CN201994179U - 双工位多头绕线机 - Google Patents
双工位多头绕线机 Download PDFInfo
- Publication number
- CN201994179U CN201994179U CN2011200183377U CN201120018337U CN201994179U CN 201994179 U CN201994179 U CN 201994179U CN 2011200183377 U CN2011200183377 U CN 2011200183377U CN 201120018337 U CN201120018337 U CN 201120018337U CN 201994179 U CN201994179 U CN 201994179U
- Authority
- CN
- China
- Prior art keywords
- mainframe
- cylinder
- rollover stand
- winding machine
- workpiece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Abstract
本实用新型公开了一种双工位多头绕线机,该双工位多头绕线机的主机架上设有通过轴承与主机架连接的翻转架,翻转架一侧设有复数个第一工件安装位,且另一侧设有位置与第一工件安装位相对应的第二工件安装位,当第一工件安装位内的工件绕线完成后,通过自动剪线装置剪线,电机驱动翻转架翻转,使第二工件安装位内的工件能够自动挂上线并绕线;而同时,第一工件安装位内绕满线的工件被取出,继续装入待绕工件,从而开始下一个循环。本实用新型通过上述结构能够实现多头绕线,且挂线、剪线全自动化,因此本实用新型成倍的提高了绕线的工作效率,并减轻了工人的劳动强度。
Description
技术领域
本实用新型涉及一种电子行业滤波器线圈绕线的机械,特别是一种双工位多头绕线机。
背景技术
绕线机就是把线状的物体缠绕到特定的工件上的机器。凡是电器产品大多需要用铜线或漆包铜线(简称漆包线)绕制成电感线圈,就需要用到绕线机。例如:各种电动机、日光灯镇流器、各种大小变压器、电视机、收音机用的中周电感线圈、行输出变压器(高压包)、电子点火器,灭蚊器上的高压线圈,喇叭、耳机、麦克风的音圈,各种电焊机等,这些里面的线圈都需要用绕线机来绕。目前,市面上有一种为电子行业所用的滤波器线圈绕线的绕线机,该绕线机采用单头绕线,每次绕线后需手工挂线、剪线,自动化程度低、工作强度大,从而导致工作效率低。
发明内容
为了克服现有技术的不足,本实用新型提供一种多头绕线,且挂线、剪线自动化的双工位多头绕线机。
本实用新型解决其技术问题所采用的技术方案是:
双工位多头绕线机,其特征在于:包括主机架,主机架上设有第一动力单元,第一动力单元上连接有第一传动装置,第一传动装置上连接有翻转架、且该翻转架通过轴承安装于主机架上,翻转架一侧设有复数个第一工件安装位,且另一侧设有位置与第一工件安装位相对应的第二工件安装位,所述主机架上设有进退装置,该进退装置上设有能够驱动工件在工件安装位内转动的驱动装置,所述翻转架上设有能够自动剪断线的自动剪线装置。
所述第一传动装置包括安装于第一动力单元输出端的主齿轮、设置于翻转架上输入端的第一从动齿轮,该主齿轮与第一从动齿轮相啮合。
所述自动剪线装置包括设置于翻转架上的固定刀及与固定刀相配合的滑动刀,固定刀上设有第一过线槽;滑动刀上设有第二过线槽及剪切部,主机架上设有推动机构及复位机构,推动机构能够推动滑动刀与固定刀作用而剪断铜线或漆包线;复位机构能够使滑动刀复位。
所述推动机构及复位机构为分别设置于主机架上的气缸,所述滑动刀一端设有卡位台阶。
所述进退装置包括与主机架相连接的第二气缸,第二气缸上固定有进退支座,主机架上设有滑轴套,进退支座上设有进退滑轴,进退滑轴穿设于滑轴套中,且进退支座在第二气缸的推动下能够沿滑轴套作直线滑动。
所述驱动装置包括第二动力单元,第二动力单元上连接有第二传动装置,该第二传动装置上设有能够与工件上的第二从动齿轮相啮合的驱动齿轮。
第二传动装置包括设置于第二动力单元上的主动带轮、通过轴承设置于进退装置上的转动轴,该转动轴上设有从动带轮,且该主动带轮与从动带轮通过皮带传动,所述驱动齿轮设置于转动轴上。
所述翻转架上设有能够卡紧工件的卡紧机构,该卡紧机构包括设置于翻转架内的导向轴,该导向轴两端分别固定有张开块,张开块两侧均设有第一压顶面、第一顶压部、第一避空槽,导向轴上分别套装有压缩弹簧,压缩弹簧的两端分别与张开块及翻转架相顶压,翻转架两侧均枢设有上卡板和下卡板,上卡板及下卡板上设有能够与第一压顶面相顶压的第二压顶面,第一顶压部能够与上卡板及下卡板的一面顶压,该上卡板及下卡板的端部分别与复位拉簧的两端相连,主机架上枢设有第五气缸,第五气缸上枢接有推动曲柄,且该推动曲柄的大致中部与主机架枢接,该推动曲柄能够在第五气缸的推动下顶压张开块。
所述进退装置上还设有线槽换位机构,该线槽换位机构包括设置于进退装置上的直线导轨副,直线导轨副上设有换线板,换线板上设有换线槽,主机架上设有换线推动气缸,换线板与换线推动气缸相连接。
所述主机架上设有平衡定位机构,该平衡定位机构包括设置于主机架上上的定位气缸,定位气缸上设有定位杆,翻转架上设有定位孔,该定位杆能够插入该定位孔中。
本实用新型的有益效果是:本实用新型的主机架上设有通过轴承与主机架连接的翻转架,翻转架一侧设有复数个第一工件安装位,且另一侧设有位置与第一工件安装位相对应的第二工件安装位,当第一工件安装位内的工件绕线完成后,通过自动剪线装置剪线,电机驱动翻转架翻转,使第二工件安装位内的工件能够自动挂上线并绕线;而同时,第一工件安装位内绕满线的工件被取出,继续装入待绕工件,从而开始下一个循环。
本实用新型通过上述结构能够实现多头绕线,且挂线、剪线全自动化,因此本实用新型成倍的提高了绕线的工作效率,并减轻的了工人的劳动强度。
附图说明
下面结合附图和实施例对本实用新型进一步说明:
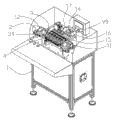
图1是本实用新型整体示意图;
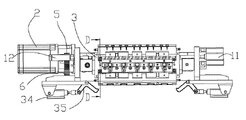
图2是本实用新型局部立体示意图;
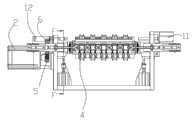
图3是本实用新型局部俯示图;
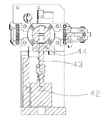
图4是本实用新型局部正示图;
图5是图4的F-F剖面示图;
图6是图3的D-D剖面示图;
图7是本实用新型驱动装置的整体示意图;
图8是本实用新型线槽换位机构的整体示意图;
图9是本实用新型第二传动装置的正示图;
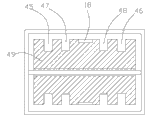
图10是本实用新型工件的剖面示意图。
具体实施方式
参照图1至图10,本实用新型公开了一种双工位多头绕线机,包括主机架1,主机架1上设有第一动力单元2,第一动力单元2上连接有第一传动装置,第一传动装置上连接有翻转架3、且该翻转架3通过轴承安装于主机架1上,翻转架3一侧设有复数个第一工件安装位(图中未示出),且另一侧设有位置与第一工件安装位相对应的第二工件安装位4,所述主机架1上设有进退装置,该进退装置上设有能够驱动工件在工件安装位内转动的驱动装置,所述翻转架3上设有能够自动剪断线的自动剪线装置。
如图所示,于本实施例中,第一动力单元2采用的是伺服电机,因为伺服电机具有精度高,可控性好的优点,伺服电机的输出端上连接有第一传动装置,第一传动装置包括安装于第一动力单元2输出端的主齿轮5、设置于翻转架3上输入端的第一从动齿轮6,该主齿轮5与第一从动齿轮6相啮合,输入端为一与翻转架3相固定的输入轴,该输入轴通过轴承安装于主机架1上,翻转架3一侧设有五个第一工件安装位,且另一侧设有与第一工件安装位一一对应的五个第二工件安装位4。当然上述结构只是本实施的一种具体实施例,并不构成对本实用新型的限制,如上述传动装置还可以为两带轮绕设皮带23传动,或是蜗轮蜗杆传动等,但只要是以相同或相似的结构达到相同的目的都是属于本实用新型的保护范围。而且本实例中的第一工件安装位的数量也可以为四个或六个等。
如图所示,于本实施例中,自动剪线装置包括设置于翻转架3上的固定刀7及与固定刀7相配合的滑动刀8,固定刀7上设有第一过线槽9;滑动刀8上设有第二过线槽10及剪切部,主机架1上设有推动机构11及复位机构12,推动机构11能够推动滑动刀8滑动与固定刀7作用而剪断铜线或漆包线;复位机构12能够使滑动刀8复位。进一步,推动机构11及复位机构12为分别设置于主机架1上的气缸,推动机构11及复位机构12采用气缸,因为气缸反应迅速,而且体积小,结构紧凑,成本低。滑动刀8一端设有卡位台阶13,配合此卡位台阶13,滑动刀8的移动方向受到限制,能够做直线运动。
如图所示,所述进退装置包括与主机架1相连接的第二气缸14,第二气缸14上固定有进退支座15,主机架1上设有滑轴套16,进退支座15上设有进退滑轴99,进退滑轴99穿设于滑轴套16中,且进退支座15在第二气缸14的推动下能够沿滑轴套16作直线滑动。于本实施例中,驱动装置安装于进退支座15上,驱动装置包括第二动力单元17,第二动力单元17采用的是伺服电机,因为伺服电机具有精度高,可控性好的优点。第二动力单元17上连接有第二传动装置,该第二传动装置上设有能够与工件上的第二从动齿轮18相啮合的驱动齿轮19。第二传动装置包括设置于第二动力单元17上的主动带轮20、通过轴承设置于进退装置上的转动轴21,于本实施例中,转动轴21包括一芯轴及套装于该芯轴上的五段短轴,通过连接紧固件连接成一长轴,每根短轴上设置了一驱动齿轮19,该驱动齿轮19分别与安装于工件安装位中的工件上的第二从动齿轮18相对应,并能够啮合。上述结构不仅便于加工,而且拆装方便,便于维护。该转动轴21上设有从动带轮22,且该主动带轮20与从动带轮22上绕设有皮带23,所述驱动齿轮19设置于转动轴21上。采用带轮及皮带23传动只是本实施的一种具体实施例,并不构成对本实用新型的限制,如上述传动装置还可以为两齿轮啮合传动,或是蜗轮蜗杆传动等,但只要是以相同或相似的结构达到相同的目的都是属于本实用新型的保护范围。
如图所示,所述翻转架3上设有能够卡紧工件的卡紧机构,该卡紧机构包括设置于翻转架3内的导向轴24,该导向轴24两端分别固定有张开块25,张开块25两侧均枢设有第一压顶面26、第一顶压部27、第一避空槽28,导向轴24上分别套装有压缩弹簧29,压缩弹簧29的两端分别与张开块25及翻转架3相顶压,翻转架3两侧均枢设有上卡板30和下卡板31,上卡板30及下卡板31上设有能够与第一压顶面26相顶压的第二压顶面32,第一顶压部27能够与上卡板30及下卡板31的一面顶压,该上卡板30及下卡板31的端部分别与复位拉簧33的两端相连,主机架1上枢设有第五气缸34,第五气缸34上枢接有推动曲柄35,且该推动曲柄35的大致中部与主机架1枢接,该推动曲柄35能够在第五气缸34的推动下顶压张开块25。于本实施例中,主机架1上对称设有两个第五气缸34,上述结构能够做到受力平衡。
工作过程如下,当工件需要放入工件安装位时,按动操作按钮,第五气缸34推动推动曲柄35转动,推动曲柄35绕其与主机架1的枢接点转动,推动曲柄35的一端顶压在张开块25上,推动张开块25移动,张开块25压缩压缩弹簧29而移动,张开块25上的第一压顶面26能够顶压上卡板30及下卡板31上的第二压顶面32,上卡板30及下卡板31受压而绕其与翻转架3的枢接点转动,上卡板30及下卡板31的一端转入第一避空槽28中。此时,上卡板30及下卡板31张开,工件就能够放入工件安装槽中。当工件放入工件安装位后,按动操作按钮,第五气缸34推动推动曲柄35转动,推动曲柄35松开张开块25,张开块25受压缩弹簧29的弹力而后退,同时复位拉簧33也拉动上卡板30及下卡板31绕其枢接点转动,上卡板30及下卡板31的一端退出第一避空槽28中,第一顶压部27分别顶压上卡板30及下卡板31的一面,使上卡板30及下卡板31合扣紧工件。
如图所示,主机架1上还设有线槽换位机构,该线槽换位机构包括设置于主机架1上的进退支座15上的直线导轨副36,直线导轨副36上设有换线板,换线板上设有换线槽37,主机架1上设有换线推动气缸,换线板与换线推动气缸相连接。于本实施例中,换线板包括第一换线板38及第二换线板39,换线推动气缸包括第三气缸40及第四气缸41,第一换线板38与第三气缸40相连接,第二换线板39与第四气缸41相连接。通过上述机构,在同一个工件内的不同线槽内可以不间断绕线。
工作过程如下,本工件有四个线槽位,包括第一线槽45、第二线槽46、第三线槽47、第四线槽48,当工件的第一线槽45及第二线槽46绕线满了后就需要换到另一个线槽绕线,此时,控制系统就会发送信号到第三气缸40及第四气缸41,第三气缸40及第四气缸41工作,推动第一换线板38及第二换线板39沿直线导轨滑动一定的距离,从而带动穿设在换线槽37中的线移动到相应的位置,线就会自动绕进第三线槽47及第四线槽48。当然,第一线槽45与第三线槽47、第二线槽46与第四线槽48的槽壁上是开有缺口的,线通过此缺口才能换入另一个线槽。
如图所示,主机架1上设有平衡定位机构,该平衡定位机构包括设置于主机架1上上的定位气缸42,定位气缸42上设有定位杆43,翻转架3上设有定位孔44,该定位杆43能够插入该定位孔44中。上述结构,有利于使翻转架3保持水平,并且在工作时更加稳定。
本实用新型的工作过程如下,先在把工件安装在翻转架3上的第一工件安装位上,卡紧装置卡紧工件,挂好线,定位机构退出,第一动力单元2工作,翻转架3转动一百八十度,工件转动到相应位置,此时,第二工件安装位面对操作者,操作者可以在第一工件安装位上的工件进行绕线时,同时在第二工件安装位上安装工件。进退装置开始工作,第二气缸14推动进退支座15移动,从而带动驱动齿轮19移动到位,且驱动齿轮19与工件上的第二从动齿轮18啮合,然后第二动力单元17工作,通过第二传动装置带动驱动齿轮19转动,驱动齿轮19带动第二从动齿轮18转动,从而带动工件上的线圈49转动,铜线或漆包线随线圈49转动而绕入线槽中。绕线过程中,一个线槽的线满了,通过线槽换位机构可以在另一个线槽内继续绕线,所有线槽绕完后,转动停止,进退装置开始工作,第二气缸14推动进退支座15退回,自动剪线装置开始工作,自动剪线装置剪断穿过第一过线槽9及第二过线槽10的线。此时,第二工件安装位上的工件已经装好,定位机构退出,第一动力单元2工作,翻转架3转动一百八十度,第二工件安装位上的工件转动到相应位置,此时线就会自动挂在第二工件安装位上的工件上,进退装置开始工作,第二气缸14推动进退支座15移动,从而带动驱动齿轮19移动到位,然后开始绕线,同时,按动控制键打开卡紧机构,此时,人工取下第一工件安装位上绕满线的工件,继续装入待绕工件,从而开始下一个循环。
本实用新型通过多头绕线,且挂线、剪线全自动化,因此本实用新型成倍的提高了绕线的工作效率,并减轻的了工人的劳动强度。
上述只是对本实用新型的一些优选实施例进行了图示和描述,但本实用新型的实施方式并不受上述实施例的限制,只要其以基本相同的手段达到本实用新型的技术效果,都应属于本实用新型的保护范围。
Claims (10)
1.双工位多头绕线机,其特征在于:包括主机架(1),主机架(1)上设有第一动力单元(2),第一动力单元(2)上连接有第一传动装置,第一传动装置上连接有翻转架(3),且该翻转架(3)通过轴承安装于主机架(1)上,翻转架(3)一侧设有复数个第一工件安装位,且另一侧设有位置与第一工件安装位相对应的第二工件安装位(4),所述主机架(1)上设有进退装置,该进退装置上设有能够驱动工件在工件安装位内转动的驱动装置,所述翻转架(3)上设有能够自动剪断线的自动剪线装置。
2.根据权利要求1所述的双工位多头绕线机,其特征在于:所述第一传动装置包括安装于第一动力单元(2)输出端的主齿轮(5)、设置于翻转架(3)上的第一从动齿轮(6),该主齿轮(5)与第一从动齿轮(6)相啮合。
3.根据权利要求1所述的双工位多头绕线机,其特征在于:所述自动剪线装置包括设置于翻转架(3)上的固定刀(7)及与固定刀(7)相配合的滑动刀(8),固定刀(7)上设有第一过线槽(9);滑动刀(8)上设有第二过线槽(10)及剪切部,主机架(1)上设有推动机构(11)及复位机构(12),推动机构(11)能够推动滑动刀(8)与固定刀(7)作用而剪断铜线或漆包线;复位机构(12)能够使滑动刀(8)复位。
4.根据权利要求3所述的双工位多头绕线机,其特征在于:所述推动机构(11)及复位机构(12)为分别设置于主机架(1)上的气缸,所述滑动刀(8)一端设有卡位台阶(13)。
5.根据权利要求1所述的双工位多头绕线机,其特征在于:所述进退装置包括与主机架(1)相连接的第二气缸(14),第二气缸(14)上固定有进退支座(15),主机架(1)上设有滑轴套(16),进退支座(15)上设有进退滑轴(99),进退滑轴(99)穿设于滑轴套(16)中,且进退支座(15)在第二气缸(14)的推动下能够沿滑轴套(16)作直线滑动。
6.根据权利要求1所述的双工位多头绕线机,其特征在于:所述驱动装置包括第二动力单元(17),第二动力单元(17)上连接有第二传动装置,该第二传动装置上设有能够与工件上的第二从动齿轮(18)相啮合的驱动齿轮(19)。
7.根据权利要求6所述的双工位多头绕线机,其特征在于:第二传动装置包括设置于第二动力单元(17)上的主动带轮(20)、通过轴承设置于进退装置上的转动轴(21),该转动轴(21)上设有从动带轮(22),且该主动带轮(20)与从动带轮(22)通过皮带(23)传动,所述驱动齿轮(19)设置于转动轴(21)上。
8.根据权利要求1所述的双工位多头绕线机,其特征在于:所述翻转架(3)上设有能够卡紧工件的卡紧机构,该卡紧机构包括设置于翻转架(3)内的导向轴(24),该导向轴(24)两端分别固定有张开块(25),张开块(25)两侧均设有第一压顶面(26)、第一顶压部(27)、第一避空槽(28),导向轴(24)上分别套装有压缩弹簧(29),压缩弹簧(29)的两端分别与张开块(25)及翻转架(3)相顶压,翻转架(3)两侧均枢设有上卡板(30)和下卡板(31),上卡板(30)及下卡板(31)上设有能够与第一压顶面(26)相顶压的第二压顶面(32),第一顶压部(27)能够与上卡板(30)及下卡板(31)的一面顶压,该上卡板(30)及下卡板(31)的端部分别与复位拉簧(33)的两端相连,主机架(1)上枢设有第五气缸(34),第五气缸(34)上枢接有推动曲柄(35),且该推动曲柄(35)的大致中部与主机架(1)枢接,该推动曲柄(35)能够在第五气缸(34)的推动下顶压张开块(25)。
9.根据权利要求1所述的双工位多头绕线机,其特征在于:所述主机架(1)上还设有线槽换位机构,该线槽换位机构包括设置于主机架(1)上的直线导轨副(36),直线导轨副(36)上设有换线板,换线板上设有换线槽(37),主机架(1)上设有换线推动气缸,换线板与换线推动气缸相连接。
10.根据权利要求1所述的双工位多头绕线机,其特征在于:所述主机架(1)上设有平衡定位机构,该平衡定位机构包括设置于主机架(1)上上的定位气缸(42),定位气缸(42)上设有定位杆(43),翻转架(3)上设有定位孔(44),该定位杆(43)能够插入该定位孔(44)中。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011200183377U CN201994179U (zh) | 2011-01-20 | 2011-01-20 | 双工位多头绕线机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011200183377U CN201994179U (zh) | 2011-01-20 | 2011-01-20 | 双工位多头绕线机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201994179U true CN201994179U (zh) | 2011-09-28 |
Family
ID=44670659
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2011200183377U Expired - Fee Related CN201994179U (zh) | 2011-01-20 | 2011-01-20 | 双工位多头绕线机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201994179U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102136366A (zh) * | 2011-01-20 | 2011-07-27 | 珠海安电电子科技有限公司 | 双工位多头绕线机 |
| CN108861864A (zh) * | 2018-07-23 | 2018-11-23 | 深圳市专诚达机电设备有限公司 | 待料机构 |
-
2011
- 2011-01-20 CN CN2011200183377U patent/CN201994179U/zh not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102136366A (zh) * | 2011-01-20 | 2011-07-27 | 珠海安电电子科技有限公司 | 双工位多头绕线机 |
| CN102136366B (zh) * | 2011-01-20 | 2012-10-10 | 珠海恒阳科技有限公司 | 双工位多头绕线机 |
| CN108861864A (zh) * | 2018-07-23 | 2018-11-23 | 深圳市专诚达机电设备有限公司 | 待料机构 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102136366B (zh) | 双工位多头绕线机 | |
| CN104319960A (zh) | 电机定子铁芯绕线机 | |
| CN103346011B (zh) | 全自动绕线机及其制作方法 | |
| CN104752053A (zh) | 一种双组绕线机 | |
| CN109036838A (zh) | 一种粗线径磁环圈自动绕线机及其绕线方法 | |
| CN204179894U (zh) | 电机定子铁芯绕线机 | |
| CN201994179U (zh) | 双工位多头绕线机 | |
| CN107659089A (zh) | 一种九轴无刷电机定子内绕机 | |
| CN208146774U (zh) | 一种包边模具切换系统 | |
| CN104217853B (zh) | 一种自动包胶绕线机器人 | |
| CN103178664B (zh) | 六工位多头绕线机 | |
| CN115622348B (zh) | 一种用于电动机绕组的自动绕线机 | |
| CN110817577A (zh) | 一种智能线缆输送设备 | |
| CN203079438U (zh) | 转子防护层自动绑线机 | |
| CN204067040U (zh) | 一种自动包胶绕线机器人 | |
| CN216543561U (zh) | 一种塑料薄膜生产用具有定位功能的裁切设备 | |
| CN202111597U (zh) | T形骨架小电机转子自动绕线装置 | |
| CN109049025A (zh) | 一种聚四氟乙烯电缆绕包带切割加工用毛刺修整装置 | |
| CN102170203B (zh) | T形骨架小电机转子自动绕线装置及“α”缠头绕制方法 | |
| CN103632839B (zh) | 自动绕线组立机构及方法 | |
| CN102992121B (zh) | 转子防护层自动绑线机 | |
| CN204661003U (zh) | 一种收线机 | |
| CN112110287A (zh) | 一种用于锡焊丝的自动绕线装置及其绕线方法 | |
| CN210925756U (zh) | 绕线机的便于卸线装置 | |
| CN204470348U (zh) | 一种预应力电杆挂筋板卷绕制作机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C53 | Correction of patent for invention or patent application | ||
| CB03 | Change of inventor or designer information |
Inventor after: Zheng Mao Inventor after: Wu Yuanfu Inventor before: Wang Yadong Inventor before: Peng Keyi |
|
| COR | Change of bibliographic data |
Free format text: CORRECT: INVENTOR; FROM: WANG YADONG PENG KEYI TO: ZHENG MAO WU YUANFU |
|
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20110928 Termination date: 20130120 |