2010206843535U Expired - Fee Related CN201997944U (zh) | 2011-05-09 | 2011-05-09 | 带钻机的焊钻夹具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201997944U (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102218661A (zh) * | 2010-12-28 | 2011-10-19 | 上海英伦帝华汽车部件有限公司 | 带钻机的焊钻夹具 |
| CN102941430A (zh) * | 2012-12-18 | 2013-02-27 | 江西江铃底盘股份有限公司 | 一种钢板座总成焊接快速拼装夹具 |
| CN106271658A (zh) * | 2016-09-18 | 2017-01-04 | 新乡学院 | 一种围栏自动焊接装置 |
| CN106736575A (zh) * | 2016-12-15 | 2017-05-31 | 江门市金力高锁业有限公司 | 一种门把手自动钻孔、加钉、焊接加工设备 |
-
2011
- 2011-05-09 CN CN2010206843535U patent/CN201997944U/zh not_active Expired - Fee Related
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102218661A (zh) * | 2010-12-28 | 2011-10-19 | 上海英伦帝华汽车部件有限公司 | 带钻机的焊钻夹具 |
| CN102941430A (zh) * | 2012-12-18 | 2013-02-27 | 江西江铃底盘股份有限公司 | 一种钢板座总成焊接快速拼装夹具 |
| CN102941430B (zh) * | 2012-12-18 | 2014-10-01 | 江西江铃底盘股份有限公司 | 一种钢板座总成焊接快速拼装夹具 |
| CN106271658A (zh) * | 2016-09-18 | 2017-01-04 | 新乡学院 | 一种围栏自动焊接装置 |
| CN106271658B (zh) * | 2016-09-18 | 2018-06-19 | 新乡学院 | 一种围栏自动焊接装置 |
| CN106736575A (zh) * | 2016-12-15 | 2017-05-31 | 江门市金力高锁业有限公司 | 一种门把手自动钻孔、加钉、焊接加工设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111940788A (zh) | 一种高效高准确度的钻孔机 | |
| CN201997944U (zh) | 带钻机的焊钻夹具 | |
| CN111230170A (zh) | 一种快速加工定位的摇臂钻床 | |
| CN112122641A (zh) | 一种机械制造用可快速定位的钻孔机 | |
| CN102218661B (zh) | 带钻机的焊钻夹具 | |
| CN210099010U (zh) | 一种机械加工用钻床 | |
| CN213827106U (zh) | 一种多工位钻床 | |
| CN215545054U (zh) | 一种用于无油轴承侧壁快速钻孔的钻床 | |
| CN214720674U (zh) | 一种可钻斜孔的钻床 | |
| CN214816648U (zh) | 一种数控机床自动压紧钻孔装置 | |
| CN212469862U (zh) | 一种高效高准确度的钻孔机 | |
| CN108788736B (zh) | 永磁电机加工生产线用攻丝机 | |
| CN210615173U (zh) | 一种台式钻孔机 | |
| CN208147331U (zh) | 一种钻孔攻丝组合机床 | |
| CN113305319A (zh) | 一种便于在工件两侧同时钻孔的钻床 | |
| CN208628471U (zh) | 一种铝压铸成型雨刮臂及其打孔设备 | |
| CN220162841U (zh) | 操作台可调的光学玻璃微钻头钻孔机 | |
| CN220901960U (zh) | 一种钢管加工用打孔机 | |
| CN221808948U (zh) | 一种用于精密孔加工的加工设备 | |
| CN216858948U (zh) | 一种斜导柱孔加工治具 | |
| CN221473629U (zh) | 一种石油钻杆螺纹铣槽辅助工装 | |
| CN221675902U (zh) | 一种用于机械加工的立式钻床 | |
| CN219598149U (zh) | 摩托车零部件钻孔设备 | |
| CN219581768U (zh) | 一种铸造管梁的锪平装置 | |
| CN218746220U (zh) | 一种机床加工定位装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20111005 Termination date: 20130509 |