CN201960409U - 自动轴承滚子加工设备 - Google Patents
自动轴承滚子加工设备 Download PDFInfo
- Publication number
- CN201960409U CN201960409U CN2010206302587U CN201020630258U CN201960409U CN 201960409 U CN201960409 U CN 201960409U CN 2010206302587 U CN2010206302587 U CN 2010206302587U CN 201020630258 U CN201020630258 U CN 201020630258U CN 201960409 U CN201960409 U CN 201960409U
- Authority
- CN
- China
- Prior art keywords
- workpiece
- main shaft
- roller
- chuck
- numerically
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Rolling Contact Bearings (AREA)
Abstract
自动轴承滚子加工设备,其特征是由两个车外圆主轴Ⅰ和Ⅱ,有两个工件夹紧油缸Ⅰ和Ⅱ,有两个卡盘Ⅰ和Ⅱ,有两个电磁离合器Ⅰ和Ⅱ,X轴伺服电机,Z轴伺服电机,电机,皮带轮,数控刀架,切断刀架组成。工件通过液压卡盘轮换自动卡紧在两个工件主轴上,可以实现对工件所有工序的自动加工,数控刀架和切断刀架可以同时对工件进行加工。本实用新型具有设计合理,体积较小,结构紧凑,操作方便,质量较好,自动化程度高,涵盖滚子规格范围广,工作效率高,节约成本,可批量化生产的特点。
Description
技术领域
本实用新型涉及轴承零件滚子加工制造领域,具体的是涉及一种自动车制轴承滚子的多功能加工设备。在一台加工设备上,可实现车滚子外径、车两个滚子端面、挖滚子端面穴槽,多个工序一次装卡,一次完成。
背景技术
本实用新型涉及轴承零件滚子加工制造领域。目前在轴承滚动体车加工领域,普遍应用的是一般普通加工设备改造的车制滚动体设备。按滚子的加工流程,需要车滚子外径,车滚子一端面,车滚子二端面,车滚子端面挖穴。四道工序,四次装夹,存在加工效率低,工序多,质量差,大材小用功率浪费的问题。轴承滚动体作为一个标准件,通常加工批量都非常大。现有的加工技术与轴承滚子需求量非常不匹配。为了保证滚子的加工质量,提高工作效率,急需研发批量化生产的专用设备。
发明内容
鉴于现有技术存在的缺陷,本实用新型的目的是弥补现有技术的的不足,提供一种设计合理,体积较小,结构紧凑,操作方便,质量较好,自动化程度高,涵盖滚子规格范围广,工作效率高,节约成本,可批量化生产的自动轴承滚子加工设备。
为实现上述目的,本实用新型所采用的技术解决方案是:自动轴承滚子加工设备是由两个车外圆主轴Ⅰ和Ⅱ,有两个工件夹紧油缸Ⅰ和Ⅱ,有两个卡盘Ⅰ和Ⅱ,有两个电磁离合器Ⅰ和Ⅱ,X轴伺服电机,Z轴伺服电机,电机,皮带轮,数控刀架,切断刀架组成,采用现有共知技术进行组装。加工设备主体结构包括两个主轴,车外圆主轴Ⅰ和车外圆主轴Ⅱ,一个数控刀架,一个切断刀架。滚子工件通过主轴Ⅰ的心轴孔进入卡盘Ⅰ工作区,主轴Ⅰ安装在卡盘Ⅰ上,开动电机,带动皮带轮转动,电磁离合器Ⅰ通过内部齿轮传动,带动卡盘Ⅰ卡紧工件并旋转,由X轴伺服电机和Z轴伺服电机控制的数控刀架对第一个工件进行车外径、平端面、挖端面穴槽车形三道工序加工。加工结束后数控刀架回到原点。然后工件夹紧油缸Ⅰ推动主轴Ⅱ前进一定距离,同时卡紧工件,电磁离合器Ⅱ通过内部齿轮传动带动带动卡盘Ⅱ开始转动。工件夹紧油缸Ⅱ运动,带动卡盘Ⅱ夹紧滚子右端,同时主轴Ⅰ松开工件,主轴Ⅱ后退一个滚子长度加上加工量的距离,工件通过卡盘Ⅰ自动卡紧在主轴Ⅰ上,数控刀架和切断刀架同时工作,数控刀架对第二个工件进行车加工同时切断刀架切断第一个滚子,加工结束后主轴Ⅱ停止旋转并刹车,扭断工件。主轴Ⅱ再后退一定距离,数控刀架对第一个滚子的另一个端面和倒角进行加工,完成第一个滚子的所有工序后,在主轴Ⅱ上通过卡盘Ⅱ松开工件,在弹簧力的作用下,滚子掉入回收槽内。工件夹紧油缸Ⅰ再推动主轴Ⅱ前进一定距离并卡紧工件,自动完成下一个滚子的加工,继续周而复始地自动循环下去,以实现对工件所有工序的自动加工。加工滚动体规格范围非常广,滚子直径可以达到50毫米,棒料长度达到3000毫米。
鉴于本实用新型弥补了现有技术的不足,提供了一种设计合理,体积较小,结构紧凑,操作方便,质量较好,自动化程度高,涵盖滚子规格范围广,工作效率高,节约成本,可批量化生产的自动轴承滚子加工设备,是一种具有推广价值的新产品。
附图说明
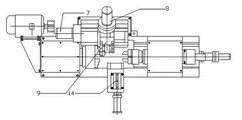
图1是本实用新型结构示意简图。
图2是本实用新型总装简图。
具体实施方式
图1~图2所示的附图标记如下:车外圆主轴Ⅰ1,卡盘Ⅰ2,电机3,皮带轮4,电磁离合器Ⅰ5,电磁离合器Ⅱ6,X轴伺服电机7,Z轴伺服电机8,数控刀架9,工件夹紧油缸Ⅰ10,车外圆主轴Ⅱ11,卡盘Ⅱ12,工件夹紧油缸Ⅱ13,切断刀架14。
本实用新型所采用的技术解决方案是:自动轴承滚子加工设备是由两个车外圆主轴Ⅰ1和Ⅱ11,有两个工件夹紧油缸Ⅰ10和Ⅱ13,有两个卡盘Ⅰ2和Ⅱ12,有两个电磁离合器Ⅰ5和Ⅱ6,X轴伺服电机7,Z轴伺服电机8,电机3,皮带轮4,数控刀架9,切断刀架14组成,采用现有共知技术进行组装。加工设备主体结构包括两个主轴,车外圆主轴Ⅰ1和车外圆主轴Ⅱ11,一个数控刀架9,一个切断刀架14。滚子工件通过主轴Ⅰ1的心轴孔进入卡盘Ⅰ2工作区,主轴Ⅰ1安装在卡盘Ⅰ2上,开动电机3,带动皮带轮4转动,电磁离合器Ⅰ5通过内部齿轮传动,带动卡盘Ⅰ2卡紧工件并旋转,由X轴伺服电机7和Z轴伺服电机8控制的数控刀架9对第一个工件进行车外径、平端面、挖端面穴槽车形三道工序加工。加工结束后数控刀架9回到原点。然后工件夹紧油缸Ⅰ10推动主轴Ⅱ11前进一定距离,同时卡紧工件,电磁离合器Ⅱ6通过内部齿轮传动带动带动卡盘Ⅱ12开始转动。工件夹紧油缸Ⅱ13运动,带动卡盘Ⅱ12夹紧滚子右端,同时主轴Ⅰ1松开工件,主轴Ⅱ11后退一个滚子长度加上加工量的距离,工件通过卡盘Ⅰ2自动卡紧在主轴Ⅰ1上,数控刀架9和切断刀架14同时工作,数控刀架9对第二个工件进行车加工同时切断刀架14切断第一个滚子,加工结束后主轴Ⅱ11停止旋转并刹车,扭断工件。主轴Ⅱ11再后退一定距离,数控刀架9对第一个滚子的另一个端面和倒角进行加工,完成第一个滚子的所有工序后,在主轴Ⅱ11上通过卡盘Ⅱ12松开工件,在弹簧力的作用下,滚子掉入回收槽内。工件夹紧油缸Ⅰ10再推动主轴Ⅱ11前进一定距离并卡紧工件,自动完成下一个滚子的加工,继续周而复始地自动循环下去,以实现对工件所有工序的自动加工。
Claims (1)
1.自动轴承滚子加工设备,其特征是由两个车外圆主轴Ⅰ和Ⅱ,有两个工件夹紧油缸Ⅰ和Ⅱ,有两个卡盘Ⅰ和Ⅱ,有两个电磁离合器Ⅰ和Ⅱ,X轴伺服电机,Z轴伺服电机,电机,皮带轮,数控刀架,切断刀架组成,进行组装;加工设备主体结构包括两个主轴,车外圆主轴Ⅰ和车外圆主轴Ⅱ,一个数控刀架,一个切断刀架;滚子工件通过主轴Ⅰ的心轴孔进入卡盘Ⅰ工作区,主轴Ⅰ安装在卡盘Ⅰ上,开动电机,带动皮带轮转动,电磁离合器Ⅰ通过内部齿轮传动,带动卡盘Ⅰ卡紧工件并旋转,由X轴伺服电机和Z轴伺服电机控制的数控刀架对第一个工件进行车外径、平端面、挖端面穴槽车形三道工序加工;加工结束后数控刀架回到原点;然后工件夹紧油缸Ⅰ推动主轴Ⅱ前进一定距离,同时卡紧工件,电磁离合器Ⅱ通过内部齿轮传动带动带动卡盘Ⅱ开始转动;工件夹紧油缸Ⅱ运动,带动卡盘Ⅱ夹紧滚子右端,同时主轴Ⅰ松开工件,主轴Ⅱ后退一个滚子长度加上加工量的距离,工件通过卡盘Ⅰ自动卡紧在主轴Ⅰ上,数控刀架和切断刀架同时工作,数控刀架对第二个工件进行车加工同时切断刀架切断第一个滚子,加工结束后主轴Ⅱ停止旋转并刹车,扭断工件;主轴Ⅱ再后退一定距离,数控刀架对第一个滚子的另一个端面和倒角进行加工,完成第一个滚子的所有工序后,在主轴Ⅱ上通过卡盘Ⅱ松开工件,在弹簧力的作用下,滚子掉入回收槽内;工件夹紧油缸Ⅰ再推动主轴Ⅱ前进一定距离并卡紧工件,自动完成下一个滚子的加工,继续周而复始地自动循环下去,以实现对工件所有工序的自动加工。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010206302587U CN201960409U (zh) | 2010-11-29 | 2010-11-29 | 自动轴承滚子加工设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010206302587U CN201960409U (zh) | 2010-11-29 | 2010-11-29 | 自动轴承滚子加工设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201960409U true CN201960409U (zh) | 2011-09-07 |
Family
ID=44522936
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2010206302587U Expired - Fee Related CN201960409U (zh) | 2010-11-29 | 2010-11-29 | 自动轴承滚子加工设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201960409U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103143978A (zh) * | 2013-03-28 | 2013-06-12 | 瓦房店光达轴承制造有限公司 | 自动拖拉料滚子加工机床 |
| CN116727771A (zh) * | 2023-08-11 | 2023-09-12 | 凌远科技股份有限公司 | 一种圆锥滚子轴承用滚子的加工装置和方法 |
-
2010
- 2010-11-29 CN CN2010206302587U patent/CN201960409U/zh not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103143978A (zh) * | 2013-03-28 | 2013-06-12 | 瓦房店光达轴承制造有限公司 | 自动拖拉料滚子加工机床 |
| CN116727771A (zh) * | 2023-08-11 | 2023-09-12 | 凌远科技股份有限公司 | 一种圆锥滚子轴承用滚子的加工装置和方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN202239829U (zh) | 一种卧式双面铣床 | |
| CN203779106U (zh) | 金属切削用组合机床 | |
| CN107962490B (zh) | 复合材料大长径比筒状非连续内壁涂层的抛光装置与方法 | |
| CN210548131U (zh) | 多刀高效同步动平衡车削加工机床 | |
| CN103447823A (zh) | 一种汽车半轴数控加工机床 | |
| CN201109033Y (zh) | 一种加工夹具 | |
| CN202639843U (zh) | 精细化车磨多功能机床 | |
| CN2897482Y (zh) | 汽车消声器和净化器壳体旋压成型数控机床 | |
| CN201960409U (zh) | 自动轴承滚子加工设备 | |
| CN201889437U (zh) | 双端面专门化数控车床 | |
| CN203418412U (zh) | 齿轴类中心孔研磨装置 | |
| CN201235408Y (zh) | 车床代替镗床加工工件的装置 | |
| CN201147891Y (zh) | 高效磨削钢球上圆孔的夹具结构 | |
| CN202804754U (zh) | 车加工液压内胀夹紧装置 | |
| CN106735323A (zh) | 适用于大型曲轴复合加工的卧式加工机床及加工方法 | |
| CN203725816U (zh) | 轴类工件的内孔加工装置 | |
| CN203409268U (zh) | 一种双刀具座车床 | |
| CN202606873U (zh) | 高效双主轴数控车床 | |
| CN202377538U (zh) | 活塞数控精综合加工机 | |
| CN201880942U (zh) | 一种新型内孔精加工夹具 | |
| CN211193011U (zh) | 一种批量加工装置 | |
| CN102000837A (zh) | 自动轴承滚子车床 | |
| CN204470637U (zh) | 一种球阀专用镗孔铣面机 | |
| CN202804629U (zh) | 车铣复合中心 | |
| CN203409329U (zh) | 一种循环球螺母端面加工专机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20110907 Termination date: 20111129 |